Category: Scratch Testing | Adhesive Failure

PTFE Coating Wear Test

Nano Scratch & Mar Testing of Paint on Metal Substrate

Industrial Coatings Scratch and Wear Evaluation

Titanium Nitride Coating Scratch Test

Adhesion Properties of Gold Coating on Quartz Crystal Substrate

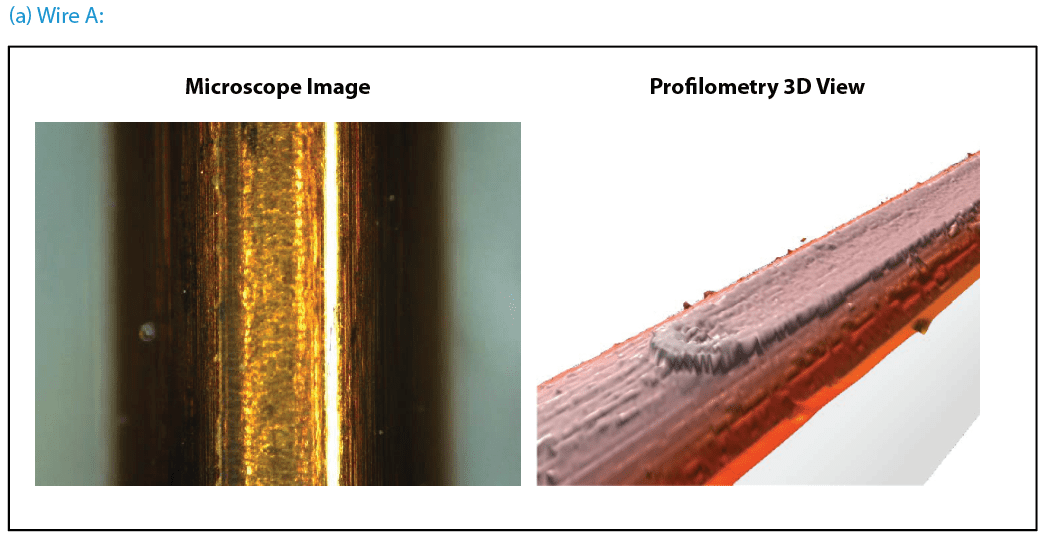
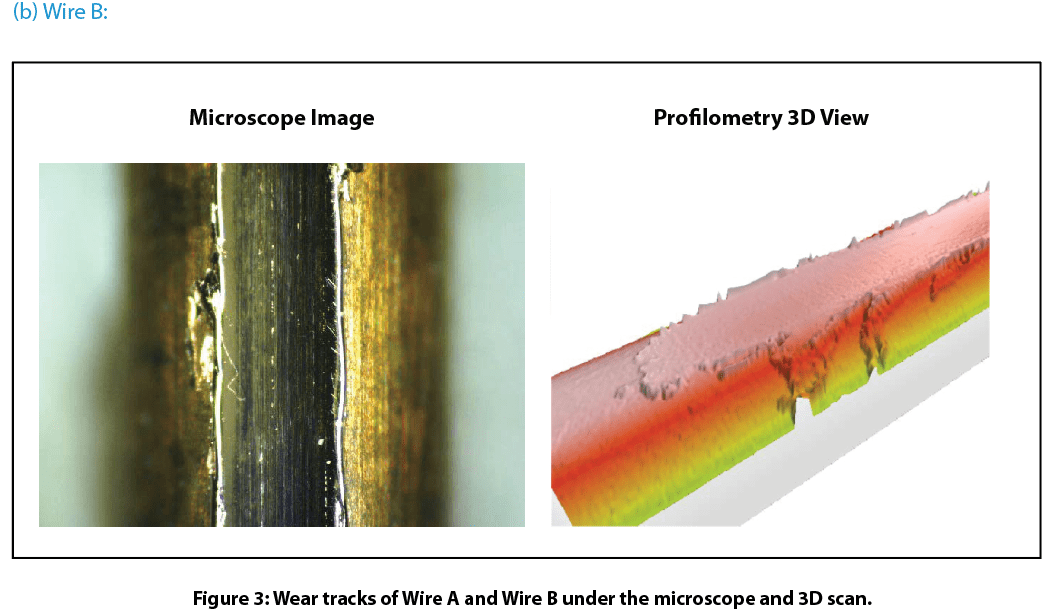
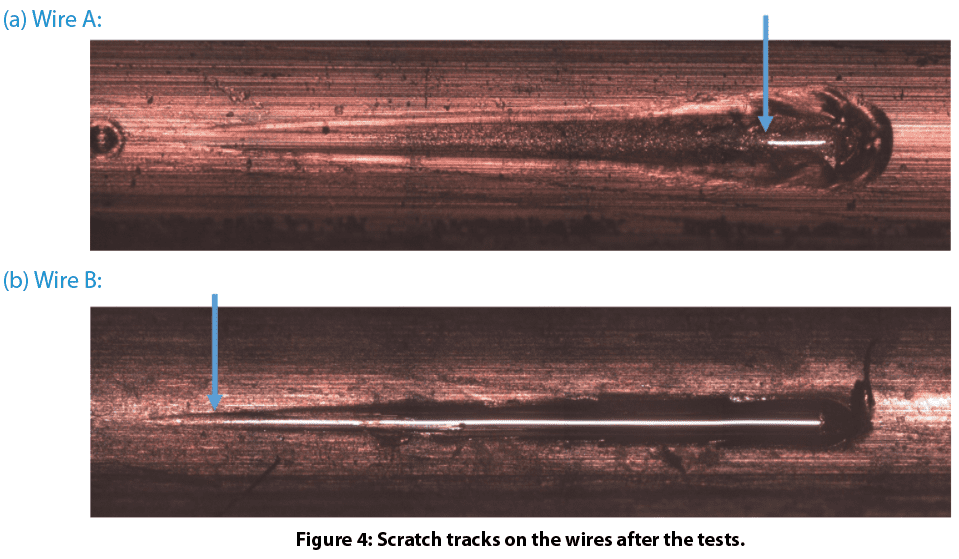
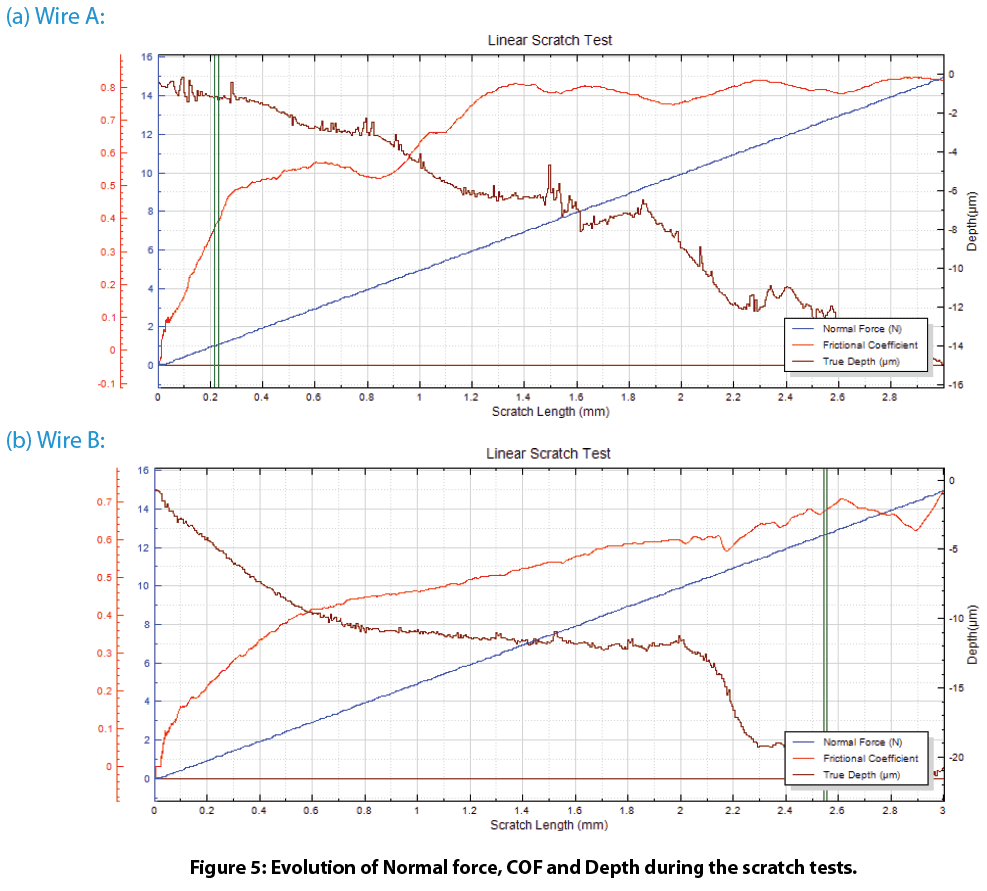
Wear and Scratch Evaluation of Surface Treated Copper Wire
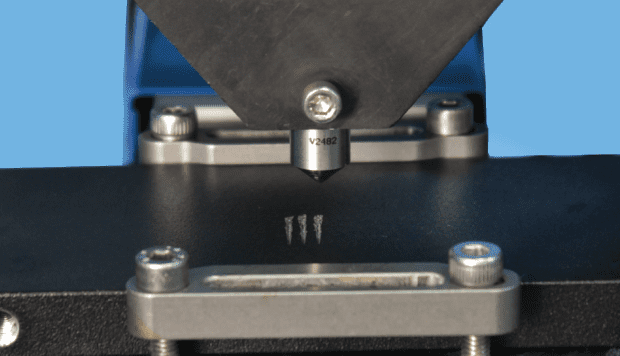
