EINFÜHRUNG
Schleifpapier besteht aus Schleifpartikeln, die auf eine Seite eines Papiers oder Gewebes geklebt sind. Für die Partikel können verschiedene Schleifmaterialien verwendet werden, z. B. Granat, Siliziumkarbid, Aluminiumoxid und Diamant. Schleifpapier wird in einer Vielzahl von Industriezweigen eingesetzt, um bestimmte Oberflächen auf Holz, Metall und Trockenbauwänden zu bearbeiten. Sie arbeiten oft unter hohem Druck, der mit Hand- oder Elektrowerkzeugen ausgeübt wird.
BEDEUTUNG DER BEWERTUNG DES ABRIEBVERHALTENS VON SCHLEIFPAPIER
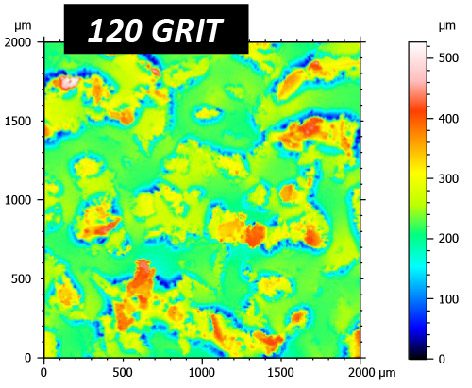
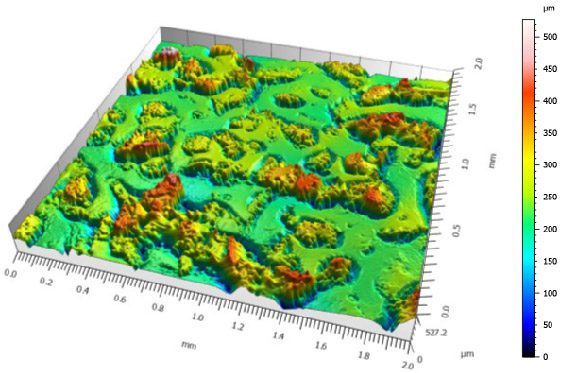
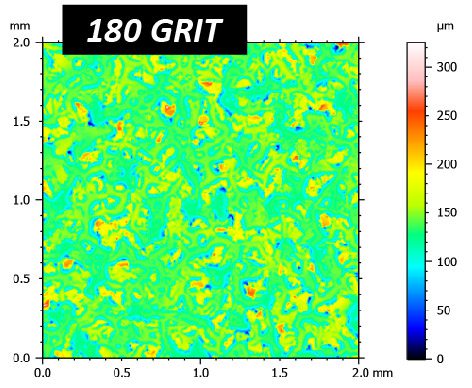
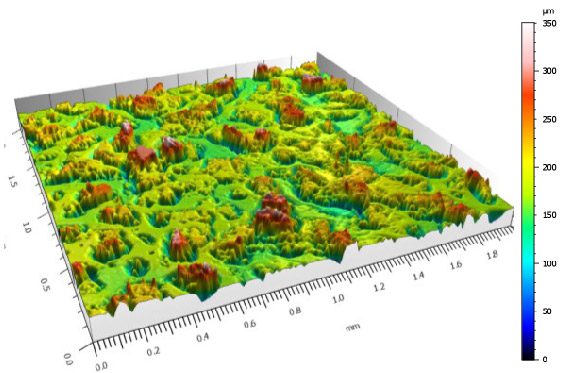
