类别。轮廓测量测试
动态负载摩擦学
简介
磨损几乎发生在每一个工业部门,并造成了约0.75%的GDP成本1。摩擦学研究对于提高生产效率、应用性能以及保护材料、能源和环境至关重要。在广泛的摩擦学应用中,振动和振荡不可避免地发生。过度的外部振动加速了磨损过程,降低了服务性能,导致机械部件出现灾难性的故障。
传统的死荷载摩擦仪通过质量砝码施加正常载荷。这样的加载技术不仅将加载选项限制在一个恒定的负载上,而且在高负载和高速度下产生强烈的不可控振动,导致磨损行为评估的局限性和不一致性。可靠地评估受控振荡对材料磨损行为的影响,对于不同工业应用中的研发和质量控制是可取的。
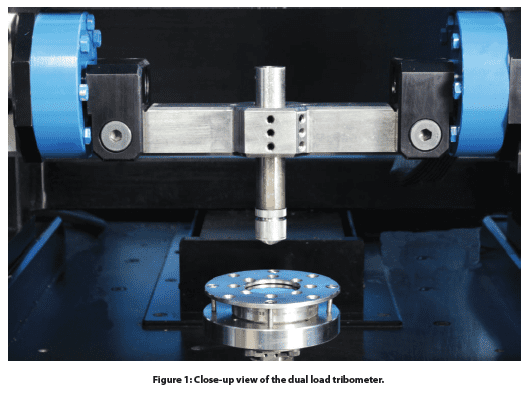
Nanovea 突破性的高负载 摩擦仪 具有动态负载控制系统,最大负载能力为 2000 N。先进的气动压缩空气加载系统使用户能够评估材料在高正常载荷下的摩擦学行为,并具有抑制磨损过程中产生的不良振动的优点。因此,可以直接测量负载,无需旧设计中使用的缓冲弹簧。并联电磁体振荡加载模块可施加良好控制的振荡,所需振幅高达 20 N,频率高达 150 Hz。
摩擦力是直接根据施加到上支架的侧向力进行高精度测量的。现场监测位移,从而深入了解测试样品磨损行为的演变。受控振荡载荷下的磨损测试还可以在腐蚀、高温、潮湿和润滑环境中进行,以模拟摩擦学应用的真实工作条件。集成高速 非接触式轮廓仪 在几秒钟内自动测量磨损轨迹形态和磨损量。
测量目标
在这项研究中,我们展示了Nanovea T2000动态负载摩擦仪在研究不同涂层和金属样品在受控振荡负载条件下的摩擦学行为的能力。
测试程序
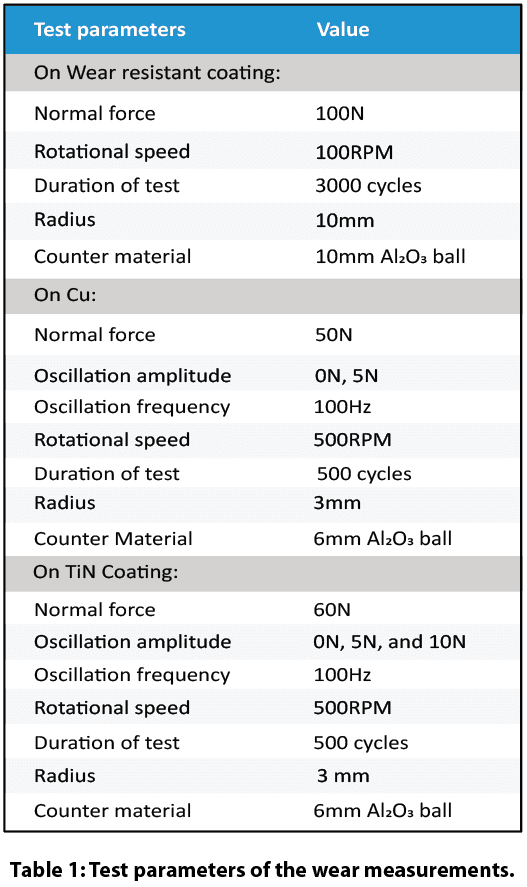
通过Nanovea T2000摩擦仪和传统的死负荷摩擦仪,按照ASTM G992的规定,使用销轴在盘上的设置,评估和比较了300微米厚的耐磨涂层的摩擦学行为,例如摩擦系数,COF和耐磨性。
通过 Nanovea T2000 摩擦试验机的动态负载摩擦学模式,对受控振荡下的 6 mm Al203 球的单独 Cu 和 TiN 涂层样品进行了评估。
测试参数汇总于表1。
集成的三维轮廓仪配备了线传感器,在测试后自动扫描磨损轨迹,在几秒钟内提供最准确的磨损量测量。
结果和讨论
气动负载系统与死负载系统
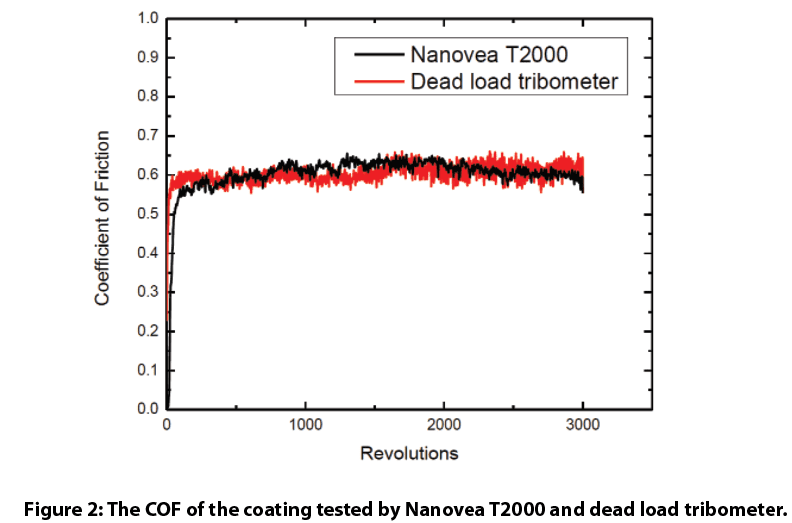
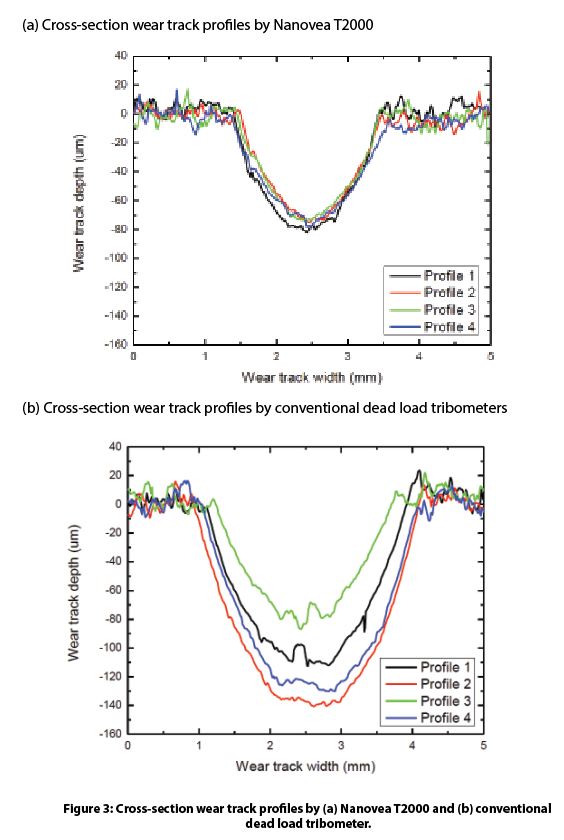
使用Nanovea T2000摩擦仪对耐磨涂层的摩擦学行为与传统的死负荷(DL)摩擦仪进行了比较。图2显示了涂层COF的变化。我们观察到涂层在磨损测试中表现出了相当的COF值~0.6。然而,图3中不同位置的20个横截面图表明,在死负荷系统下,涂层经历了更严重的磨损。
在高负荷和高速度下,死负载系统的磨损过程产生了强烈的振动。接触面的巨大集中压力与高滑动速度相结合,产生大量的重量和结构振动,导致加速磨损。传统的死负荷摩擦仪使用质量砝码来施加负荷。这种方法在较低的接触载荷和温和的磨损条件下是可靠的;然而,在较高的载荷和速度的侵蚀性磨损条件下,显著的振动导致砝码反复弹跳,造成不均匀的磨损轨迹,导致不可靠的摩擦学评估。计算出的磨损率为8.0±2.4 x 10-4 mm3/N m,显示出高磨损率和大的标准偏差。
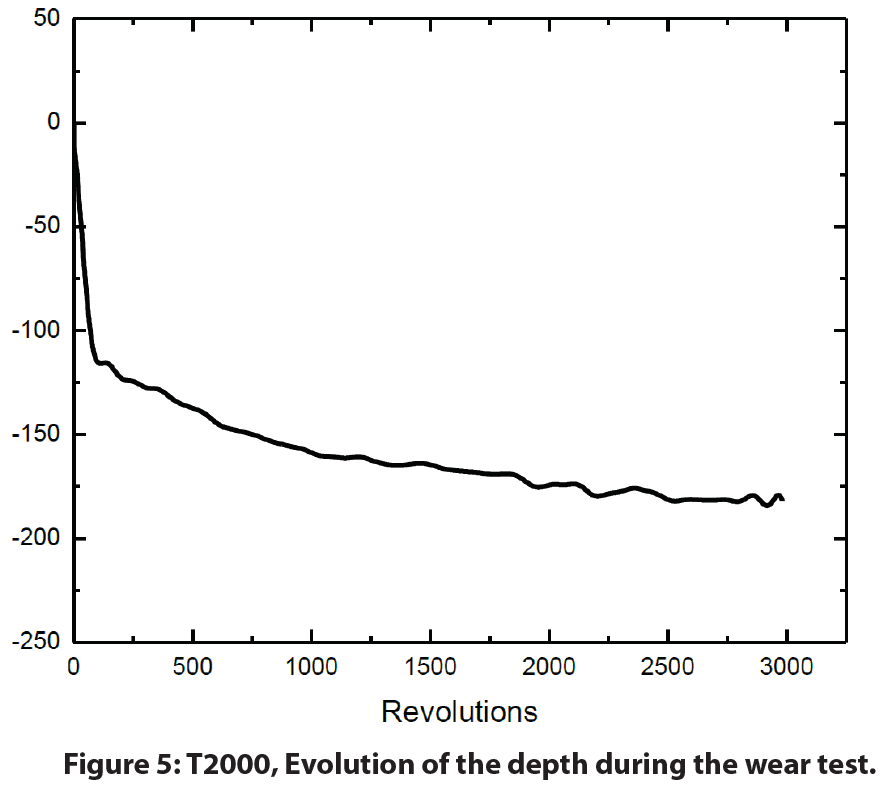
Nanovea T2000摩擦仪设计有一个动态控制负载系统,以抑制振荡。它用压缩空气施加正常载荷,最大限度地减少了磨损过程中产生的不必要的振动。此外,主动闭环加载控制确保在整个磨损测试过程中施加恒定的载荷,测针跟随磨损轨迹的深度变化。如图3a所示,测得的磨损轨迹轮廓明显更加一致,从而使磨损率低至3.4±0.5 x 10-4 mm3/N m。
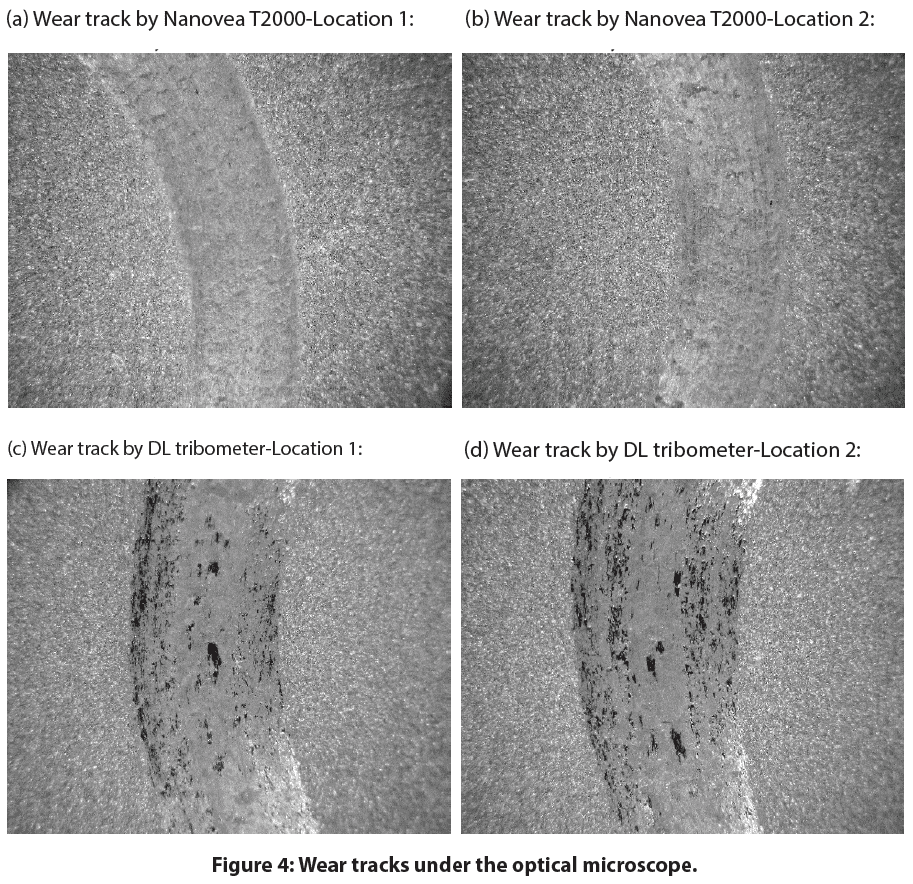
图4所示的磨损轨迹分析证实了Nanovea T2000摩擦仪的气动压缩空气加载系统进行的磨损测试,与传统的死负荷摩擦仪相比,产生了更平滑、更一致的磨损轨迹。此外,Nanovea T2000摩擦仪在磨损过程中测量测针位移,进一步了解现场磨损行为的进展。
铜样品磨损的可控振荡
Nanovea T2000摩擦仪的平行振荡加载电磁铁模块使用户能够研究控制振幅和频率振荡对材料磨损行为的影响。如图6所示,Cu样品的COF被就地记录。在第一次330转的测量中,铜样品表现出恒定的COF~0.3,标志着在界面上形成了稳定的接触和相对平滑的磨损轨迹。随着磨损试验的继续,COF的变化表明磨损机制的变化。相比之下,在50N的振幅控制下的磨损试验表现出不同的磨损行为:COF在磨损过程开始时迅速增加,并在整个磨损试验中表现出明显的变化。COF的这种行为表明,在正常载荷中施加的振荡在接触处的不稳定滑动状态中起了作用。
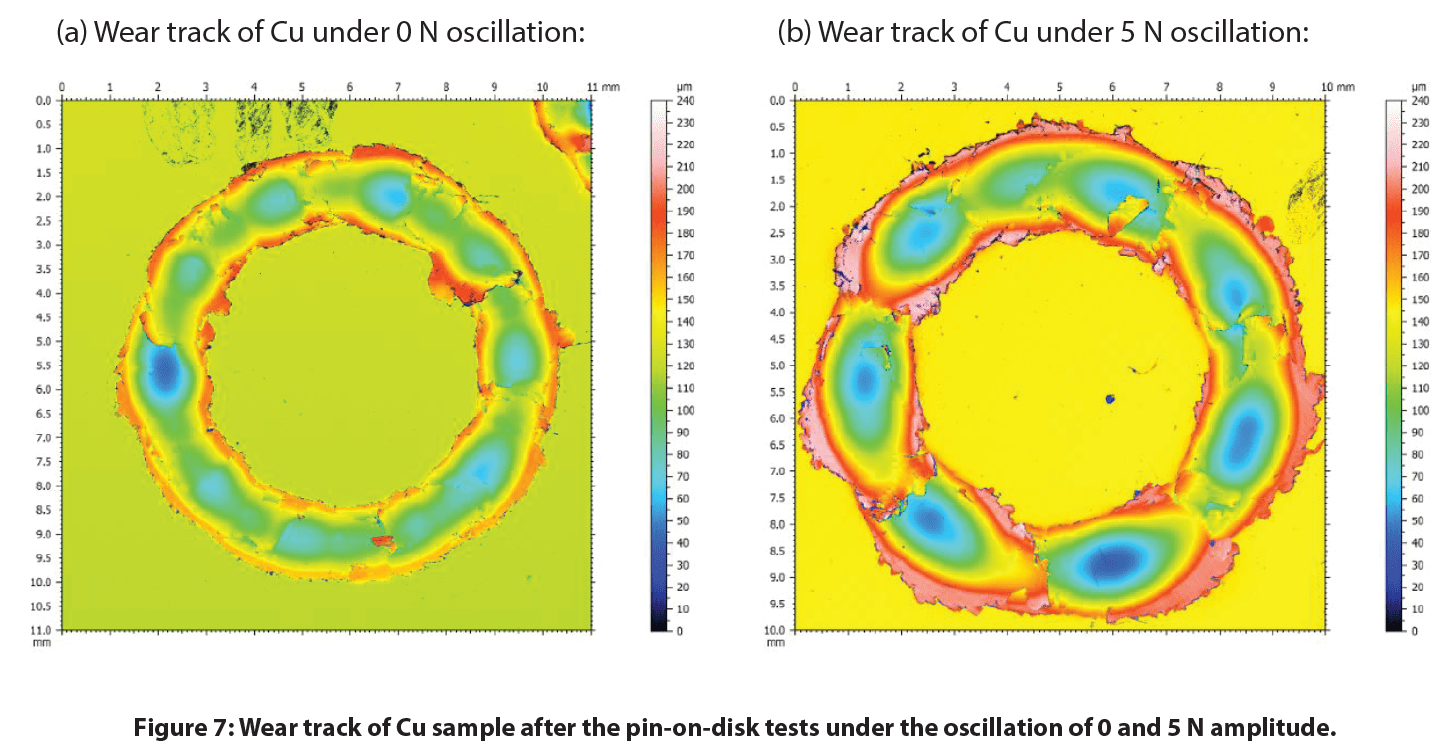
图7比较了由集成非接触式光学轮廓仪测量的磨损轨迹形态。可以看出,在控制振荡幅度为5N的情况下,Cu样品表现出更大的磨损轨迹,体积为1.35 x 109 µm3,而在没有施加振荡的情况下,体积为5.03 x 108 µm3。受控振荡使磨损率明显加快了约2.7倍,显示了振荡对磨损行为的关键影响。

