EINFÜHRUNG
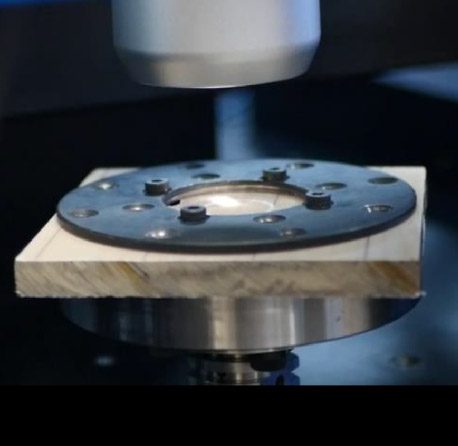
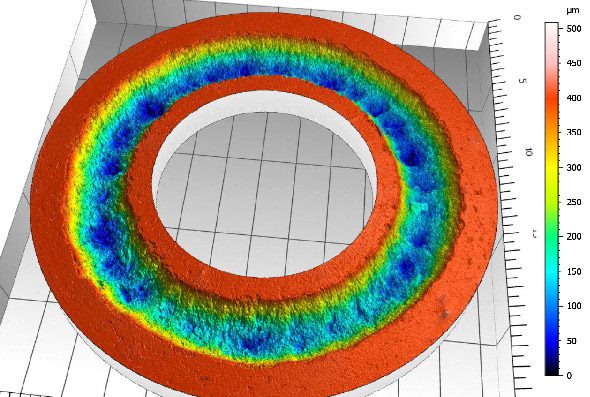
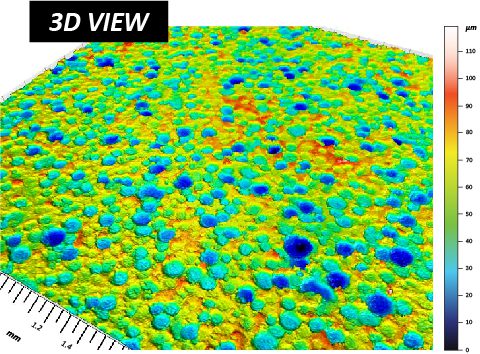
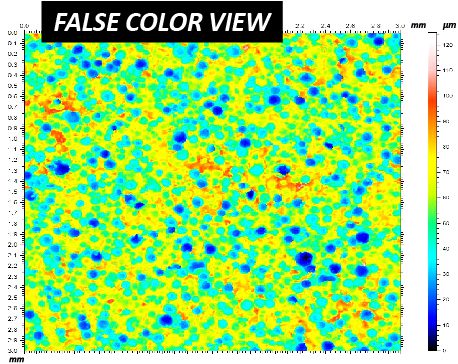
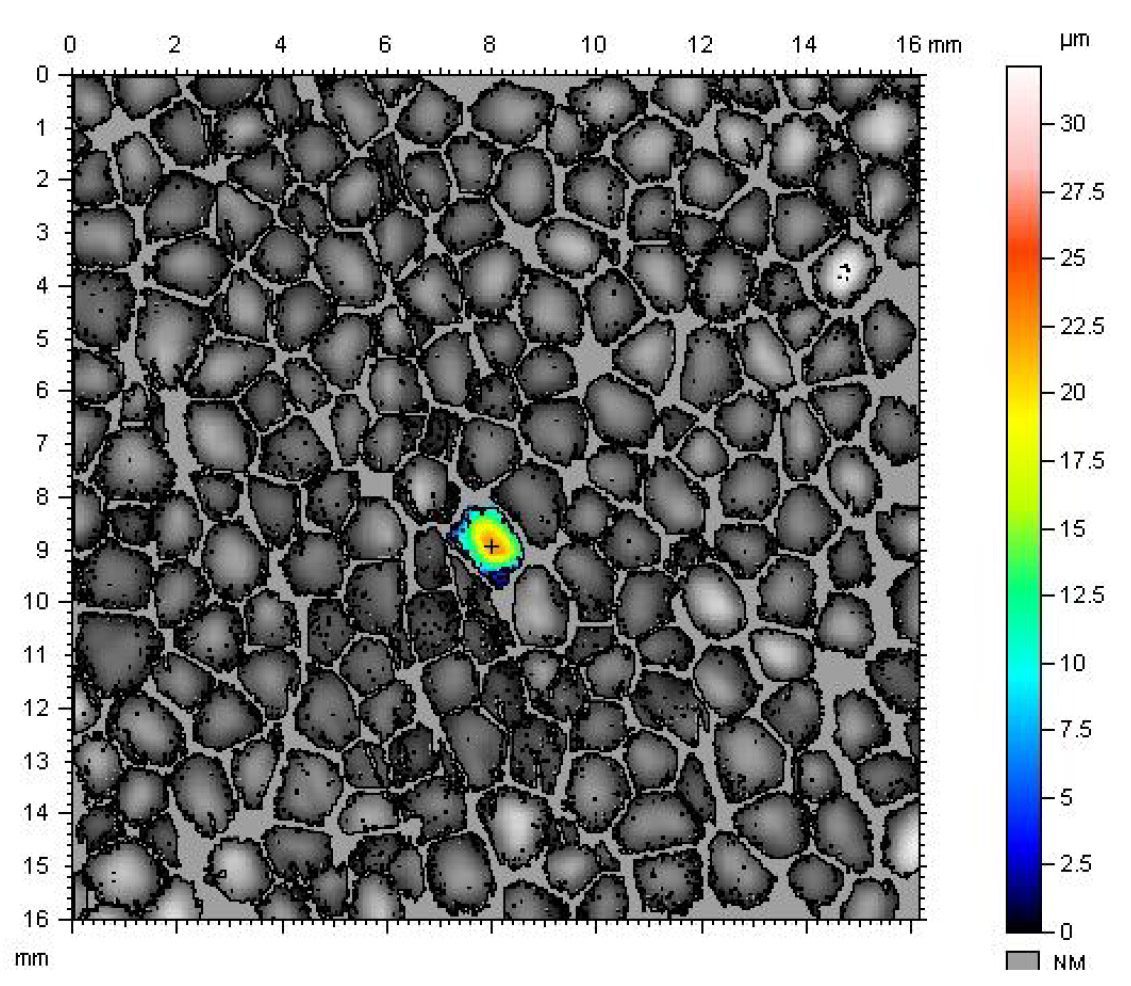
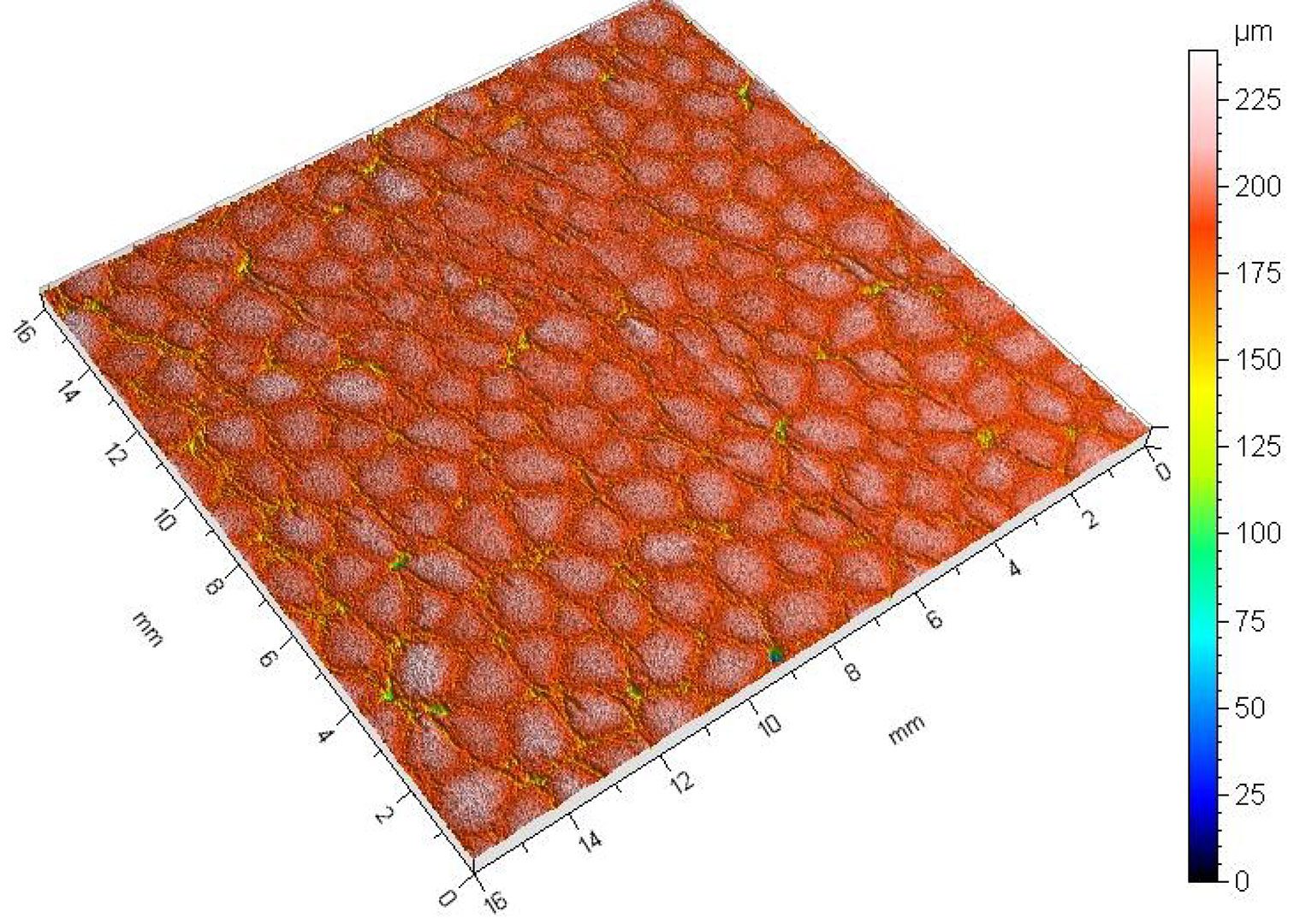
Bodenbeläge sind auf Langlebigkeit ausgelegt, unterliegen jedoch häufig der Abnutzung durch alltägliche Aktivitäten wie Bewegung und Möbelnutzung. Um ihre Langlebigkeit zu gewährleisten, verfügen die meisten Bodenbeläge über eine schützende Nutzschicht, die Beschädigungen widersteht. Die Dicke und Haltbarkeit der Nutzschicht variiert jedoch je nach Bodenbelagsart und Beanspruchungsgrad. Darüber hinaus weisen verschiedene Schichten innerhalb der Bodenbelagsstruktur, wie UV-Beschichtungen, Dekorschichten und Glasuren, unterschiedliche Abnutzungsraten auf. Hier kommt die progressive Verschleißkartierung ins Spiel. Mit dem NANOVEA T2000 Tribometer mit integriertem 3D berührungsloses ProfilometerEine präzise Überwachung und Analyse der Leistung und Langlebigkeit von Bodenbelagsmaterialien ist möglich. Durch detaillierte Einblicke in das Abnutzungsverhalten verschiedener Bodenbelagsmaterialien können Wissenschaftler und Techniker fundiertere Entscheidungen bei der Auswahl und Gestaltung neuer Bodenbelagssysteme treffen.
