FRESNEL-LINSENTOPOGRAPHIEVERWENDUNG 3D BERÜHRUNGSLOSES OPTISCHES PROFILOMETER

Vorbereitet von
Duanjie Li & Benjamin Mell
EINFÜHRUNG
Eine Linse ist ein optisches Gerät mit axialer Symmetrie, das Licht durchlässt und bricht. Eine einfache Linse besteht aus einer einzigen optischen Komponente zur Konvergenz oder Divergenz des Lichts. Obwohl kugelförmige Oberflächen nicht die ideale Form für die Herstellung einer Linse sind, werden sie häufig als einfachste Form verwendet, zu der Glas geschliffen und poliert werden kann.
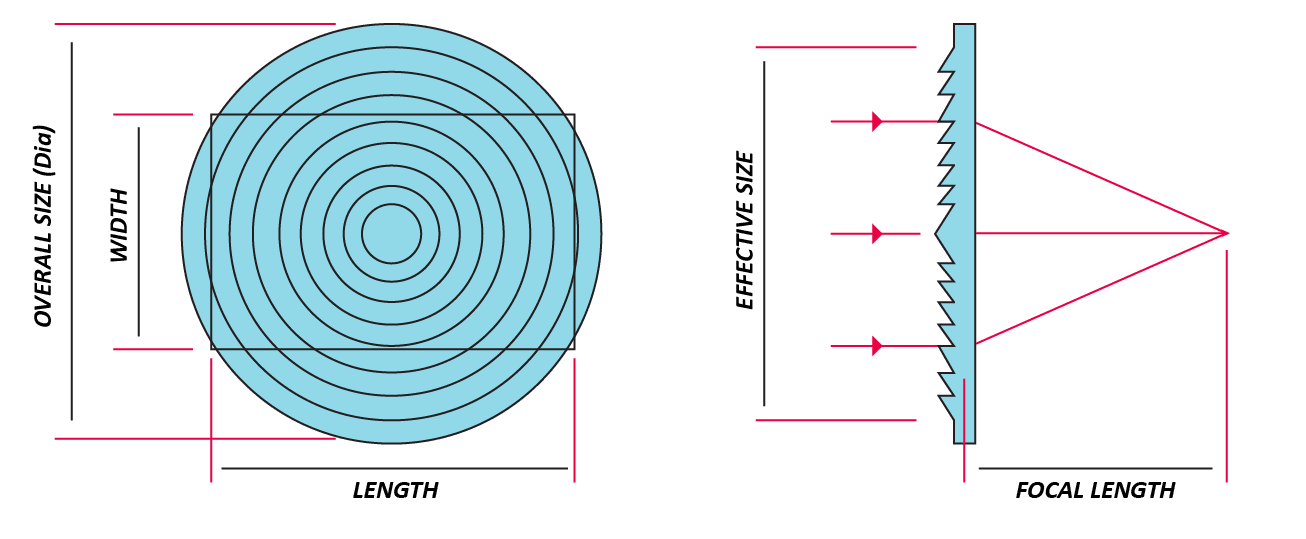
Eine Fresnel-Linse besteht aus einer Reihe von konzentrischen Ringen, die dünne Teile einer einfachen Linse mit einer Breite von nur wenigen tausendstel Zoll sind. Fresnel-Linsen haben eine große Öffnung und eine kurze Brennweite, wobei die kompakte Bauweise das Gewicht und das benötigte Materialvolumen im Vergleich zu herkömmlichen Linsen mit den gleichen optischen Eigenschaften reduziert. Aufgrund der dünnen Geometrie der Fresnel-Linse geht nur ein sehr geringer Teil des Lichts durch Absorption verloren.