受控振荡对TiN涂层磨损的影响
图8中显示了TiN涂层样品的COF和磨损轨迹。从测试期间COF的演变来看,TiN涂层在振荡下表现出明显不同的磨损行为。在磨损试验开始时的磨合期后,TiN涂层显示出约0.3的恒定COF,这是由于TiN涂层和亚铝₃球之间界面的稳定滑动接触。然而,当TiN涂层开始失效时,氧化铝球穿透涂层并与下面的新钢基体滑动。同时在磨损轨道上产生大量坚硬的TiN涂层碎片,将稳定的双体滑动磨损变为三体磨损。材料耦合特性的这种变化导致了COF演化过程中的变化增加。强加的5N和10N振荡加速了TiN涂层的失效,从~400转到100转以下。在控制振荡下的磨损试验后,TiN涂层样品上较大的磨损痕迹与COF的这种变化是一致的。

总结
Nanovea T2000摩擦磨损仪的先进气动加载系统与传统的死负载系统相比,拥有作为自然快速减震器的内在优势。与使用伺服电机和弹簧组合来施加负载的负载控制系统相比,气动系统的这种技术优势是真实的。正如本研究中所展示的那样,该技术确保了在高负荷下可靠和更好的控制磨损评估。此外,主动闭环加载系统可以在磨损测试期间将正常载荷改变为所需值,以模拟在制动系统中看到的实际应用。
我们已经表明,Nanovea T2000动态负载摩擦仪使用户能够定量评估材料在不同控制振荡条件下的摩擦学行为,而不是在测试过程中受到不受控制的振动条件的影响。振动在金属和陶瓷涂层样品的磨损行为中起着重要作用。
平行电磁铁振荡加载模块以设定的振幅和频率提供精确控制的振荡,使用户能够模拟现实生活条件下的磨损过程,而环境振动往往是一个重要因素。在磨损过程中存在强加的振荡,铜和TiN涂层样品的磨损率都大大增加。原地测量的摩擦系数和测针位移的变化是摩擦学应用中材料性能的重要指标。集成的三维非接触式轮廓仪提供了一种工具,可以在几秒钟内精确测量磨损量并分析磨损痕迹的详细形态,为从根本上了解磨损机制提供更多的见解。
T2000配备了一个自调谐、高质量和高扭矩的电机,有一个20位的内部速度和一个16位的外部位置编码器。它使摩擦仪能够提供一个无与伦比的转速范围,从0.01到5000rpm,可以以阶梯式跳跃或连续的速度变化。与使用底部扭矩传感器的系统相反,Nanovea摩擦仪使用顶部的高精度称重传感器来准确和单独测量摩擦力。
Nanovea摩擦仪提供精确和可重复的磨损和摩擦测试,使用符合ISO和ASTM标准的旋转和线性模式(包括4球、止推垫圈和环上块状测试),在一个预集成的系统中可选择高温磨损、润滑和三相腐蚀模块。Nanovea T2000无与伦比的范围是确定薄或厚、软或硬的涂层、薄膜和基材的全部摩擦学特性的理想解决方案。

