GİRİŞ
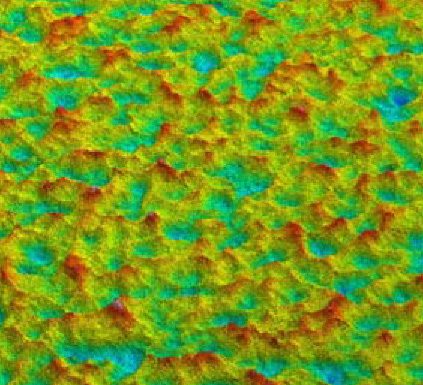
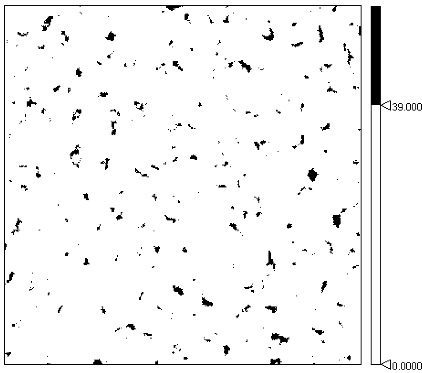
Kayaçlar mineral taneciklerinden oluşur. Bu minerallerin türü ve bolluğu ile mineral taneleri arasındaki kimyasal bağlanma kuvveti kayaların mekanik ve tribolojik özelliklerini belirler. Jeolojik kaya döngülerine bağlı olarak kayalar dönüşümlere uğrayabilir ve genellikle üç ana türe ayrılır: magmatik, tortul ve metamorfik. Bu kayalar farklı mineral ve kimyasal bileşimler, geçirgenlikler ve parçacık boyutları sergiler ve bu özellikler onların çeşitli aşınma dirençlerine katkıda bulunur. Kaya tribolojisi, kayaların çeşitli jeolojik ve çevresel koşullardaki aşınma ve sürtünme davranışlarını araştırır.
KAYA TRİBOLOJİSİNİN ÖNEMİ
Kuyuların sondaj işlemi sırasında aşınma ve sürtünme de dahil olmak üzere kayalara karşı çeşitli aşınma türleri meydana gelir ve bu durum, matkap uçlarının ve kesici aletlerin onarımı ve değiştirilmesine atfedilen önemli doğrudan ve sonuç olarak ortaya çıkan kayıplara yol açar. Bu nedenle kayaların delinebilirliği, delinebilirliği, kesilebilirliği ve aşındırıcılığının incelenmesi petrol, gaz ve madencilik endüstrilerinde kritik öneme sahiptir. Kaya tribolojisi araştırması, en verimli ve uygun maliyetli sondaj stratejilerinin seçiminde önemli bir rol oynar, böylece genel verimliliği artırır ve malzemelerin, enerjinin ve çevrenin korunmasına katkıda bulunur. Ek olarak, yüzey sürtünmesinin en aza indirilmesi, sondaj ucu ile kaya arasındaki etkileşimin azaltılması açısından oldukça avantajlıdır, bu da takım aşınmasının azalmasına ve delme/kesme verimliliğinin artmasına neden olur.