EINFÜHRUNG
Als viskoelastische Werkstoffe verformen sich Polymere unter einer bestimmten Belastung häufig zeitabhängig, was auch als Kriechen bezeichnet wird. Das Kriechen wird zu einem kritischen Faktor, wenn die Polymerteile für eine Dauerbelastung ausgelegt sind, wie z. B. bei Strukturbauteilen, Verbindungen und Armaturen sowie hydrostatischen Druckbehältern.
BEDEUTUNG DER KRIECHMESSUNG FÜR POLYMERS
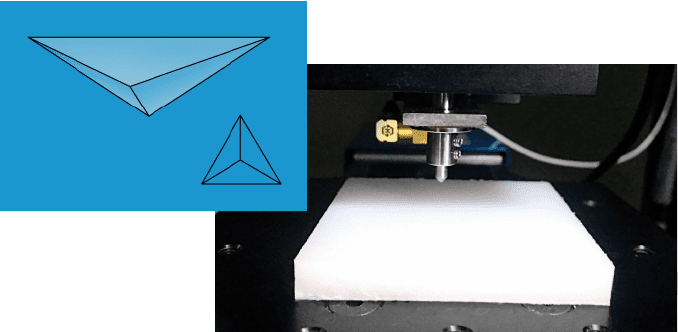
Die inhärente Natur der Viskoelastizität spielt eine entscheidende Rolle für die Leistung von Polymeren und beeinflusst direkt deren Betriebszuverlässigkeit. Die Umgebungsbedingungen wie Belastung und Temperatur beeinflussen das Kriechverhalten der Polymere. Kriechausfälle treten häufig auf, weil das zeitabhängige Kriechverhalten der verwendeten Polymermaterialien unter bestimmten Betriebsbedingungen nicht berücksichtigt wird. Daher ist es wichtig, einen zuverlässigen und quantitativen Test des viskoelastischen mechanischen Verhaltens der Polymere zu entwickeln. Das Nano-Modul der NANOVEA Mechanische Prüfgeräte bringt die Last mit einem hochpräzisen Piezo auf und misst die Kraft- und Wegentwicklung direkt vor Ort. Die Kombination aus Genauigkeit und Wiederholbarkeit macht es zu einem idealen Werkzeug für die Kriechmessung.