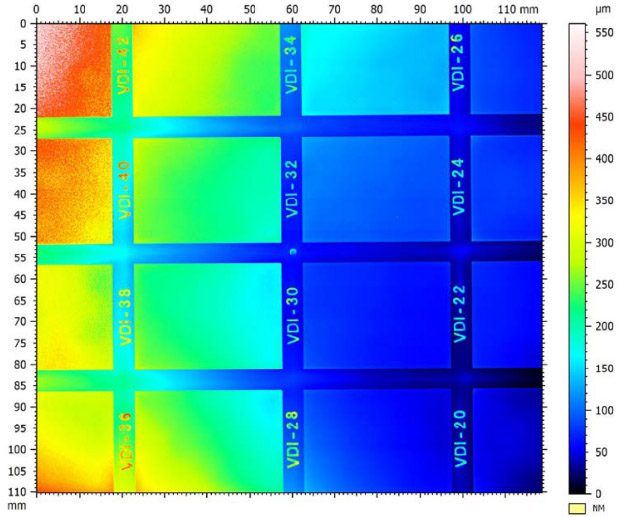
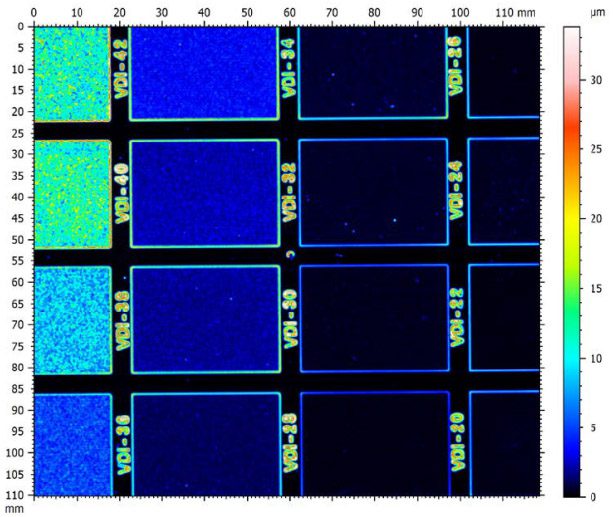
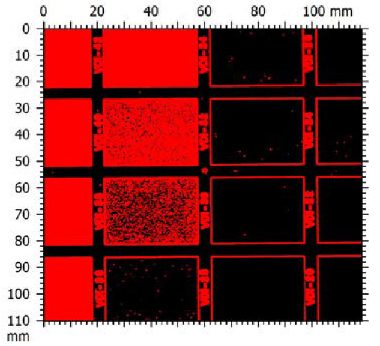
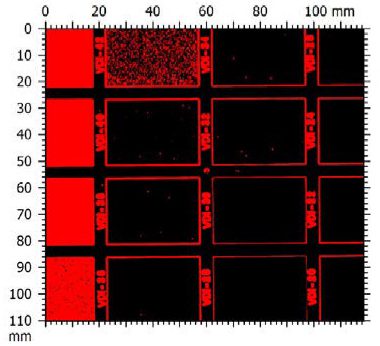
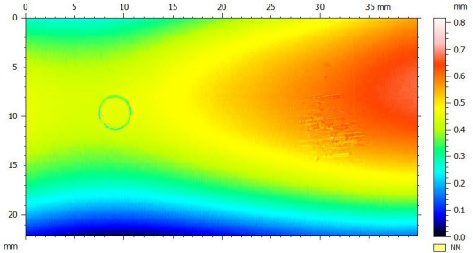
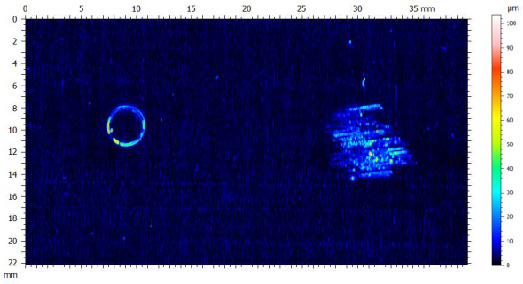
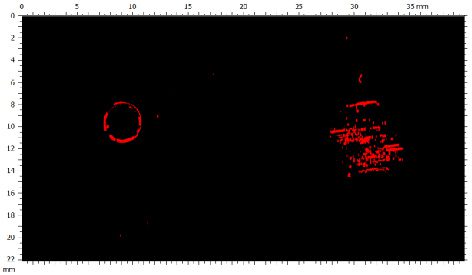