BEDEUTUNG DER BERÜHRUNGSLOSEN 3D-PROFILOMETRIE FÜR DIE PRÜFUNG VON FRESNELLINSEN
Fresnel-Linsen werden häufig in der Automobilindustrie, in Leuchttürmen, in der Solarenergie und in optischen Landesystemen für Flugzeugträger eingesetzt. Das Formen oder Stanzen der Linsen aus transparentem Kunststoff kann ihre Herstellung kostengünstiger machen. Die Servicequalität von Fresnel-Linsen hängt hauptsächlich von der Präzision und Oberflächenqualität ihres konzentrischen Rings ab. Im Gegensatz zu einer Touch-Probe-Technik bietet NANOVEA Optische Profiler Führen Sie 3D-Oberflächenmessungen durch, ohne die Oberfläche zu berühren, und vermeiden Sie so das Risiko neuer Kratzer. Die Chromatic Light-Technik eignet sich ideal zum präzisen Scannen komplexer Formen, beispielsweise von Linsen unterschiedlicher Geometrie.
SCHEMA EINER FRESNEL-LINSE
Transparente Fresnel-Linsen aus Kunststoff können durch Gießen oder Stanzen hergestellt werden. Eine genaue und effiziente Qualitätskontrolle ist von entscheidender Bedeutung, um fehlerhafte Produktionsformen oder -stempel zu erkennen. Durch Messung der Höhe und des Abstands der konzentrischen Ringe können Produktionsabweichungen festgestellt werden, indem die gemessenen Werte mit den vom Hersteller der Linse angegebenen Spezifikationswerten verglichen werden.
Durch die genaue Messung des Linsenprofils wird sichergestellt, dass die Formen oder Stempel entsprechend den Spezifikationen des Herstellers bearbeitet werden. Außerdem kann sich der Stempel im Laufe der Zeit abnutzen, so dass er seine ursprüngliche Form verliert. Eine ständige Abweichung von den Spezifikationen des Glasherstellers ist ein eindeutiges Indiz dafür, dass die Form ersetzt werden muss.
MESSZIEL
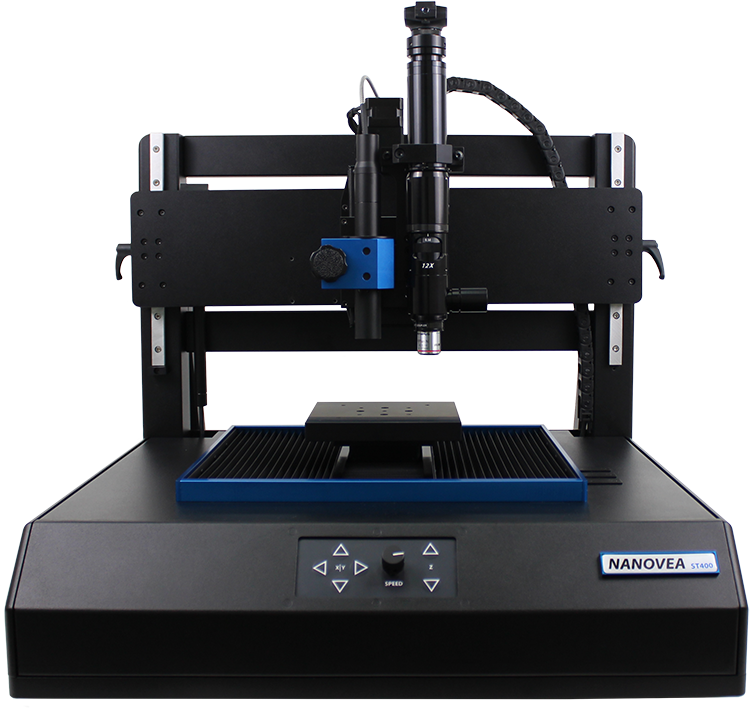
In dieser Anwendung präsentieren wir NANOVEA ST400, einen 3D-Berührungslos-Profiler mit einem Hochgeschwindigkeitssensor, der eine umfassende 3D-Profilanalyse einer optischen Komponente mit komplexer Form ermöglicht. Um die bemerkenswerten Fähigkeiten unserer Chromatic Light-Technologie zu demonstrieren, wird die Konturanalyse an einer Fresnel-Linse durchgeführt.
