
Os defeitos superficiais derivam do processamento de materiais e da fabricação de produtos. A inspeção de qualidade de superfície em linha garante o mais rígido controle de qualidade dos produtos finais. A Nanovea Perfilômetros 3D sem contato utilizam tecnologia confocal cromática com capacidade única de determinar a rugosidade de uma amostra sem contato. Vários sensores perfiladores podem ser instalados para monitorar a rugosidade e a textura de diferentes áreas do produto ao mesmo tempo. O limite de rugosidade calculado em tempo real pelo software de análise serve como uma ferramenta de aprovação/reprovação rápida e confiável.
OBJETIVO DA MEDIÇÃO
Neste estudo, o sistema transportador de inspeção de rugosidade Nanovea equipado com um sensor de ponto é usado para inspecionar a rugosidade superficial das amostras de acrílico e lixa. Mostramos a capacidade do profilômetro sem contato da Nanovea em fornecer uma inspeção rápida e confiável da rugosidade em linha em tempo real em uma linha de produção.

RESULTADOS E DISCUSSÃO
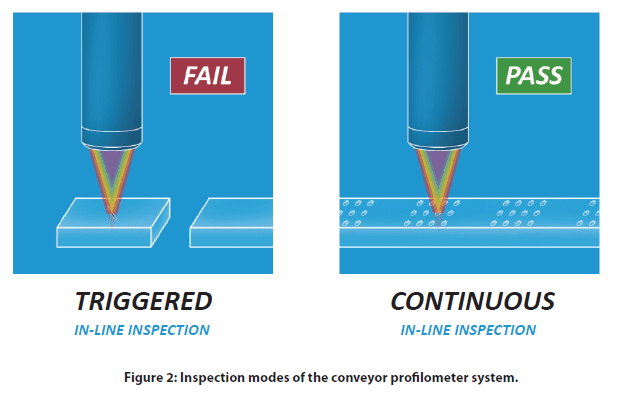
