Oberflächenfehler entstehen durch Materialverarbeitung und Produktherstellung. Die Inline-Oberflächenqualitätsprüfung gewährleistet eine strengste Qualitätskontrolle der Endprodukte. Der Nanovea Berührungslose 3D-Profilometer nutzen die chromatische Konfokaltechnologie mit der einzigartigen Fähigkeit, die Rauheit einer Probe berührungslos zu bestimmen. Es können mehrere Profilsensoren installiert werden, um die Rauheit und Textur verschiedener Bereiche des Produkts gleichzeitig zu überwachen. Der von der Analysesoftware in Echtzeit berechnete Rauheitsschwellenwert dient als schnelles und zuverlässiges Pass/Fail-Tool.
MESSZIEL
In dieser Studie wird das mit einem Punktsensor ausgestattete Nanovea-Förderbandsystem für die Rauheitsprüfung von Acryl- und Sandpapierproben eingesetzt. Wir zeigen die Fähigkeit des berührungslosen Nanovea-Profilometers, eine schnelle und zuverlässige Inline-Rauheitsinspektion in einer Produktionslinie in Echtzeit durchzuführen.
ERGEBNISSE UND DISKUSSION
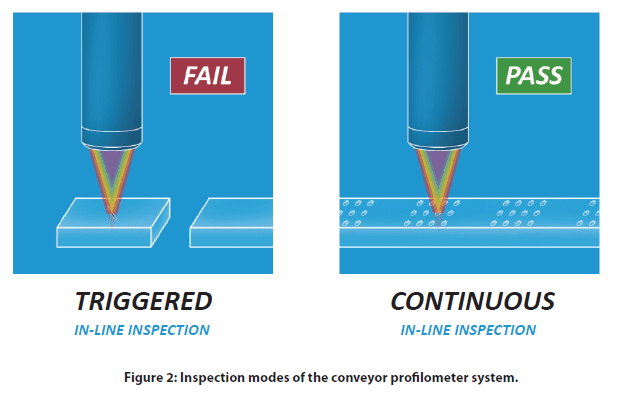
Das Bandprofilometersystem kann in zwei Betriebsarten arbeiten, nämlich im Auslösemodus und im Dauermodus. Wie in Abbildung 2 dargestellt, wird im Auslösemodus die Oberflächenrauheit der Proben gemessen, wenn sie unter den optischen Profilmessköpfen hindurchlaufen. Im Vergleich dazu ermöglicht der Dauermodus die kontinuierliche Messung der Oberflächenrauheit auf einer kontinuierlichen Probe, wie z. B. Metallblech und Gewebe. Es können mehrere optische Profiler-Sensoren installiert werden, um die Rauheit verschiedener Probenbereiche zu überwachen und aufzuzeichnen.
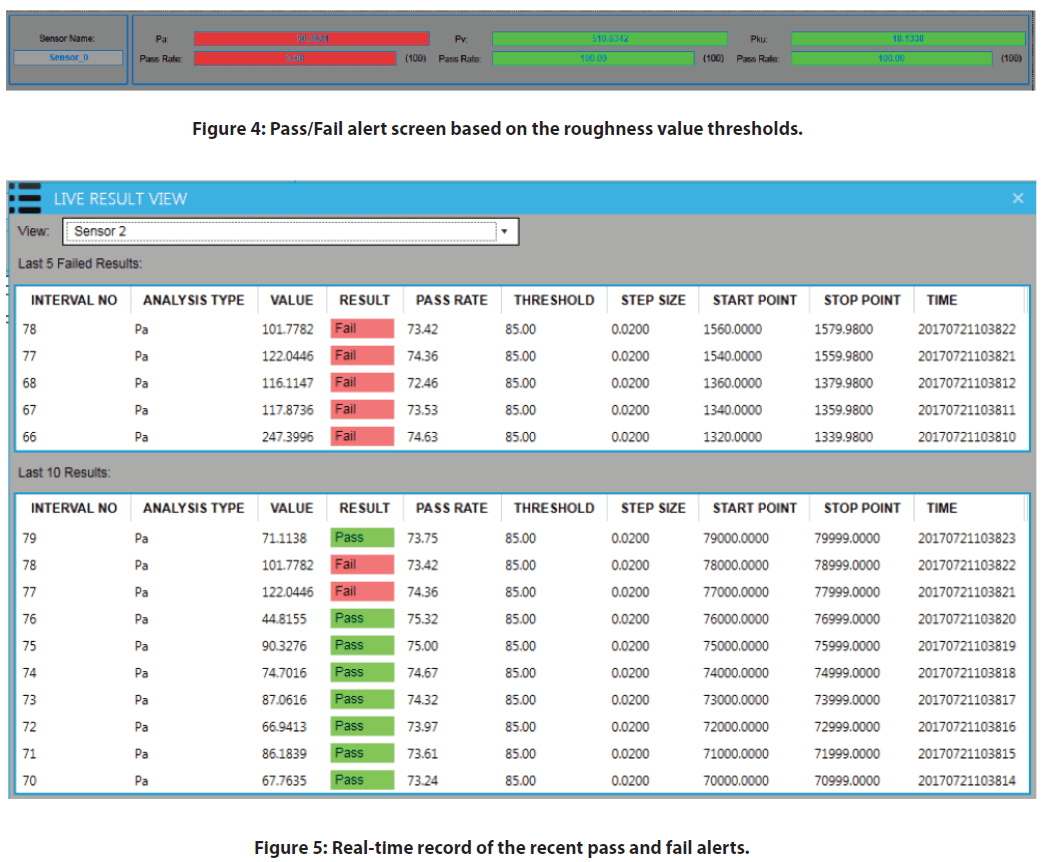
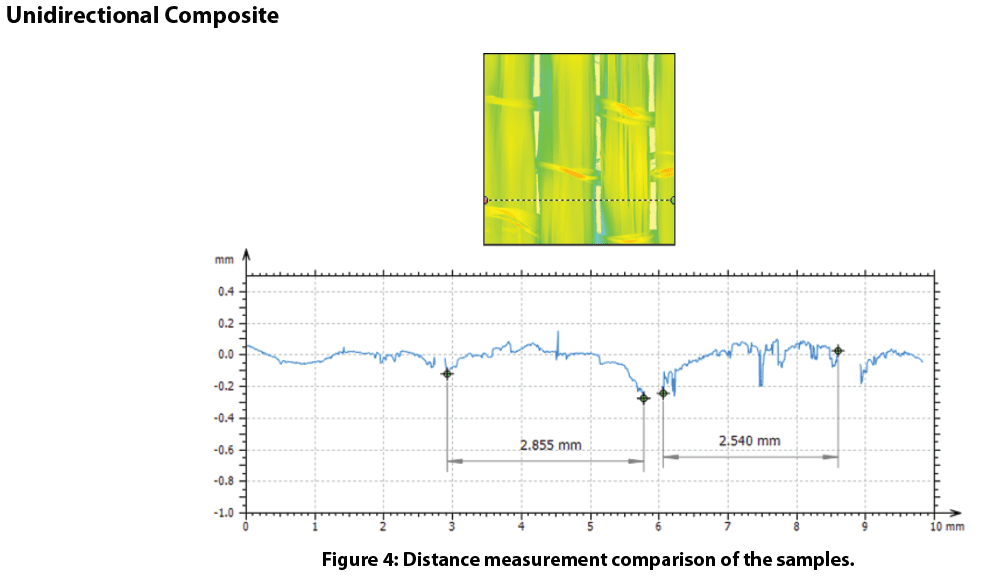
Während der Echtzeit-Rauheitsmessung werden in den Softwarefenstern die Warnungen "bestanden" und "nicht bestanden" angezeigt, wie in Abbildung 4 und Abbildung 5 dargestellt. Wenn der Rauheitswert innerhalb der vorgegebenen Schwellenwerte liegt, wird der gemessene Rauheitswert grün hervorgehoben. Die Markierung wird jedoch rot, wenn die gemessene Oberflächenrauheit außerhalb des Bereichs der festgelegten Schwellenwerte liegt. Damit steht dem Benutzer ein Werkzeug zur Verfügung, mit dem er die Qualität der Oberflächenbeschaffenheit eines Produkts bestimmen kann.
