INTRODUÇÃO
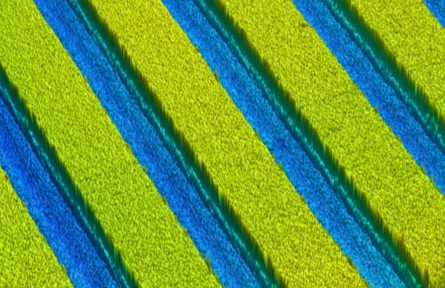
A rugosidade e a textura da superfície são fatores críticos que afetam a qualidade final e o desempenho de um produto. Uma compreensão completa da rugosidade, da textura e da consistência da superfície é essencial para selecionar as melhores medidas de processamento e controle. A inspeção em linha rápida, quantificável e confiável das superfícies dos produtos é necessária para identificar os produtos defeituosos a tempo e otimizar as condições da linha de produção.
IMPORTÂNCIA DO PROFILÔMETRO 3D SEM CONTATO PARA A INSPEÇÃO DE SUPERFÍCIE EM LINHA
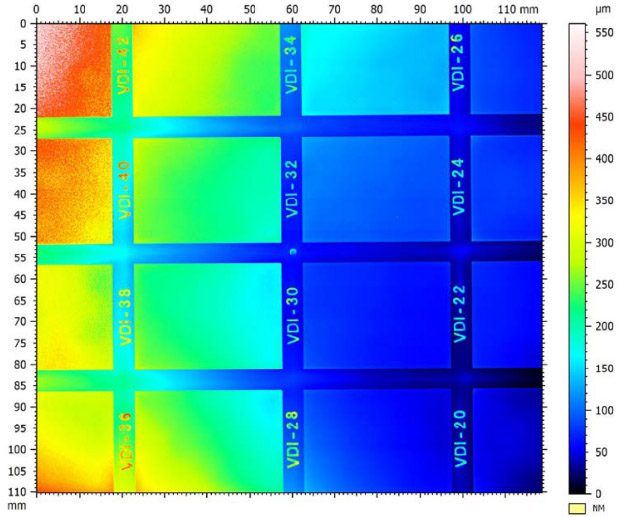
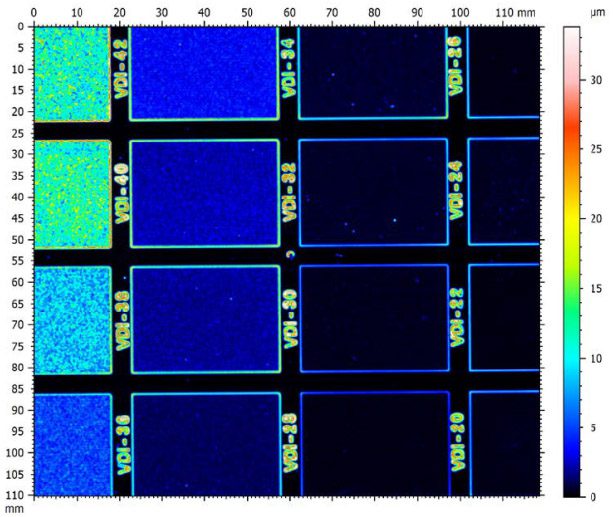
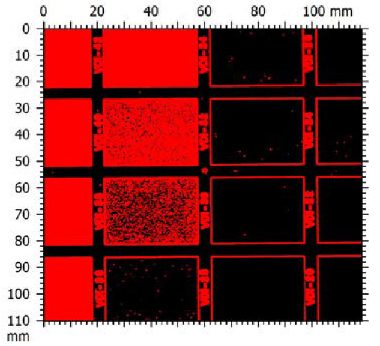
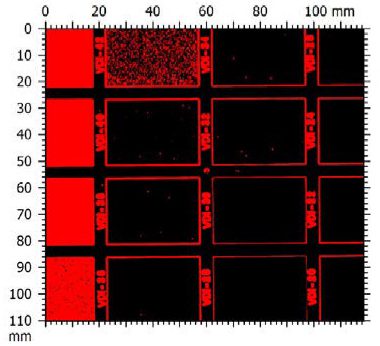
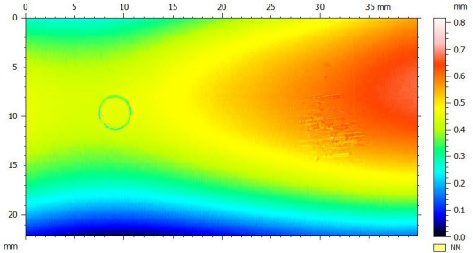
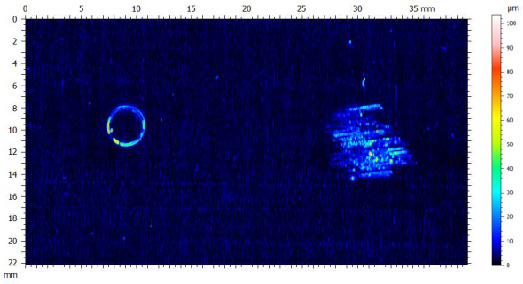
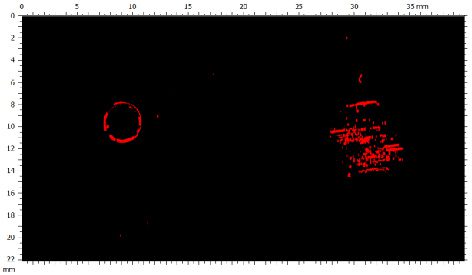
Defeitos superficiais em produtos resultam do processamento de materiais e da fabricação do produto. A inspeção de qualidade de superfície em linha garante o mais rigoroso controle de qualidade dos produtos finais. NANOVEA Perfiladores ópticos 3D sem contato utilizam a tecnologia Chromatic Light com capacidade exclusiva para determinar a rugosidade de uma amostra sem contato. O sensor de linha permite a digitalização do perfil 3D de uma grande superfície em alta velocidade. O limite de rugosidade, calculado em tempo real pelo software de análise, serve como uma ferramenta de aprovação/reprovação rápida e confiável.