O sistema de profilômetro do transportador pode operar em dois modos, a saber, o Modo Gatilho e o Modo Contínuo. Como ilustrado na Figura 2, a rugosidade da superfície das amostras é medida quando elas passam sob as cabeças do profilômetro óptico sob o Modo Trigger. Em comparação, o Modo Contínuo permite a medição sem parar da rugosidade da superfície da amostra contínua, como por exemplo, folha metálica e tecido. Vários sensores ópticos de perfil podem ser instalados para monitorar e registrar a rugosidade de diferentes áreas de amostra.
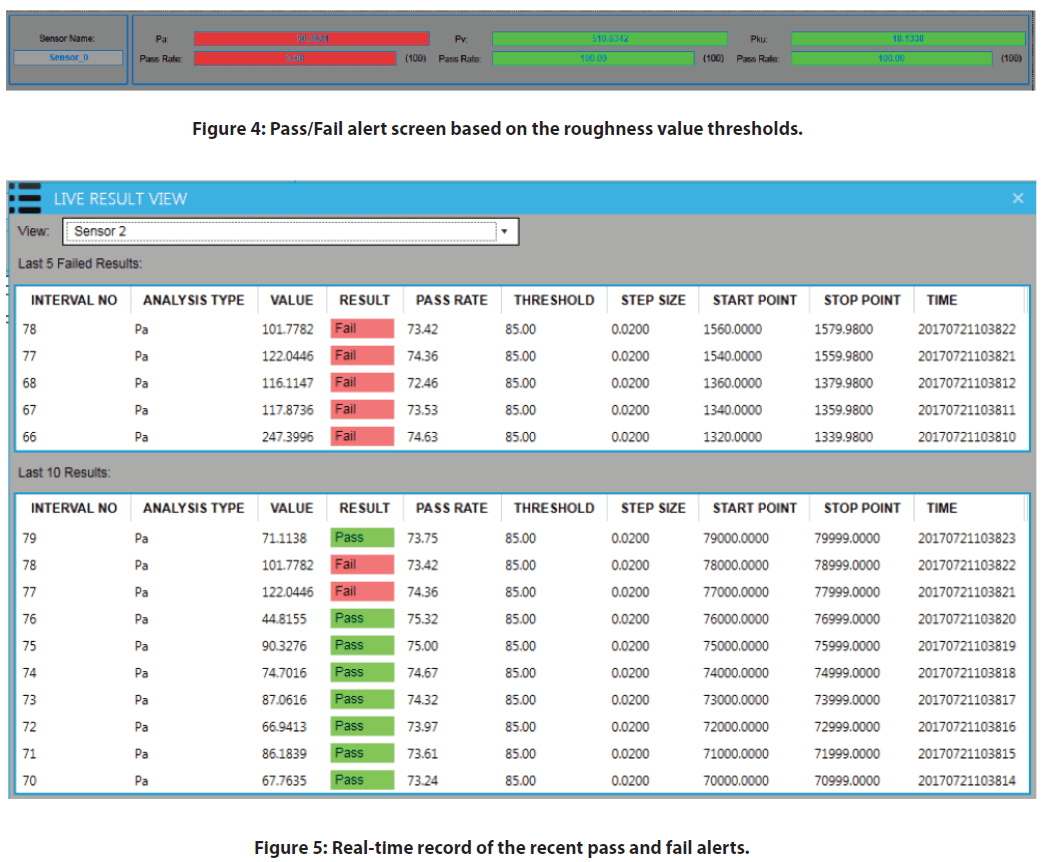
Durante a medição da rugosidade em tempo real, os alertas de aprovação e falha são exibidos nas janelas do software, como mostrado na Figura 4 e na Figura 5. Quando o valor de rugosidade está dentro dos limites indicados, a rugosidade medida é destacada na cor verde. Entretanto, o destaque fica vermelho quando a rugosidade da superfície medida está fora da faixa dos valores limiares estabelecidos. Isto fornece uma ferramenta para o usuário determinar a qualidade do acabamento superficial de um produto.
