Introduction
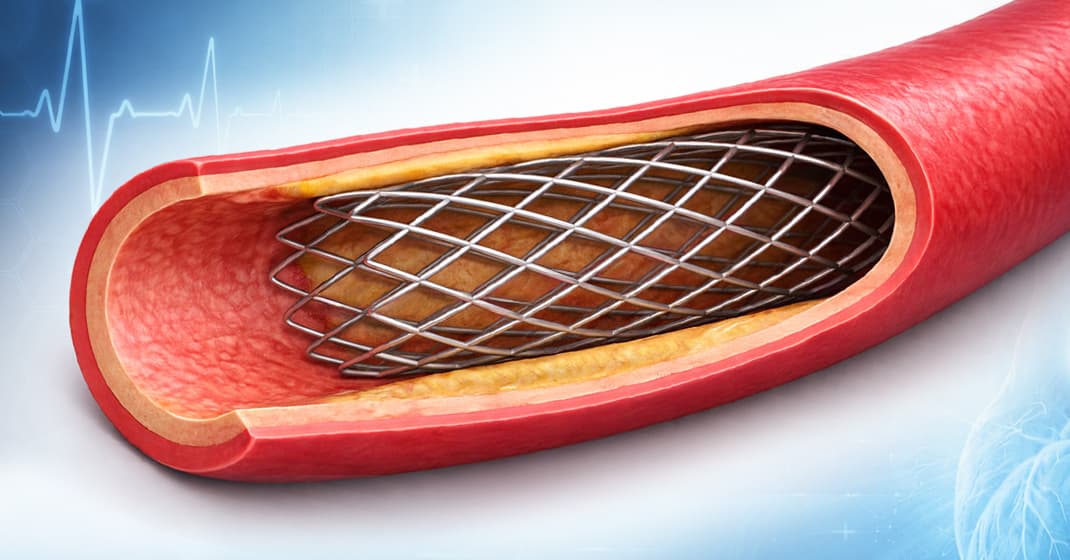
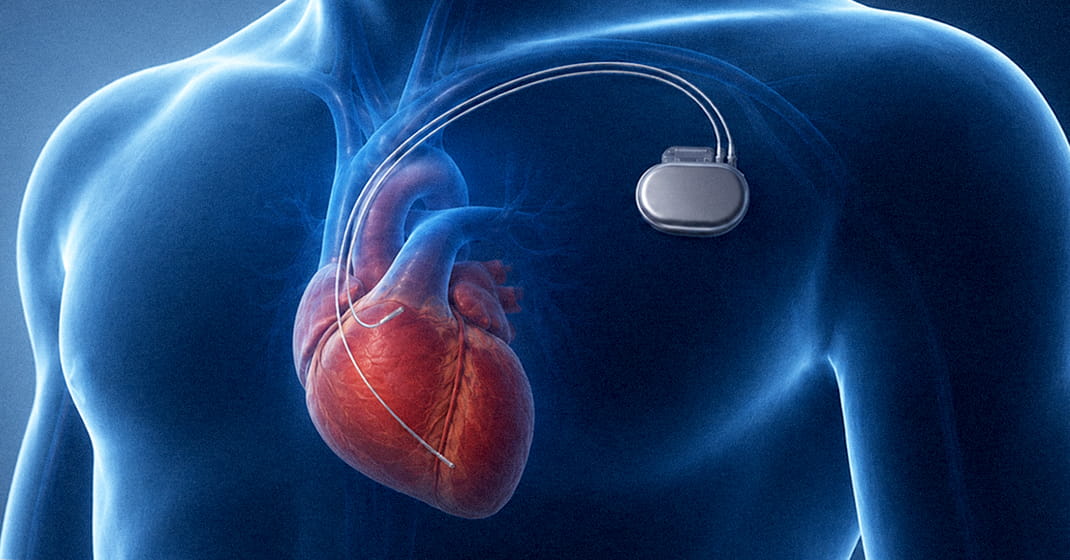
A pacemaker is a medical device used to regulate heart rhythm and maintain an adequate heart rate. It is typically implanted in the chest or abdomen and sends electrical impulses to the heart muscle through endocardial pacing leads.
As pacemakers remain a widely used treatment for cardiac rhythm disorders, the quality and service life of pacing leads are critical to long-term device performance. Lead failures can create serious risks for patients and may require surgical replacement, making pacing lead insulation wear testing an important part of material evaluation for implantable cardiac devices.1–5
Endocardial pacing leads transmit electrical impulses from a pacemaker to the heart while operating in a dynamic body-fluid environment.
Why Friction and Wear Matter for Endocardial Lead Insulation