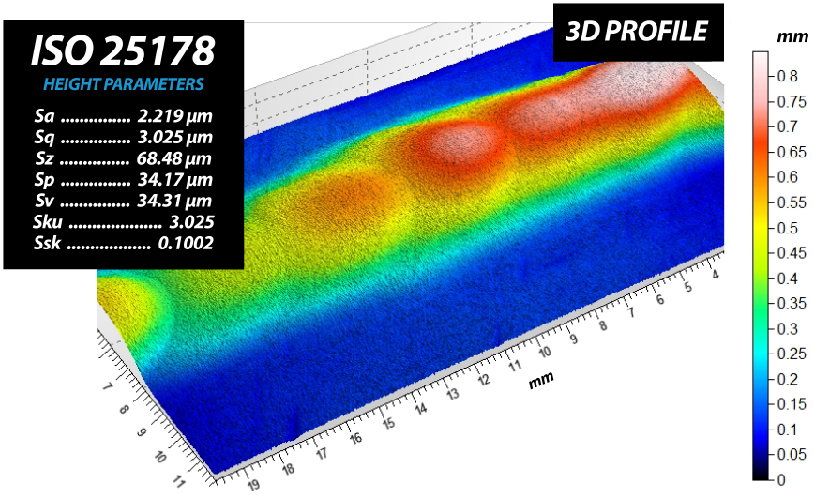
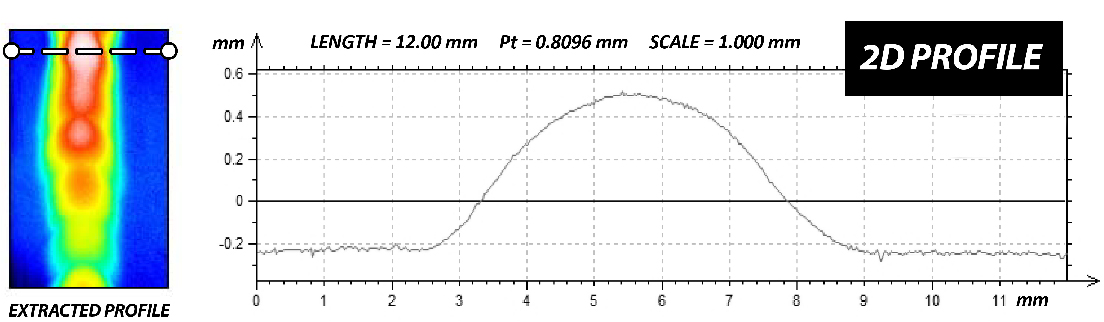
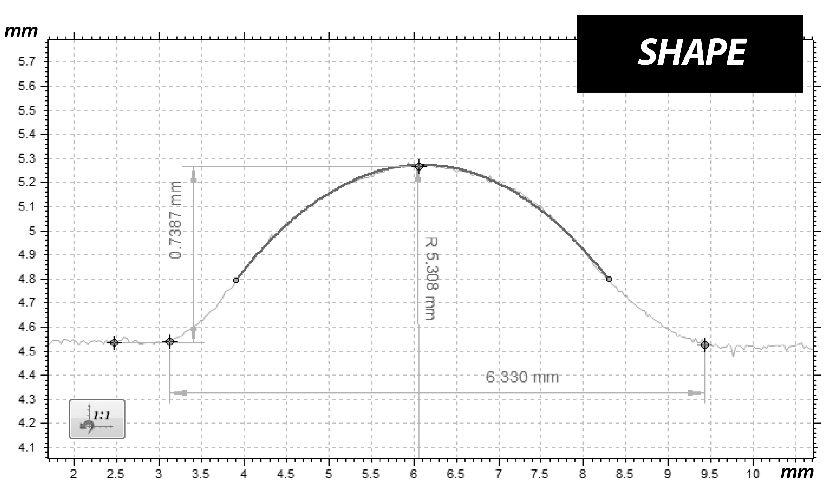
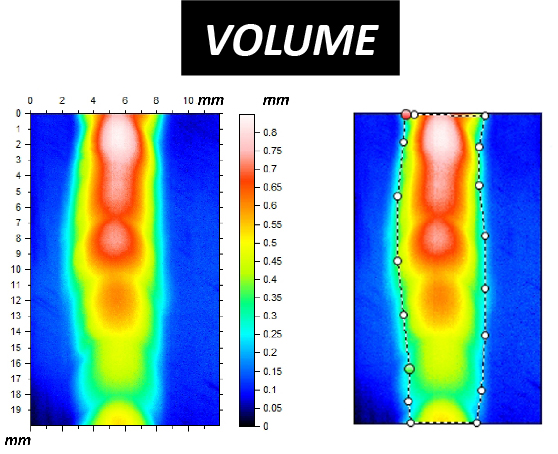
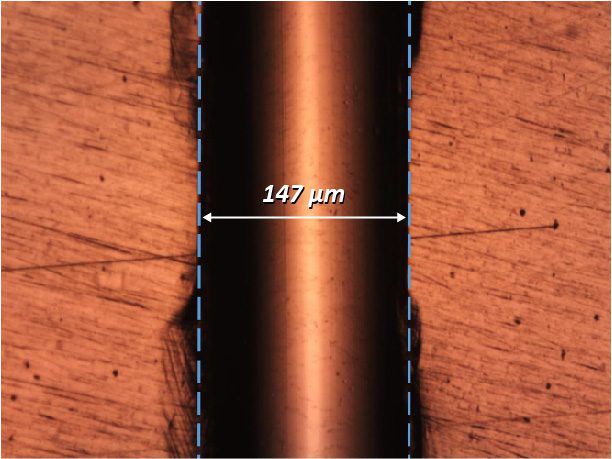
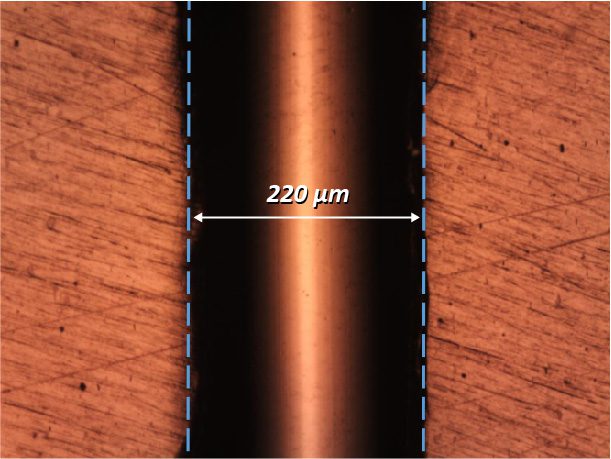
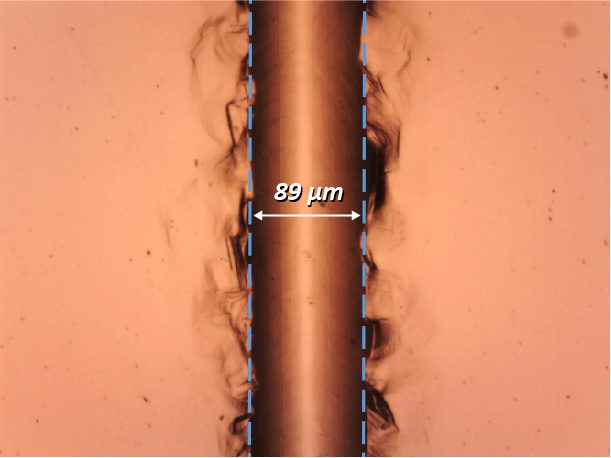