NANOVEA ST400 Großfläche
Optisches 3D-Profilometer
Die für diese Studie verwendete 2,3" x 2,3" Acryl-Fresnel-Linse besteht aus
eine Reihe von konzentrischen Ringen und ein komplexes, gezacktes Querschnittsprofil.
Es hat eine Brennweite von 1,5" und einen effektiven Durchmesser von 2,0",
125 Rillen pro Zoll und einem Brechungsindex von 1,49.
Der NANOVEA ST400-Scan der Fresnellinse zeigt eine deutliche Zunahme der Höhe der konzentrischen Ringe, die sich vom Zentrum nach außen bewegen.
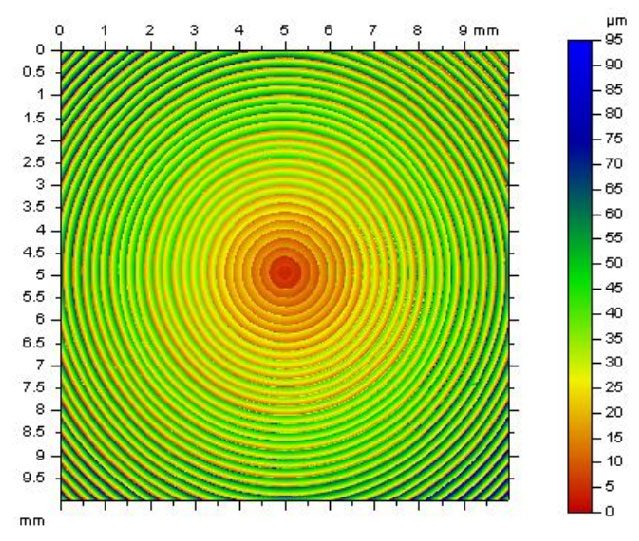
2D FALSCH FARBE
Darstellung der Höhe
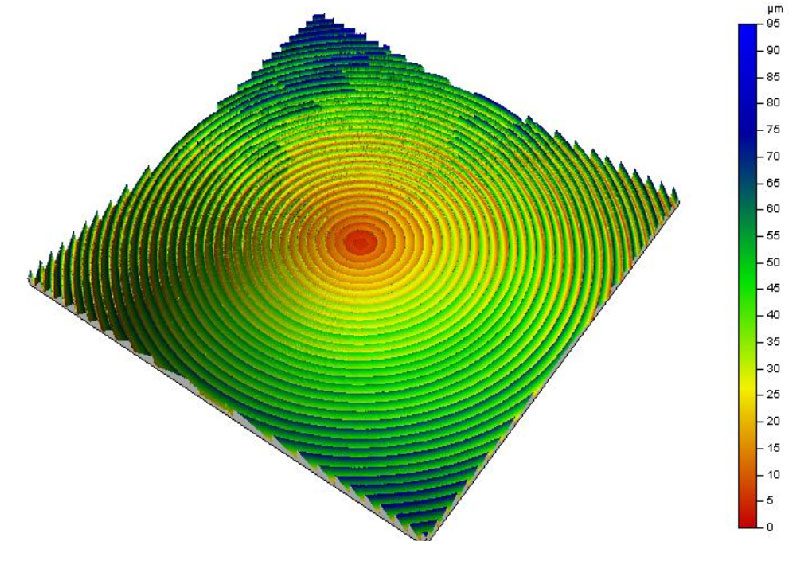
3D-ANSICHT
EXTRAHIERTES PROFIL
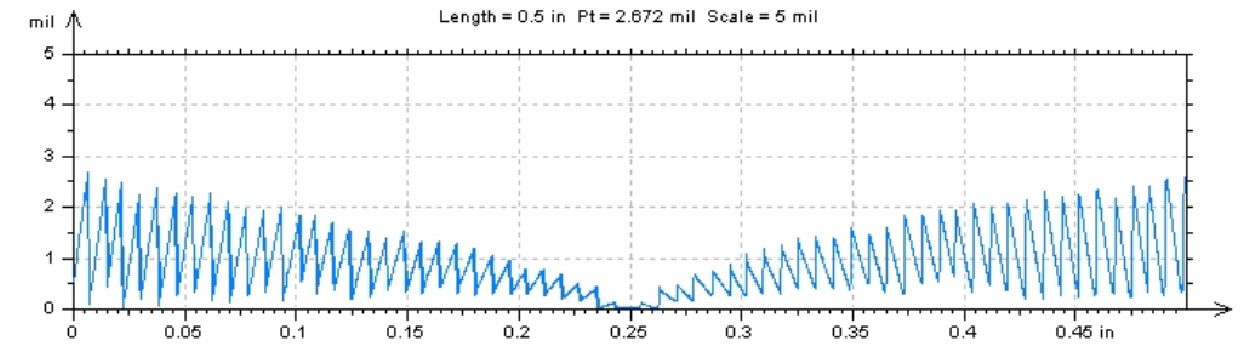
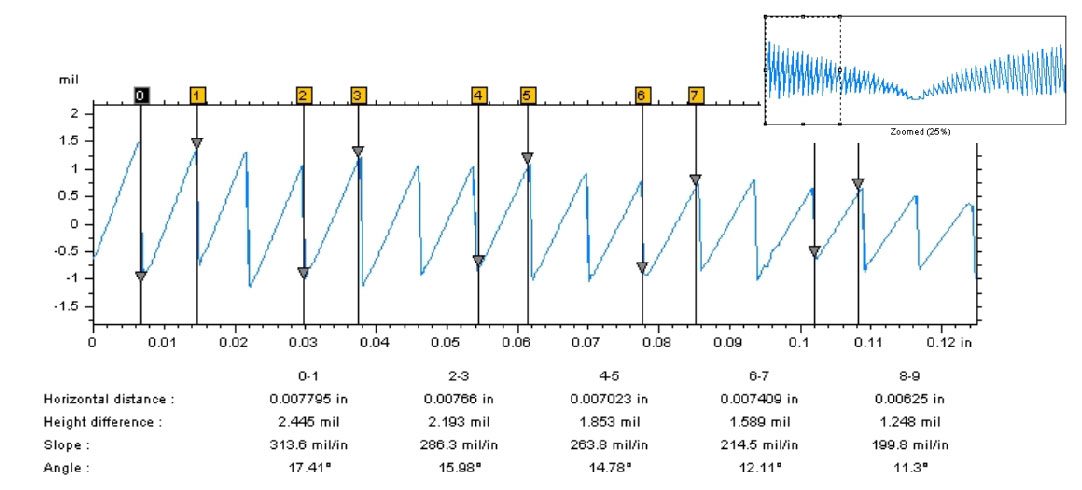
GIPFEL & TAL
Dimensionale Analyse des Profils
SCHLUSSFOLGERUNG
In dieser Anwendung haben wir gezeigt, dass der berührungslose optische Profiler NANOVEA ST400 die Oberflächentopographie von Fresnel-Linsen genau misst.
Mit der NANOVEA-Analysesoftware können die Abmessungen der Höhe und der Teilung anhand des komplexen gezackten Profils genau bestimmt werden. Benutzer können die Qualität der Produktionsformen oder Stempel effektiv prüfen, indem sie die Ringhöhe und -teilung der hergestellten Linsen mit der idealen Ringspezifikation vergleichen.
Die hier gezeigten Daten stellen nur einen Teil der in der Analysesoftware verfügbaren Berechnungen dar.
NANOVEA Optical Profilers messen praktisch jede Oberfläche in Bereichen wie Halbleiter, Mikroelektronik, Solar, Faseroptik, Automobil, Luft- und Raumfahrt, Metallurgie, Bearbeitung, Beschichtungen, Pharmazeutik, Biomedizin, Umwelt und vielen anderen.
Haben Sie eine ähnliche Anwendung?