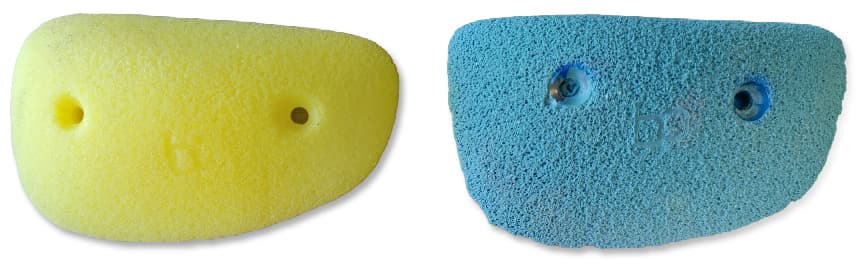
The outer insulation material of an endocardial lead requires several key properties, including biological inertness, high flexibility, fracture toughness, and long service life. Low friction can reduce interaction between the lead and the blood vessel, helping minimize vessel irritation during implantation and movement.
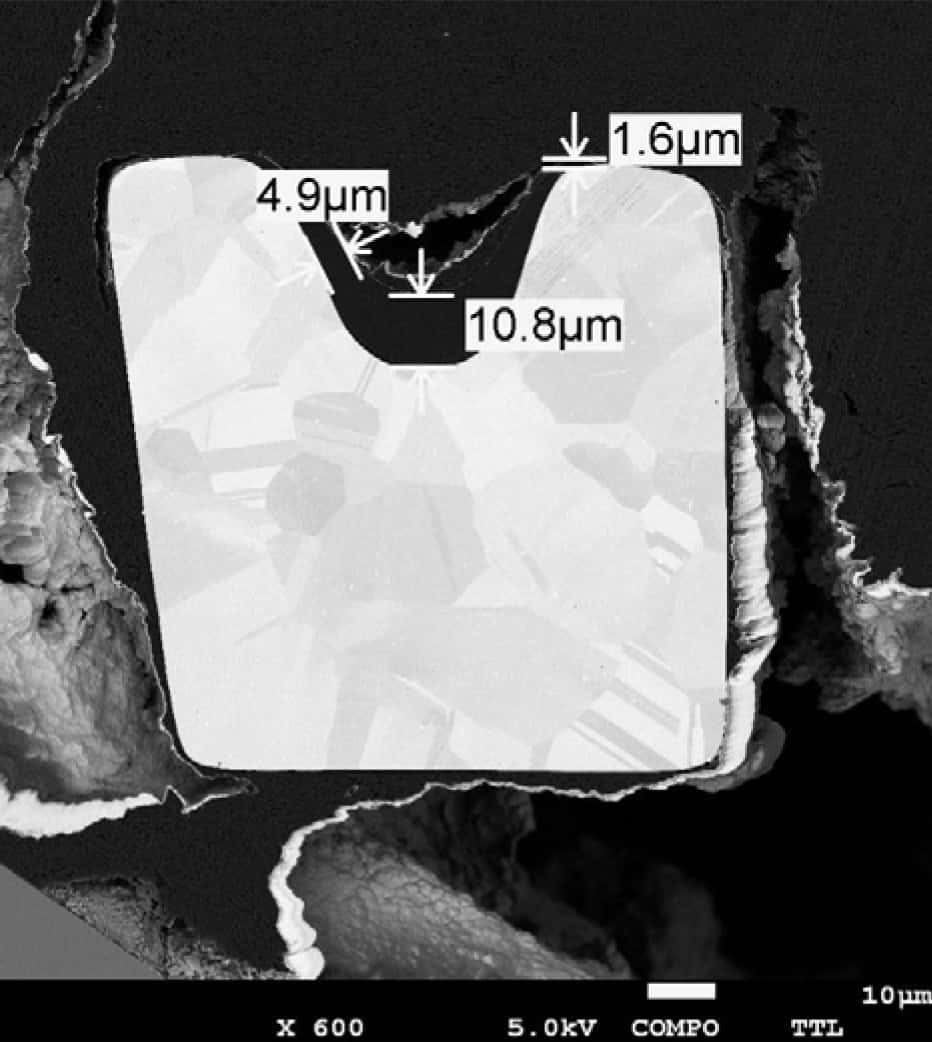
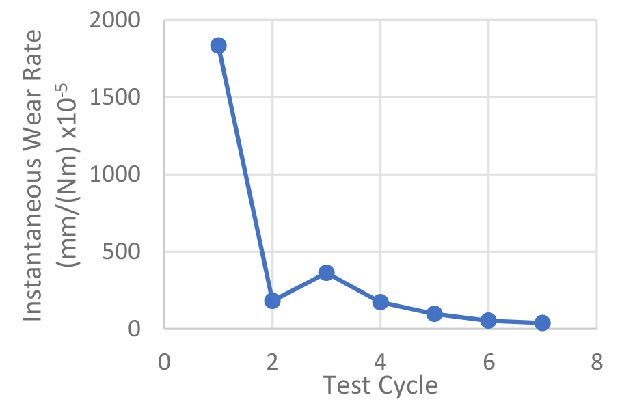
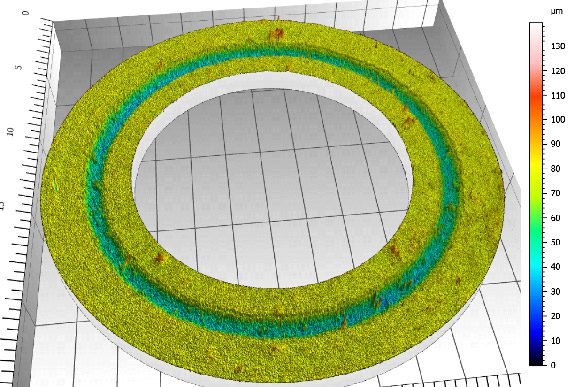
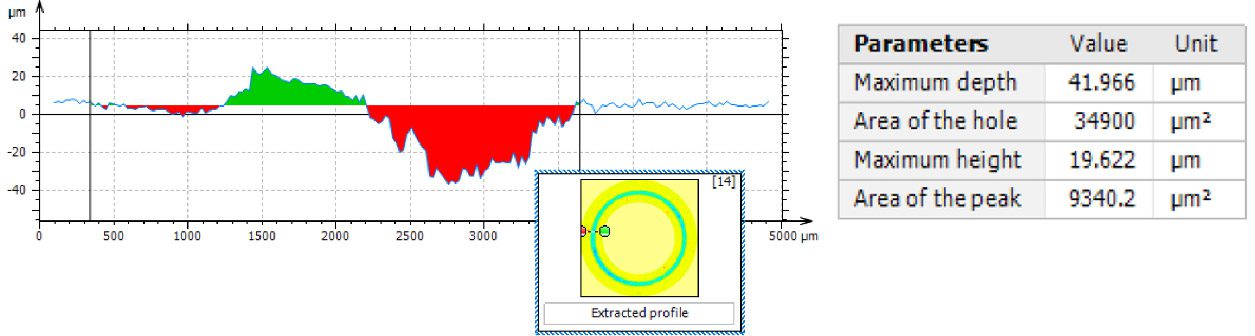
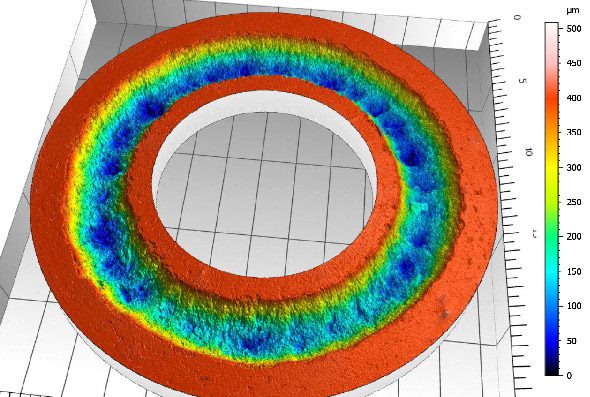
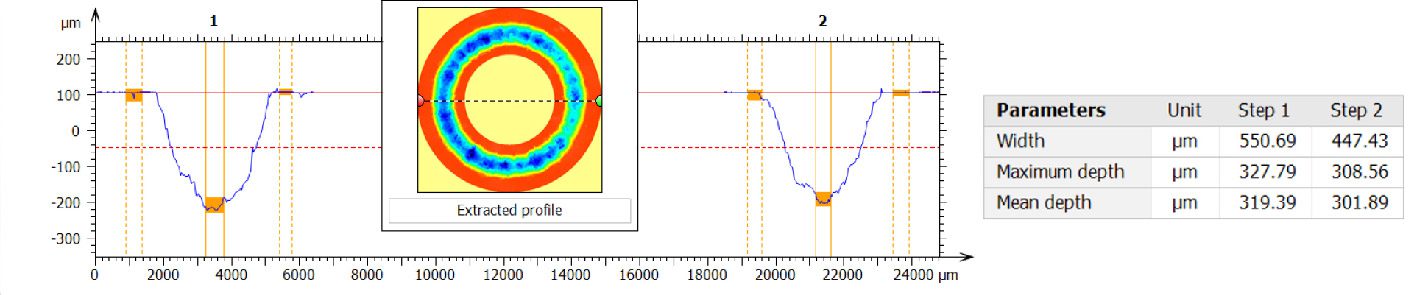
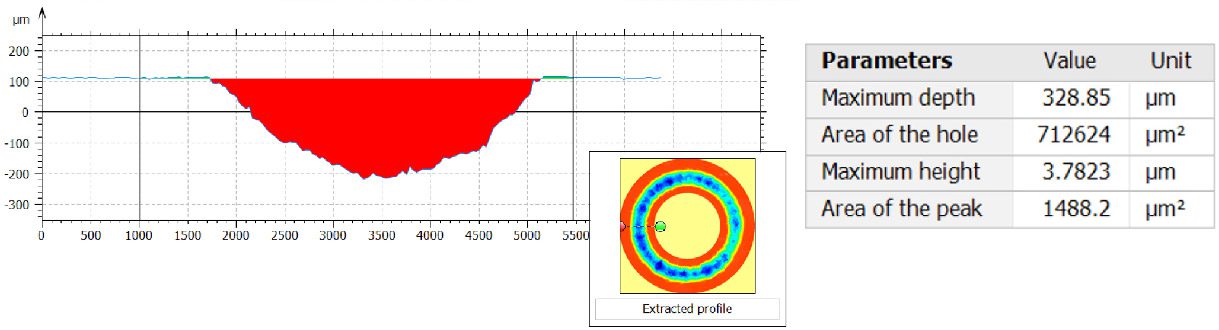
Wear resistance is also critical. Endocardial leads experience continuous movement from the heart and surrounding body structures, while operating in a body-fluid environment that can influence friction, wear, and material response.