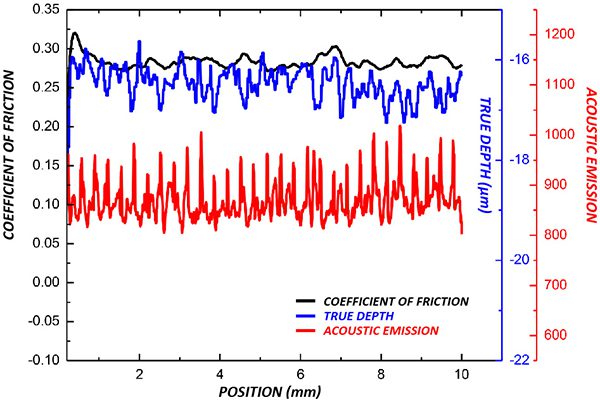
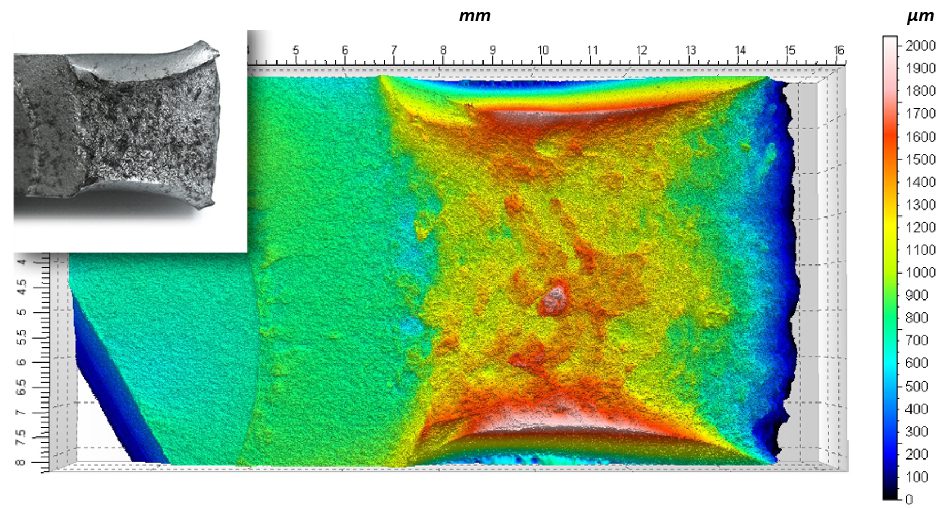
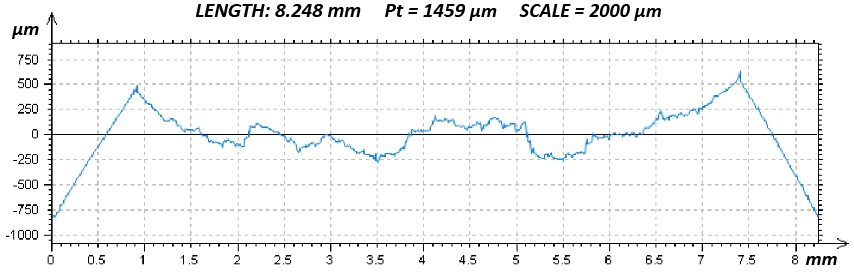
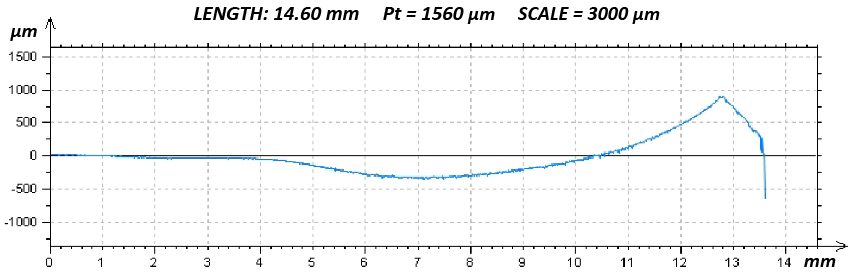
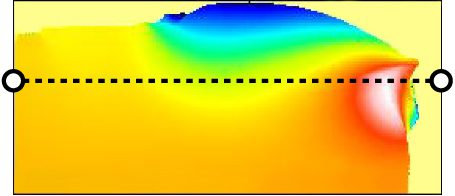
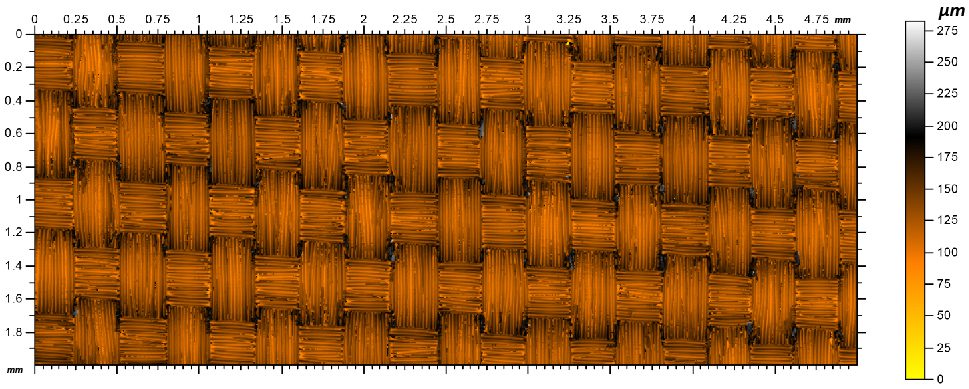
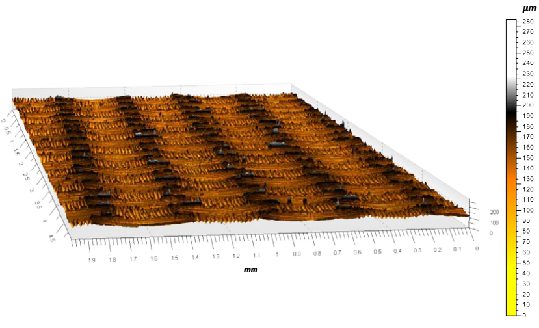