使用三维轮廓测量法的油漆橙皮纹理分析
简介
基材上表面结构的大小和频率会影响到光泽涂料的质量。涂料桔皮纹理,以其外观命名,可以从基材影响和涂料应用技术中发展。纹理问题通常以波浪形、波长和对光泽涂层的视觉效果来量化。最小的纹理会导致光泽度下降,而较大的纹理则会在涂层表面产生可见的波纹。了解这些纹理的发展及其与基材和技术的关系是质量控制的关键。
轮廓测量法对于纹理测量的重要性
与用于测量光泽纹理的传统二维仪器不同,三维非接触式测量可快速提供用于了解表面特征的三维图像,并可快速调查感兴趣的区域。如果没有速度和三维审查,质量控制环境将完全依赖于二维信息,对整个表面的可预测性很低。了解三维纹理可以选择最佳的加工和控制措施。确保此类参数的质量控制在很大程度上依赖于可量化、可重现和可靠的检测。Nanovea三维非接触式 轮廓仪 Nanovea轮廓仪采用色度共焦技术,具有测量快速测量过程中发现的陡峭角度的独特能力。由于探头接触、表面变化、角度或反射率等原因,其他技术无法提供可靠数据,而Nanovea轮廓仪却能成功解决这些问题。
测量目标
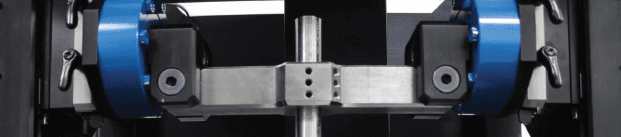
在这个应用中,Nanovea HS2000L测量了亮光油漆的橙皮纹理。有无穷无尽的表面参数从三维表面扫描中自动计算出来。在这里,我们通过量化油漆橙皮纹理的特征来分析扫描的3D表面。
结果和讨论

Nanovea HS2000L量化了橙皮漆的各向同性和高度参数。桔子皮纹理以94.4%的各向异性量化了随机图案方向。高度参数以24.84µm的高度差来量化纹理。

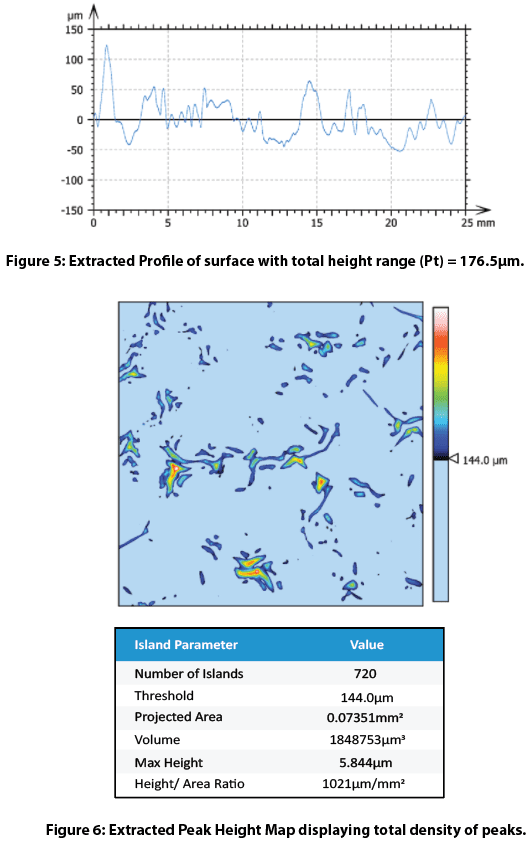
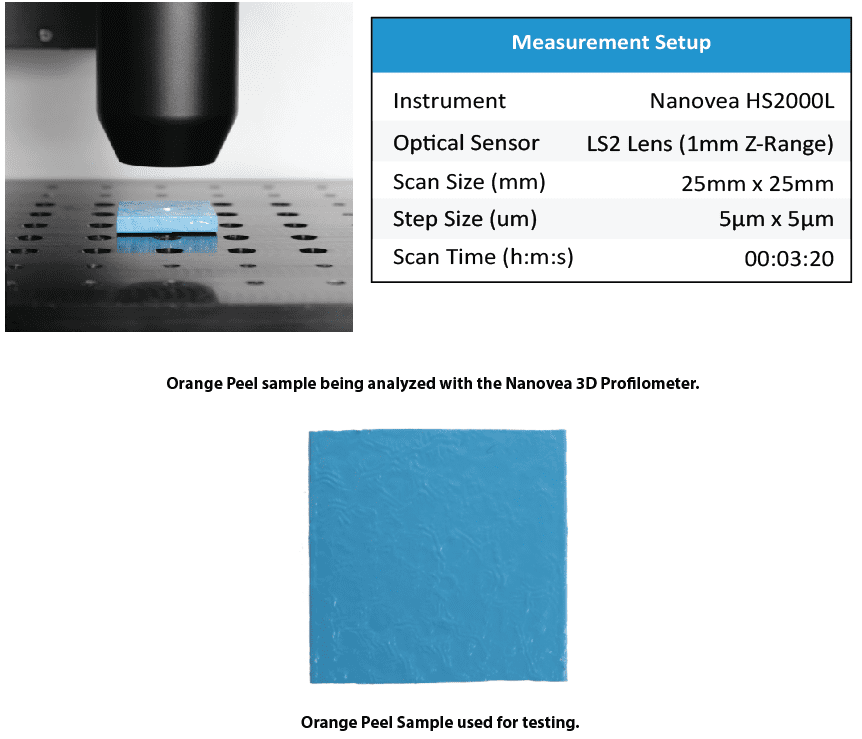
图4中的承载率曲线是深度分布的图形化表示。这是软件内的一个互动功能,允许用户查看不同深度的分布和百分比。图5中提取的剖面图给出了橙皮纹理的有用粗糙度值。144微米阈值以上的提取峰值显示了橘子皮的纹理。这些参数很容易调整为其他区域或感兴趣的参数。
总结
在这个应用中,Nanovea HS2000L 3D非接触轮廓仪精确地表征了光泽涂层上的橘皮纹理的地形和纳米细节。通过许多有用的测量(尺寸、粗糙度、表面纹理、形状形状、平面度、翘曲平面度、体积面积、阶跃高度等),可以快速识别和分析3D表面测量中感兴趣的区域。快速选择的二维截面提供了一套完整的表面测量资源的光泽纹理。特殊领域的兴趣可以进一步分析与集成AFM模块。Nanovea 3D轮廓仪的速度范围从<1毫米/秒到500毫米/秒,适用于研究应用,以满足高速检测的需要。Nanovea 3D轮廓仪有广泛的配置,以适合您的应用程序。

用非接触式轮廓仪对硬币的三维表面进行分析
非接触式轮廓测量法对钱币的重要性
货币在现代社会中具有很高的价值,因为它可以用来交换商品和服务。硬币和纸币在许多人的手中流通。实物货币的不断转移会造成表面变形。纳诺维亚的 3D 轮廓仪 扫描不同年份铸造的硬币的地形,以研究表面差异。
硬币特征很容易为公众所识别,因为它们是常见的物体。花一分钱就能了解 Nanovea 高级表面分析软件的优势:Mountains 3D。使用我们的 3D 轮廓仪收集的表面数据可以通过表面减法和 2D 轮廓提取对复杂的几何形状进行高级分析。使用受控掩模、印模或模具进行表面减法可比较制造工艺的质量,而轮廓提取可通过尺寸分析来识别公差。 Nanovea 的 3D 轮廓仪和 Mountains 3D 软件可研究看似简单物体(如便士)的亚微米形貌。
测量目标
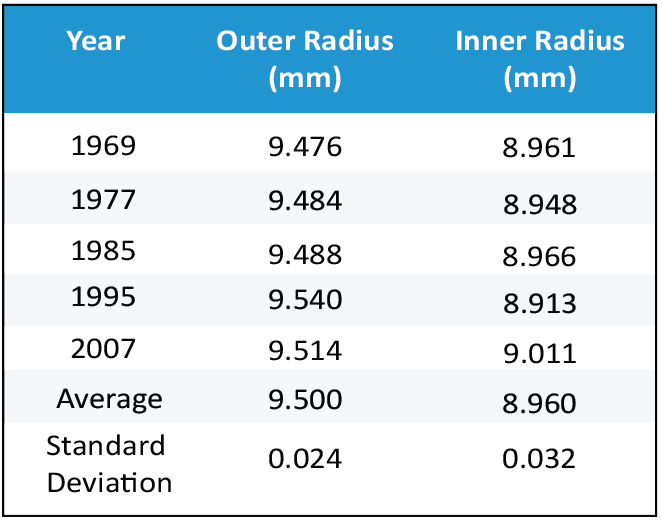
使用Nanovea公司的高速线传感器扫描了五枚硬币的整个上表面。每枚硬币的内外半径都是用Mountains高级分析软件测量的。从感兴趣区域的每个硬币表面提取直接表面减法量化表面变形。

