Categoría: Pruebas de rayado | Fallo del adhesivo

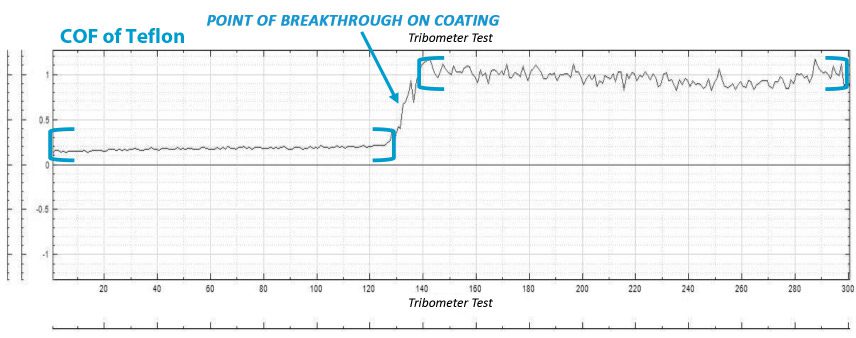
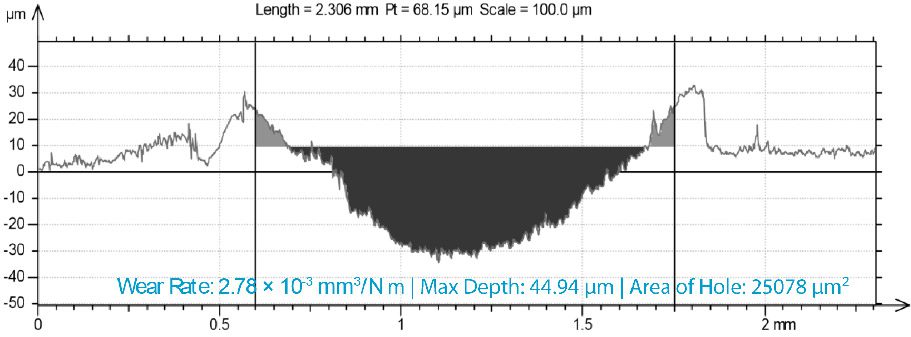
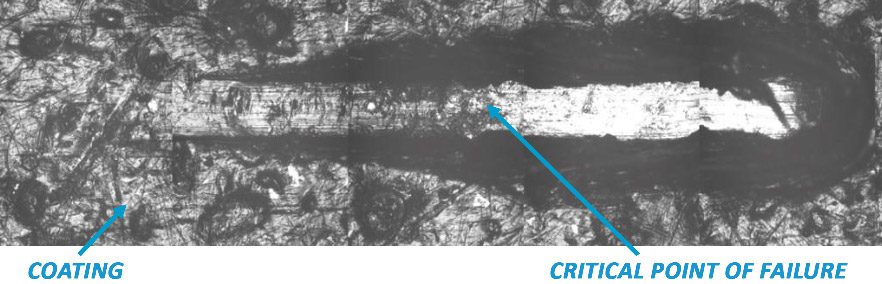
Prueba de desgaste del revestimiento de PTFE

Ensayo Nano Scratch & Mar de pintura sobre sustrato metálico

Evaluación de arañazos y desgaste en revestimientos industriales

Prueba de rayado del revestimiento de nitruro de titanio

Propiedades de adhesión del recubrimiento de oro sobre sustrato de cristal de cuarzo

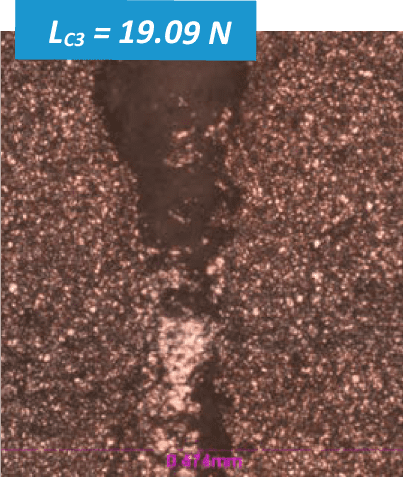
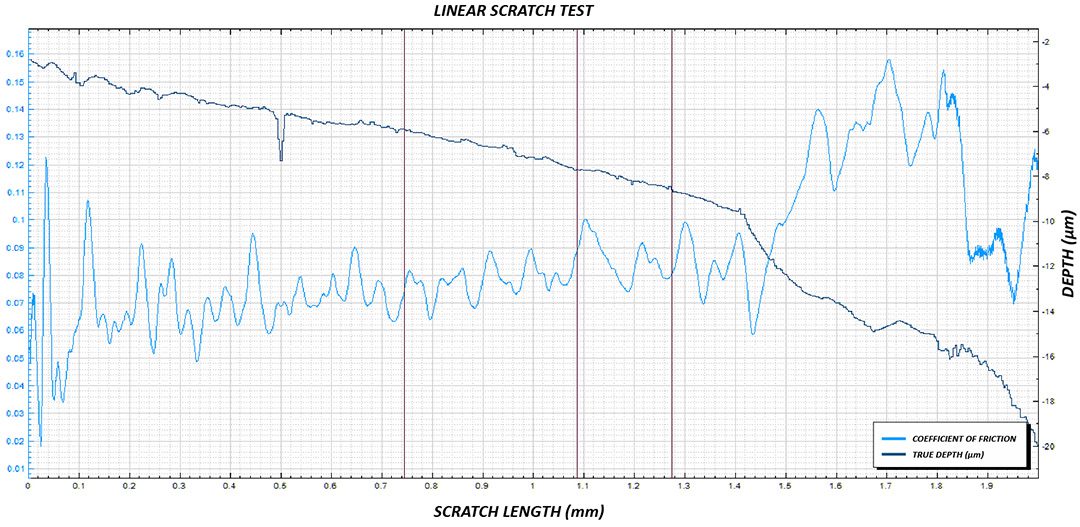