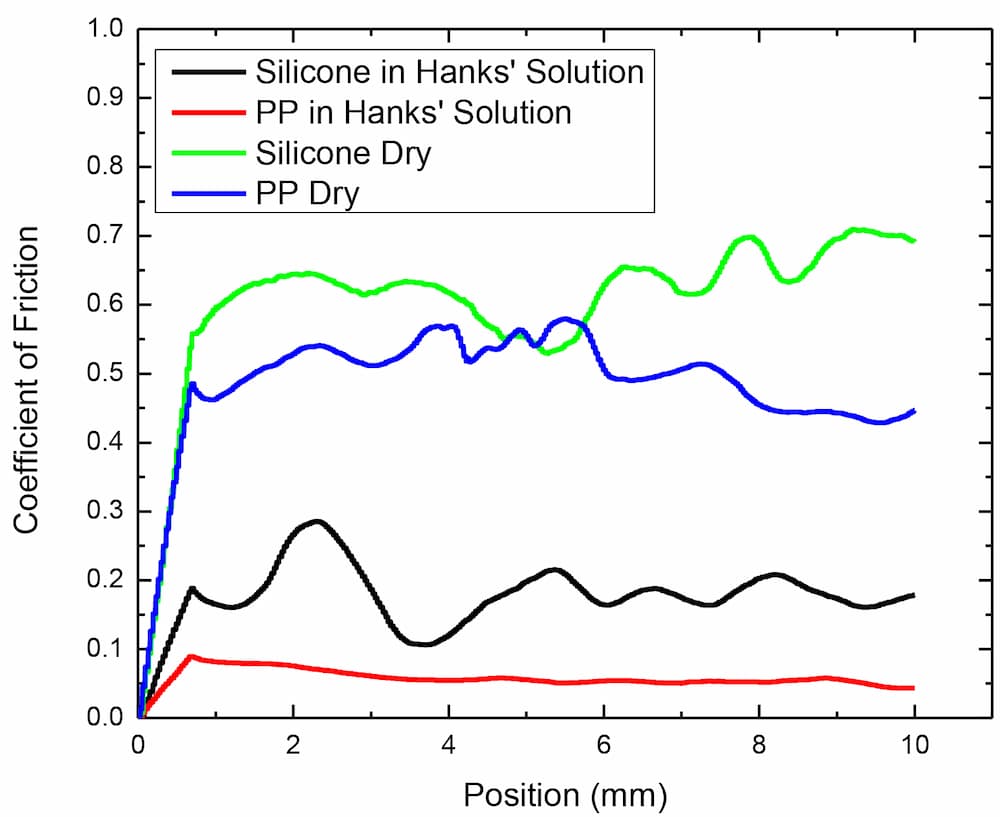
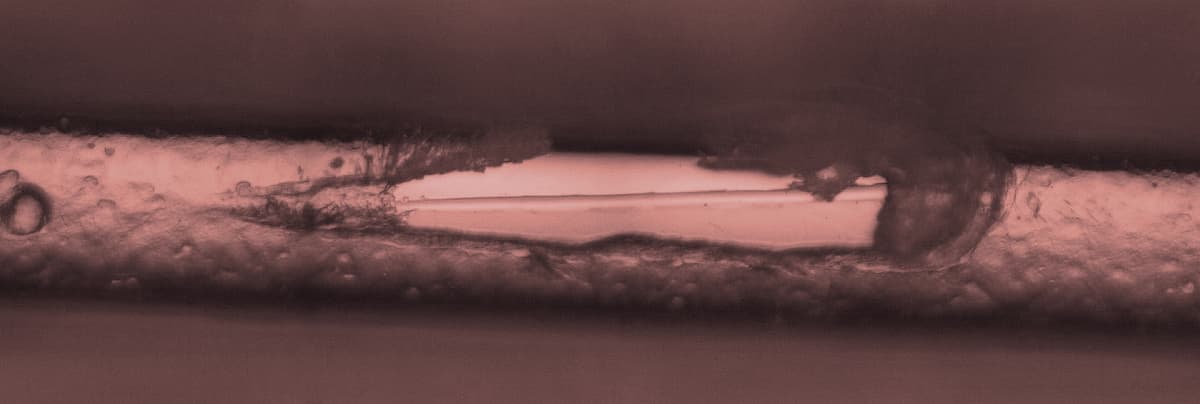
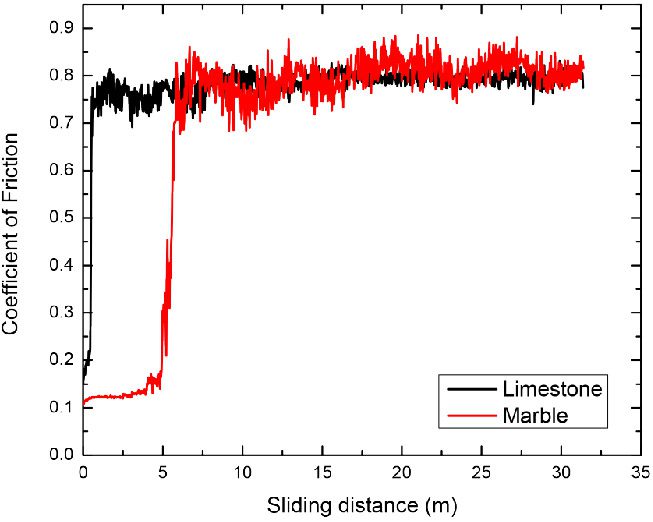
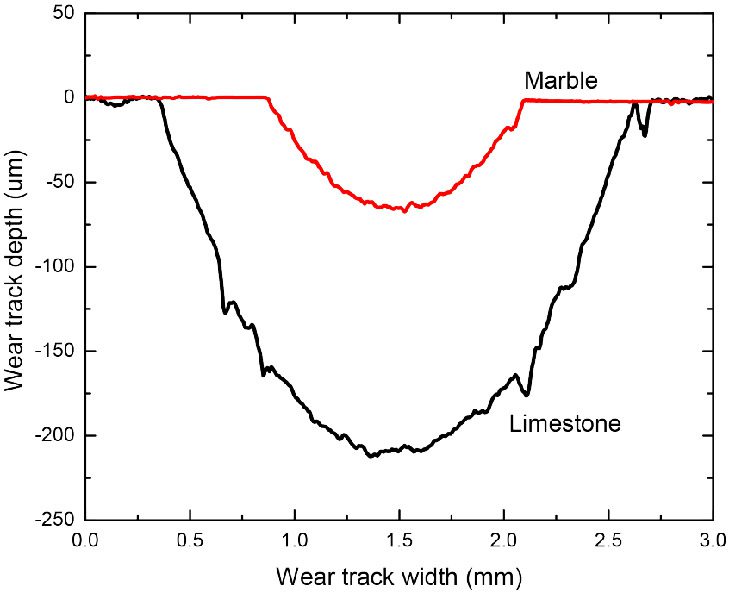
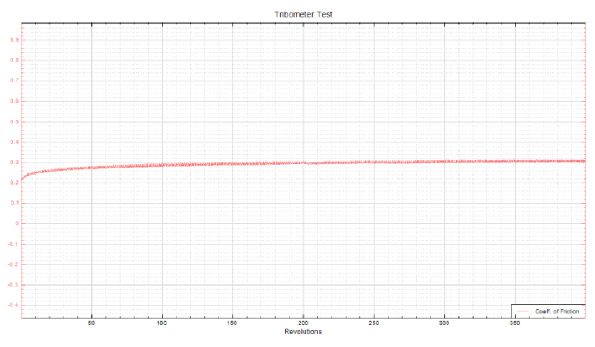
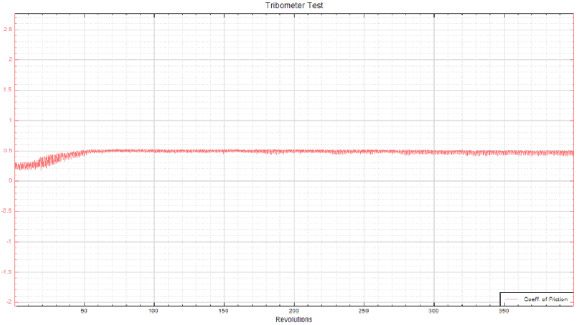