结果和讨论
三维表面
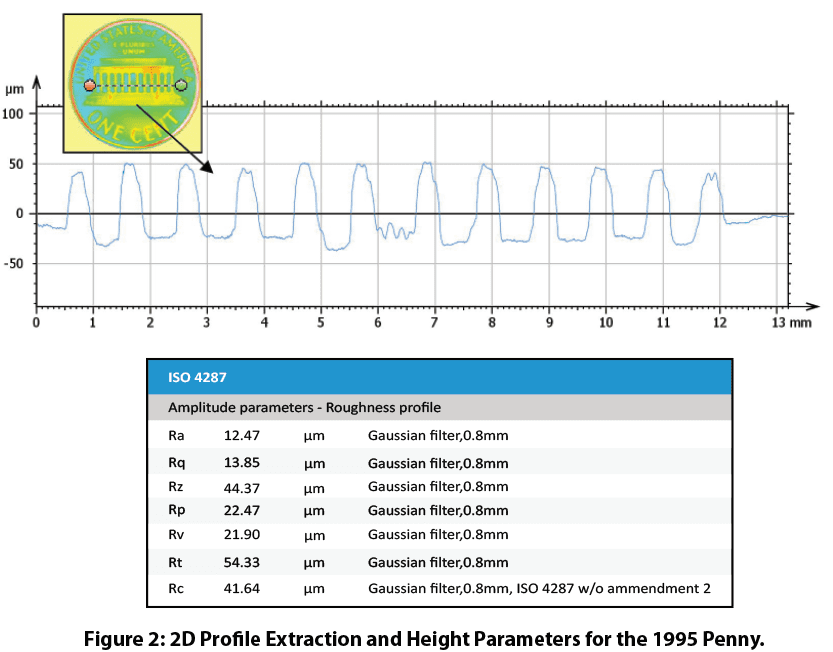
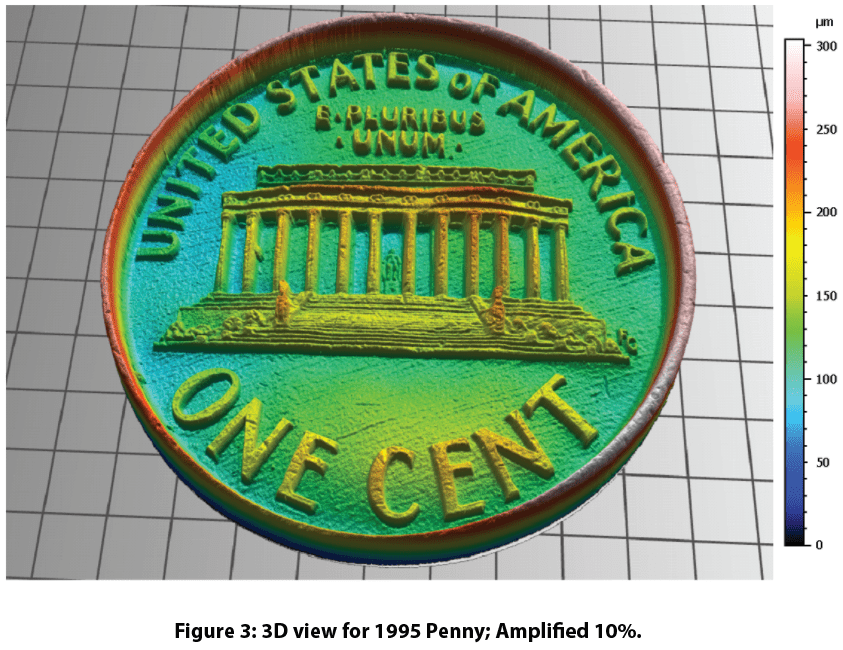
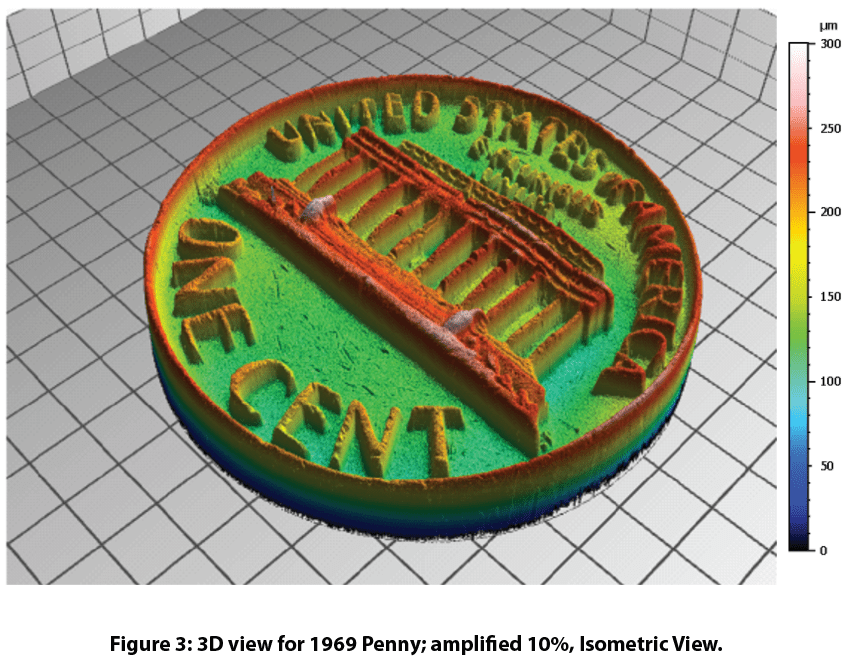
Nanovea HS2000轮廓仪仅用24秒就扫描了一个20mm x 20mm区域的400万个点,步长为10um x 10um,获得了一枚硬币的表面。下面是扫描的高度图和3D可视化图。3D视图显示了高速传感器捕捉肉眼无法察觉的小细节的能力。硬币表面有许多细小的划痕。研究了硬币在三维视图中看到的纹理和粗糙度。

尺寸分析
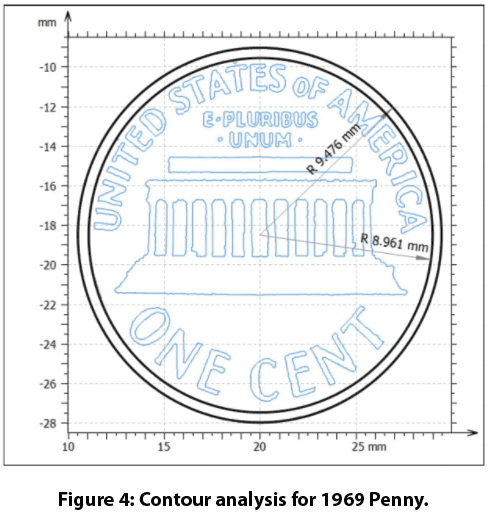
提取了便士的轮廓,通过尺寸分析得到了边缘特征的内径和外径。外半径平均为9.500 mm ± 0.024,而内半径平均为8.960 mm ± 0.032。Mountains 3D可以对二维和三维数据源进行额外的尺寸分析,包括距离测量、台阶高度、平面度和角度计算。
表面减法
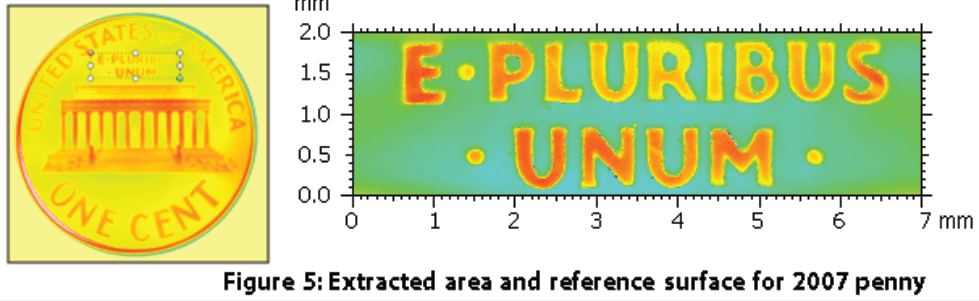
图5显示了表面减法分析所关注的区域。2007年的便士被用作四个旧便士的参考表面。从2007年的分币表面减去,显示出有孔/峰的分币之间的差异。总的表面体积差是由孔/峰的体积相加得到的。均方根误差指的是分币表面相互之间的吻合程度。

总结

Nanovea的高速HS2000L扫描了5枚不同年份铸造的便士。Mountains 3D软件使用轮廓提取、尺寸分析和表面减法来比较每枚硬币的表面。该分析明确了硬币之间的内、外半径,同时直接比较了表面特征的差异。Nanovea的3D轮廓仪能够测量任何纳米级分辨率的表面,结合Mountains的3D分析能力,可能的研究和质量控制应用是无限的。

聚合物管材的尺寸和表面处理
聚合物管的尺寸和表面分析的重要性
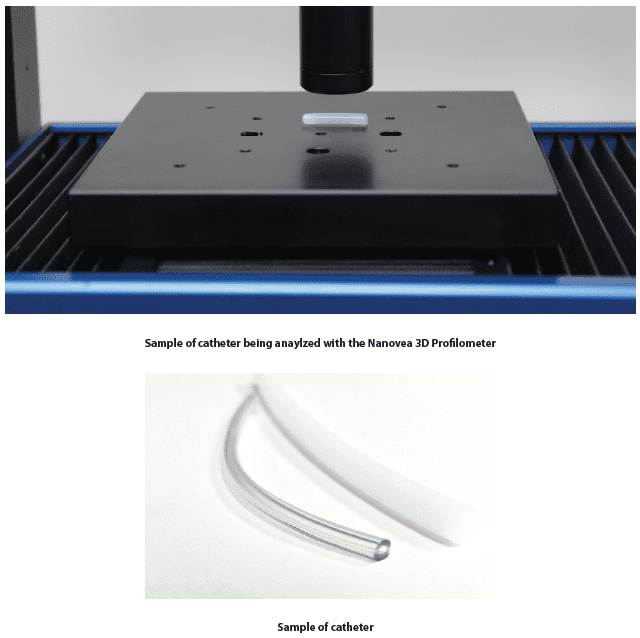
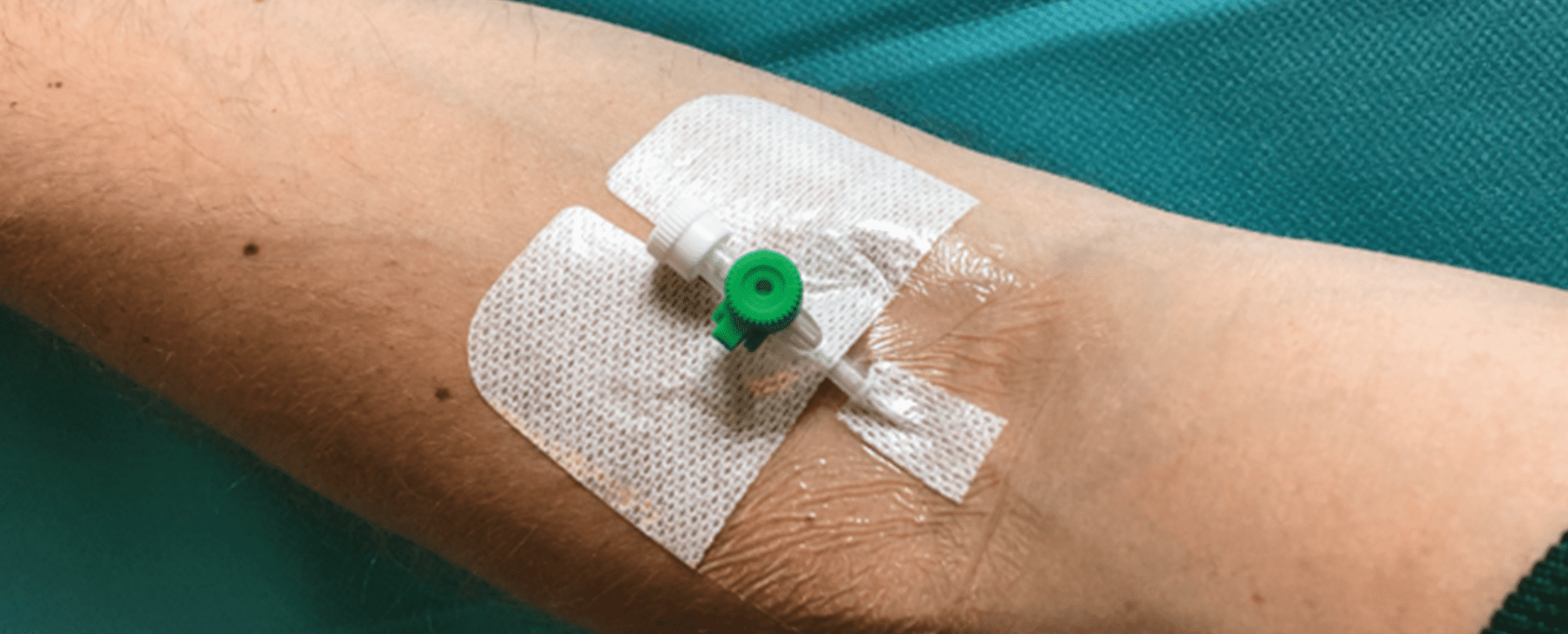
由聚合物材料制成的管材通常用于许多行业,包括汽车、医疗、电气和许多其他类别。在这项研究中,使用 Nanovea 研究了由不同聚合材料制成的医用导管 3D 非接触式轮廓仪 来测量表面粗糙度、形态和尺寸。表面粗糙度对导管至关重要,因为导管的许多问题,包括感染、物理创伤和炎症都可能与导管表面有关。机械性能,如摩擦系数,也可以通过观察表面性能来研究。可以获得这些可量化的数据,以确保导管可以用于医疗应用。
与光学显微镜和电子显微镜相比,使用轴向色度的三维非接触式轮廓测量法在表征导管表面方面非常可取,因为它能够测量角度/曲率,尽管有透明度或反射率,但仍能测量材料表面,样品准备工作最少,而且是非侵入性的。与传统的光学显微镜不同,可以获得表面的高度,并用于计算分析;例如,找到尺寸和去除形式,以找到表面粗糙度。与电子显微镜相比,有很少的样品准备,非接触性也允许快速收集数据,而不用担心样品准备的污染和错误。
测量目标
在这项应用中,Nanovea 3D非接触式轮廓仪被用来扫描两根导管的表面:一根由TPE(热塑性弹性体)制成,另一根由PVC(聚氯乙烯)制成。将获得并比较这两根导管的形态、径向尺寸和高度参数。
结果和讨论
三维表面
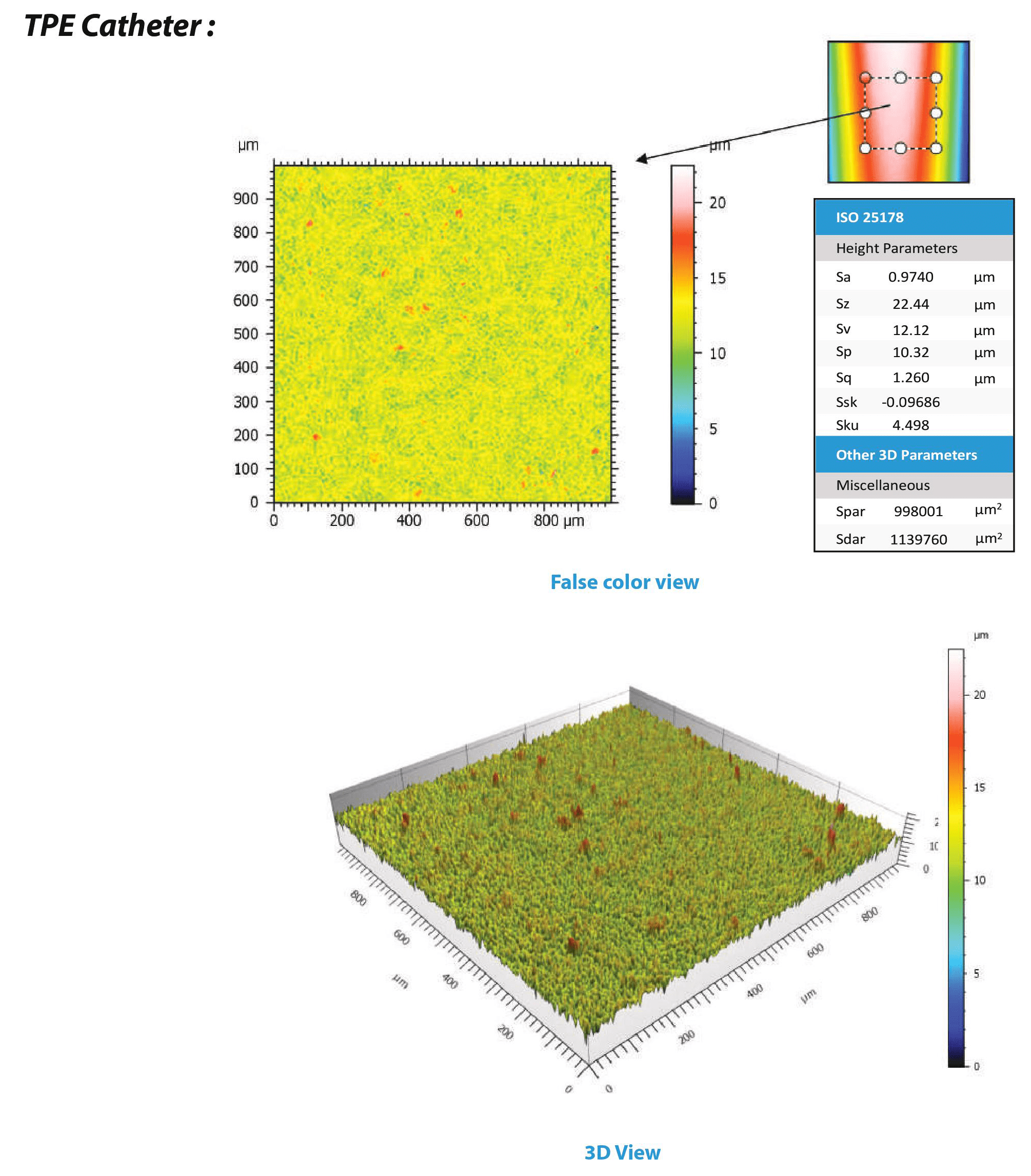
尽管聚合物管有一定的弯曲度,但Nanovea 3D非接触式轮廓仪可以扫描导管的表面。从所做的扫描中,可以获得一个三维图像,以便快速、直接地对表面进行视觉检查。