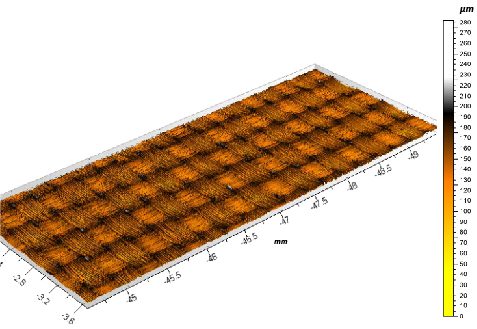
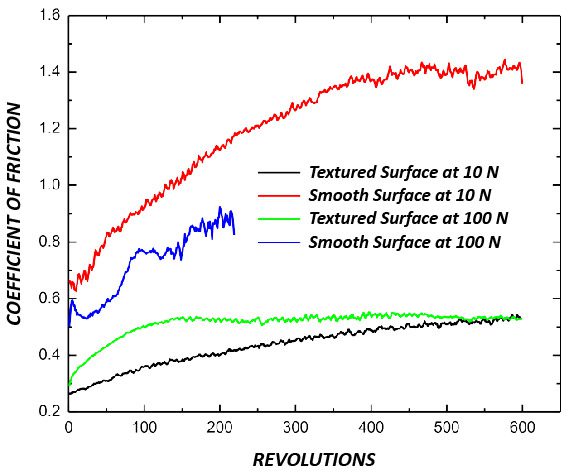
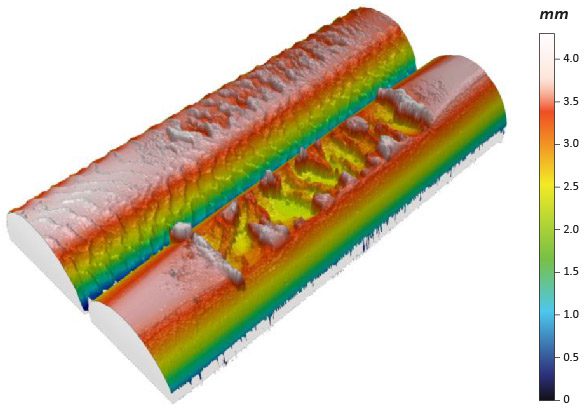
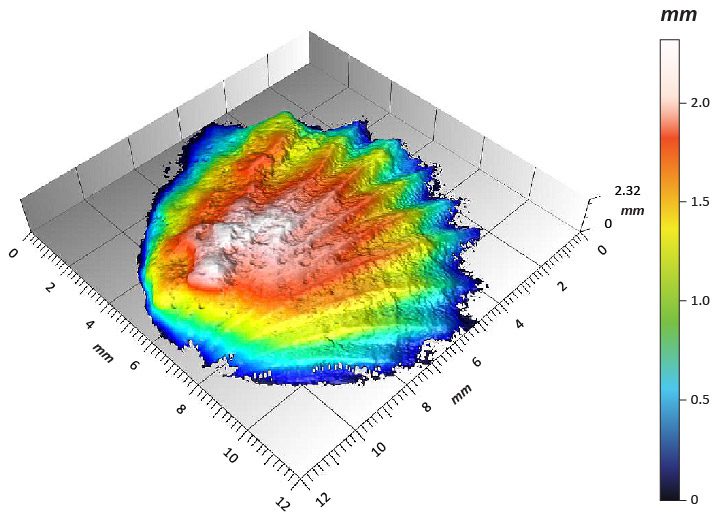
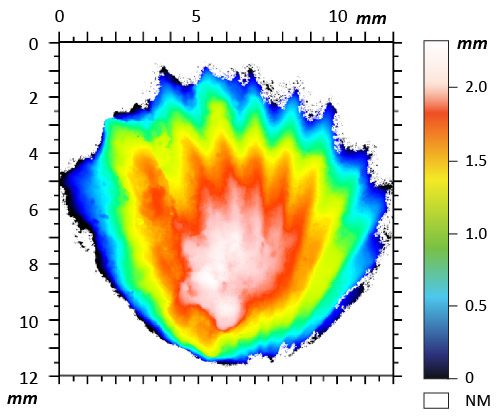
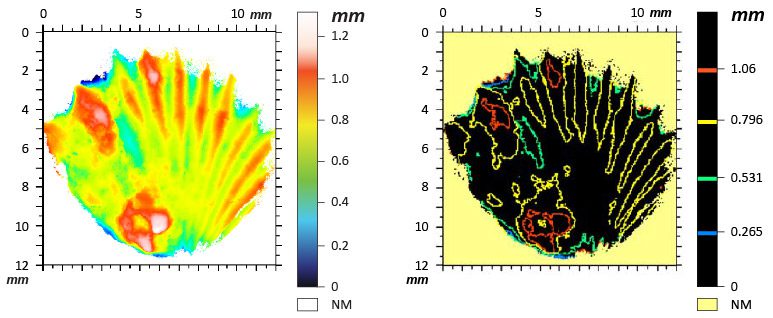
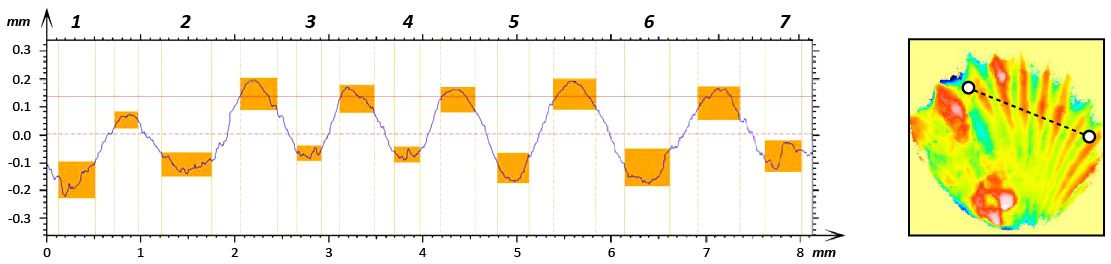