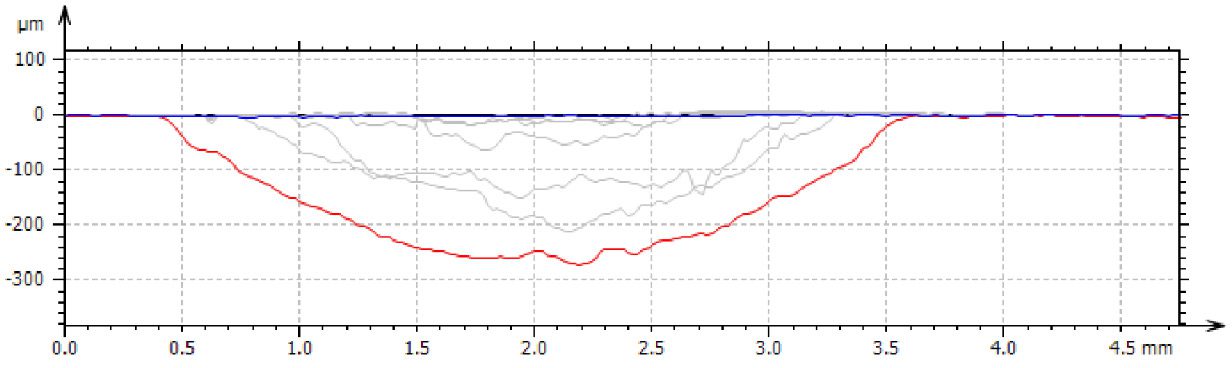
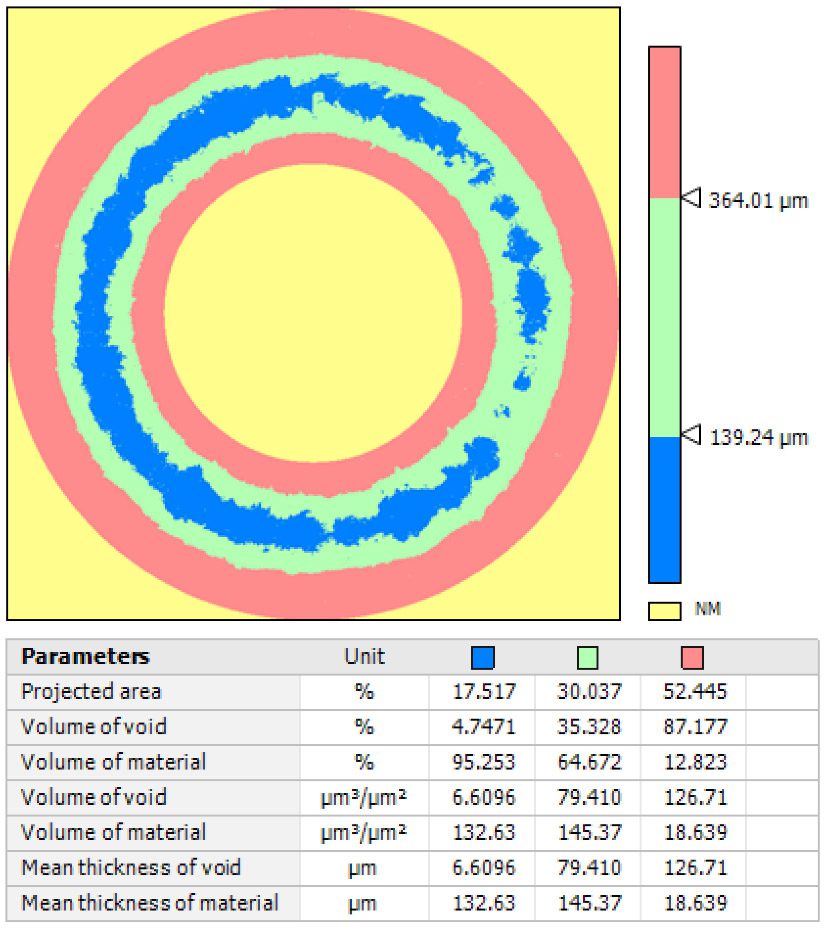
Because of this complex environment, endocardial lead insulation should be evaluated using controlled tribological methods that simulate relevant contact conditions. Testing