二维空间分析
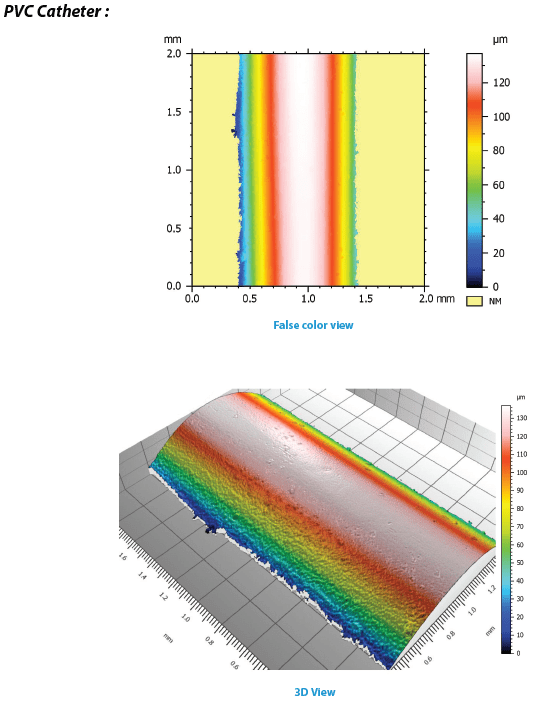
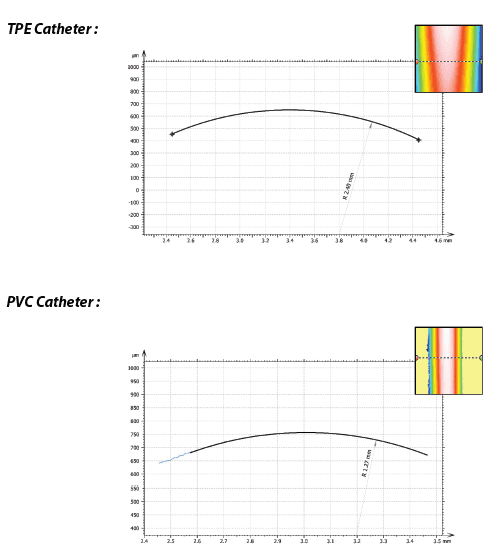
通过从原始扫描图像中提取轮廓线并拟合圆弧得到外径向尺寸。这显示了三维非接触式轮廓仪在质量控制应用中进行快速尺寸分析的能力。沿着导管的长度可以很容易地获得多个剖面。
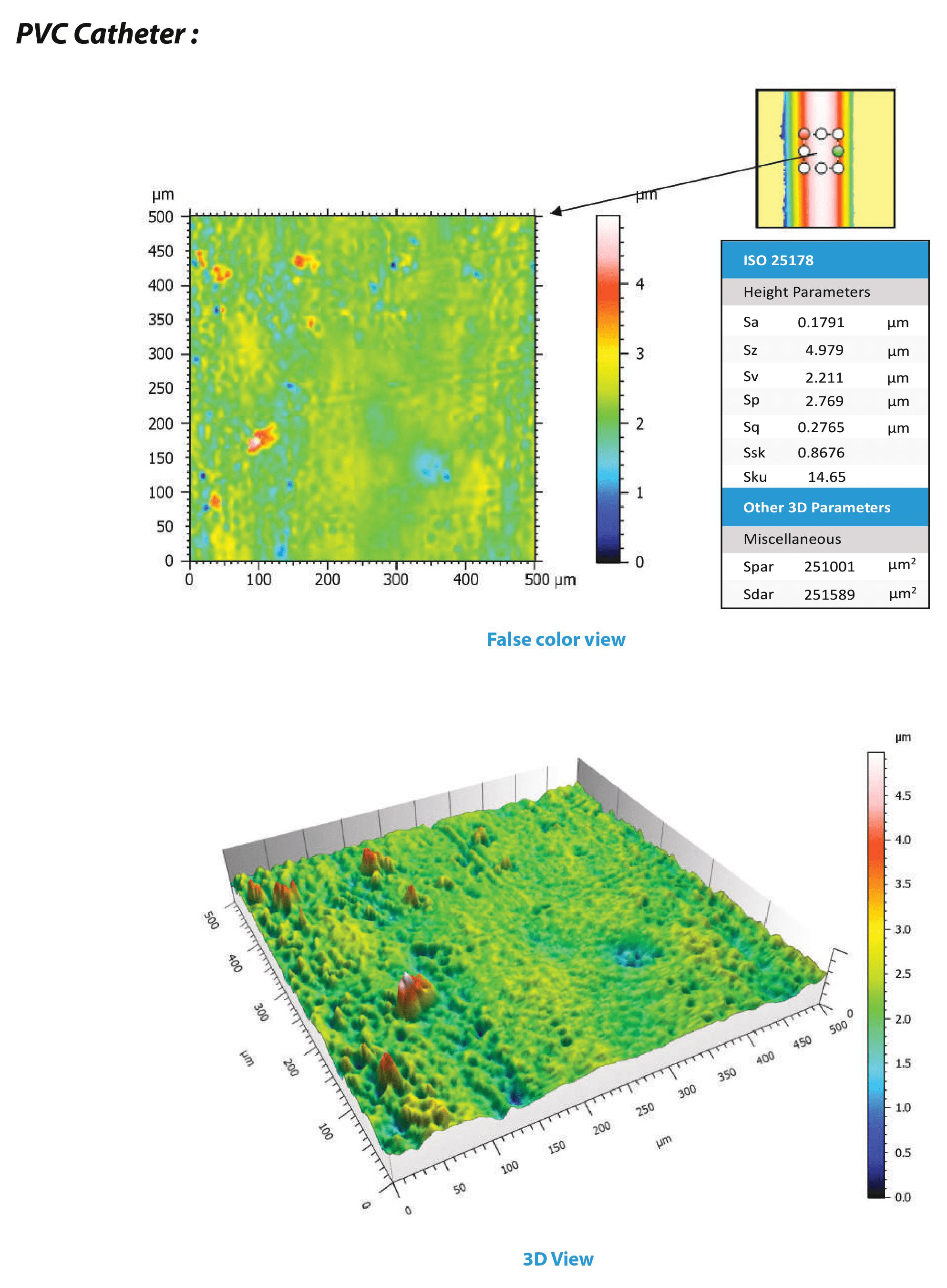
表面分析 粗糙度
通过从原始扫描图像中提取轮廓线并拟合圆弧得到外径向尺寸。这显示了三维非接触式轮廓仪在质量控制应用中进行快速尺寸分析的能力。沿着导管的长度可以很容易地获得多个剖面。
总结
在这个应用中,我们已经展示了Nanovea 3D非接触式轮廓仪如何被用来表征聚合物管。具体来说,获得了医用导管的表面计量学、径向尺寸和表面粗糙度。发现TPE导管的外半径为2.40mm,而PVC导管为1.27mm。TPE导管的表面被发现比PVC导管更粗糙。TPE的Sa为0.9740µm,而PVC为0.1791µm。虽然在此应用中使用了医用导管,但三维非接触式轮廓测量法也可应用于各种表面。可获得的数据和计算结果并不局限于所显示的内容。