Kategorien
- Application Notes
- Block über Ring-Tribologie
- Korrosions-Tribologie
- Reibungsprüfung | Reibungskoeffizient
- Mechanische Prüfungen bei hohen Temperaturen
- Hochtemperatur-Tribologie
- Luftfeuchtigkeit und Gase Tribologie
- Luftfeuchtigkeit Mechanische Prüfung
- Einrückung | Kriechen und Relaxation
- Eindrücken | Bruchzähigkeit
- Eindrücken | Härte und Elastizität
- Eindrücken | Verlust und Lagerung
- Eindrücken | Spannung vs. Dehnung
- Eindrücken | Streckgrenze und Ermüdung
- Laboruntersuchungen
- Lineare Tribologie
- Mechanische Flüssigkeitsprüfung
- Flüssigkeits-Tribologie
- Tieftemperatur-Tribologie
- Mechanische Prüfung
- Presseerklärung
- Profilometrie | Ebenheit und Verzug
- Profilometrie | Geometrie und Form
- Profilometrie | Rauheit und Oberfläche
- Profilometrie | Stufenhöhe und -dicke
- Profilometrie | Textur und Maserung
- Profilometrie | Volumen und Fläche
- Profilometrische Prüfung
- Ring auf Ring Tribologie
- Rotations-Tribologie
- Kratzprüfung | Klebstoffversagen
- Kratzprüfung | Kohäsives Versagen
- Kratzprüfung | Multi-Pass-Verschleiß
- Kratzprüfung | Kratzhärte
- Kratzprüfung Tribologie
- Tribologische Prüfung
- Uncategorized
Archive
- März 2026
- November 2025
- September 2023
- August 2023
- Juni 2023
- Mai 2023
- Juli 2022
- Mai 2022
- April 2022
- Januar 2022
- Dezember 2021
- November 2021
- Oktober 2021
- September 2021
- August 2021
- Juli 2021
- Juni 2021
- Mai 2021
- März 2021
- Februar 2021
- Dezember 2020
- November 2020
- Oktober 2020
- September 2020
- Juli 2020
- Mai 2020
- April 2020
- März 2020
- Februar 2020
- Januar 2020
- November 2019
- Oktober 2019
- September 2019
- August 2019
- Juli 2019
- Juni 2019
- Mai 2019
- April 2019
- März 2019
- Januar 2019
- Dezember 2018
- November 2018
- Oktober 2018
- September 2018
- Juli 2018
- Juni 2018
- April 2018
- März 2018
- Februar 2018
- November 2017
- Oktober 2017
- September 2017
- August 2017
- Juni 2017
- Mai 2017
- März 2017
- Februar 2017
- Januar 2017
- November 2016
- Oktober 2016
- August 2016
- Juli 2016
- Juni 2016
- Mai 2016
- April 2016
- März 2016
- Februar 2016
- Januar 2016
- Dezember 2015
- November 2015
- Oktober 2015
- September 2015
- August 2015
- Juli 2015
- Juni 2015
- Mai 2015
- April 2015
- März 2015
- Februar 2015
- Januar 2015
- November 2014
- Oktober 2014
- September 2014
- August 2014
- Juli 2014
- Juni 2014
- Mai 2014
- April 2014
- März 2014
- Februar 2014
- Januar 2014
- Dezember 2013
- November 2013
- Oktober 2013
- September 2013
- August 2013
- Juli 2013
- Juni 2013
- Mai 2013
- April 2013
- März 2013
- Februar 2013
- Januar 2013
- Dezember 2012
- November 2012
- Oktober 2012
- September 2012
- August 2012
- Juli 2012
- Juni 2012
- Mai 2012
- April 2012
- März 2012
- Februar 2012
- Januar 2012
- Dezember 2011
- November 2011
- Oktober 2011
- September 2011
- August 2011
- Juli 2011
- Juni 2011
- Mai 2011
- November 2010
- Januar 2010
- April 2009
- März 2009
- Januar 2009
- Dezember 2008
- Oktober 2008
- August 2007
- Juli 2006
- März 2006
- Januar 2005
- April 2004