In den folgenden Abschnitten werden zwei Arten von Proben, z. B. Acryl und Sandpapier, verwendet, um den Auslösemodus und den kontinuierlichen Modus des Inspektionssystems zu demonstrieren.
Auslösemodus: Oberflächeninspektion der Acrylprobe
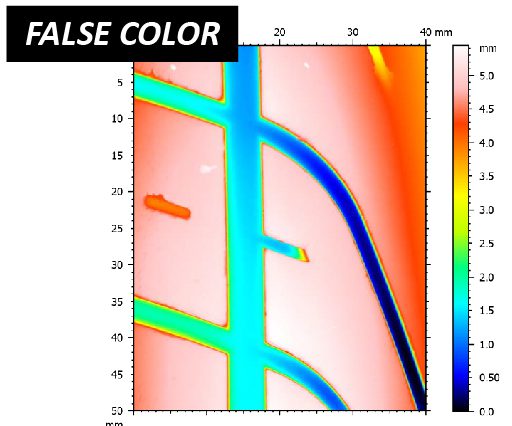
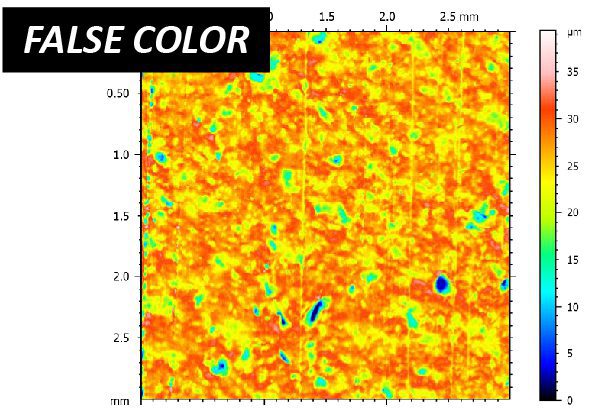
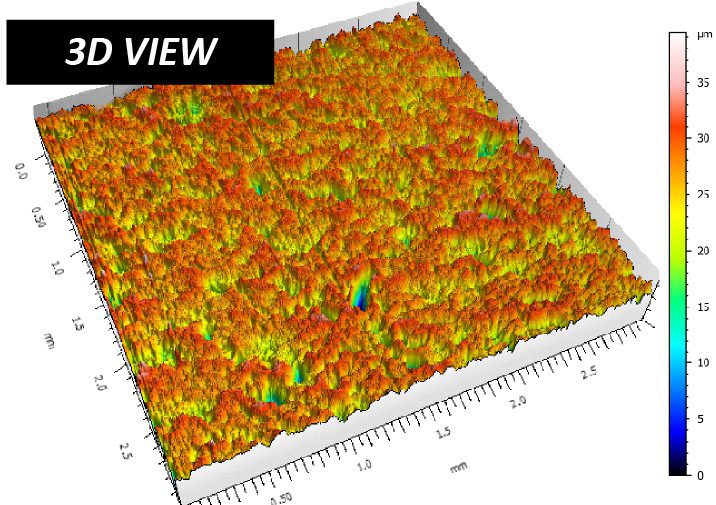
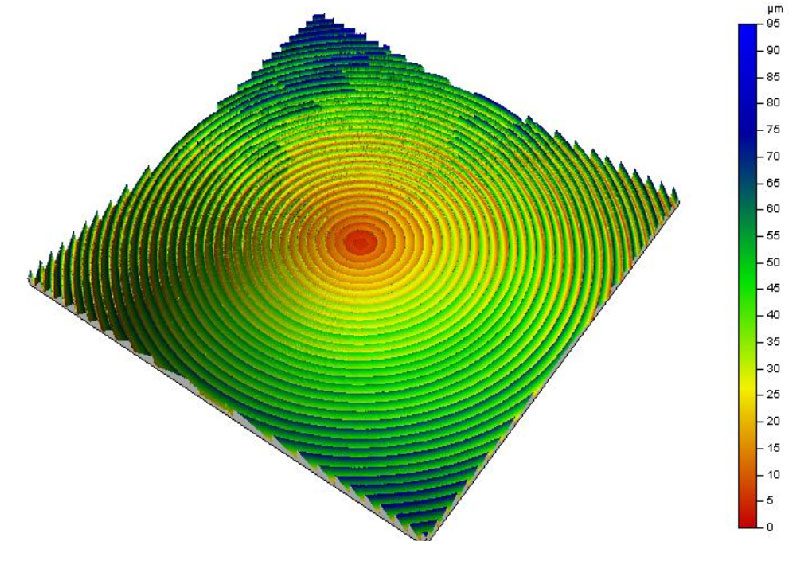
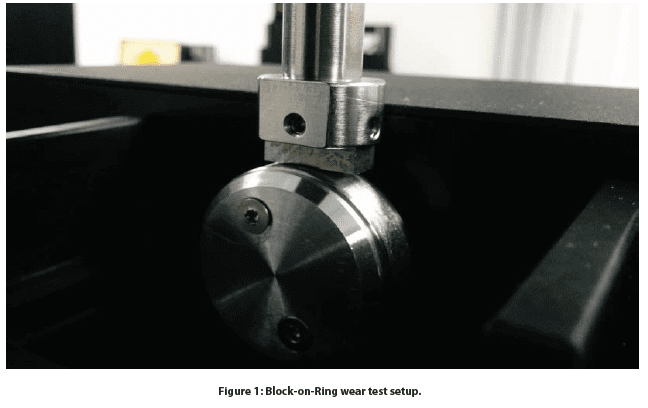
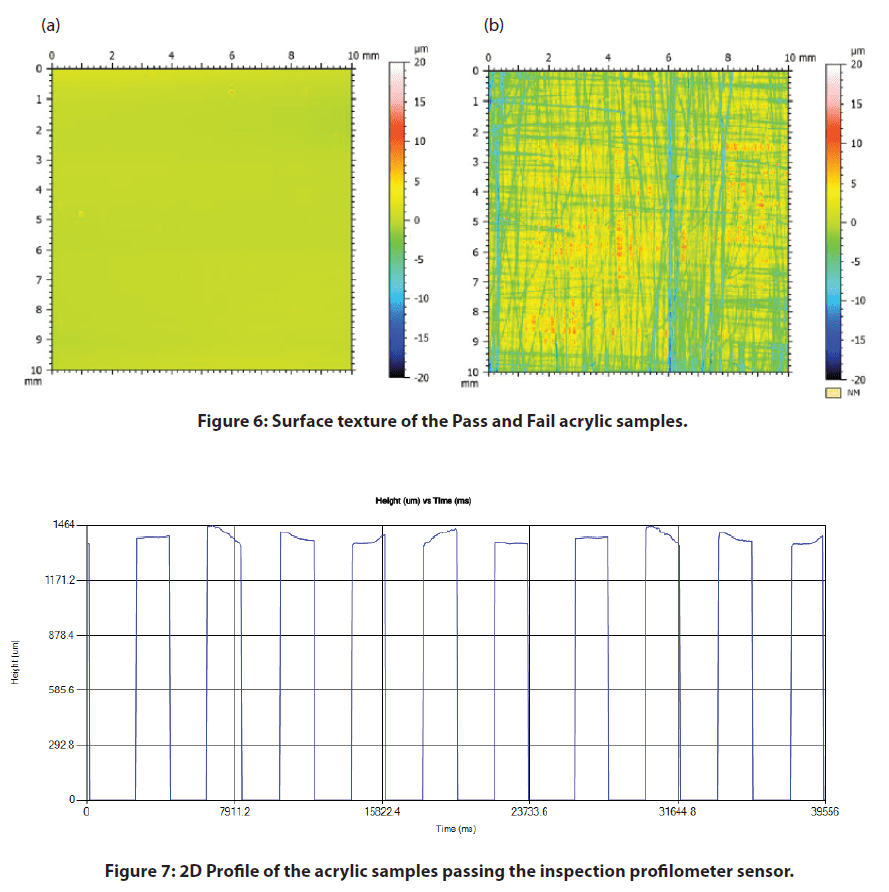
Eine Reihe von Acrylproben werden auf dem Förderband ausgerichtet und unter dem optischen Profilierkopf hindurchbewegt, wie in Abbildung 1 dargestellt. Die Falschfarbenansicht in Abbildung 6 