聚合物的摩擦学
简介
聚合物已被广泛用于各种应用中,并已成为日常生活中不可缺少的一部分。天然聚合物,如琥珀、丝绸和天然橡胶,在人类历史上发挥了重要作用。合成聚合物的制造过程可以被优化,以获得独特的物理特性,如韧性、粘弹性、自润滑和许多其他特性。
聚合物的磨损和摩擦的重要性
聚合物通常用于摩擦学应用,如轮胎、轴承和传送带。
不同的磨损机制取决于聚合物的机械性能、接触条件以及磨损过程中形成的碎片或转移膜的性能。为了确保聚合物在使用条件下具有足够的耐磨性,可靠和可量化的摩擦学评价是必要的。摩擦学评估使我们能够以受控和监测的方式定量比较不同聚合物的磨损行为,从而为目标应用选择候选材料。
Nanovea摩擦仪使用符合ISO和ASTM标准的旋转和线性模式提供可重复的磨损和摩擦测试,在一个预集成的系统中可以选择高温磨损和润滑模块。这种无可比拟的范围使用户可以模拟聚合物的不同工作环境,包括集中应力、磨损和高温等。
测量目标
在这项研究中,我们展示了 Nanovea 摩擦仪 是一种理想的工具,用于以良好控制和定量的方式比较不同聚合物的摩擦和耐磨性。
测试程序
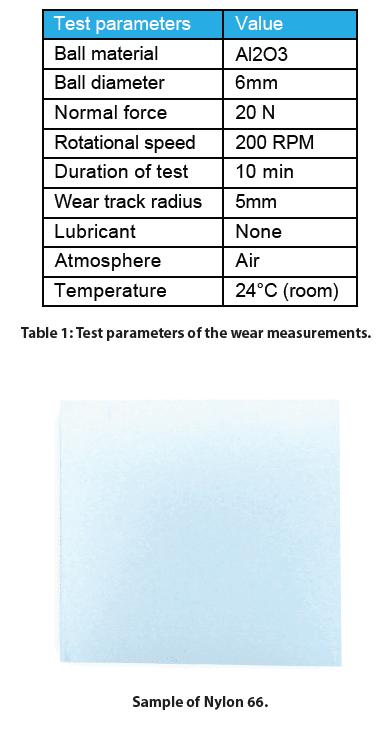
通过 Nanovea Tribometer 评估不同常见聚合物的摩擦系数 (COF) 和耐磨性。 Al2O3 球用作计数器材料(销钉,静态样品)。聚合物(动态旋转样品)上的磨损轨迹是使用 非接触式 3D 轮廓仪 测试结束后进行光学显微镜观察。应该注意的是,作为一种选择,非接触式内窥镜传感器可用于测量磨损测试期间销刺入动态样本的深度。测试参数总结于表1中。磨损率K使用公式K=Vl(Fxs)来评估,其中V是磨损体积,F是法向载荷,s是滑动距离。
请注意,本研究中使用了Al2O3球作为反面材料。任何固体材料都可以被替代,以更紧密地模拟两个试样在实际应用条件下的性能。
结果和讨论
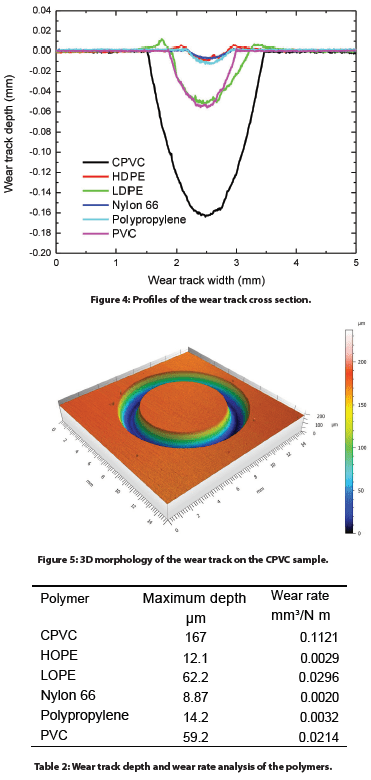
磨损率是决定材料使用寿命的一个重要因素,而摩擦力在摩擦学应用中起着关键作用。图2比较了不同聚合物与Al2O3球在磨损测试中的COF的演变。COF的作用是指示何时发生故障,磨损过程进入一个新的阶段。在测试的聚合物中,HDPE在整个磨损测试中保持最低的恒定COF,约为0.15。平稳的COF意味着形成了一个稳定的三面接触。
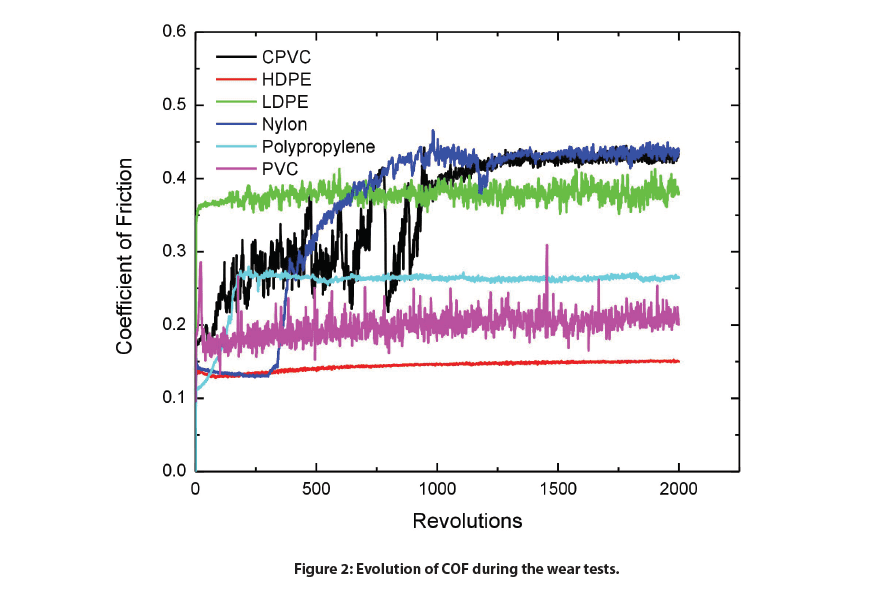
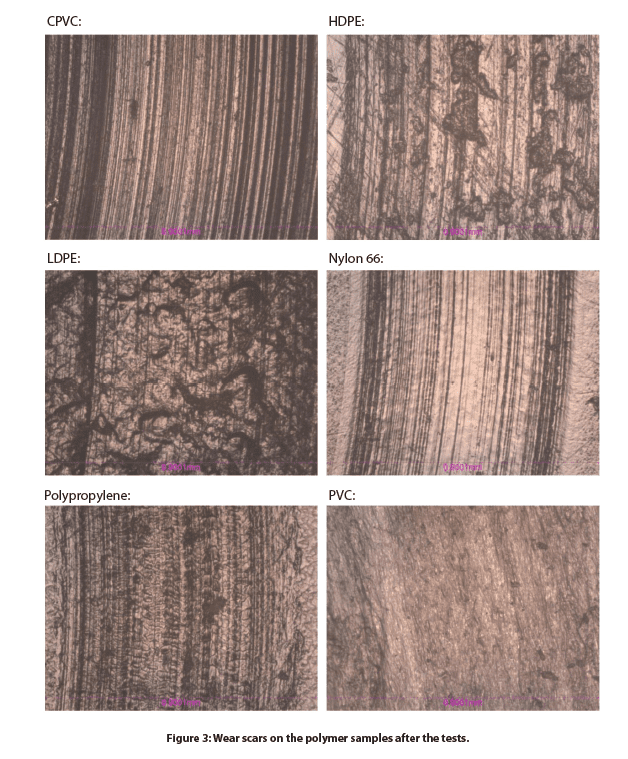
图3和图4比较了测试后的聚合物样品的磨损轨迹,由光学显微镜测量。原位非接触式三维轮廓仪精确地确定了聚合物样品的磨损量,使得准确计算出的磨损率分别为0.0029、0.0020和0.0032m3/N m。相比之下,CPVC样品显示出最高的磨损率为0.1121m3/N m。在CPVC的磨损轨迹中,存在着深深的平行磨损疤痕。
结论

聚合物的耐磨性对其服务性能起着至关重要的作用。在这项研究中,我们展示了Nanovea摩擦仪评估了不同聚合物的摩擦系数和磨损率。
严格控制和定量的方式。在测试的聚合物中,高密度聚乙烯显示出最低的COF(约0.15)。高密度聚乙烯、尼龙66和聚丙烯样品拥有低磨损率,分别为0.0029、0.0020和0.0032 m3/N m。低摩擦和高耐磨性的结合使HDPE成为聚合物摩擦学应用的良好候选者。
原位非接触式三维轮廓仪能够实现精确的磨损量测量,并提供了分析磨损痕迹的详细形态的工具,为了解磨损机制的基本情况提供了更多的见解。

