Kategori Profilometri Testi
Dinamik Yük Tribolojisi
Giriş
Aşınma hemen hemen her endüstriyel sektörde meydana gelmekte ve GSYİH'nın ~0,75%'si kadar bir maliyete neden olmaktadır1. Triboloji araştırmaları, üretim verimliliğini ve uygulama performansını artırmanın yanı sıra malzeme, enerji ve çevrenin korunmasında hayati önem taşımaktadır. Titreşim ve salınım, çok çeşitli tribolojik uygulamalarda kaçınılmaz olarak ortaya çıkar. Aşırı dış titreşim aşınma sürecini hızlandırır ve mekanik parçalarda yıkıcı arızalara yol açan hizmet performansını azaltır.
Geleneksel ölü yük tribometreleri normal yükleri kütle ağırlıkları ile uygular. Böyle bir yükleme tekniği sadece yükleme seçeneklerini sabit bir yük ile sınırlamakla kalmaz, aynı zamanda yüksek yüklerde ve hızlarda yoğun kontrolsüz titreşimler yaratarak sınırlı ve tutarsız aşınma davranışı değerlendirmelerine yol açar. Kontrollü salınımın malzemelerin aşınma davranışı üzerindeki etkisinin güvenilir bir şekilde değerlendirilmesi, farklı endüstriyel uygulamalarda Ar-Ge ve Kalite Kontrol için arzu edilir.
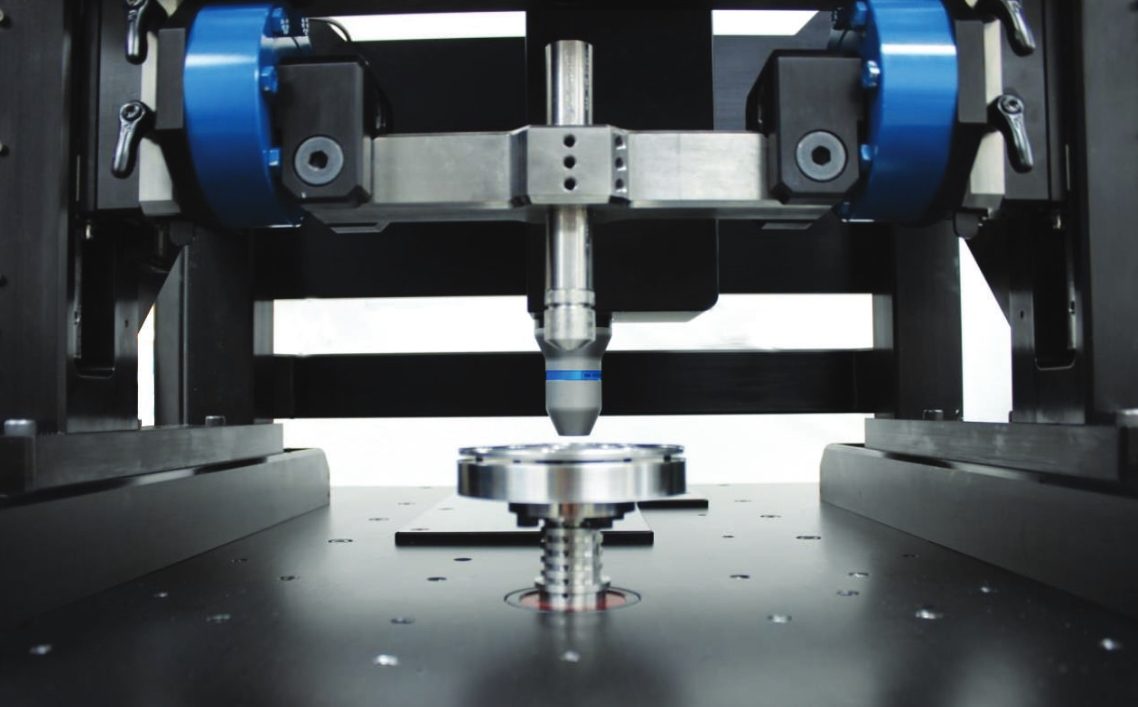
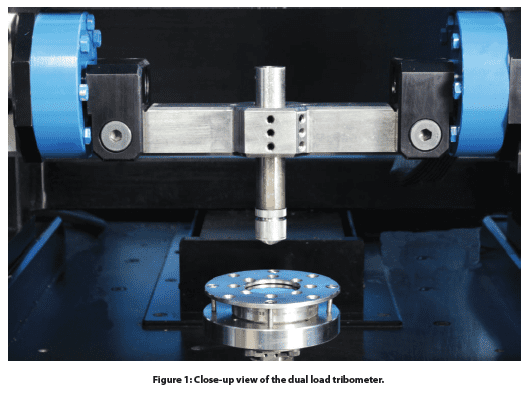
Nanovea'nın çığır açan yüksek yükü tribometre Dinamik yük kontrol sistemi ile maksimum 2000 N yük kapasitesine sahiptir. Gelişmiş pnömatik basınçlı hava yükleme sistemi, aşınma süreci sırasında oluşan istenmeyen titreşimi sönümleme avantajıyla kullanıcıların yüksek normal yükler altında bir malzemenin tribolojik davranışını değerlendirmesine olanak tanır. Bu nedenle eski tasarımlarda kullanılan tampon yaylara gerek kalmadan yük doğrudan ölçülür. Paralel bir elektromıknatıs salınımlı yükleme modülü, 20 N'ye kadar istenen genlikte ve 150 Hz'ye kadar frekansta iyi kontrollü salınım uygular.