BEDEUTUNG DER PROGRESSIVEN VERSCHLEISSABBILDUNG FÜR BODENPLATTEN
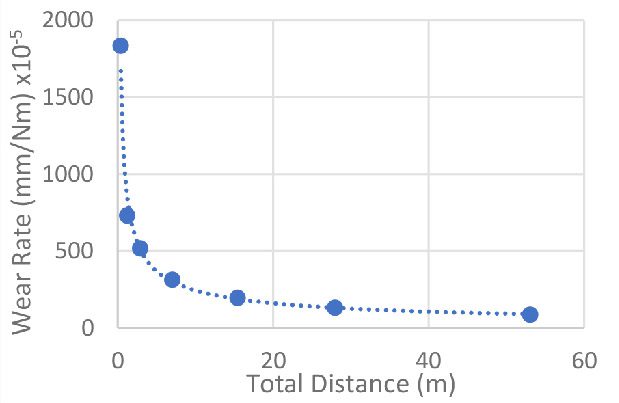
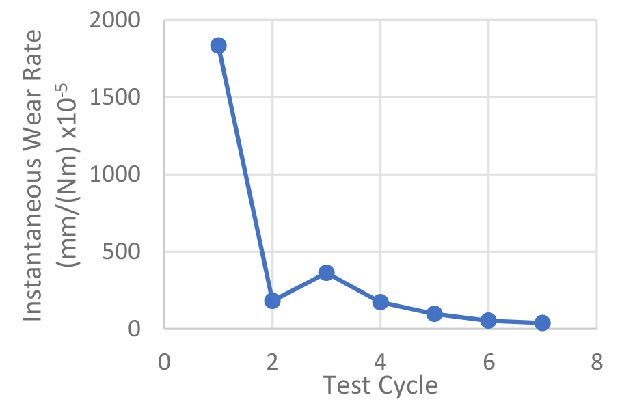
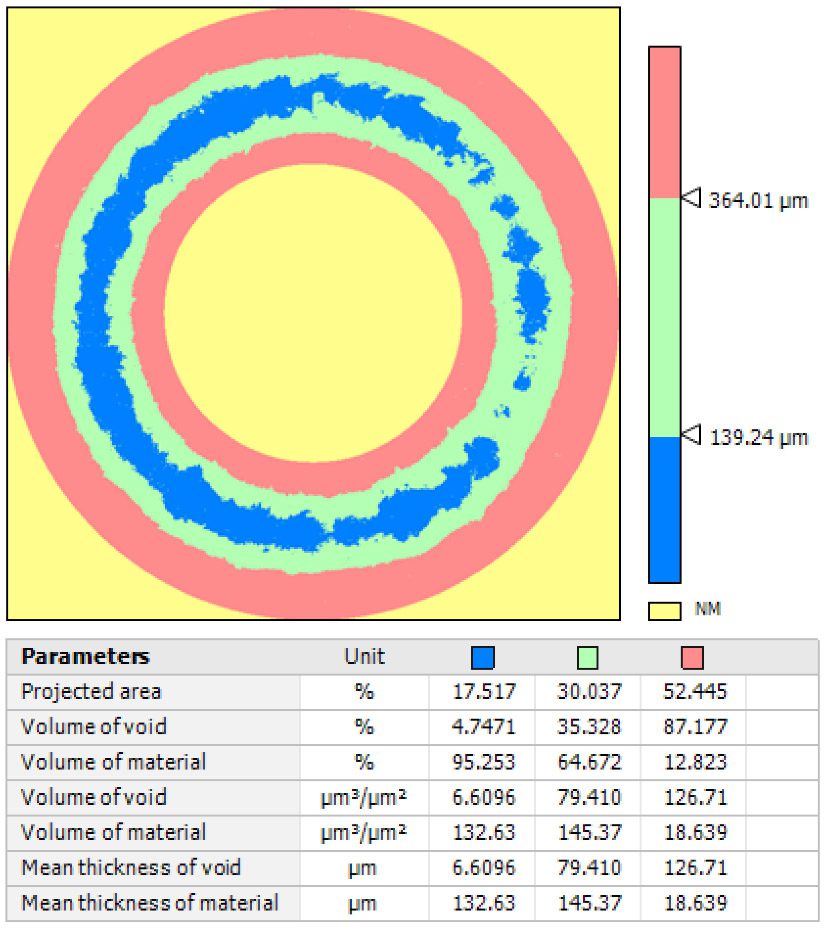
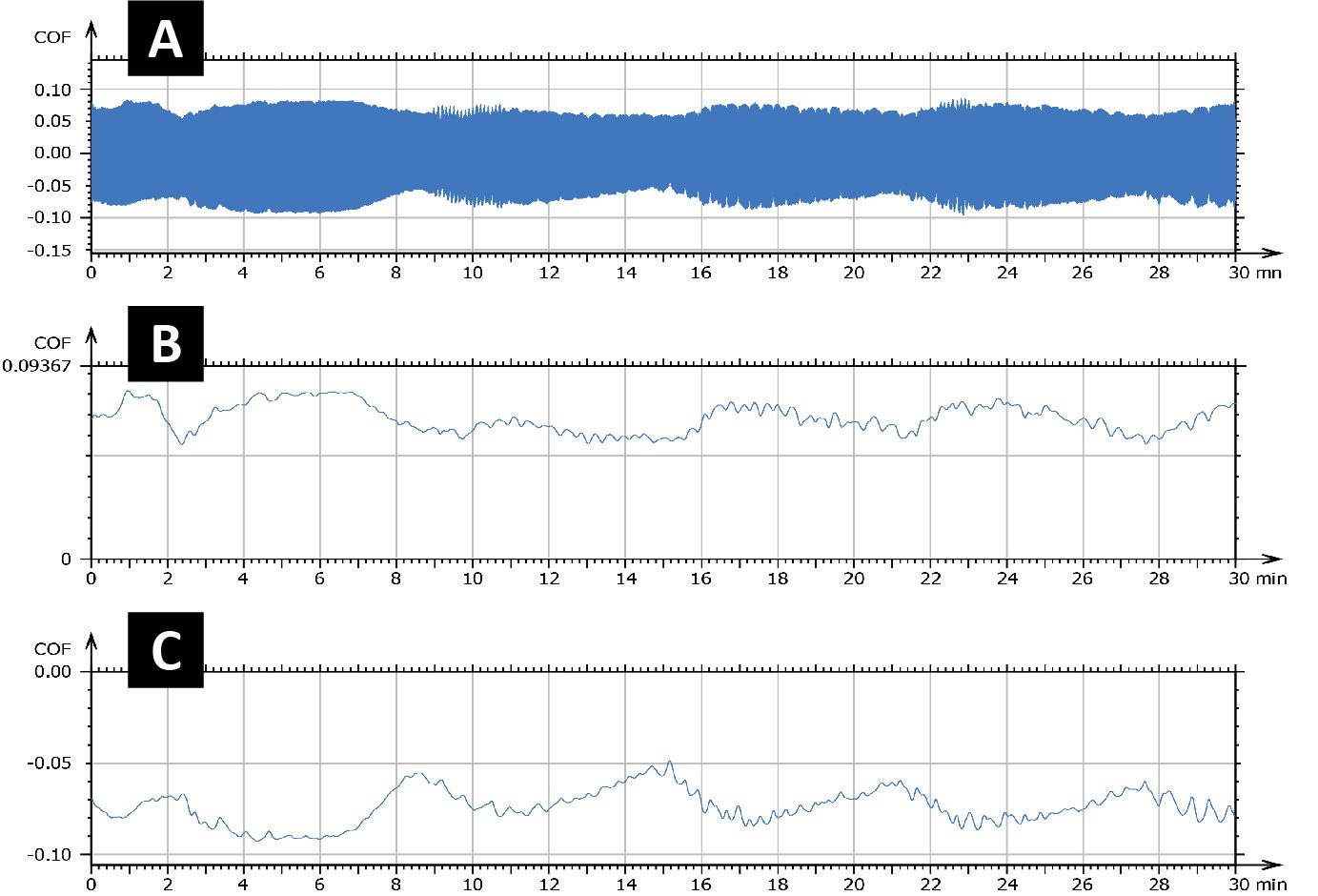
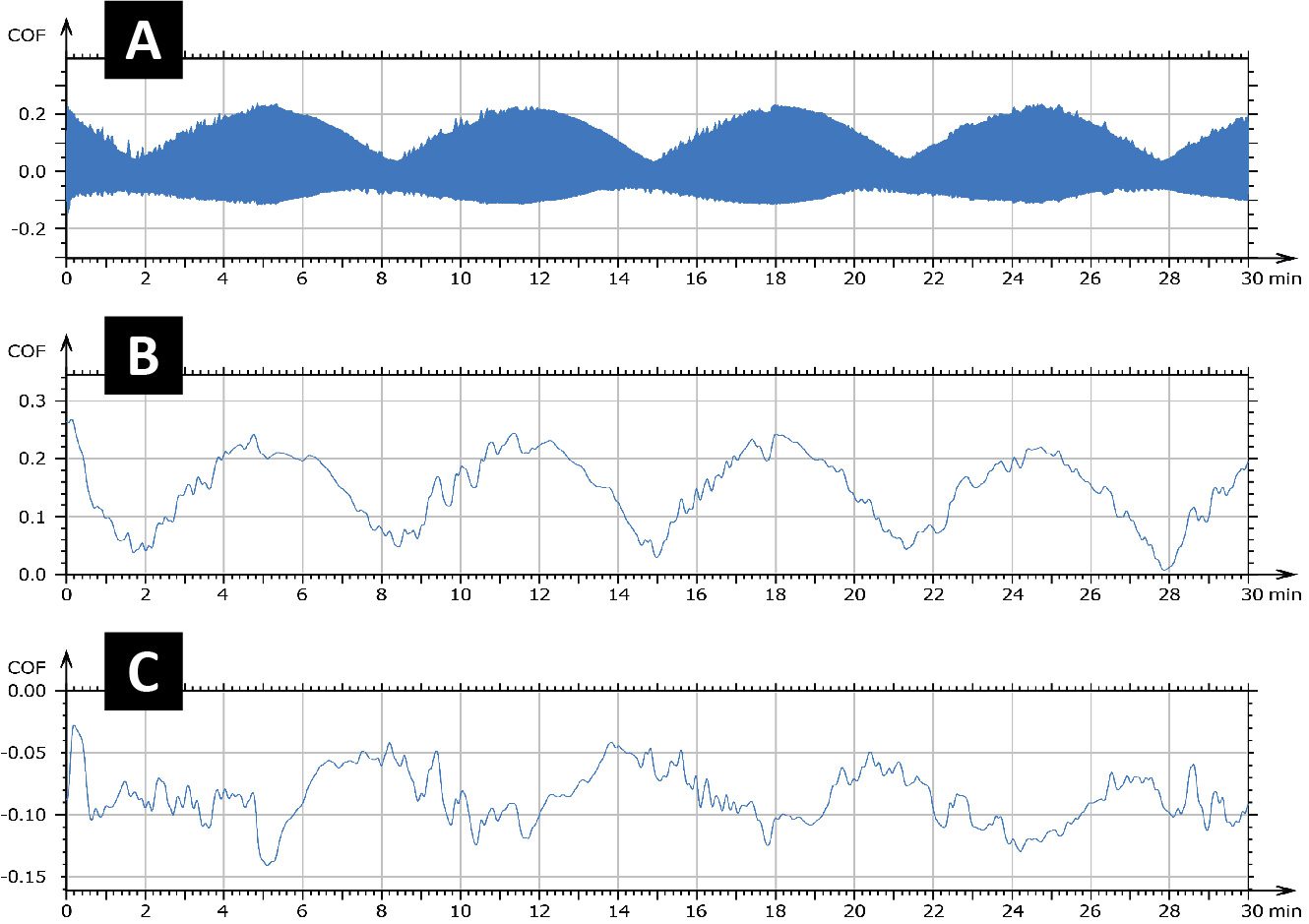
Bei der Prüfung von Bodenbelägen wird traditionell die Abnutzungsrate einer Probe untersucht, um ihre Beständigkeit gegen Verschleiß zu bestimmen. Mit der progressiven Abnutzungskartierung kann jedoch die Abnutzungsrate der Probe während des gesamten Tests analysiert werden, was wertvolle Einblicke in das Abnutzungsverhalten liefert. Diese eingehende Analyse ermöglicht Korrelationen zwischen Reibungsdaten und Verschleißrate, wodurch die Grundursachen des Verschleißes ermittelt werden können. Es ist zu beachten, dass die Verschleißraten bei Verschleißtests nicht konstant sind. Die Beobachtung des Verschleißverlaufs ermöglicht daher eine genauere Beurteilung des Verschleißes der Probe. Die Einführung der progressiven Abnutzungskartierung hat über die traditionellen Prüfmethoden hinaus zu bedeutenden Fortschritten auf dem Gebiet der Bodenbelagsprüfung beigetragen.