用三维轮廓仪测量蜂窝板的表面光洁度
简介
蜂窝板表面的粗糙度、孔隙率和纹理对最终的面板设计来说是至关重要的量化。这些表面质量可以直接关系到面板表面的美学和功能特性。更好地了解表面纹理和孔隙度有助于优化面板的表面加工和可制造性。需要对蜂窝板进行定量、精确和可靠的表面测量,以控制应用和涂装要求的表面参数。Nanovea 3D非接触式传感器利用独特的色度共聚焦技术,能够精确测量这些面板表面。
测量目标
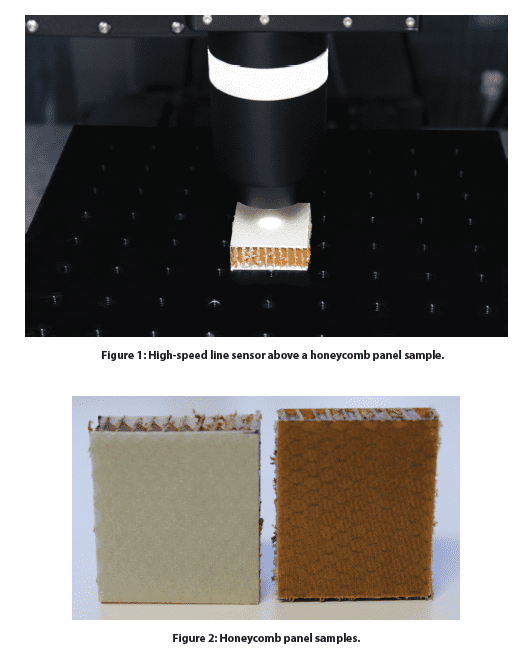
在本研究中,使用配备高速线路传感器的 Nanovea HS2000 平台来测量和比较两种具有不同表面光洁度的蜂窝板。我们展示 Nanovea 非接触式轮廓仪能够提供快速、精确的 3D 轮廓测量以及表面光洁度的全面深入分析。
结果和讨论
两个具有不同表面处理的蜂窝板样品,即样品1和样品2的表面被测量。图3和图4分别显示了样品1和样品2表面的假彩色和三维视图。粗糙度和平整度值由高级分析软件计算,并在表1中进行了比较。与样品1相比,样品2表现出更多的多孔性表面。因此,样品2拥有较高的粗糙度Sa,为14.7微米,而样品1的Sa值为4.27微米。
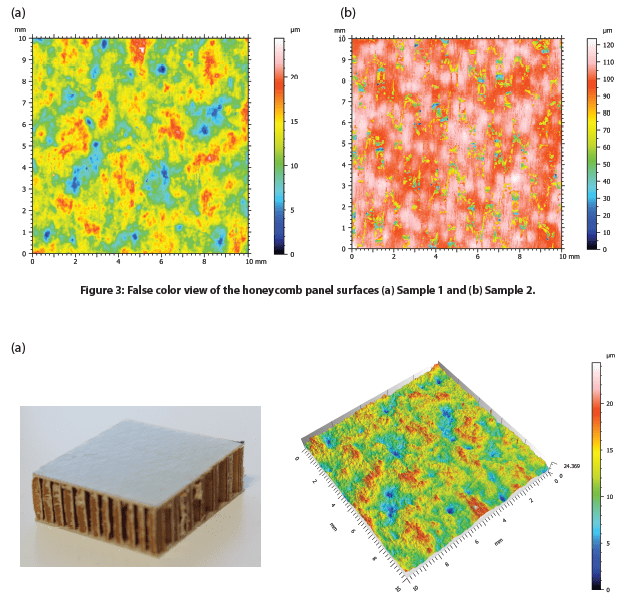
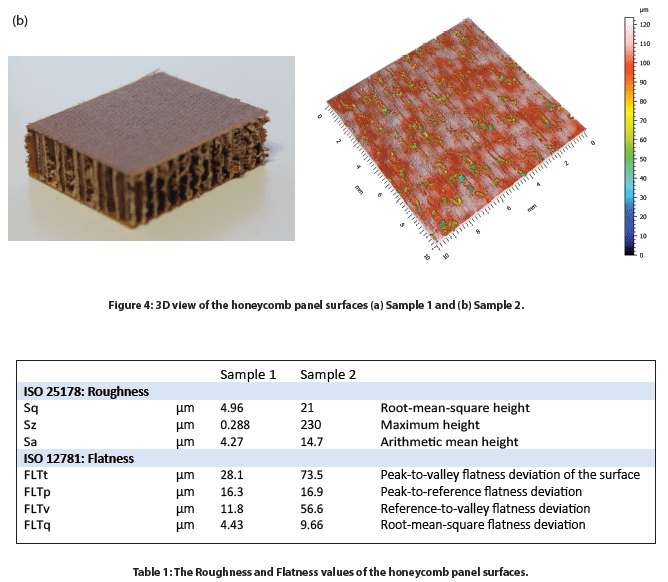
蜂窝板表面的二维剖面图在图5中进行了比较,让用户对样品表面不同位置的高度变化有一个直观的比较。我们可以观察到,样品1在最高峰和最低谷位置之间的高度变化为~25微米。另一方面,样品2在整个二维剖面上显示了几个深层孔隙。先进的分析软件有能力自动定位和测量六个相对较深的孔隙的深度,如图4.b样品2的表格中所示。六个孔隙中最深的孔隙拥有近90微米的最大深度(步骤4)。
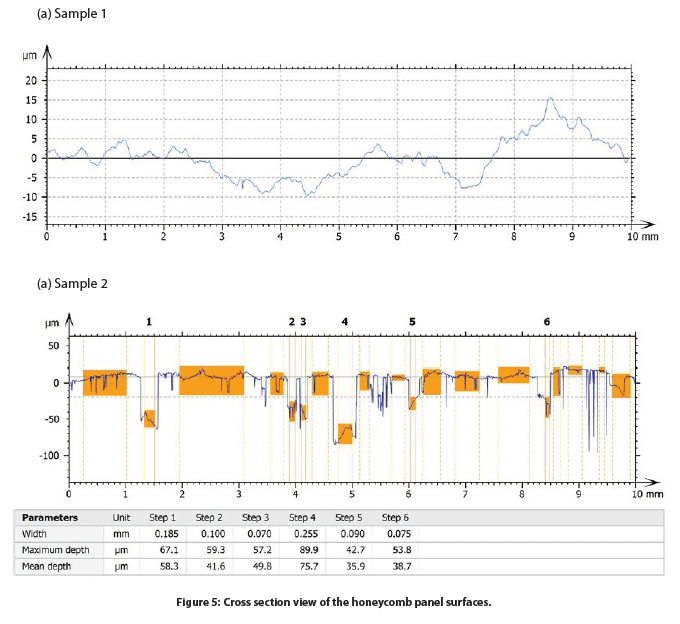
为了进一步研究样品2的孔隙大小和分布,进行了孔隙率评估,并在下一节中讨论。图5中显示了切片视图,表2中总结了结果。我们可以观察到,在图5中用蓝色标记的孔隙在样品表面有一个相对均匀的分布。孔隙的投影面积占整个样品表面的18.9%。每平方毫米的总孔隙的体积是~0.06毫米³。孔隙的平均深度为42.2µm,最大深度为108.1µm。

结论
在这个应用中,我们已经展示了Nanovea HS2000平台配备的高速线传感器是一个理想的工具,可以快速和准确地分析和比较蜂窝板样品的表面光洁度。高分辨率的轮廓测量扫描与先进的分析软件相搭配,可以对蜂窝板样品的表面光洁度进行全面和定量的评估。
这里显示的数据只代表了分析软件中的一小部分计算结果。Nanovea轮廓仪几乎可以测量任何表面,在半导体、微电子、太阳能、光纤、汽车、航空航天、冶金、加工、涂层、制药、生物医学、环境和许多其他行业有广泛的应用。
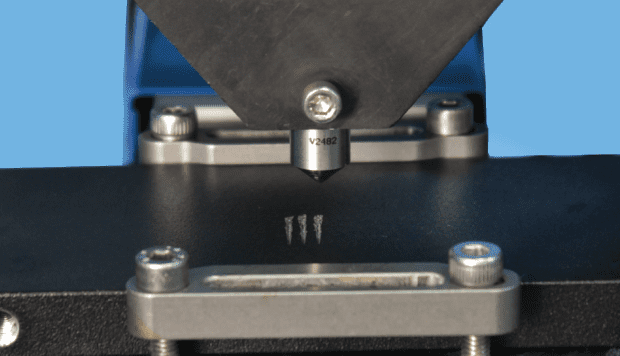
利用划痕测试了解涂层故障
介绍。
材料的表面工程在各种功能应用中起着重要作用,从装饰性的外观到保护基体免受磨损、腐蚀和其他形式的攻击。决定涂层质量和使用寿命的一个重要和压倒一切的因素是其内聚力和粘合力。

高速扫描/非接触式轮廓测量法
介绍。
快速、简单的表面测量设置可节省时间、精力,对于质量控制、研发和生产设施至关重要。纳诺维亚酒店 非接触式轮廓仪 能够执行 3D 和 2D 表面扫描,以测量任何表面上的纳米到宏观尺度的特征,提供广泛的可用性。