Nas seções seguintes, dois tipos de amostras, por exemplo, Acrílico e Lixa são usados para demonstrar os modos de Gatilho e Contínuo do sistema de Inspeção.


Modo disparo: Inspeção da superfície da amostra de acrílico
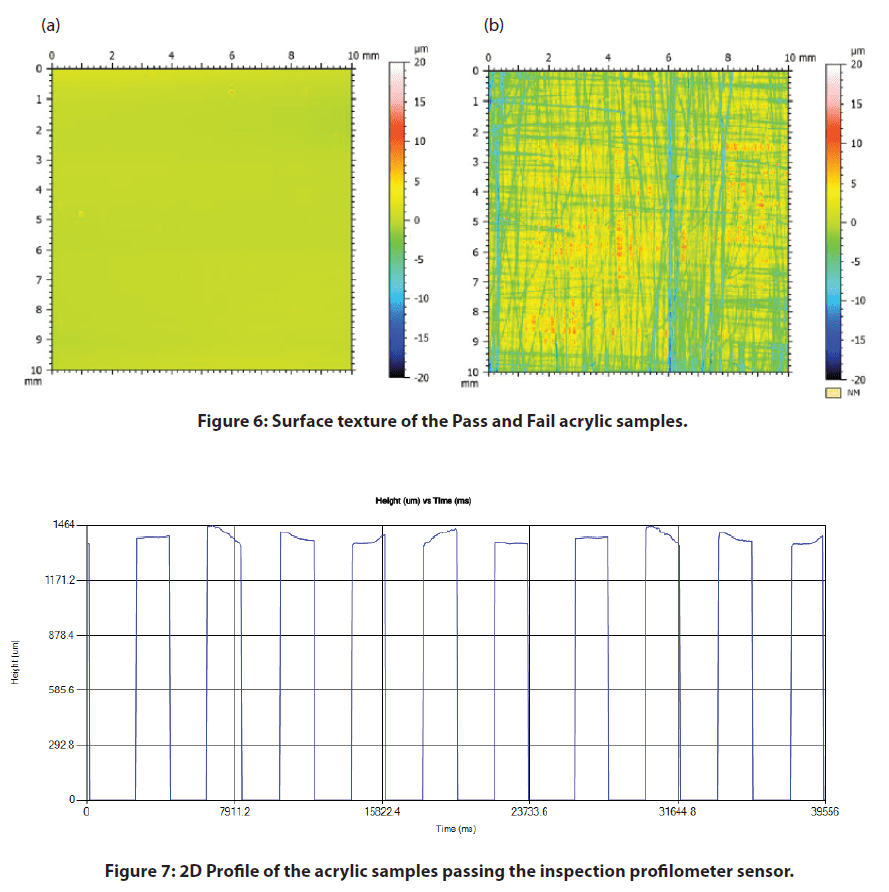
Uma série de amostras acrílicas são alinhadas na esteira transportadora e se movem sob a cabeça do profiler óptico como mostrado na Figura 1. A falsa vista colorida na Figura 6 mostra a mudança da altura da superfície. Algumas das amostras de acrílico com acabamento espelhado foram lixadas para criar uma textura de superfície rugosa, como mostrado na Figura 6b.
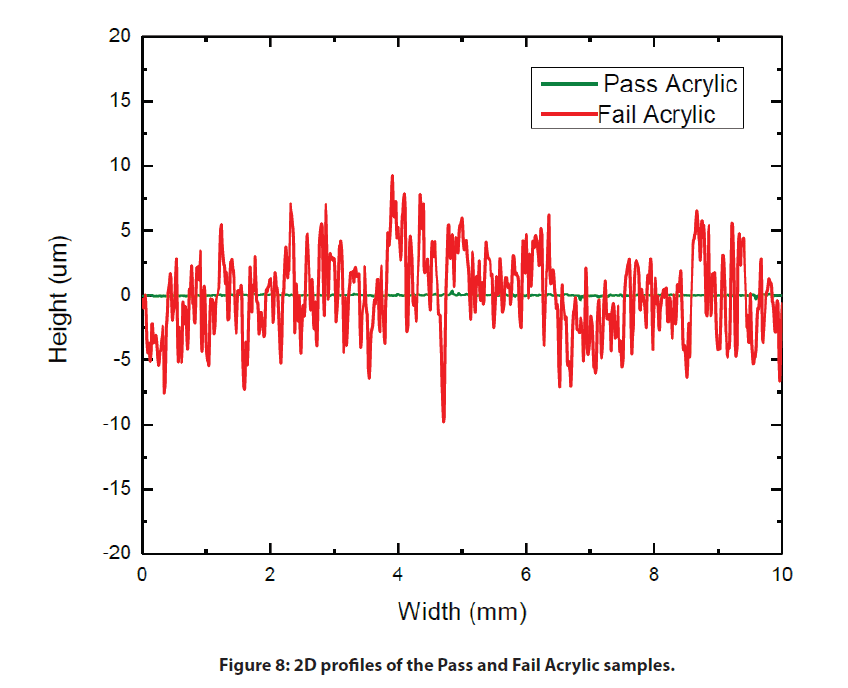
Como as amostras acrílicas se movem a uma velocidade constante sob a cabeça do profiler óptico, o perfil de superfície é medido como mostrado na Figura 7 e na Figura 8. O valor da rugosidade do perfil medido é calculado ao mesmo tempo e comparado com os valores limiares. O alerta vermelho de falha é lançado quando o valor de rugosidade estiver acima do limite estabelecido, permitindo aos usuários detectar e localizar imediatamente o produto defeituoso na linha de produção.