zeigt die Veränderung der Oberflächenhöhe. Einige der spiegelglatten Acrylproben wurden geschliffen, um eine raue Oberflächenstruktur zu erzeugen (siehe Abbildung 6b).
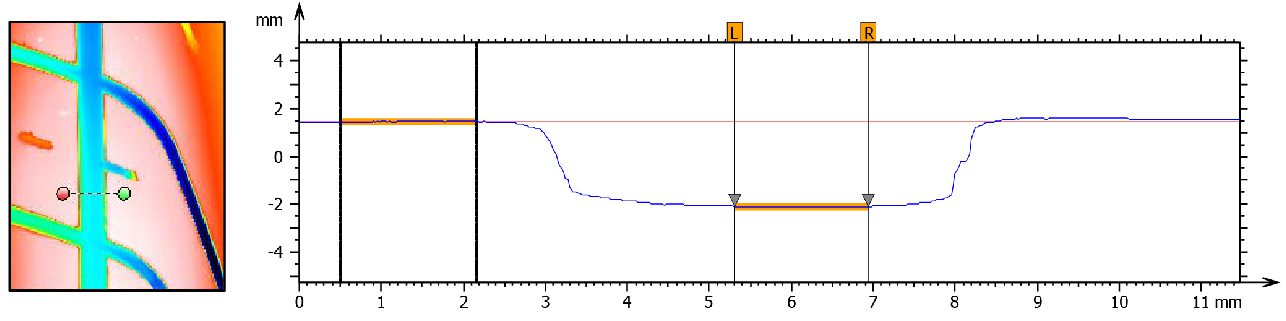
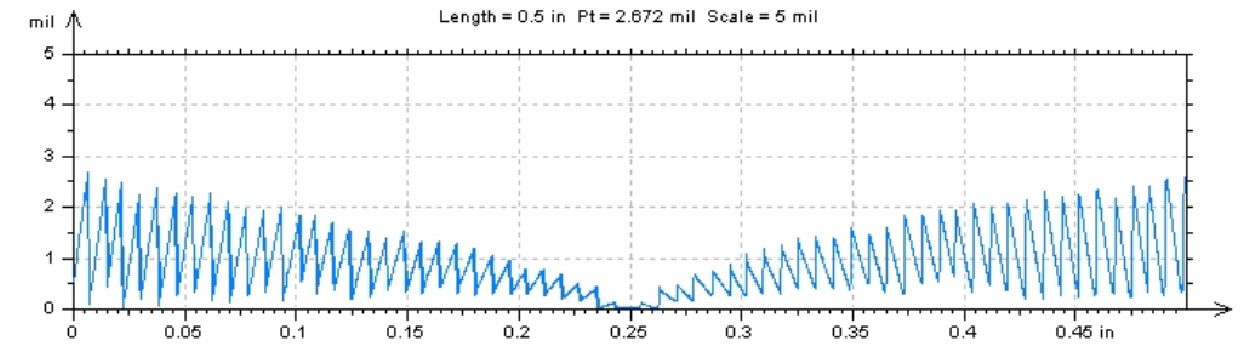
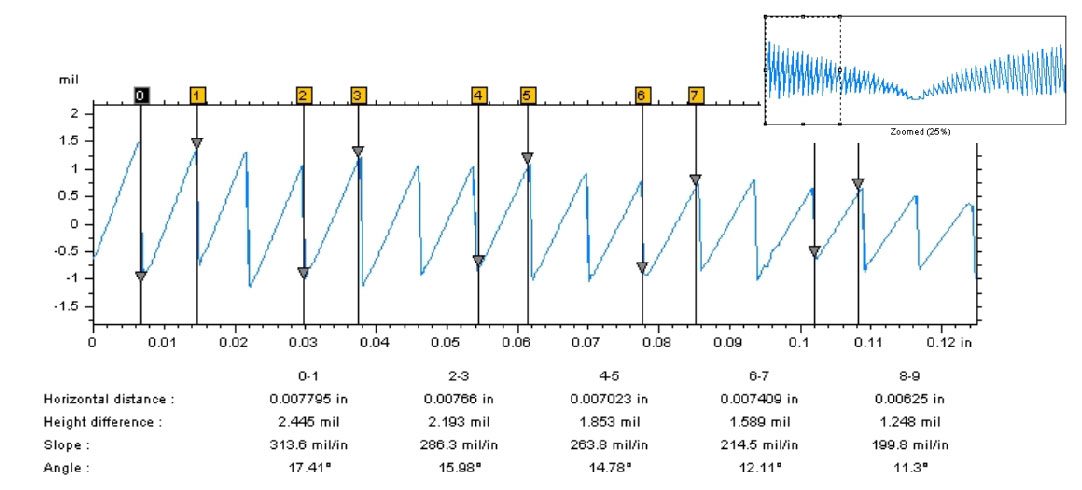
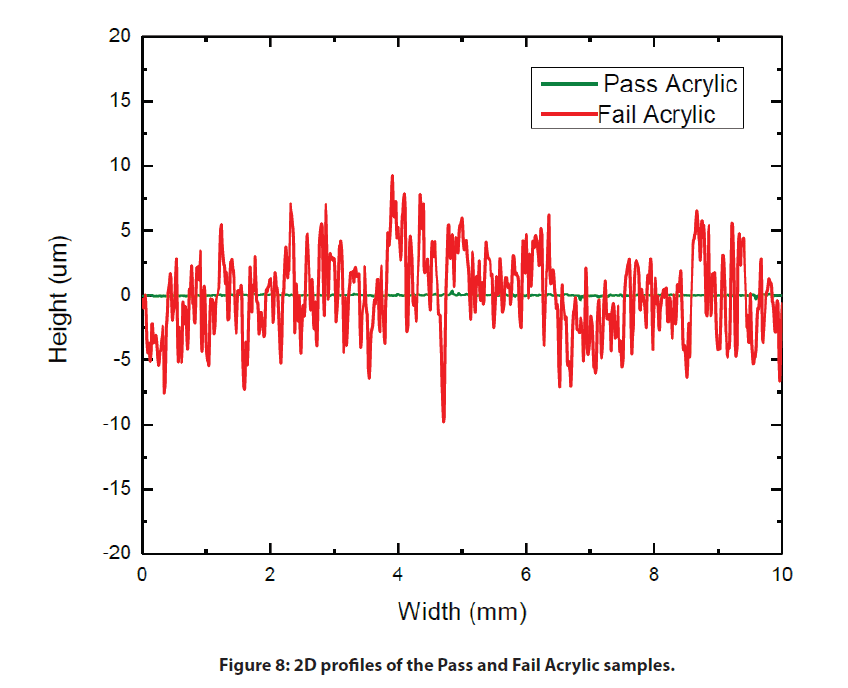
Während sich die Acrylproben mit konstanter Geschwindigkeit unter dem optischen Profilierkopf bewegen, wird das Oberflächenprofil gemessen, wie in Abbildung 7 und Abbildung 8 dargestellt. Der Rauheitswert des gemessenen Profils wird gleichzeitig berechnet und mit den Schwellenwerten verglichen. Wenn der Rauheitswert über dem eingestellten Schwellenwert