Understanding Coating Failures using Scratch Testing
Introduction:
Surface engineering of materials plays a significant role in a variety of functional applications, ranging from decorative appearance to protecting the substrates from wear, corrosion and other forms of attacks. An important and overriding factor that determines the quality and service lifetime of the coatings is their cohesive and adhesive strength.
Click here to read!
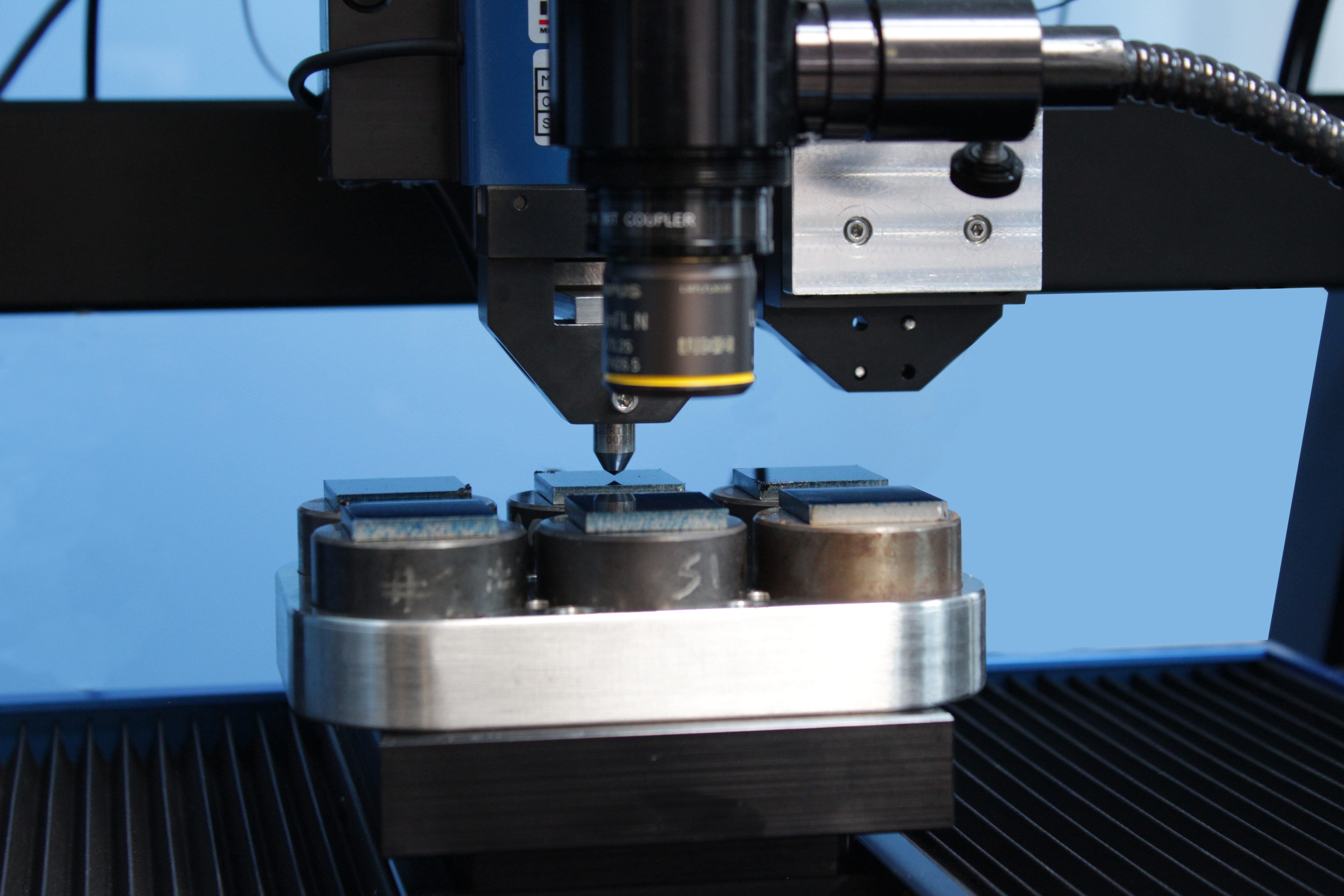
Multi Scratch Automation of Similar Samples using the PB1000 Mechanical Tester
Introduction :
Coatings are widely used in various industries because of their functional properties. A coating’s hardness, erosion resistance, low friction, and high wear resistance are just some of the many properties that make coatings important. A commonly used method to quantify these properties is scratch testing, this allows for a repeatable measurement of a coating’s adhesive and/or cohesive properties. By comparing the critical loads at which failure occurs, the intrinsic properties of a coating can be evaluated.
Click to learn more!