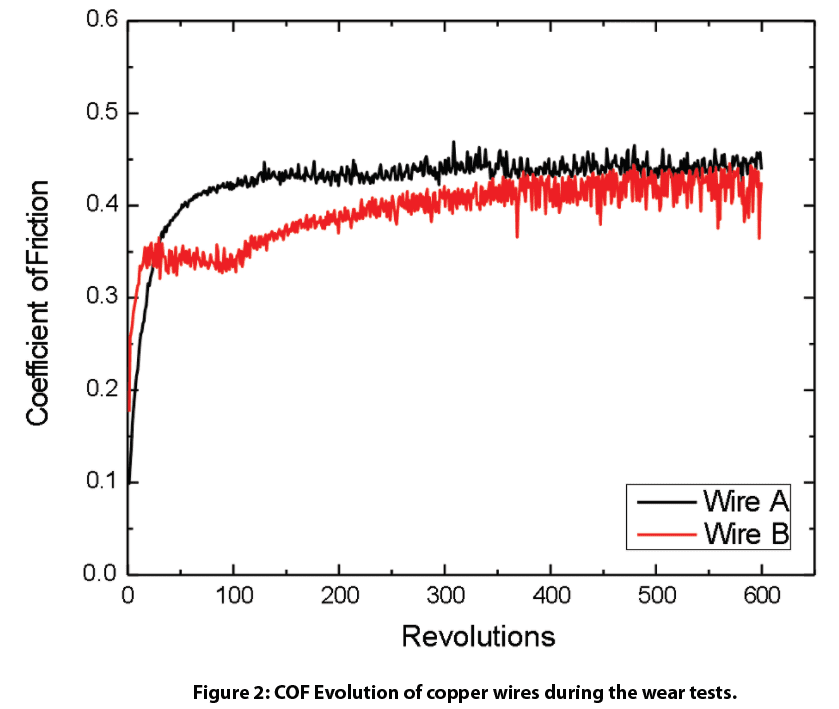
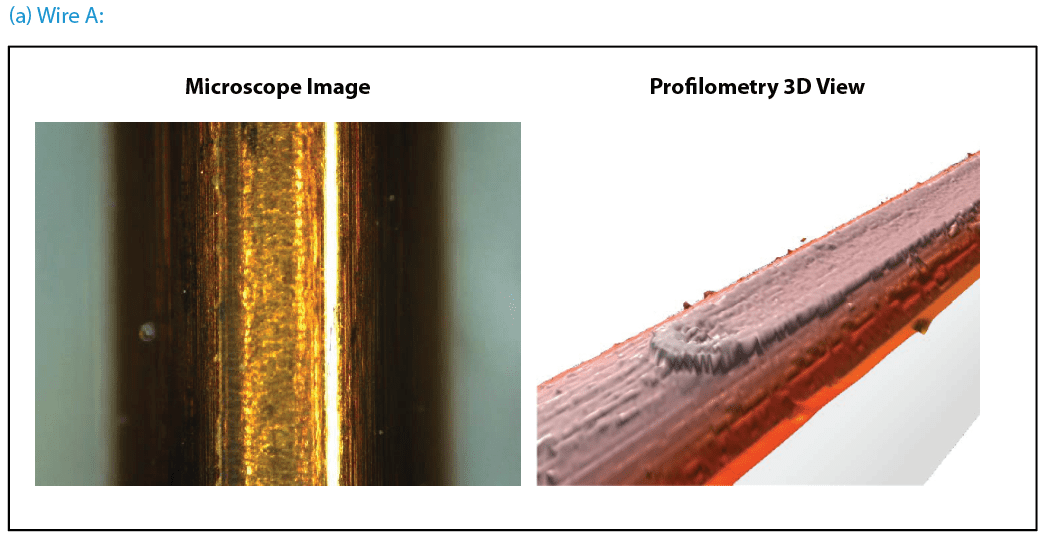
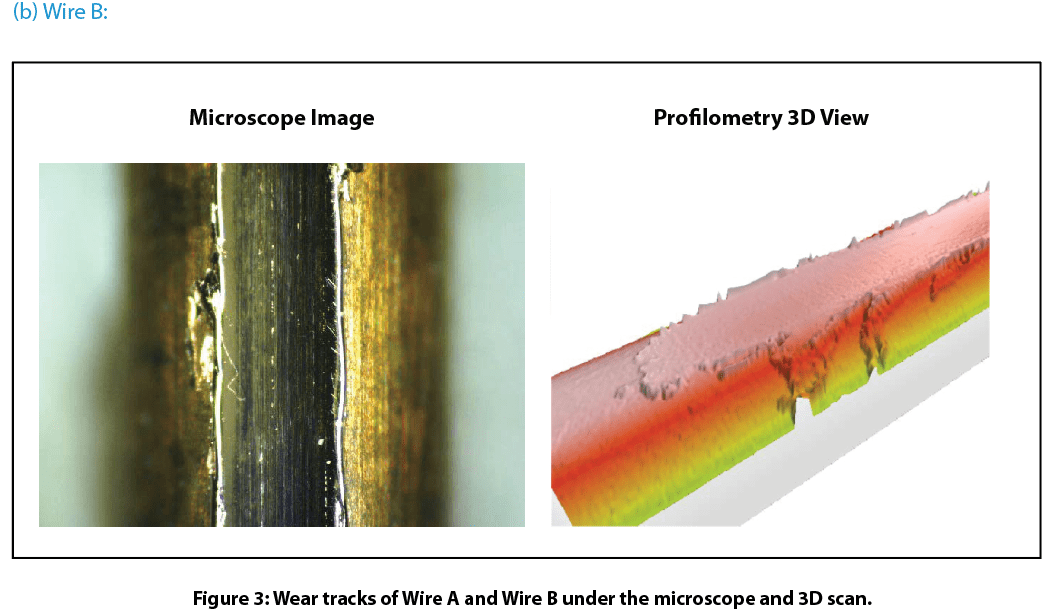
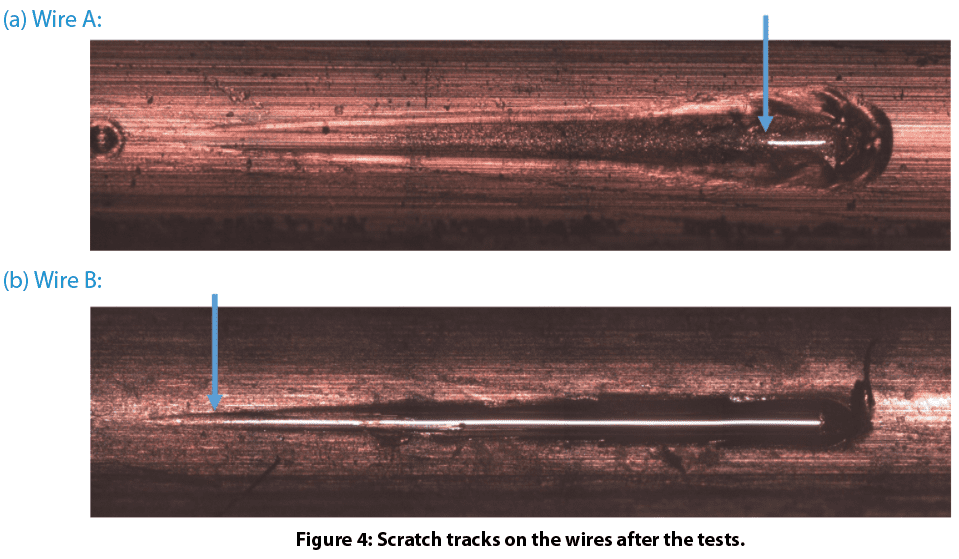
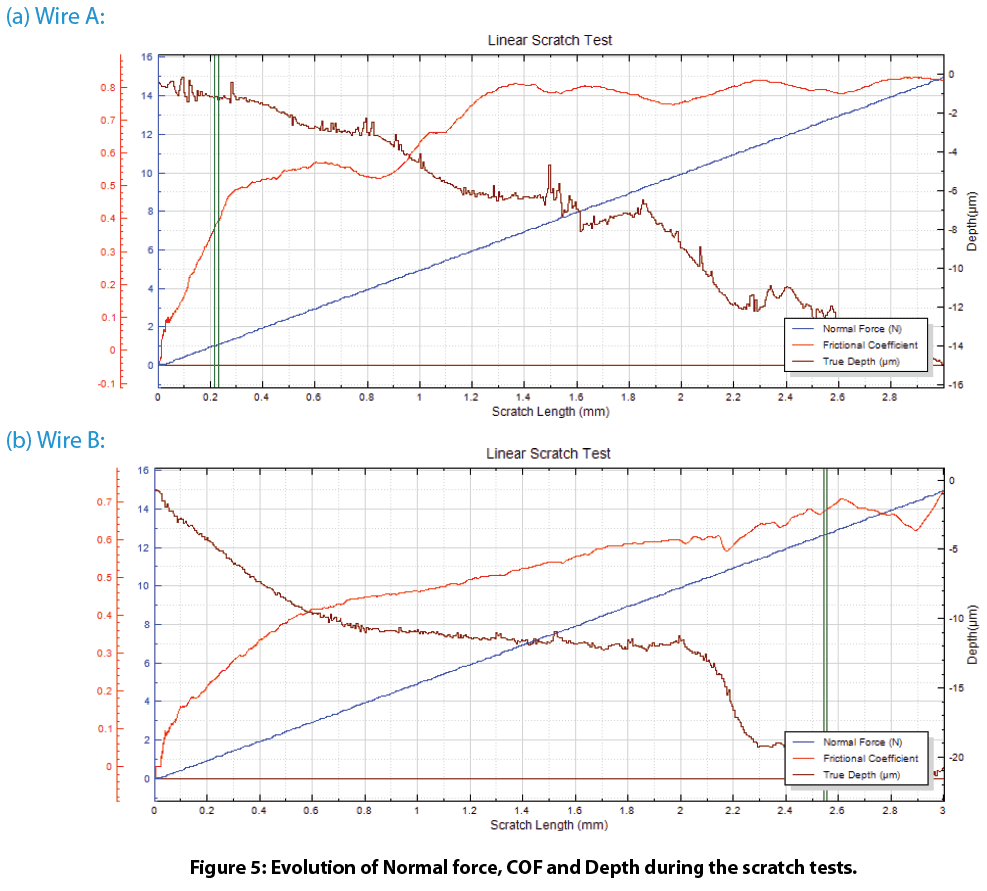
Evaluación del desgaste y el rayado del alambre de cobre tratado superficialmente
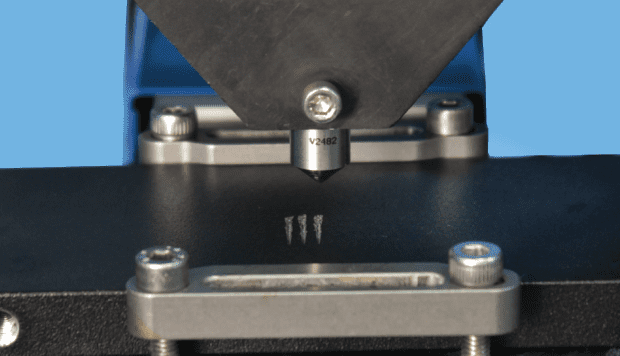
Comprensión de los fallos en los recubrimientos mediante pruebas de rayado
Introducción:
La ingeniería de superficies de los materiales desempeña un papel importante en diversas aplicaciones funcionales, que van desde la apariencia decorativa hasta la protección de los