INTRODUCTION
En tant que matériaux viscoélastiques, les polymères subissent souvent une déformation en fonction du temps sous une certaine charge appliquée, également appelée fluage. Le fluage devient un facteur critique lorsque les pièces polymères sont conçues pour être exposées à une contrainte continue, comme les composants structurels, les joints et les raccords, et les récipients à pression hydrostatique.
IMPORTANCE DE LA MESURE DU FLUAGE POUR POLYMÈRES
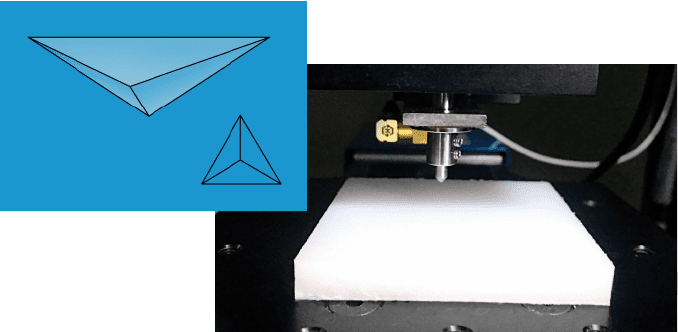
La nature inhérente de la viscoélasticité joue un rôle essentiel dans les performances des polymères et influence directement leur fiabilité de service. Les conditions environnementales telles que la charge et la température affectent le comportement au fluage des polymères. Les ruptures de fluage se produisent souvent en raison du manque de vigilance quant au comportement au fluage en fonction du temps des matériaux polymères utilisés dans des conditions de service spécifiques. De ce fait, il est important de développer un test fiable et quantitatif des comportements mécaniques viscoélastiques des polymères. Le module Nano du NANOVEA Testeurs mécaniques applique la charge avec un piézo de haute précision et mesure directement l'évolution de la force et du déplacement in situ. La combinaison de précision et de répétabilité en fait un outil idéal pour la mesure du fluage.