liegt, wird ein roter Fehleralarm ausgelöst, so dass der Benutzer das fehlerhafte Produkt in der Produktionslinie sofort erkennen und lokalisieren kann.
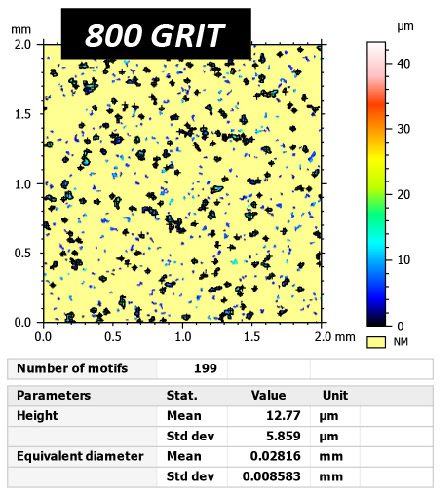
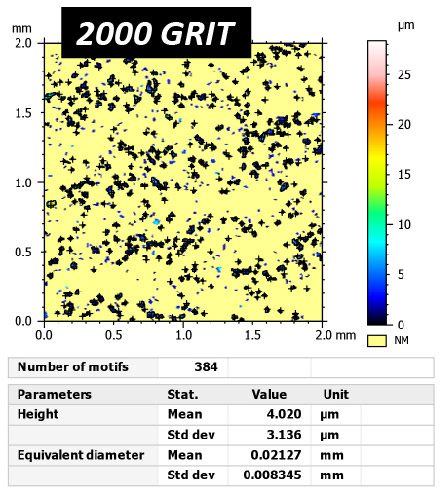
Kontinuierlicher Modus: Oberflächeninspektion der Schleifpapierprobe
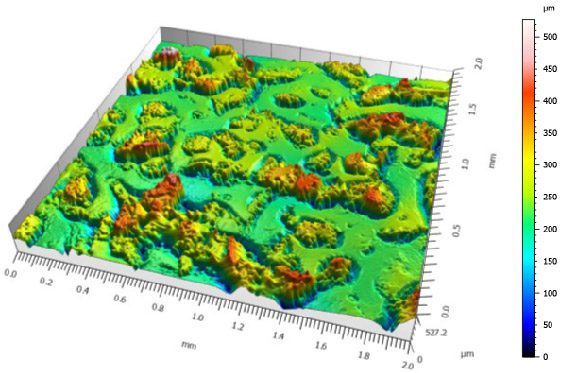
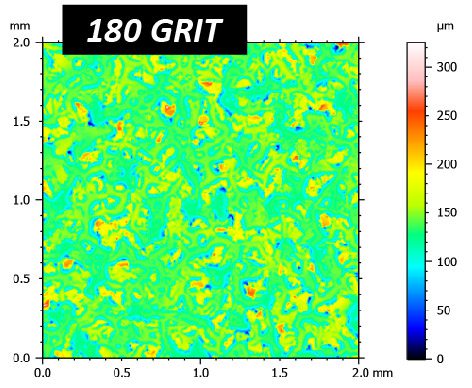
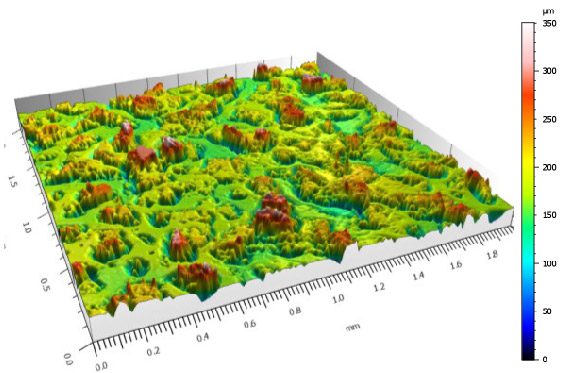
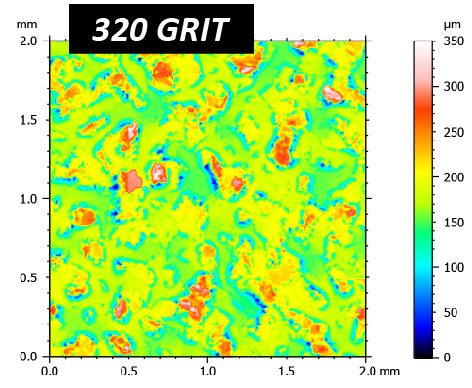
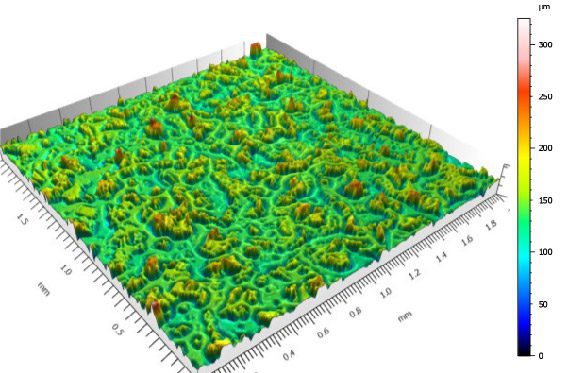
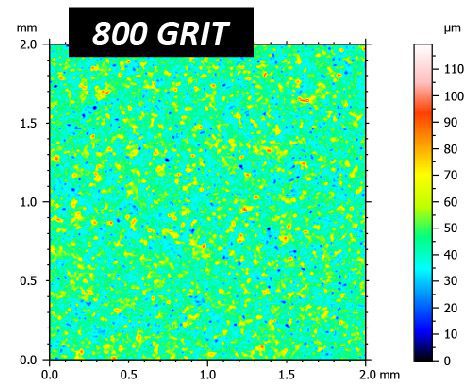
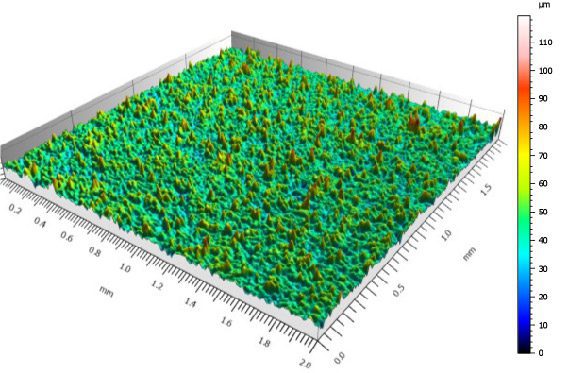
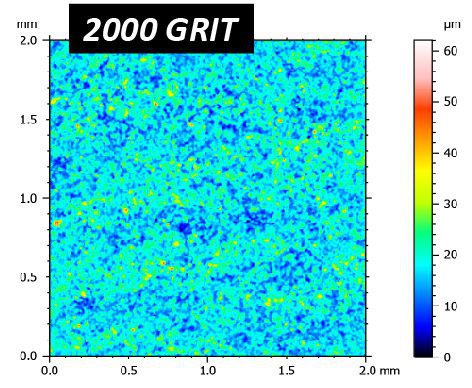
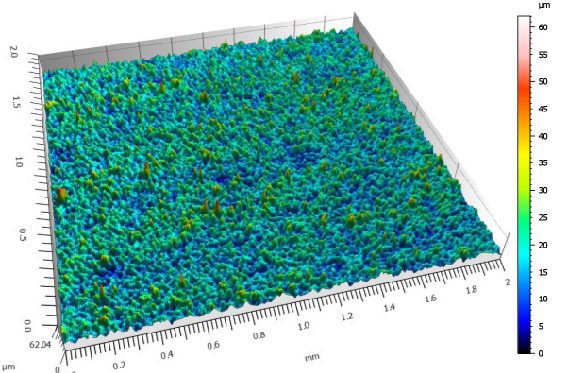