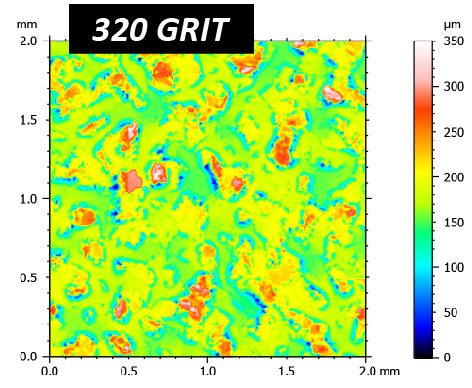
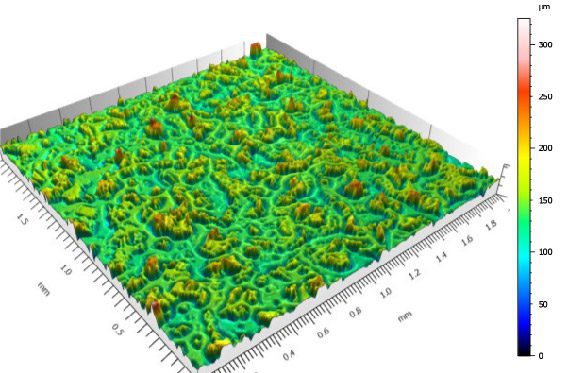
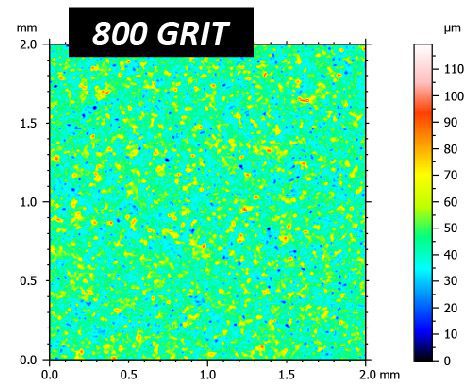
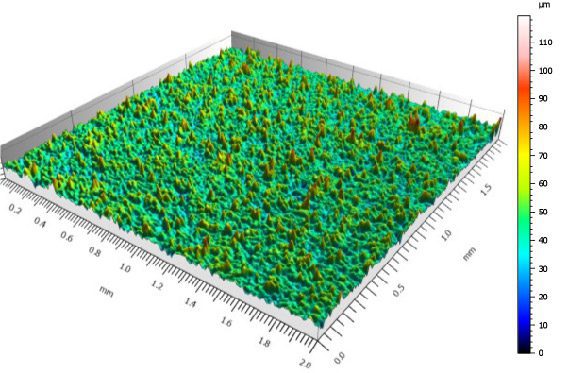
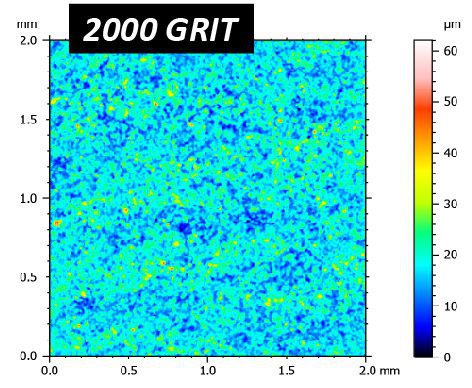
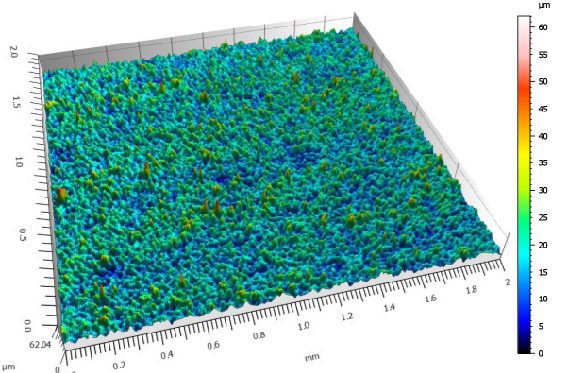
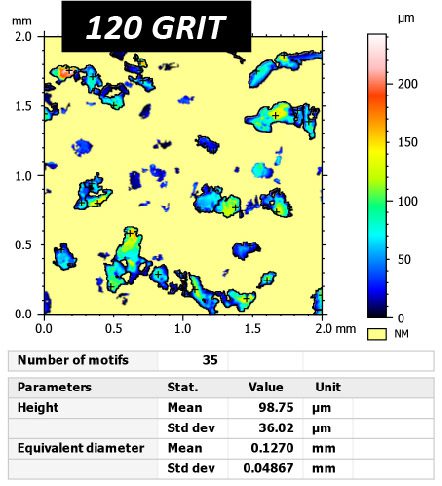
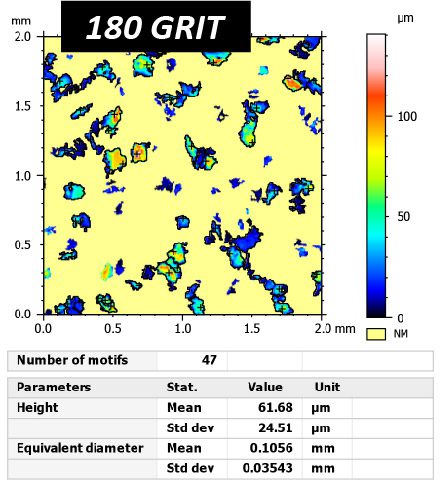
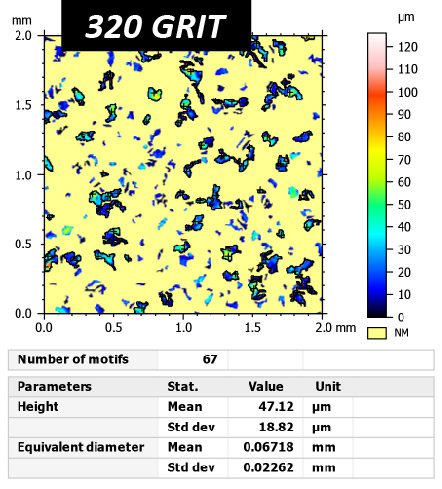
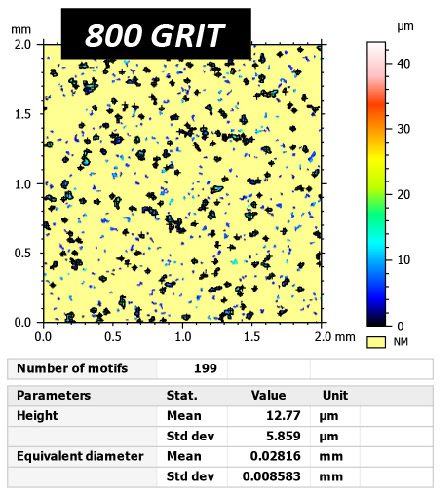
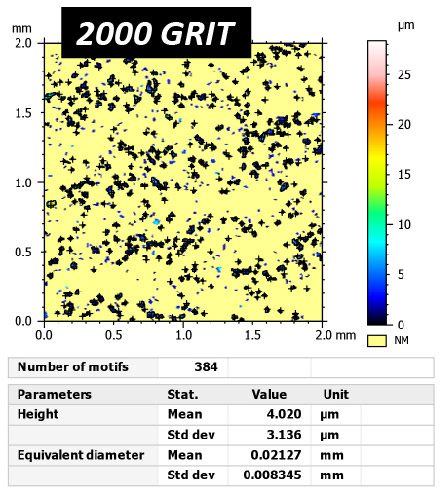
Die Wirksamkeit von Schleifpapier wird häufig durch seine Abriebleistung unter verschiedenen Bedingungen bestimmt. Die Korngröße, d. h. die Größe der im Schleifpapier eingebetteten Schleifpartikel, bestimmt die Abnutzungsrate und die Kratzergröße des zu schleifenden Materials. Schleifpapiere mit höheren Kornzahlen haben kleinere Partikel, was zu niedrigeren Schleifgeschwindigkeiten und feineren Oberflächen führt. Schleifpapiere mit der gleichen Körnungszahl, aber aus unterschiedlichen Materialien, können sich unter trockenen oder nassen Bedingungen unterschiedlich verhalten. Zuverlässige tribologische Bewertungen sind erforderlich, um sicherzustellen, dass das hergestellte Schleifpapier das gewünschte Schleifverhalten aufweist. Diese Auswertungen ermöglichen es den Anwendern, das Verschleißverhalten verschiedener Schleifpapiersorten kontrolliert und überwacht quantitativ zu vergleichen, um den besten Kandidaten für die jeweilige Anwendung auszuwählen.