sustratos contra el desgaste, la corrosión y otras formas de agresión. Un factor importante y determinante que influye en la calidad y la vida útil de los recubrimientos es su fuerza cohesiva y adhesiva.
¡Haga clic aquí para leer!
Automatización de múltiples rayaduras en muestras similares utilizando el probador mecánico PB1000
Introducción :
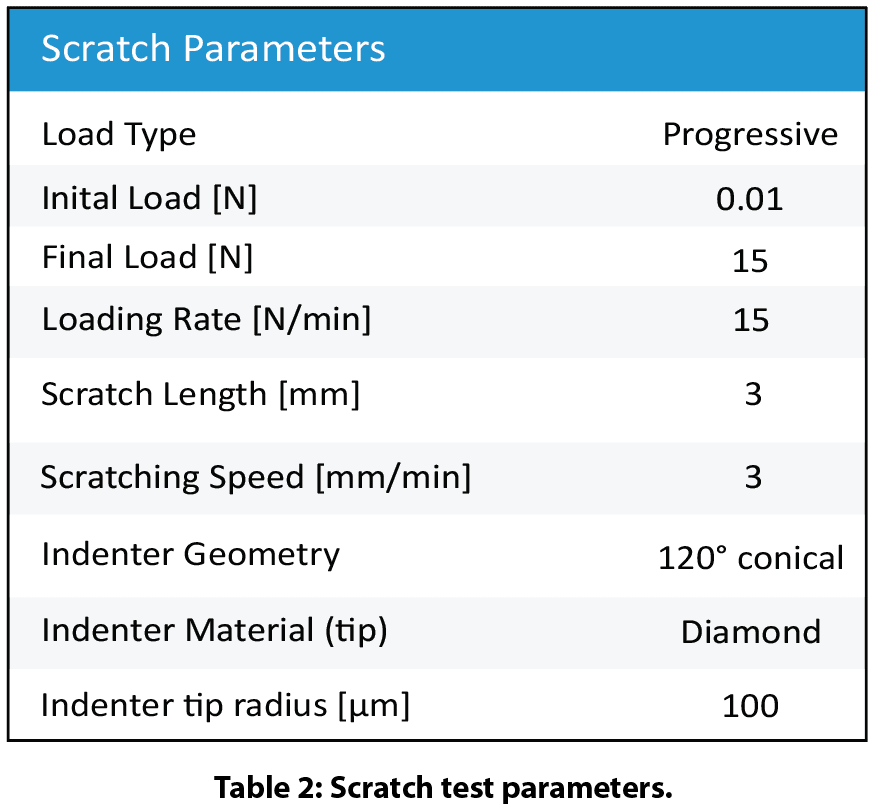
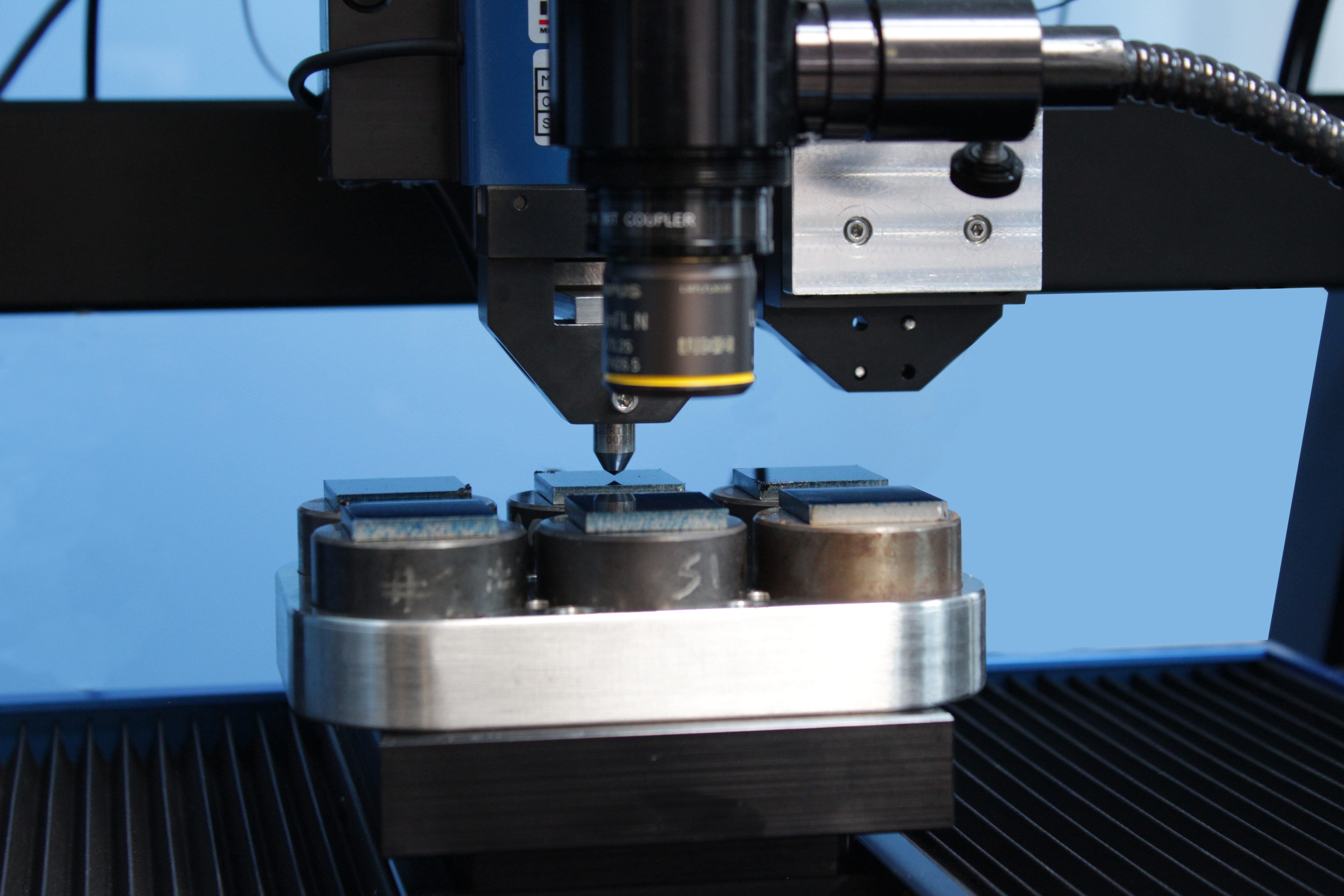
Los recubrimientos se utilizan ampliamente en diversas industrias debido a sus propiedades funcionales. La dureza, la resistencia a la erosión, la baja fricción y la