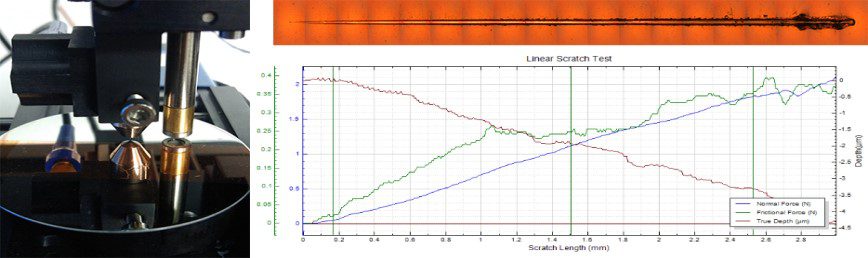
Scratch Testing on Multi-Layered Thin Film
Coatings used extensively throughout multiple industries to preserve the underlying layers, to create electronic devices, or to improve surface properties of materials. Due to their numerous uses coatings are extensively studied, but their mechanical properties can be difficult to understand. Failure of coatings can occur in the micro/nanometer range from surface-atmosphere interaction, cohesive failure, and poor substrate-interface adhesion. A consistent method to test for coating failures is scratch testing. By applying a progressively increasing load, cohesive (e.g. cracking) and adhesive (e.g. delamination) failures of coatings can be quantitatively compared.
Scratch Testing on Multi-Layered Thin Film

Mechanical Properties of Silicon Carbide Wafer Coatings
Understanding the mechanical properties of silicon carbide wafer coatings is critical. The fabrication process for microelectronic devices can have over 300 different processing steps and can take anywhere from six to eight weeks. During this process, the wafer substrate must be able to withstand the extreme conditions of manufacturing, since a failure at any step would result in the loss of time and money. The testing of hardness, adhesion/scratch resistance and COF/wear rate of the wafer must meet certain requirements in order to survive the conditions imposed during the manufacturing and application process to insure a failure will not occur.
Mechanical Properties of Silicon Carbide Wafer Coatings