in Hanks’ solution allows the friction and wear behavior of lead insulation materials to be compared under a simulated body-fluid condition rather than relying only on dry testing.
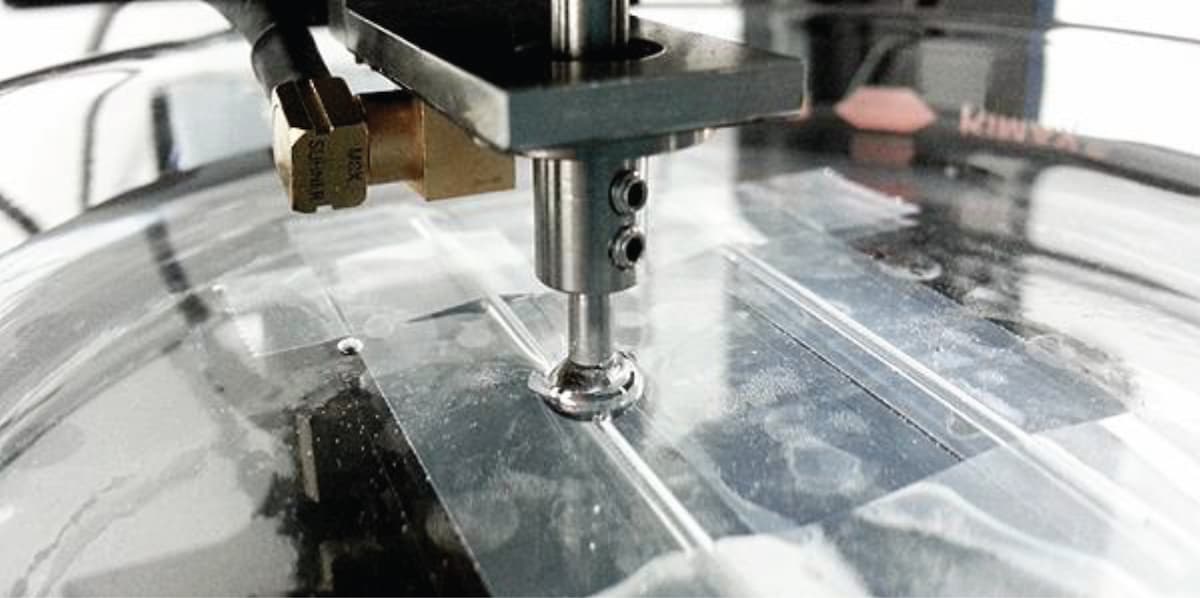
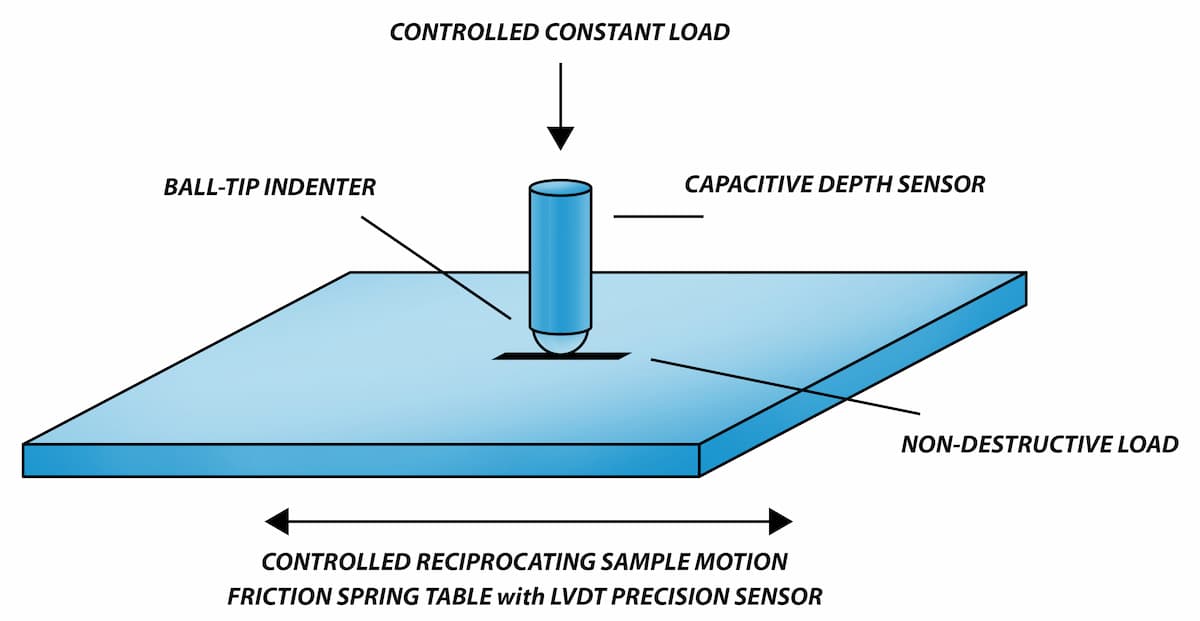