alta resistencia al desgaste de un recubrimiento son solo algunas de las muchas propiedades que hacen que los recubrimientos sean importantes. Un método comúnmente utilizado para cuantificar estas propiedades es la prueba de rayado, que permite una medición repetible de las propiedades adhesivas y/o cohesivas de un recubrimiento. Al comparar las cargas críticas en las que se produce el fallo, se pueden evaluar las propiedades intrínsecas de un recubrimiento.
¡Haga clic para obtener más información!

Pruebas de rayado en películas finas multicapa
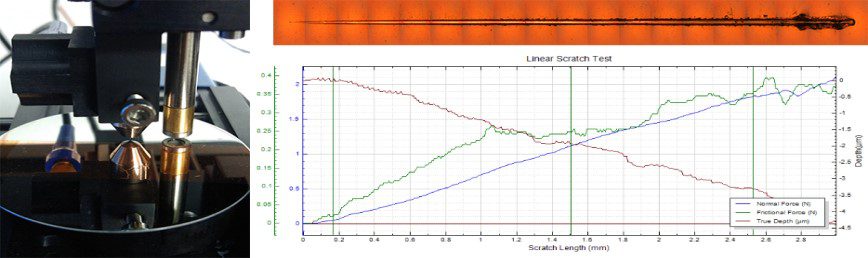