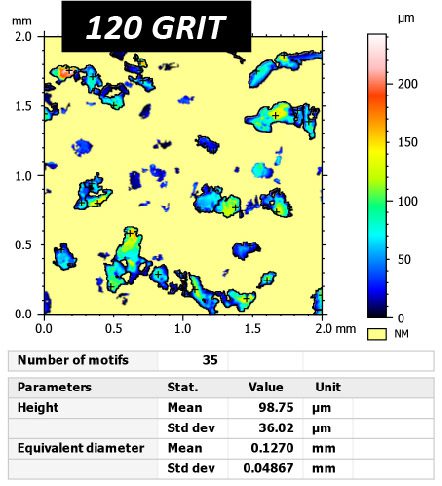
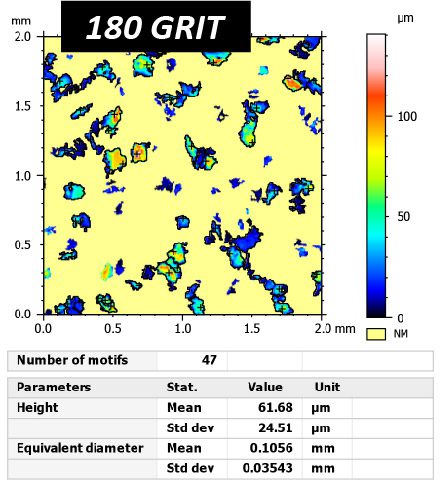
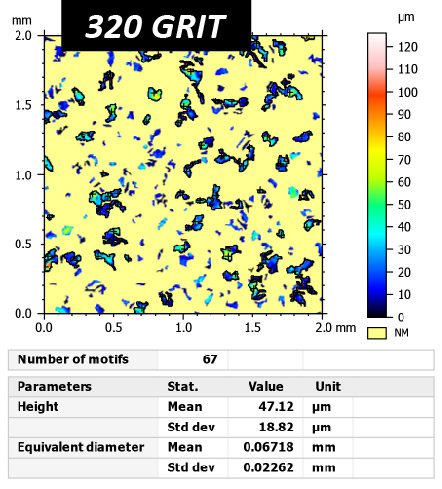
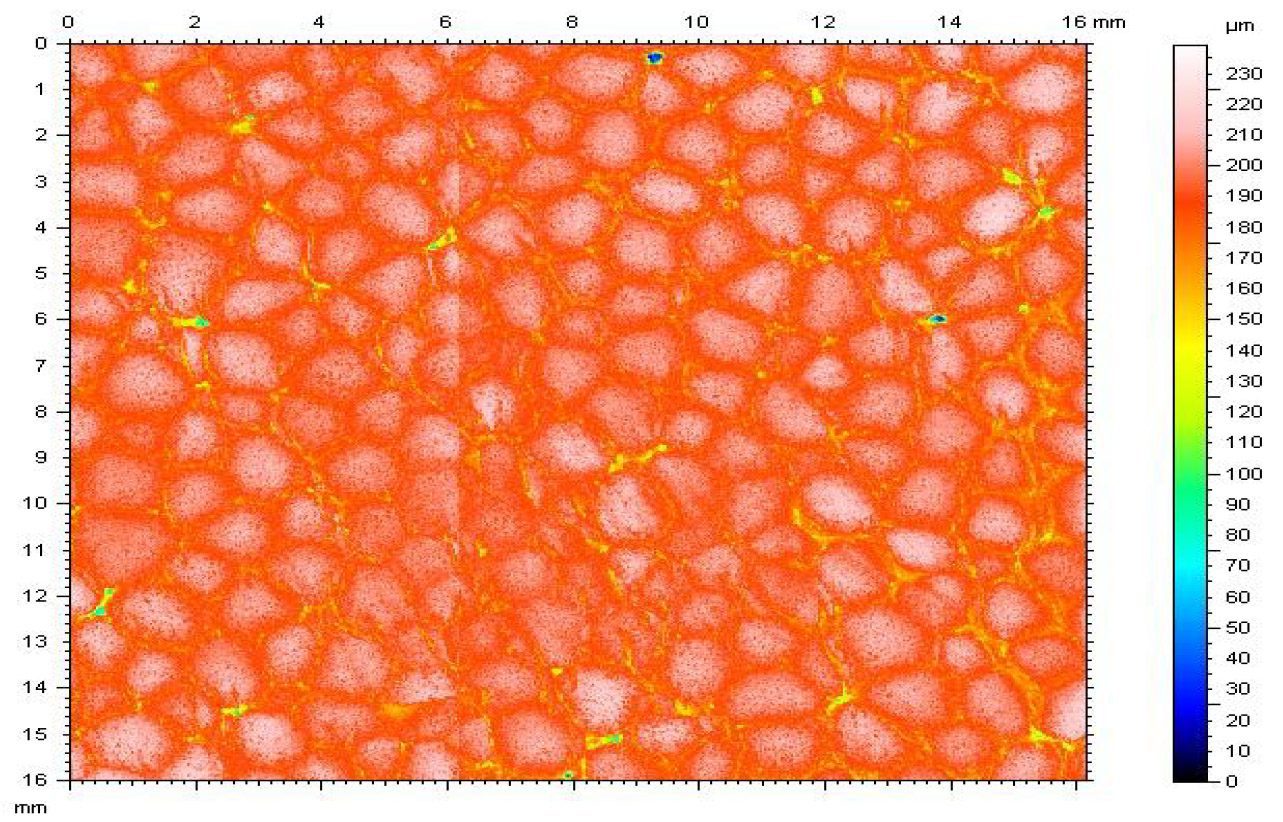
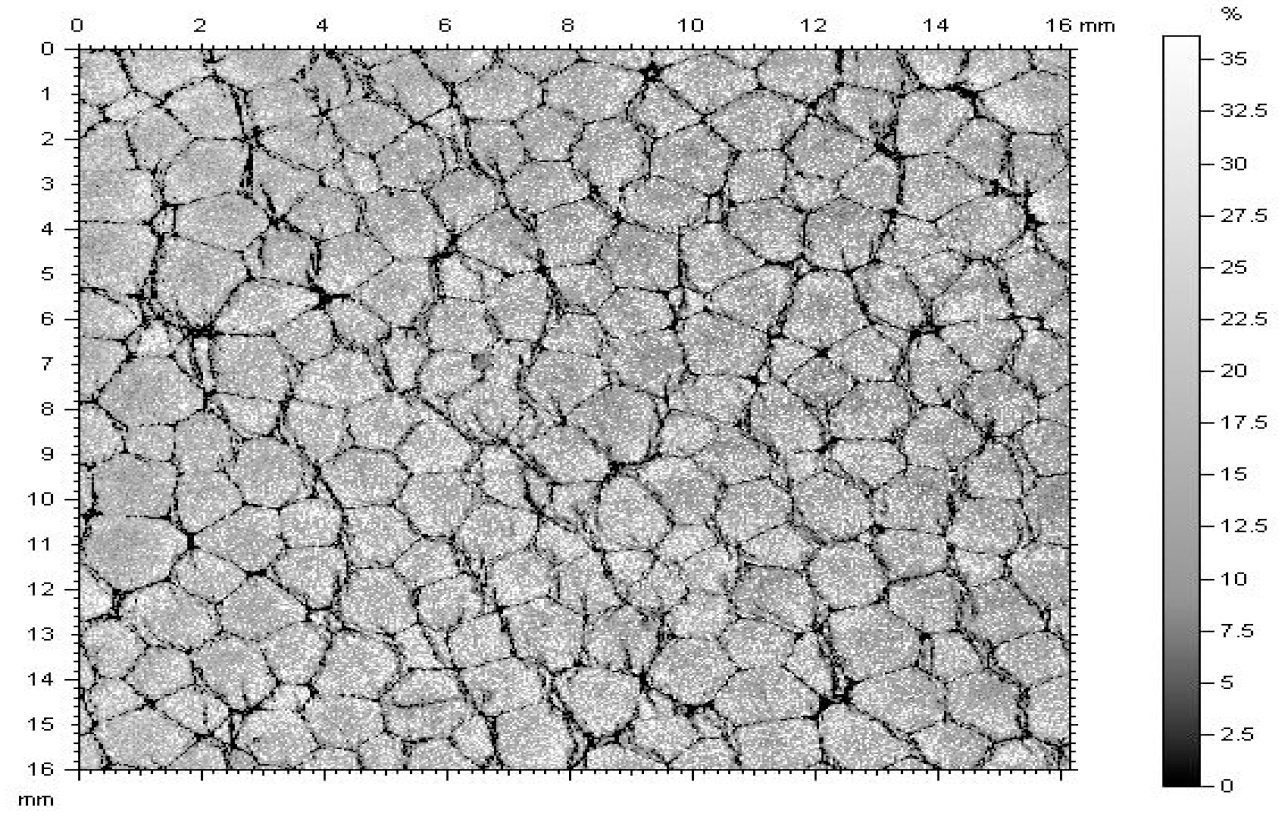
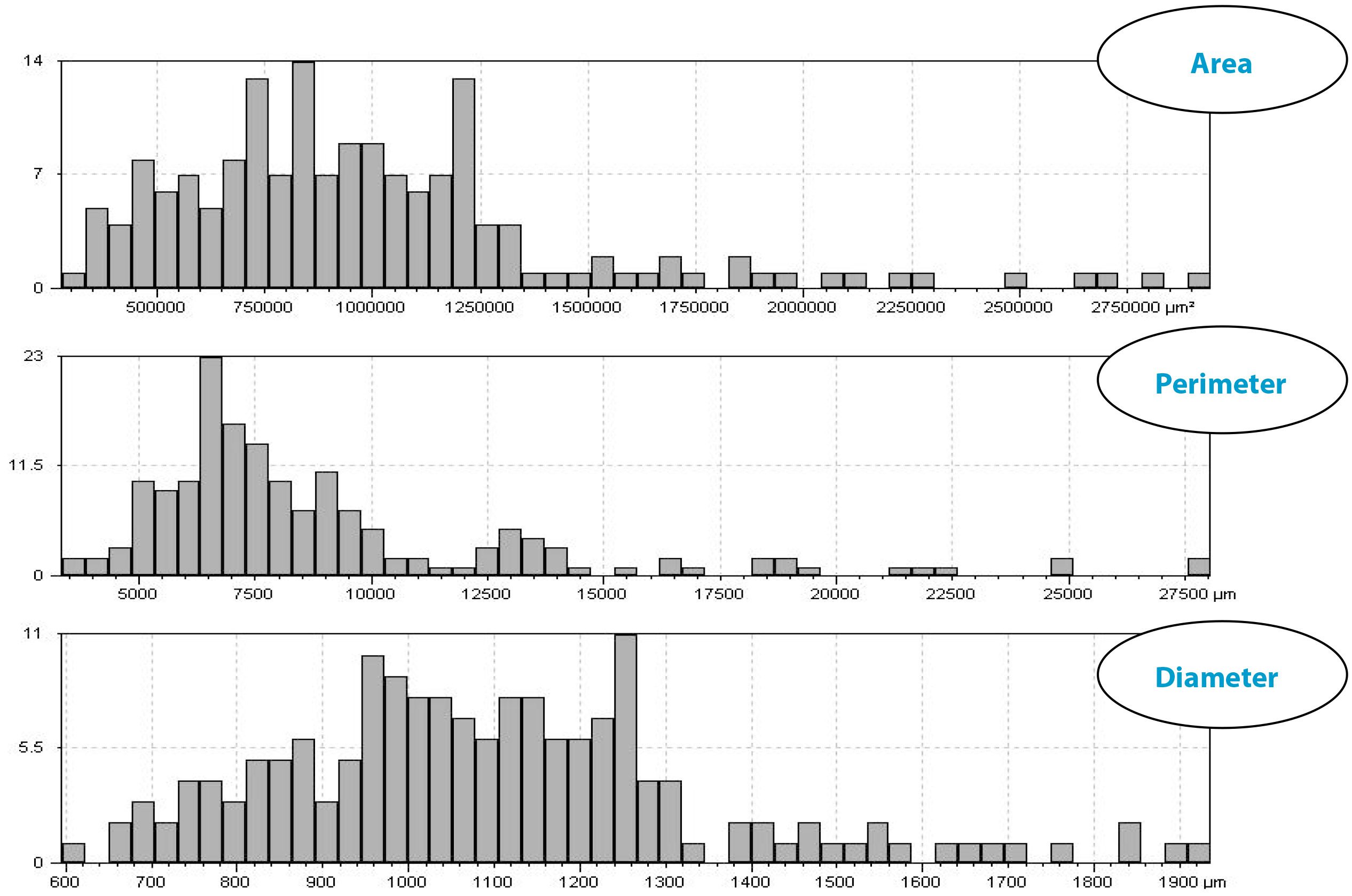
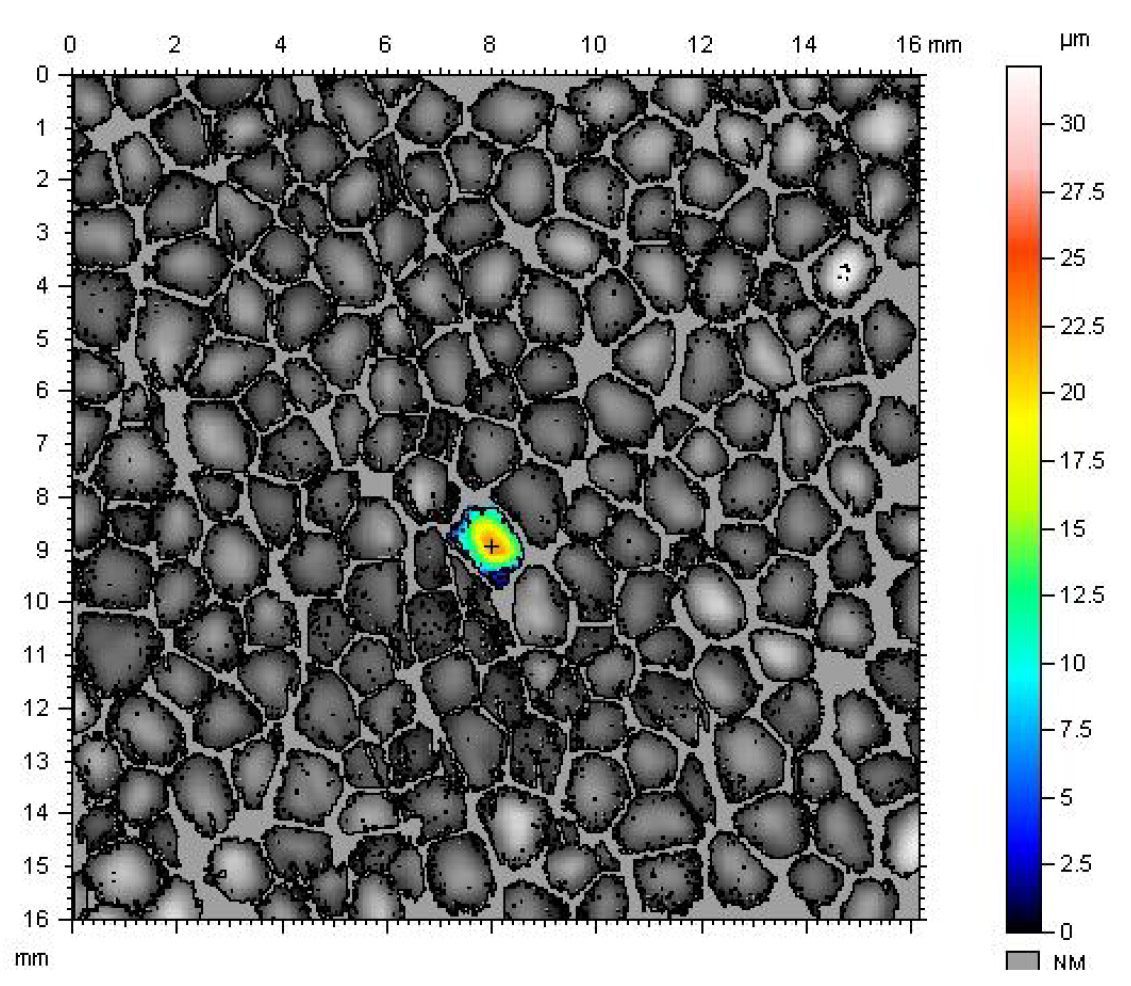
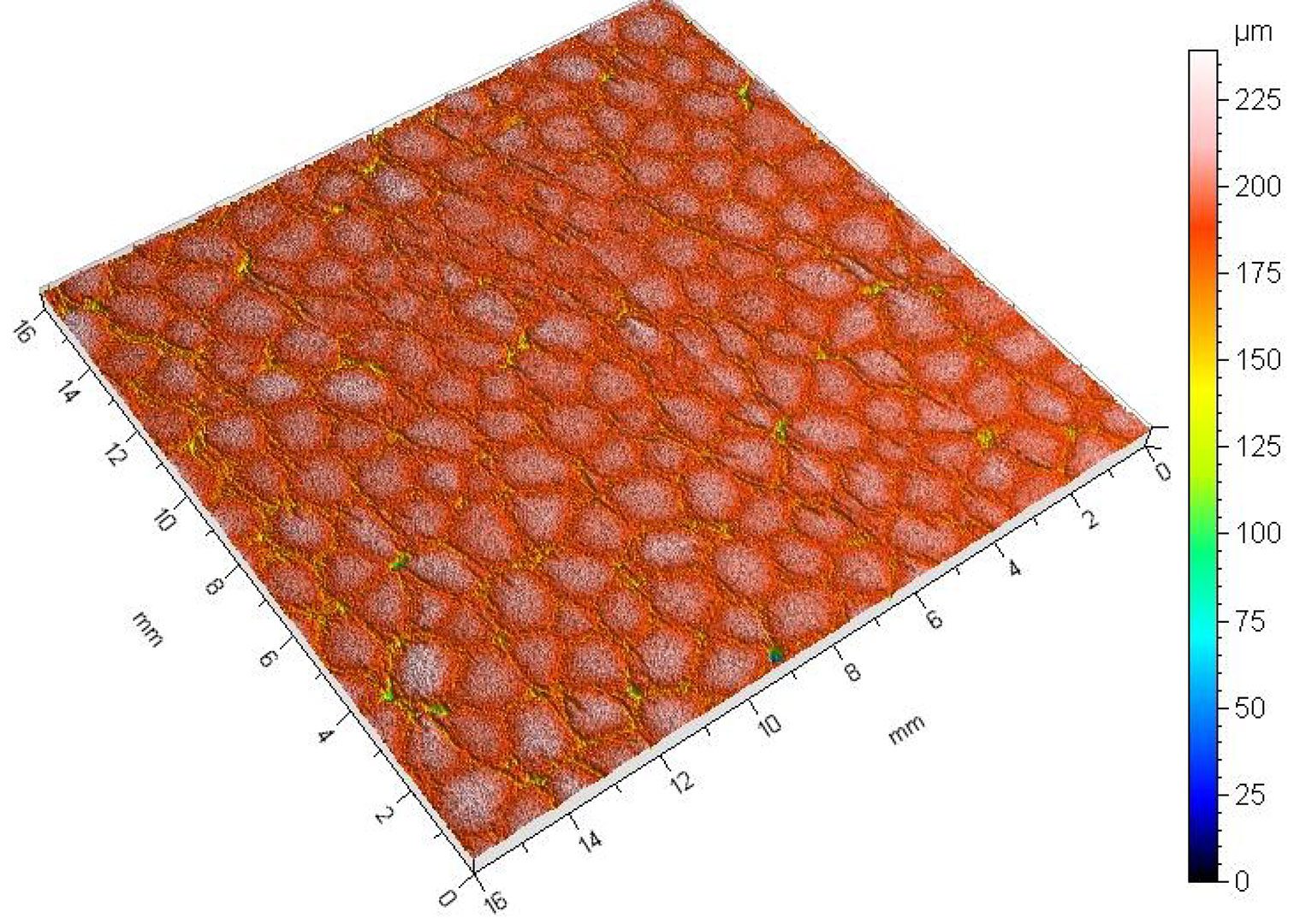
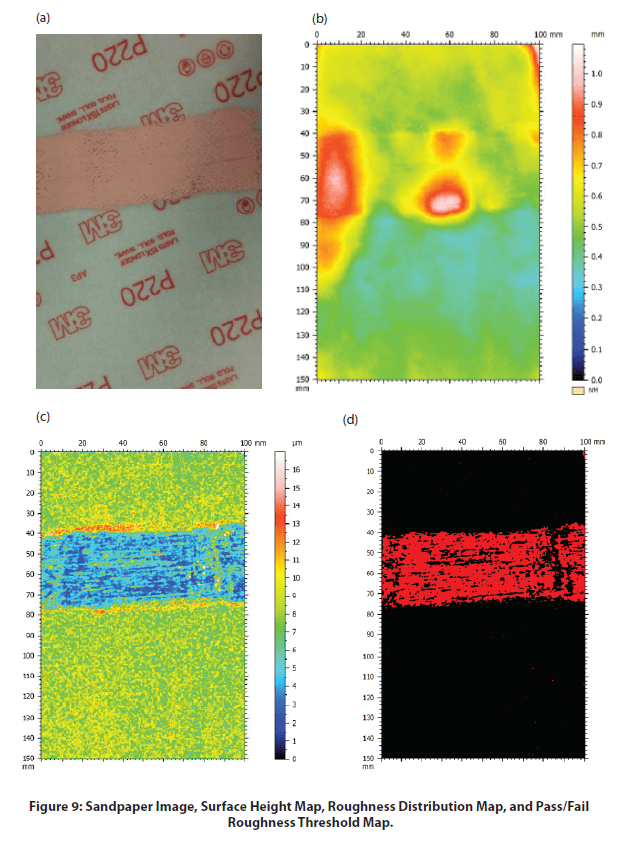
Oberflächenhöhenkarte, Rauheitsverteilungskarte und Pass/Fail-Rauheitsschwellenkarte der Oberfläche der Sandpapierprobe, wie in Abbildung 9 dargestellt. Die Sandpapierprobe hat einige höhere Spitzen in dem verwendeten Teil, wie in der Oberflächenhöhenkarte dargestellt. Die verschiedenen Farben in der Palette