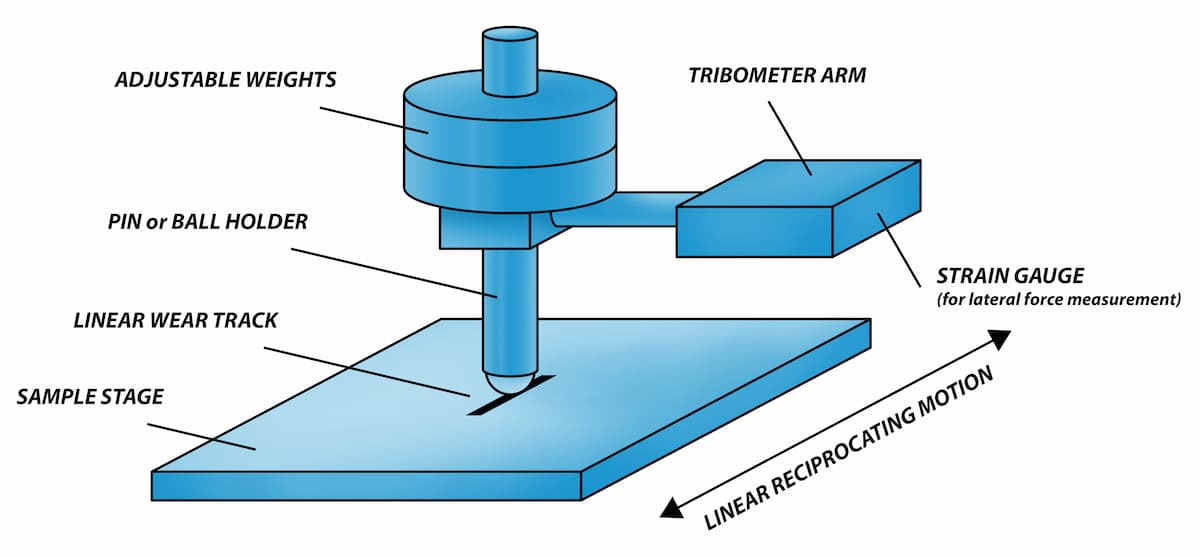
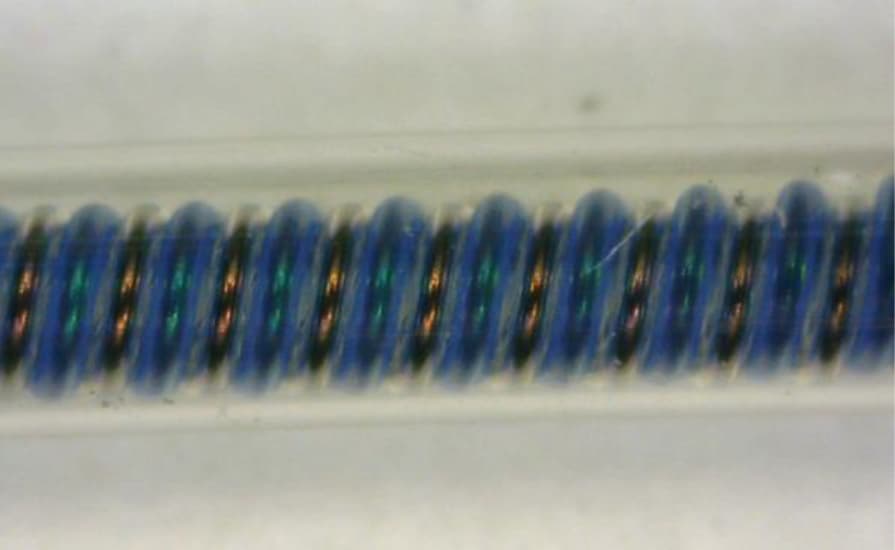
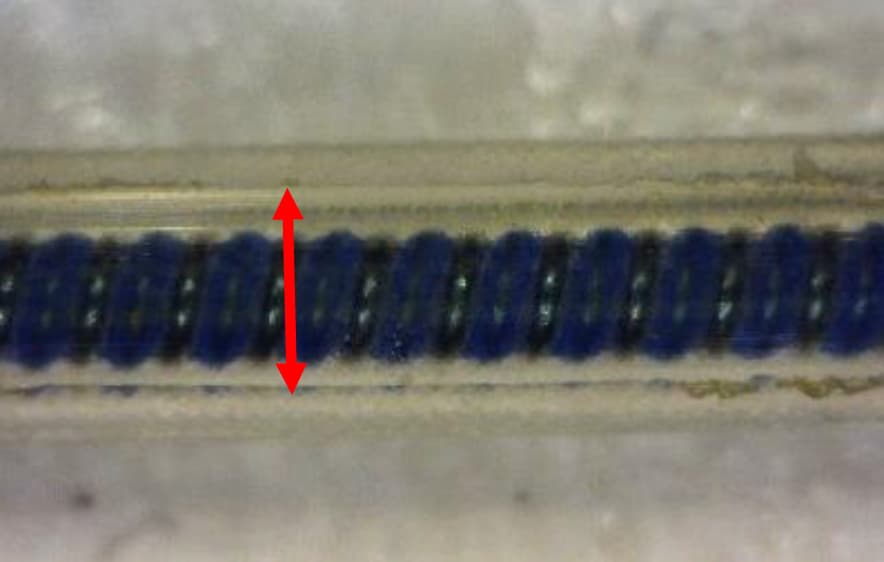
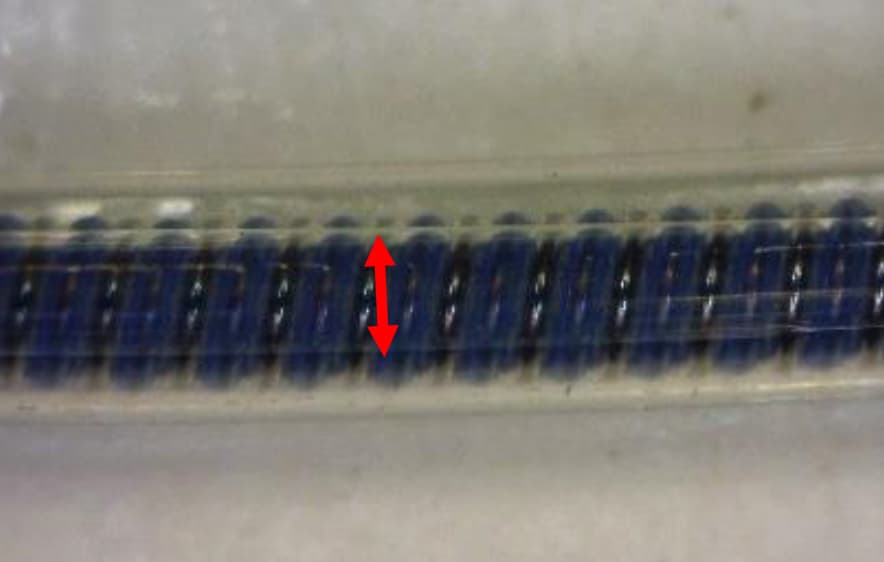
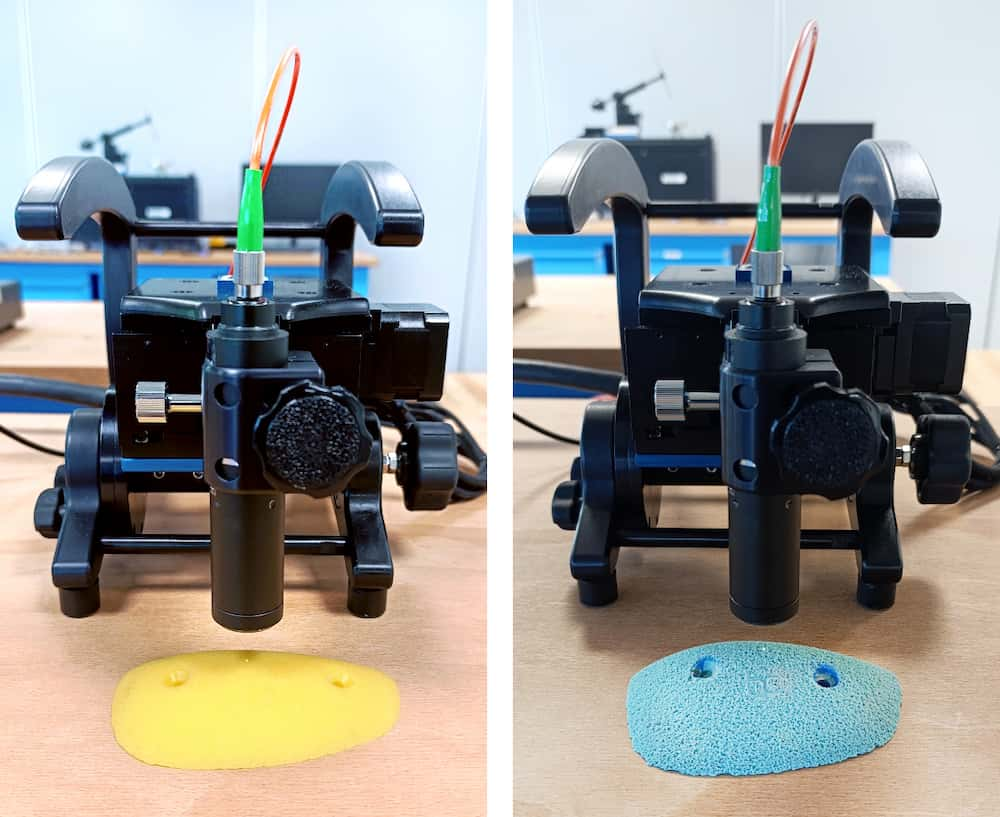
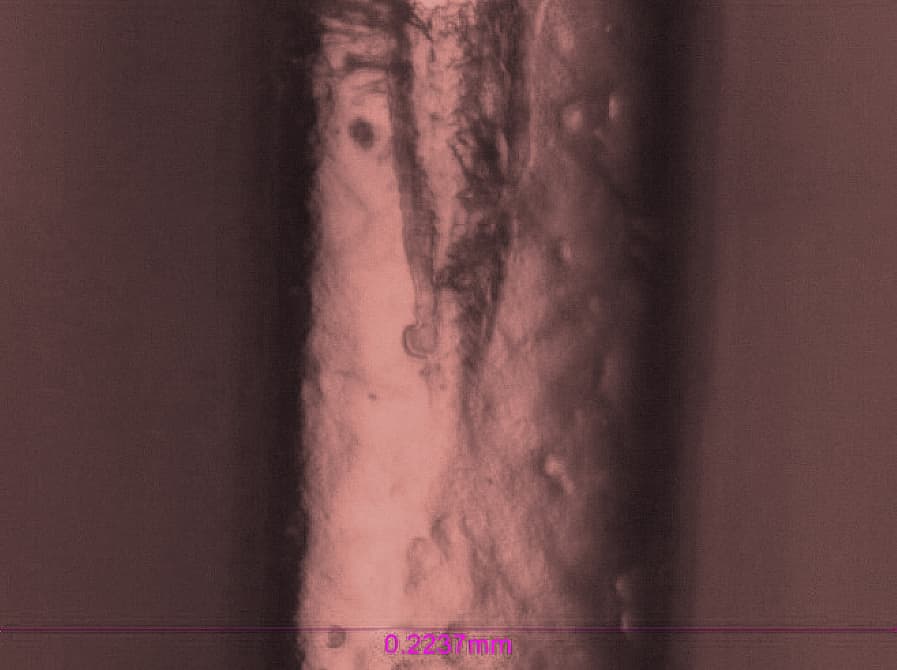