Modo Contínuo: Inspeção da superfície da amostra de lixa
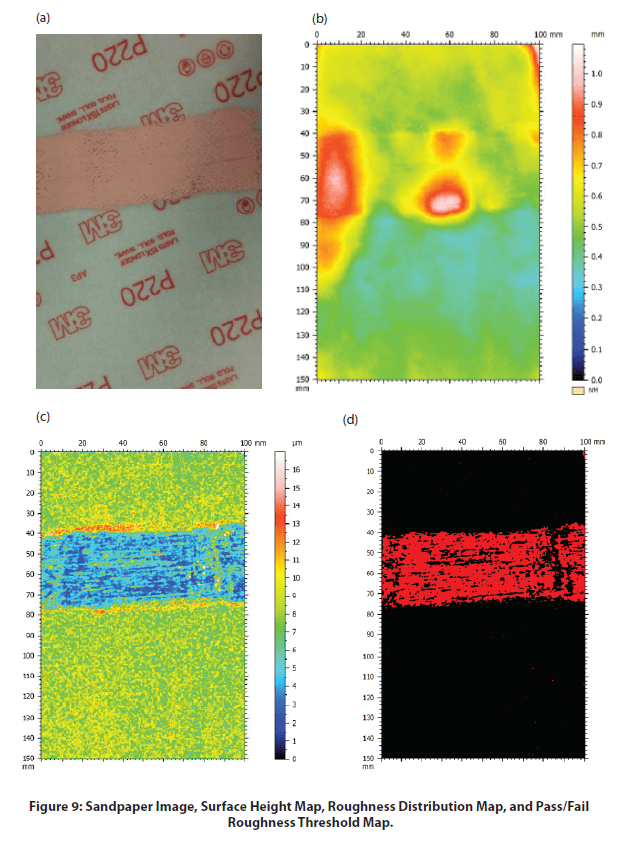
Mapa de Altura da Superfície, Mapa de Distribuição de Rugosidade e Mapa de Limite de Rugosidade de Passo/Falha da superfície da amostra de lixa, como mostrado na Figura 9. A amostra de lixa tem um par de picos mais altos na parte usada, como mostrado no mapa da altura da superfície. As diferentes cores no palete da Figura 9C representam o valor de rugosidade da superfície local. O Mapa de Rugosidade exibe uma rugosidade homogênea na área intacta da amostra de lixa, enquanto a área usada é destacada na cor azul escuro, indicando o valor reduzido de rugosidade nesta região. Um limiar de rugosidade Pass/Failness threshold pode ser estabelecido para localizar tais regiões, como mostrado na Figura 9D.
Como a lixa passa continuamente sob o sensor de perfil em linha, o valor da rugosidade local em tempo real é calculado e registrado como plotado na Figura 10. Os alertas de aprovação/falha são exibidos na tela do software com base nos valores limiares de rugosidade definidos, servindo como uma ferramenta rápida e confiável para o controle de qualidade. A qualidade da superfície do produto na linha de produção é inspecionada in situ para descobrir áreas defeituosas a tempo.

CONCLUSÃO
Nesta aplicação, mostramos o Nanovea Conveyor Profilometer equipado com um sensor óptico sem contato funciona como uma ferramenta confiável de controle de qualidade em linha de forma eficaz e eficiente.
O sistema de inspeção pode ser instalado na linha de produção para monitorar a qualidade da superfície dos produtos in situ. O limiar de rugosidade funciona como um critério confiável para determinar a qualidade da superfície dos produtos, permitindo aos usuários perceberem os produtos defeituosos a tempo. Dois modos de inspeção, o Modo Trigger e o Modo Contínuo, são fornecidos para atender à exigência de inspeção em diferentes tipos de produtos.
Os dados mostrados aqui representam apenas uma parte dos cálculos disponíveis no software de análise. Os Nanovea Profilometers medem praticamente qualquer superfície em campos como Semicondutor, Microeletrônica, Solar, Fibra Óptica, Automotivo, Aeroespacial, Metalurgia, Usinagem, Revestimentos, Farmacêutico, Biomédico, Ambiental e muitos outros.