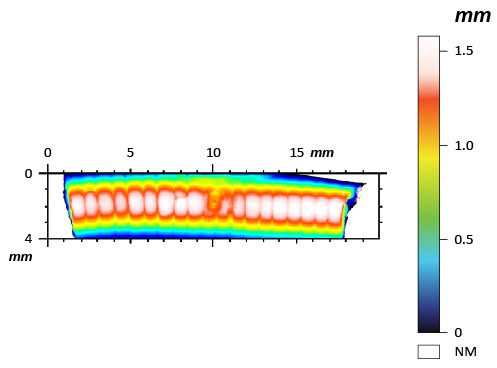
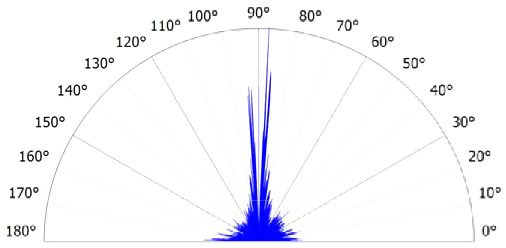
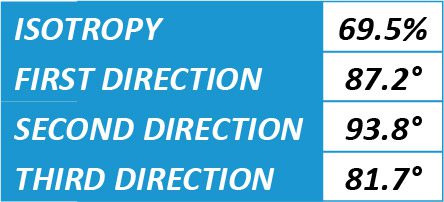
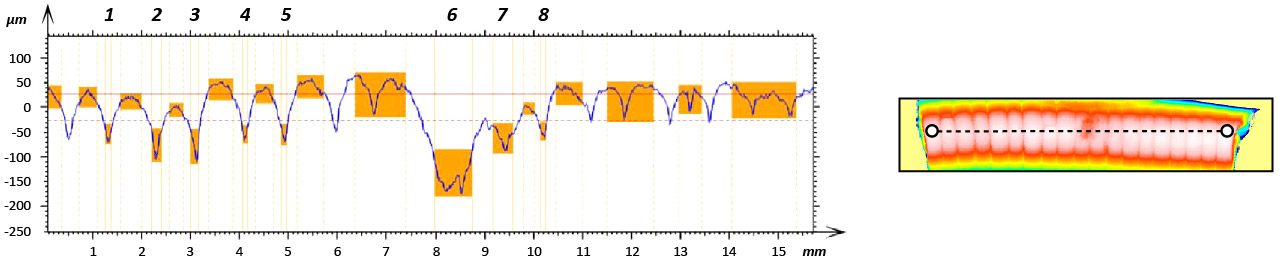
Na każdej próbce przeprowadzono cztery testy zużycia pin-on-disk przy różnej liczbie obrotów (100, 150, 300 i 800 cykli) w celu monitorowania ewolucji zużycia. Morfologia powierzchni próbek została zmierzona za pomocą urządzenia NANOVEA 3D Non-Contact Profiler w celu określenia chropowatości powierzchni przed przeprowadzeniem testów zużycia. Wszystkie próbki miały porównywalną chropowatość powierzchni około 1 μm, jak pokazano na RYS. 1. COF był rejestrowany in situ podczas testów zużycia, jak pokazano na RYSUNKU 2. RYSUNEK 4 przedstawia ewolucję śladów zużycia po 100, 150, 300 i 800 cyklach, a RYSUNEK 3 podsumował średnią szybkość zużycia różnych próbek na różnych etapach procesu zużycia.
