

INTRODUCTION
Le revêtement de verre autonettoyant crée une surface de verre facile à nettoyer qui empêche l'accumulation de saleté, de crasse et de taches. Sa caractéristique autonettoyante réduit considérablement la fréquence, le temps, l'énergie et les coûts de nettoyage, ce qui en fait un choix intéressant pour une variété d'applications résidentielles et commerciales, telles que les façades en verre, les miroirs, les verres de douche, les fenêtres et les pare-brise.
IMPORTANCE DE LA RÉSISTANCE À L'USURE DU REVÊTEMENT DE VERRE AUTONETTOYANT
Une application majeure du revêtement autonettoyant est la surface extérieure de la façade en verre des gratte-ciel. La surface du verre est souvent attaquée par des particules à haute vitesse transportées par des vents forts. Les conditions météorologiques jouent également un rôle important dans la durée de vie du revêtement en verre. Il peut être très difficile et coûteux de traiter la surface du verre et d'appliquer un nouveau revêtement lorsque l'ancien est défaillant. Par conséquent, la résistance à l'usure du revêtement en verre sous
Les différentes conditions météorologiques sont critiques.
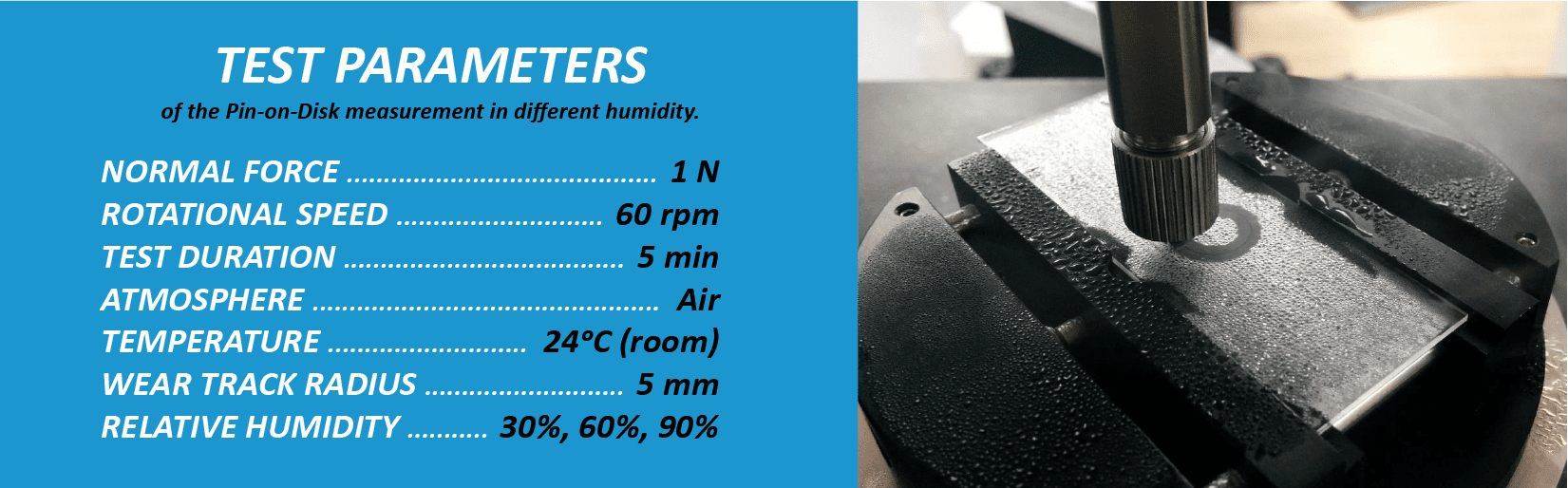
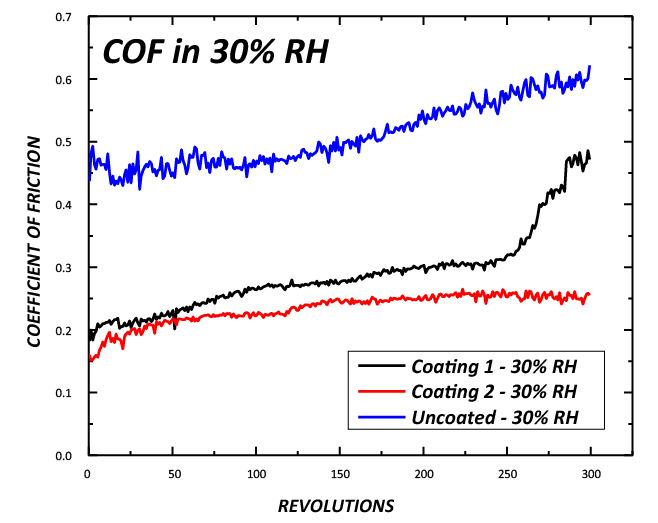
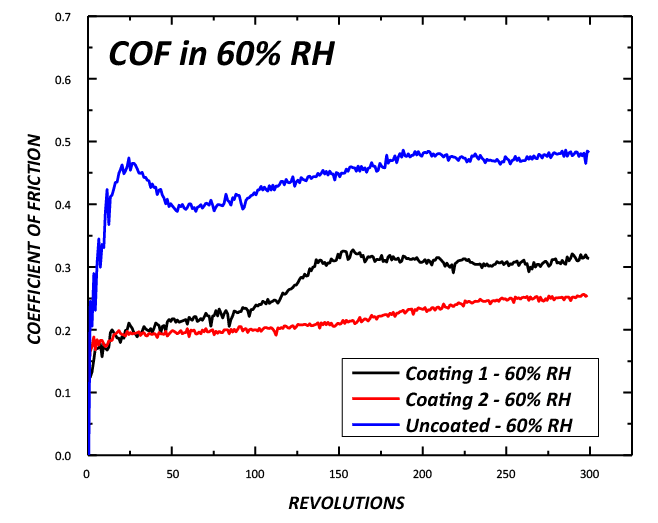
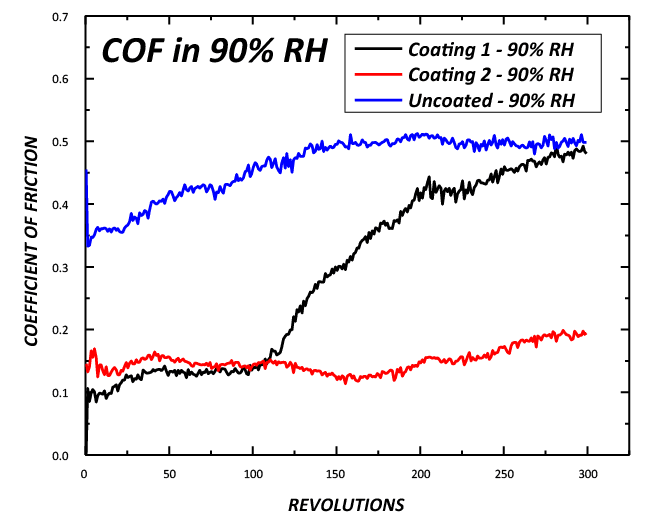
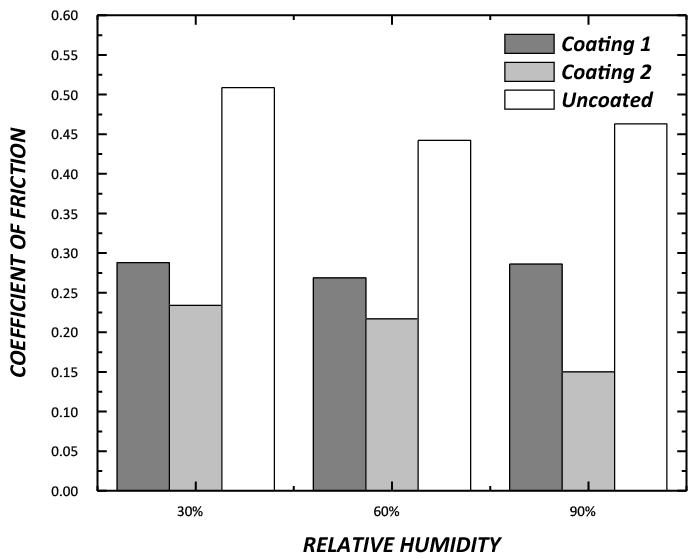
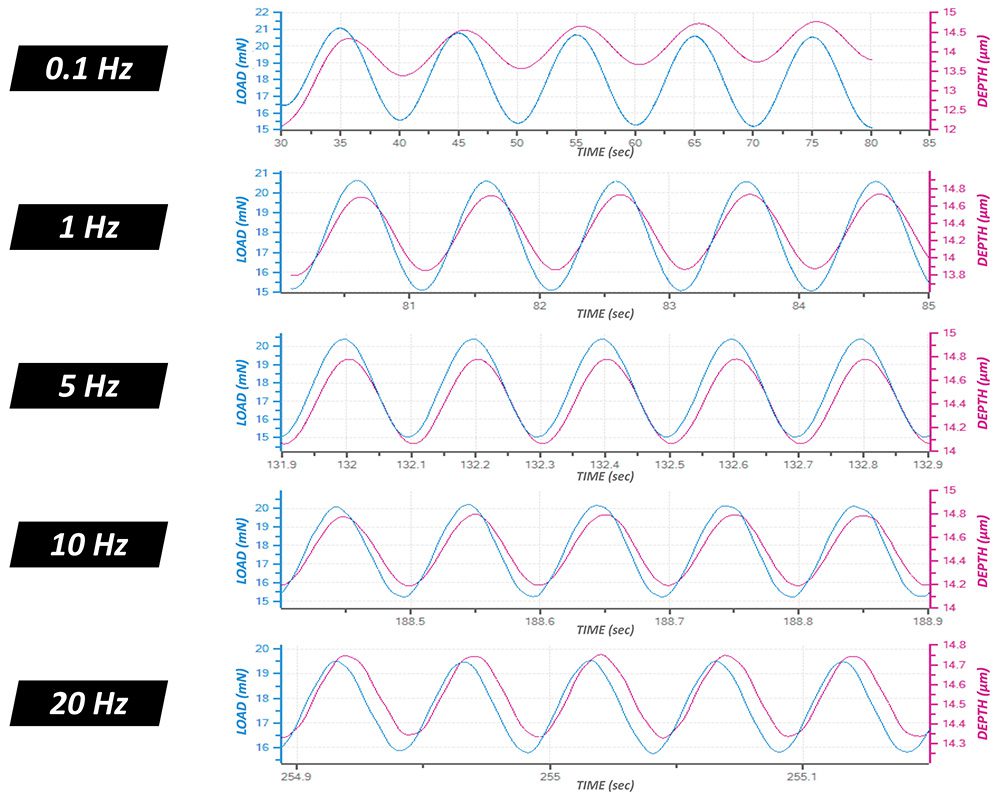
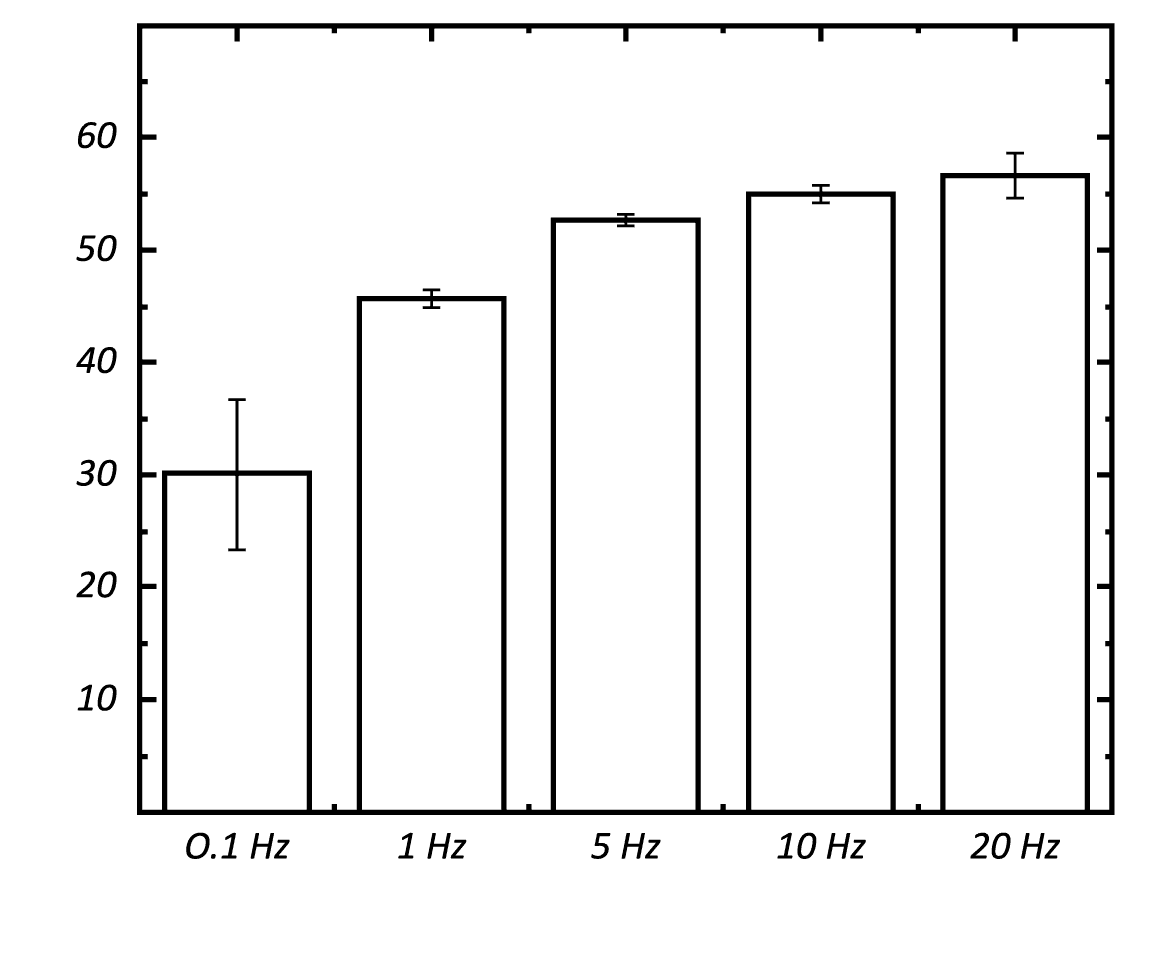
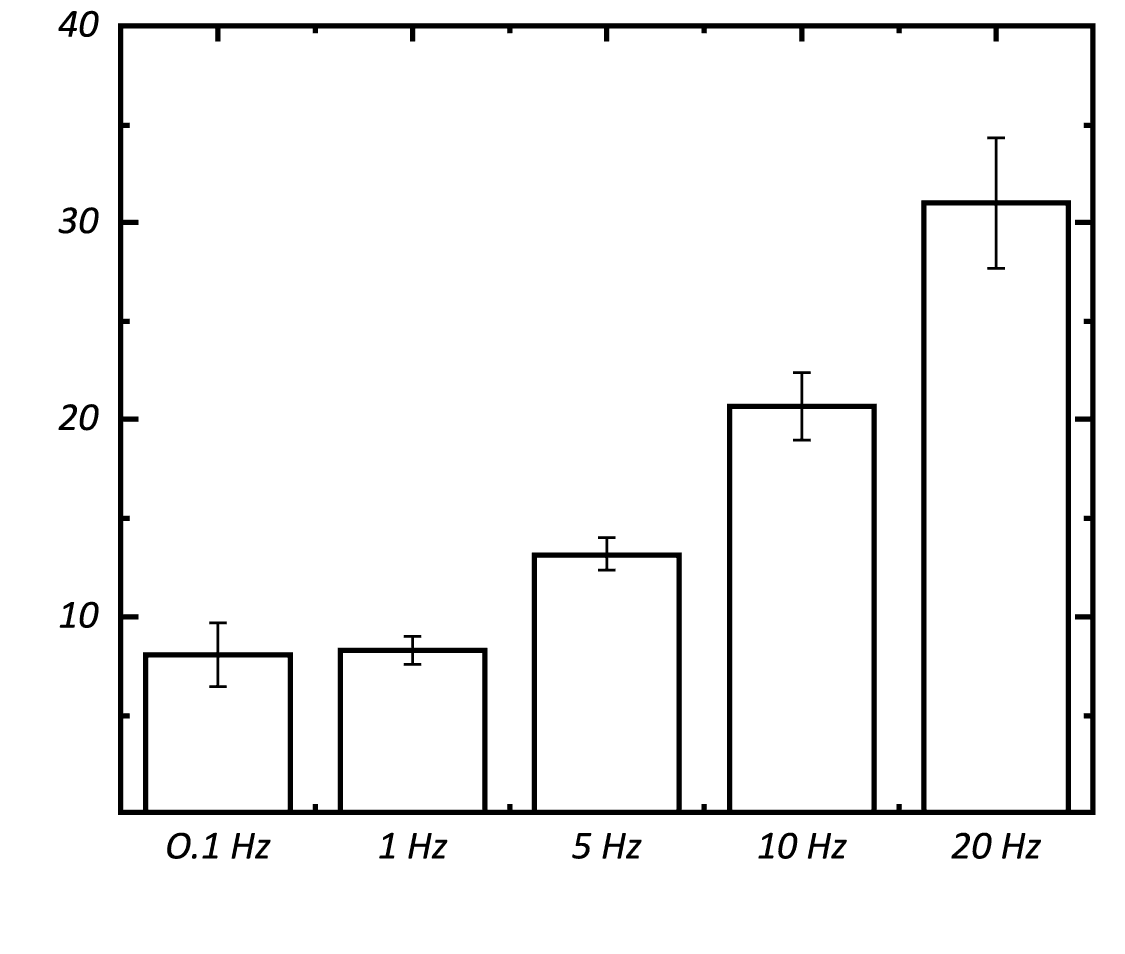
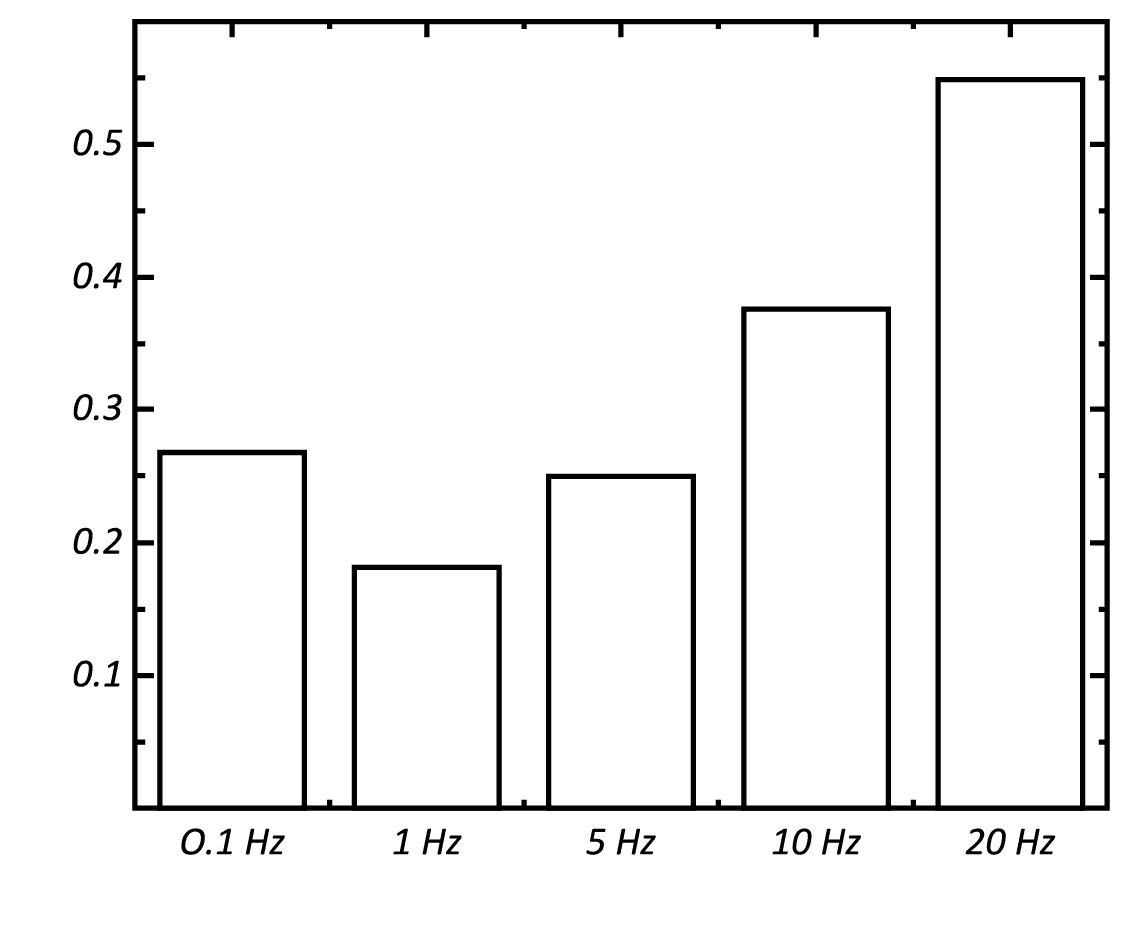
Afin de simuler les conditions environnementales réalistes du revêtement autonettoyant dans différentes conditions climatiques, une évaluation répétable de l'usure dans une humidité contrôlée et surveillée est nécessaire. Elle permet aux utilisateurs de comparer correctement la résistance à l'usure des revêtements autonettoyants exposés à différentes humidités et de sélectionner le meilleur candidat pour l'application visée.