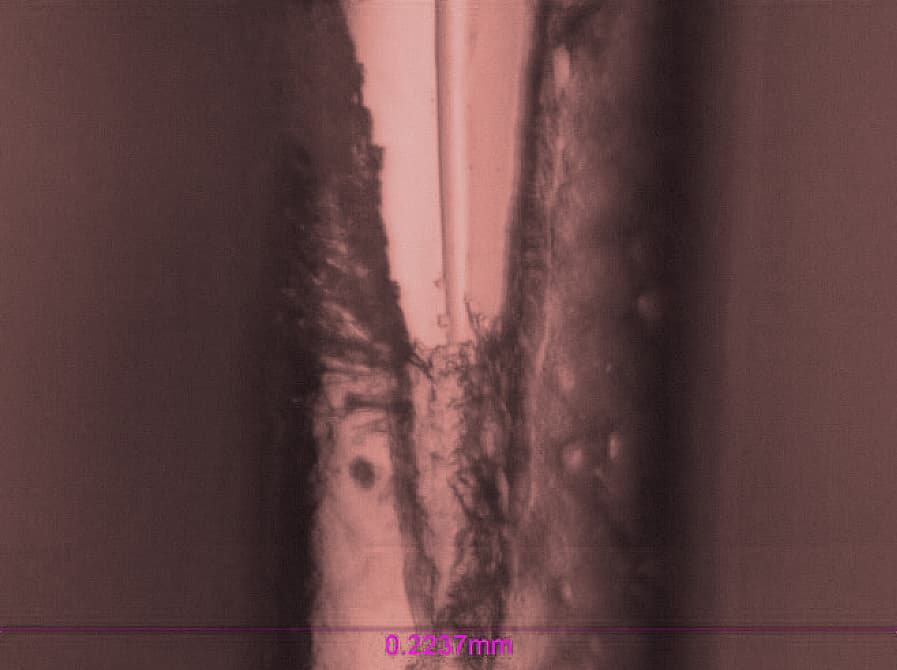
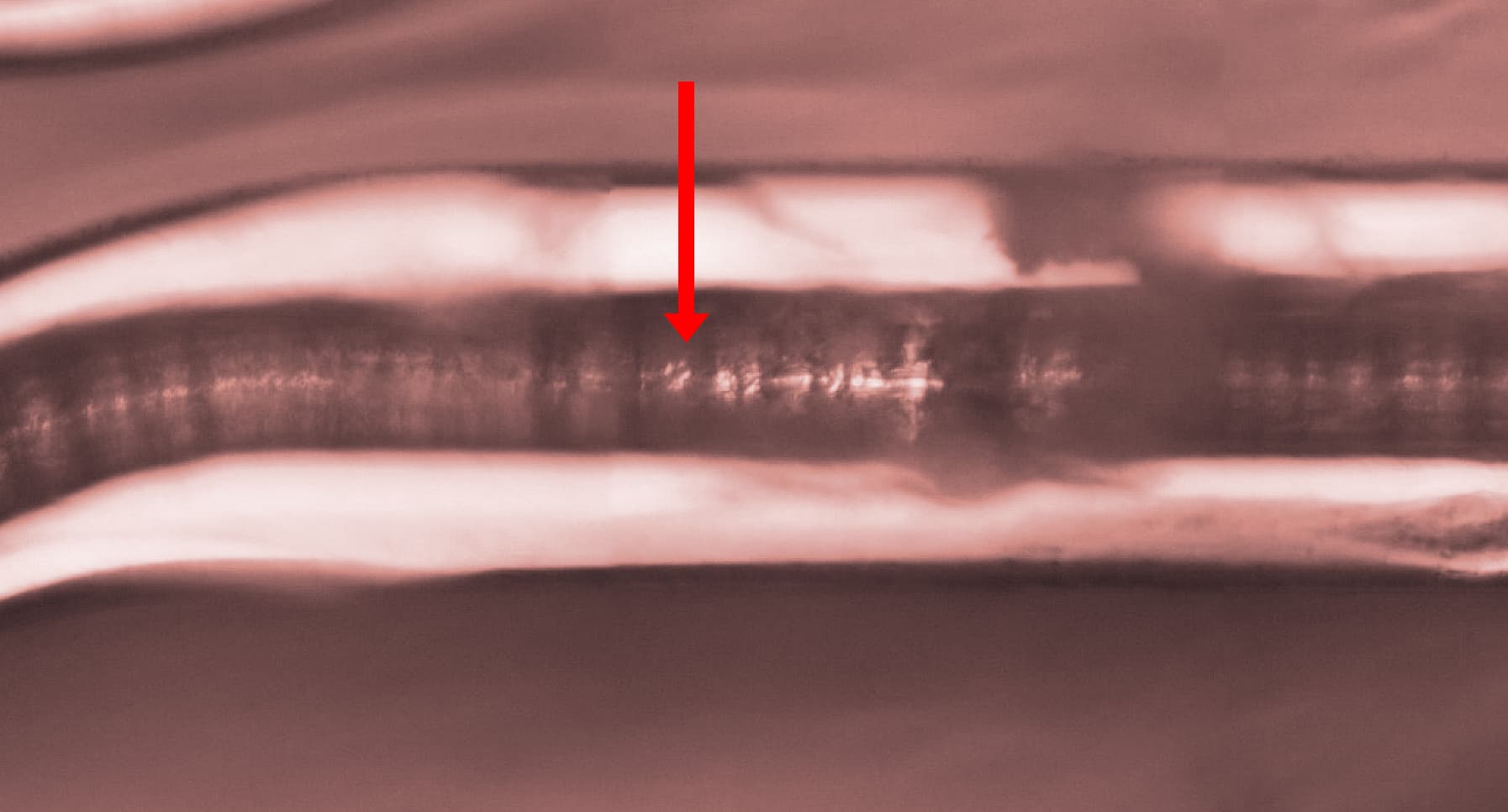
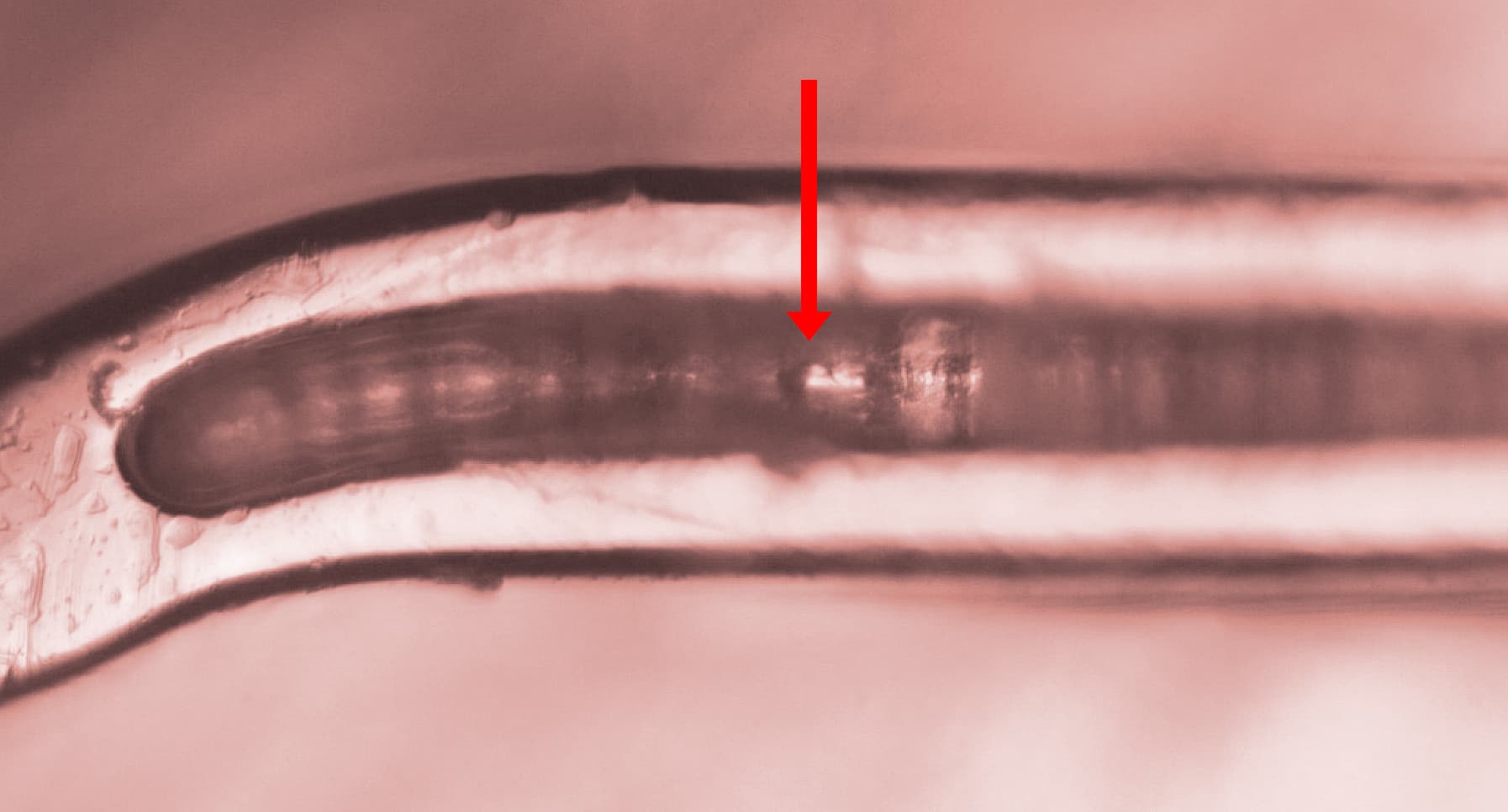
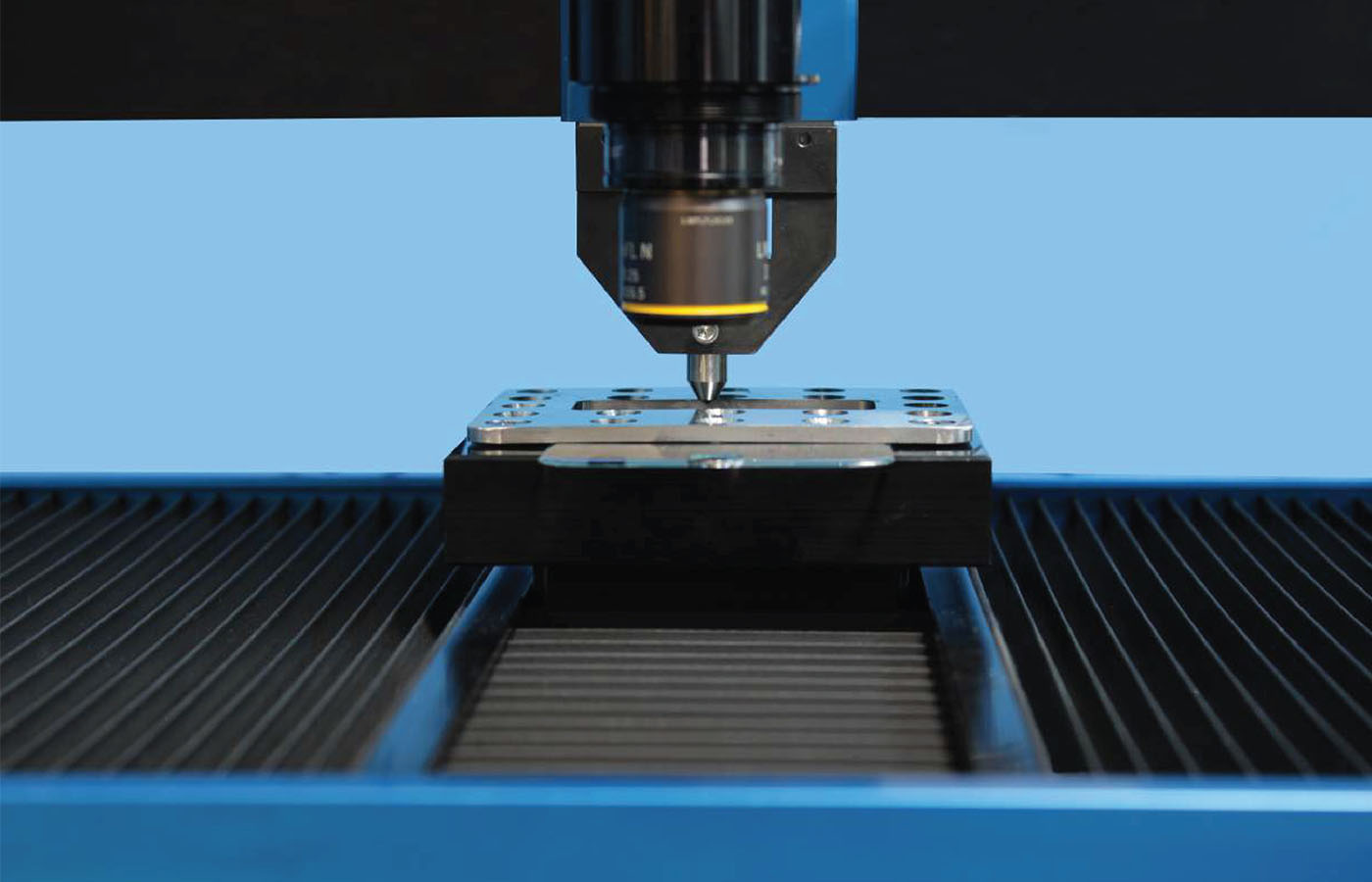
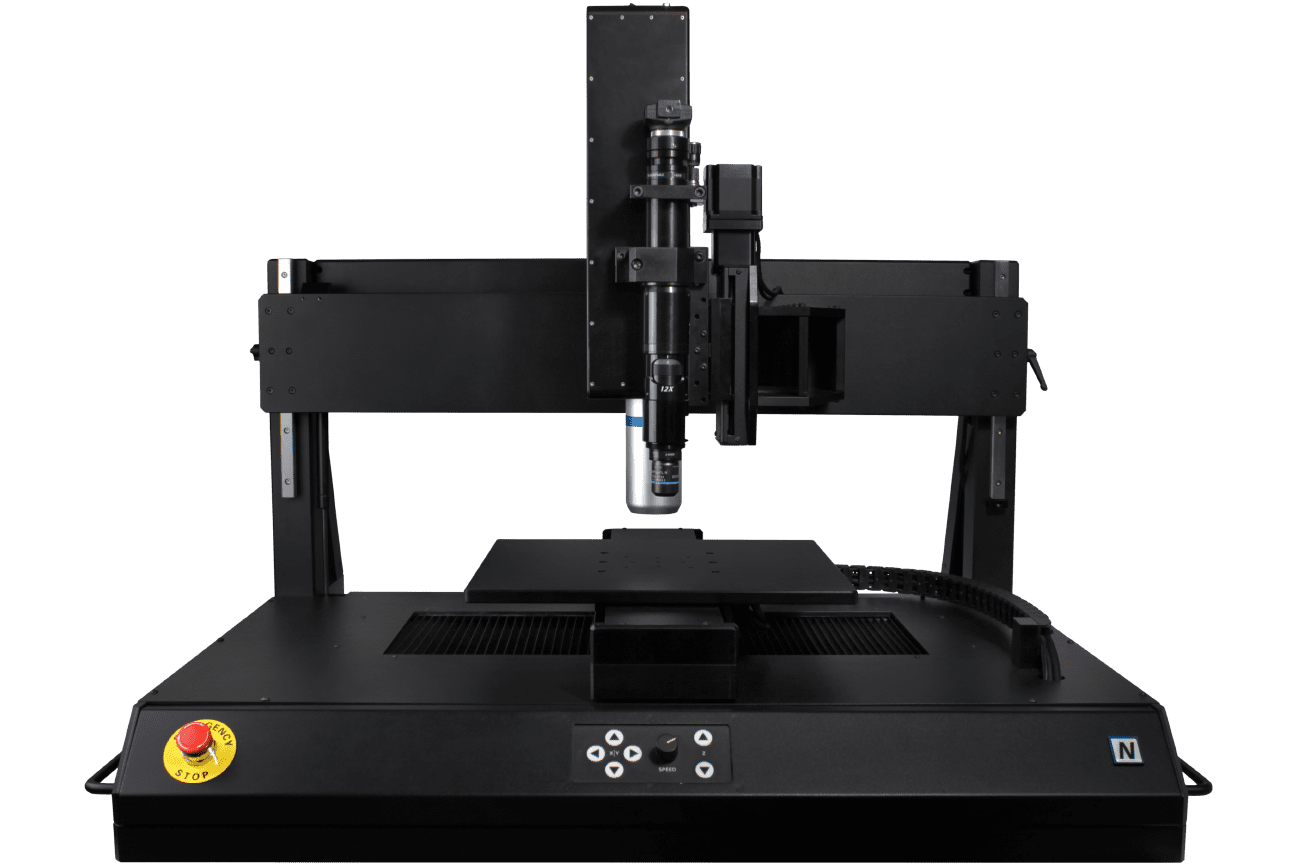
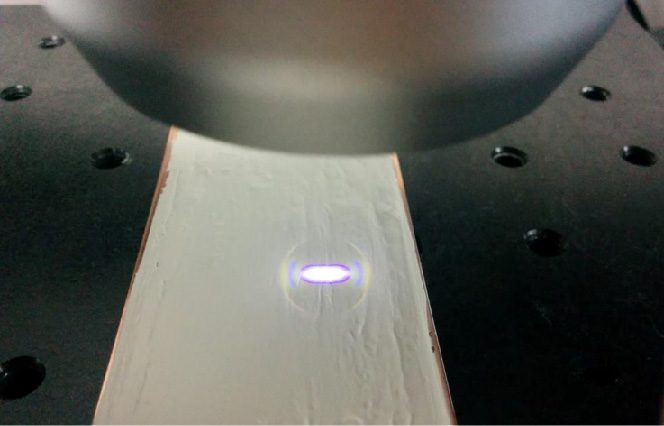