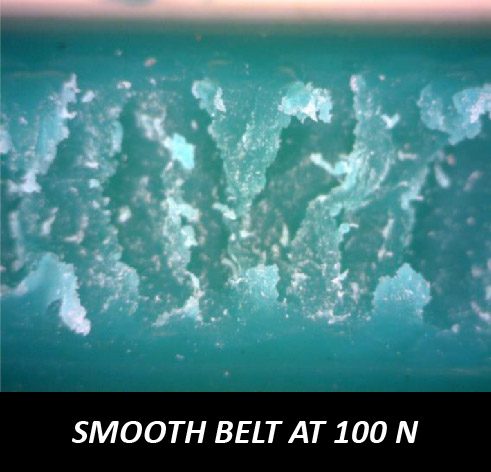
W porównaniu z wartością COF wynoszącą ~0,07 dla pozostałych trzech próbek, próbka A wykazuje znacznie wyższy współczynnik COF wynoszący ~0,15 na początku, który stopniowo wzrasta i staje się stabilny na poziomie ~0,3 po 300 cyklach zużycia. Tak wysoki COF przyspiesza proces zużycia i powoduje powstanie znacznej ilości odłamków lakieru, jak pokazano na RYS. 4 - warstwa wierzchnia próbki A zaczęła być usuwana w ciągu pierwszych 100 obrotów. Jak pokazano na RYSUNKU 3, próbka A wykazuje najwyższy wskaźnik zużycia ~5 μm2/N w pierwszych 300 cyklach, który nieznacznie spada do ~3,5 μm2/N ze względu na lepszą odporność na zużycie metalowego podłoża. Warstwa wierzchnia próbki C zaczyna się psuć po 150 cyklach zużycia, jak pokazano na RYSUNKU 4, na co wskazuje również wzrost COF na RYSUNKU 2.
Dla porównania, próbka B i próbka D wykazują ulepszone właściwości tribologiczne. Próbka B utrzymuje niski współczynnik COF przez cały czas trwania testu - współczynnik COF nieznacznie wzrasta z ~0,05 do ~0,1. Taki efekt smarowania znacznie zwiększa jej odporność na zużycie - po 800 cyklach zużycia warstwa wierzchnia nadal zapewnia doskonałą ochronę podkładu znajdującego się pod nią. Najniższy średni współczynnik zużycia wynoszący tylko ~0,77 μm2/N został zmierzony dla próbki B po 800 cyklach. Warstwa wierzchnia próbki D zaczyna się rozwarstwiać po 375 cyklach, co odzwierciedla gwałtowny wzrost COF na RYS. 2. Średnia szybkość zużycia próbki D wynosi ~1,1 μm2/N przy 800 cyklach.
W porównaniu do konwencjonalnych pomiarów ścieralności Tabera, Tribometr NANOVEA zapewnia dobrze kontrolowane, kwantyfikowalne i wiarygodne oceny zużycia, które zapewniają powtarzalną ocenę i kontrolę jakości komercyjnych farb podłogowych/automatycznych. Co więcej, zdolność do pomiarów in situ COF pozwala użytkownikom skorelować różne etapy procesu zużycia z ewolucją COF, co jest krytyczne dla poprawy fundamentalnego zrozumienia mechanizmu zużycia i charakterystyki trybologicznej różnych powłok lakierniczych.