von Abbildung 9C stellen den Rauheitswert der lokalen Oberfläche dar. Die Rauheitskarte zeigt eine homogene Rauheit im intakten Bereich der Sandpapierprobe, während der benutzte Bereich in dunkelblauer Farbe hervorgehoben ist, was auf den geringeren Rauheitswert in diesem Bereich hinweist. Ein Schwellenwert für die Pass/Fail-Rauheit kann eingerichtet werden, um solche Regionen zu lokalisieren, wie in Abbildung 9D gezeigt.
Während das Schleifpapier kontinuierlich unter dem Inline-Profiler-Sensor hindurchläuft, wird der lokale Rauheitswert in Echtzeit berechnet und aufgezeichnet, wie in Abbildung 10 dargestellt. Die Pass/Fail-Warnungen werden auf dem Softwarebildschirm auf der Grundlage der eingestellten Rauheitsschwellenwerte angezeigt und dienen als schnelles und zuverlässiges Werkzeug für die Qualitätskontrolle. Die Qualität der Produktoberfläche in der Produktionslinie wird vor Ort geprüft, um fehlerhafte Bereiche rechtzeitig zu entdecken.
In dieser Anwendung haben wir gezeigt, dass das Nanovea Conveyor Profilometer, ausgestattet mit einem optischen, berührungslosen Profilsensor, als zuverlässiges Inline-Qualitätskontrollinstrument effektiv und effizient arbeitet.
Das Inspektionssystem kann in der Produktionslinie installiert werden, um die Oberflächenqualität der Produkte an Ort und Stelle zu überwachen. Der Rauheitsschwellenwert dient als zuverlässiges Kriterium zur Bestimmung der Oberflächenqualität der Produkte und ermöglicht es dem Benutzer, fehlerhafte Produkte rechtzeitig zu erkennen. Zwei Inspektionsmodi, nämlich der Auslösemodus und der Dauermodus, werden angeboten, um die Anforderungen an die Inspektion verschiedener Produkttypen zu erfüllen.
Die hier gezeigten Daten stellen nur einen Teil der in der Analysesoftware verfügbaren Berechnungen dar. Nanovea Profilometer messen praktisch jede Oberfläche in Bereichen wie Halbleiter, Mikroelektronik, Solar, Glasfaser, Optik, Automobil, Luft- und Raumfahrt, Metallurgie, Bearbeitung, Beschichtungen, Pharmazeutik, Biomedizin, Umwelt und vielen anderen.