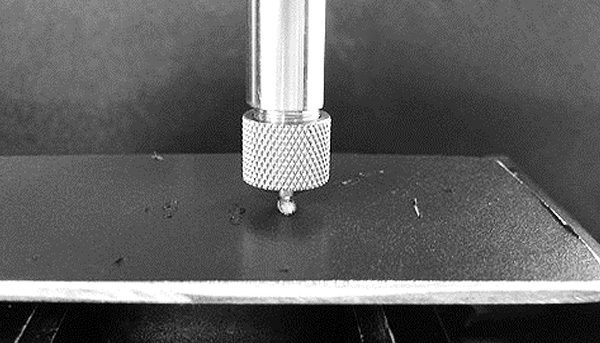
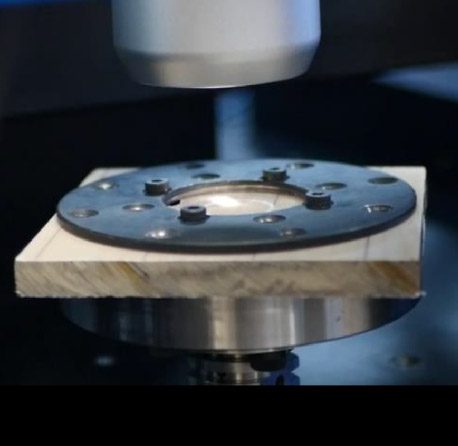
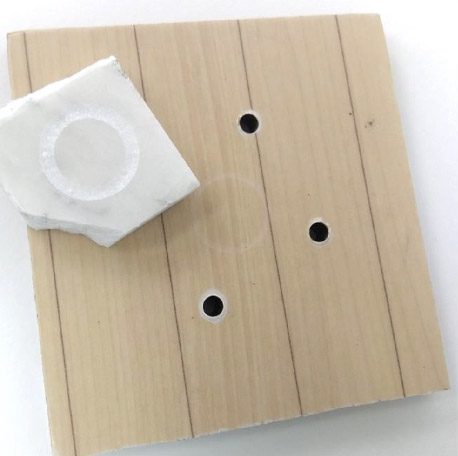
Nano-friction test setup used to evaluate endocardial pacing lead insulation materials under low-load contact conditions.