Los recubrimientos se utilizan ampliamente en múltiples industrias para preservar las capas subyacentes, crear dispositivos electrónicos o mejorar las propiedades superficiales de los materiales. Debido a sus numerosos usos, los recubrimientos son objeto de numerosos estudios, pero sus propiedades mecánicas pueden ser difíciles de comprender. El fallo de los recubrimientos puede producirse en el rango micro/nanométrico debido a la interacción entre la superficie y la atmósfera, al fallo cohesivo y a la mala adhesión de la interfaz del sustrato. Un método consistente para comprobar los fallos de los recubrimientos es la prueba de rayado. Aplicando una carga que aumenta progresivamente, se pueden comparar cuantitativamente los fallos cohesivos (por ejemplo, agrietamiento) y adhesivos (por ejemplo, delaminación) de los recubrimientos.
Pruebas de rayado en películas finas multicapa

Propiedades mecánicas de los recubrimientos de obleas de carburo de silicio
Es fundamental comprender las propiedades mecánicas de los recubrimientos de las obleas de carburo de silicio. El proceso de fabricación de dispositivos microelectrónicos puede constar de más de 300 pasos diferentes y durar entre seis y ocho semanas. Durante este proceso, el sustrato de la oblea debe ser capaz de soportar las condiciones extremas de la fabricación, ya que un fallo en cualquier paso supondría una pérdida de tiempo y dinero. Las pruebas de dureza, La adhesión/resistencia a los rayones y el COF/índice de desgaste de la oblea deben cumplir ciertos requisitos para soportar las condiciones impuestas durante el proceso de fabricación y aplicación, a fin de garantizar que no se produzcan fallas.
Propiedades mecánicas de los recubrimientos de obleas de carburo de silicio