太阳能电池的表面粗糙度和特征
太阳能电池板测试的重要性
最大化太阳能电池的能量吸收是这项技术作为可再生资源生存下来的关键。多层涂层和玻璃保护允许光的吸收、透过和反射,这是光伏电池工作所必需的。考虑到大多数消费太阳能电池的效率为15-18%,优化它们的能量输出是一场持续的战斗。
研究表明,表面粗糙度在光反射中起着关键作用。最初的玻璃层必须尽可能光滑,以减少光的反射,但随后的玻璃层并不遵循这一准则。每一层镀膜与另一层镀膜的界面都必须有一定程度的粗糙度,以增加各自损耗区内光散射的可能性,并增加电池对光的吸收1。优化这些区域的表面粗糙度可以使太阳能电池达到最佳运行状态,使用Nanovea HS2000高速传感器可以快速准确地测量表面粗糙度。
测量目标
在本研究中,我们将展示Nanovea的能力。 轮廓仪 HS2000高速传感器通过测量光伏电池的表面粗糙度和几何特征。本次演示将测量无玻璃保护的单晶硅太阳能电池,但该方法可用于其他各种应用。
测试过程和程序
以下测试参数被用来测量太阳能电池的表面。
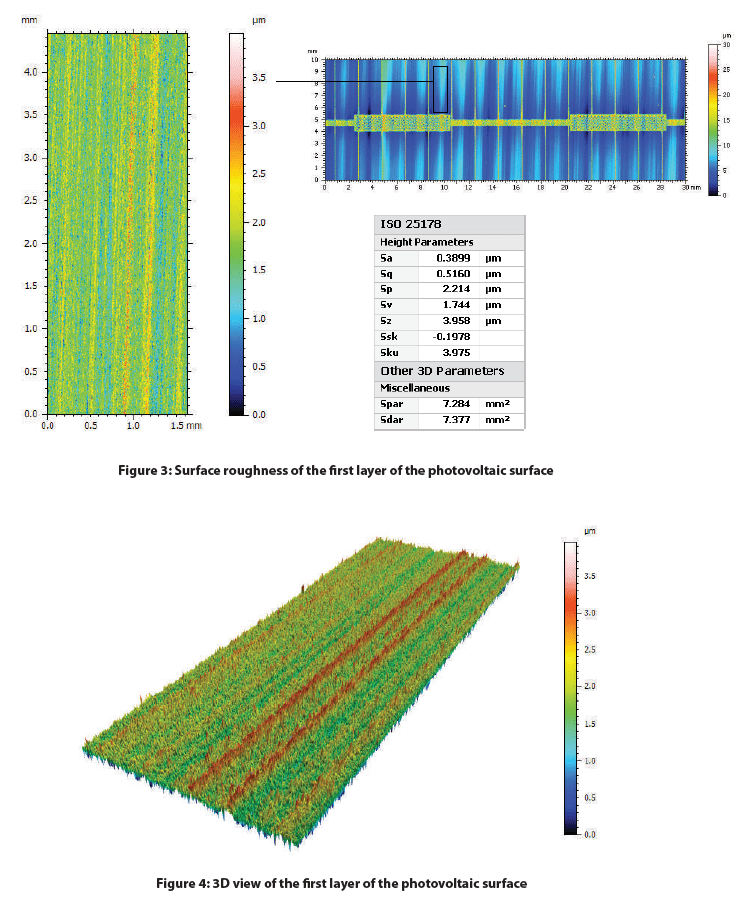
结果和讨论
下面描述的是太阳能电池的二维伪彩色视图和其各自的高度参数的表面的面积提取。一个高斯滤波器应用于两个表面和一个更积极的指标被用来压平提取区域。这排除了大于截止指数的形状(或波纹),留下了代表太阳能电池粗糙度的特征。
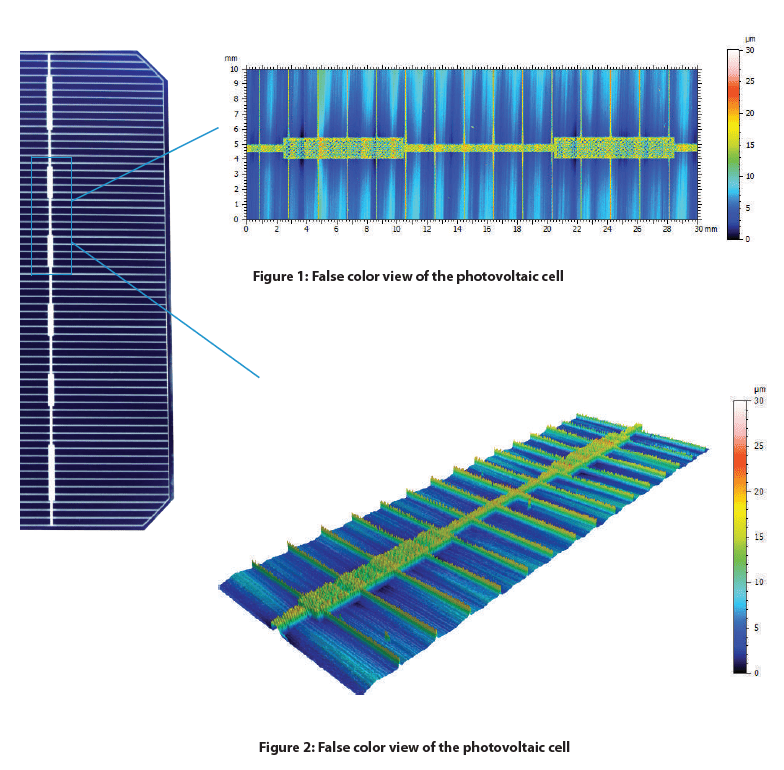
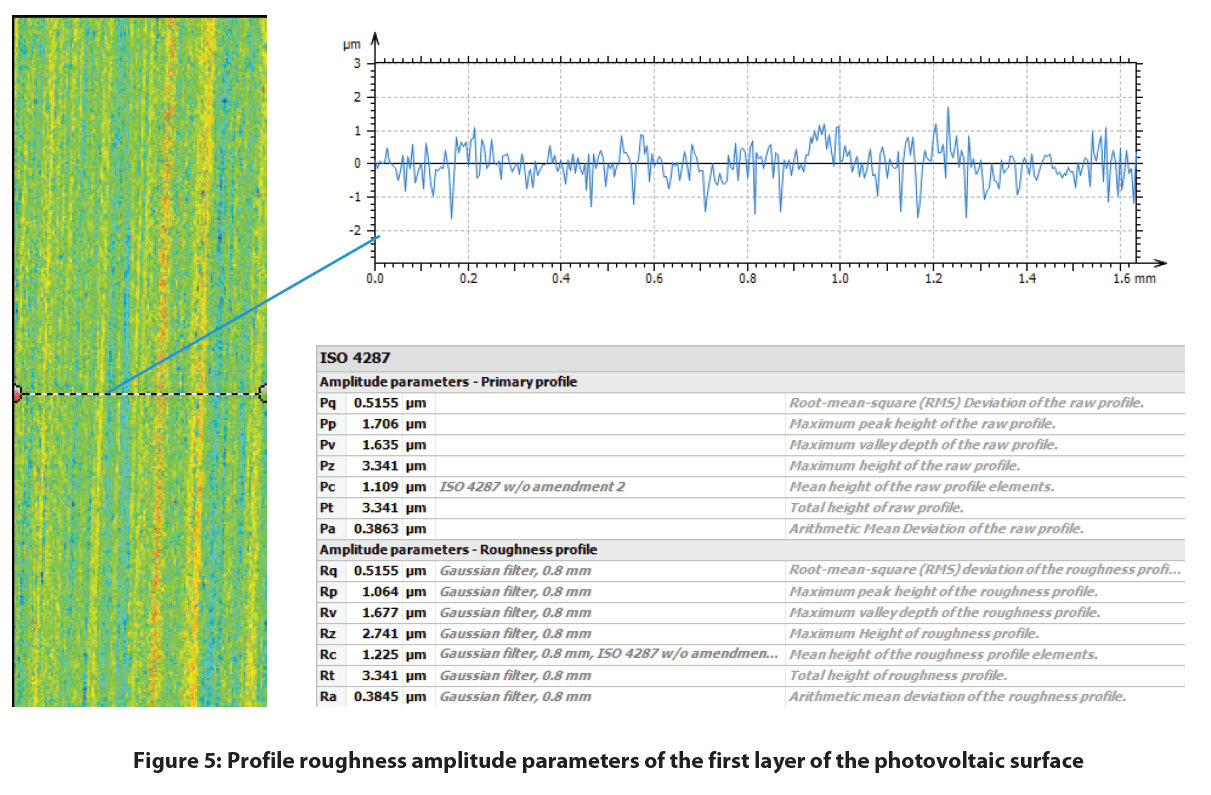
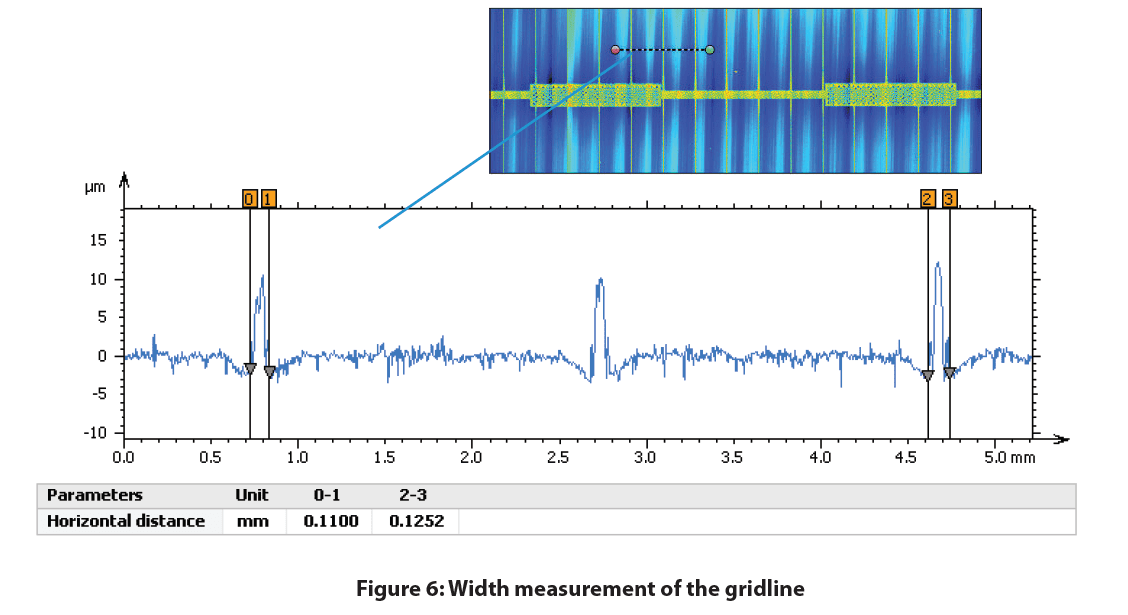
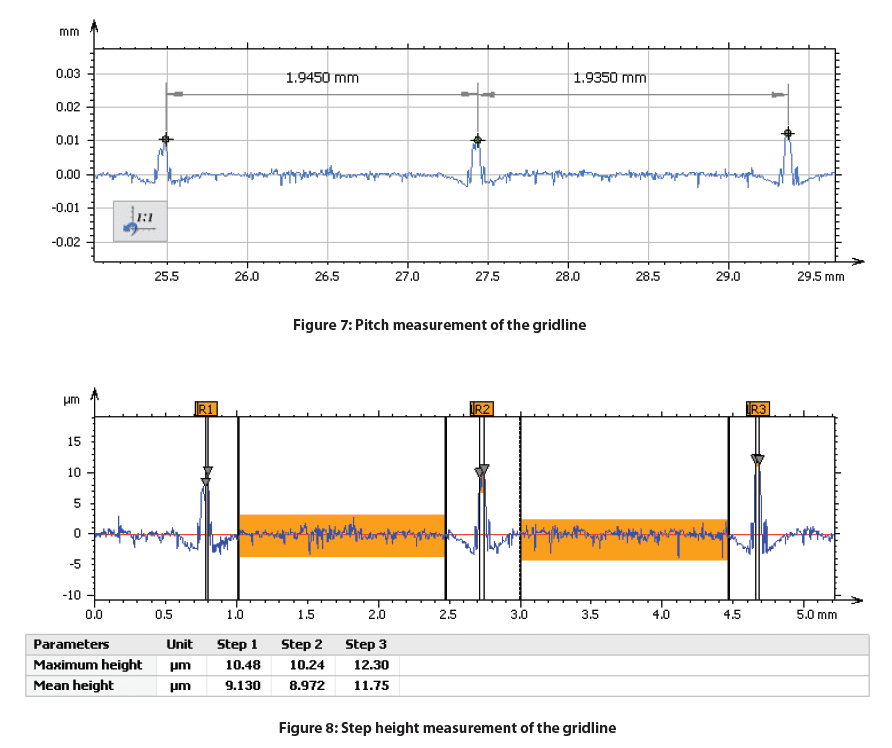
垂直于网格线方向的剖面图被拍摄下来,以测量其几何特征,如下图所示。可以测量太阳能电池上任何特定位置的网格线宽度、阶梯高度和间距。
总结

在这项研究中,我们能够展示Nanovea HS2000线传感器测量单晶光伏电池表面粗糙度和特征的能力。Nanovea HS2000线传感器具有自动精确测量多个样品和设置通过不合格限制的能力,是质量控制检查的完美选择。
参考资料
1 肖尔茨, 卢博米尔.Ladanyi, Libor.Mullerova, Jarmila."表面粗糙度对多层太阳能电池光学特性的影响" 《电气和电子工程进展》,第12卷,第6期,2014,第631-638页。
牛仔布的磨损
简介
织物的形式和功能是由其质量和耐久性决定的。织物的日常使用会造成材料的磨损,如起球、起毛和变色。用于服装的面料质量不合格,往往会导致消费者的不满和品牌受损。
试图对织物的机械性能进行量化可能会带来许多挑战。纱线结构,甚至生产工厂都可能导致测试结果的可重复性差。使得不同实验室的测试结果难以比较。测量织物的磨损性能对纺织品生产链中的制造商、分销商和零售商至关重要。一个控制良好、可重复的耐磨性测量对于确保织物的可靠质量控制至关重要。