Sürtünme, doğrudan üst tutucuya uygulanan yan kuvvetten yüksek doğrulukla ölçülür. Yer değiştirme yerinde izlenerek test numunelerinin aşınma davranışının gelişimi hakkında bilgi sağlanır. Kontrollü salınım yüklemesi altında aşınma testi, tribolojik uygulamalar için gerçek çalışma koşullarını simüle etmek amacıyla korozyon, yüksek sıcaklık, nem ve yağlama ortamlarında da yapılabilir. Entegre yüksek hızlı temassız profilometre Aşınma izi morfolojisini ve aşınma hacmini birkaç saniye içinde otomatik olarak ölçer.
Ölçüm Hedefi
Bu çalışmada, Nanovea T2000 Dinamik Yük Tribometresinin kontrollü salınım yükleme koşulları altında farklı kaplama ve metal numunelerinin tribolojik davranışını inceleme kapasitesini sergiliyoruz.
Test Prosedürü
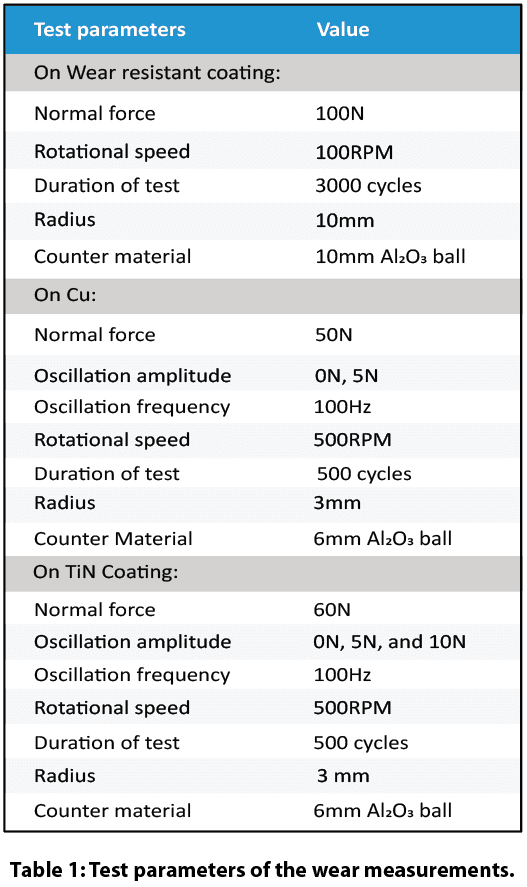
Tribolojik davranış, örneğin sürtünme katsayısı, COF ve 300 µm kalınlığında aşınmaya dayanıklı bir kaplamanın aşınma direnci, Nanovea T2000 Tribometre tarafından değerlendirilmiş ve ASTM G992'ye uygun olarak disk üzerinde bir pim kullanılarak geleneksel bir ölü yük tribometresi ile karşılaştırılmıştır.
Kontrollü salınım altında 6 mm Al₂0₃ bilyaya karşı ayrı Cu ve TiN kaplı numuneler, Nanovea T2000 Tribometrenin Dinamik Yük Triboloji Modu ile değerlendirildi.
Test parametreleri Tablo 1'de özetlenmiştir.
Çizgi sensörü ile donatılmış entegre 3D profilometre, testlerden sonra aşınma izini otomatik olarak tarayarak saniyeler içinde en doğru aşınma hacmi ölçümünü sağlar.
Sonuçlar ve Tartışma
Pnömatik yükleme sistemi vs Ölü yük sistemi
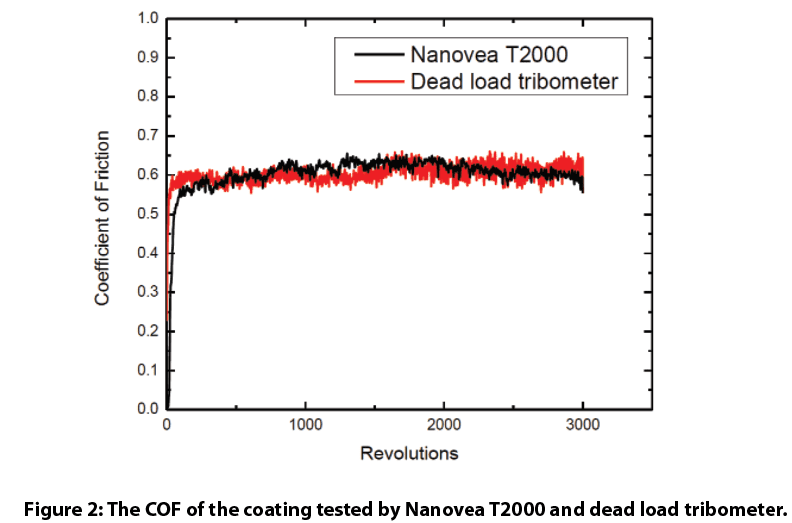
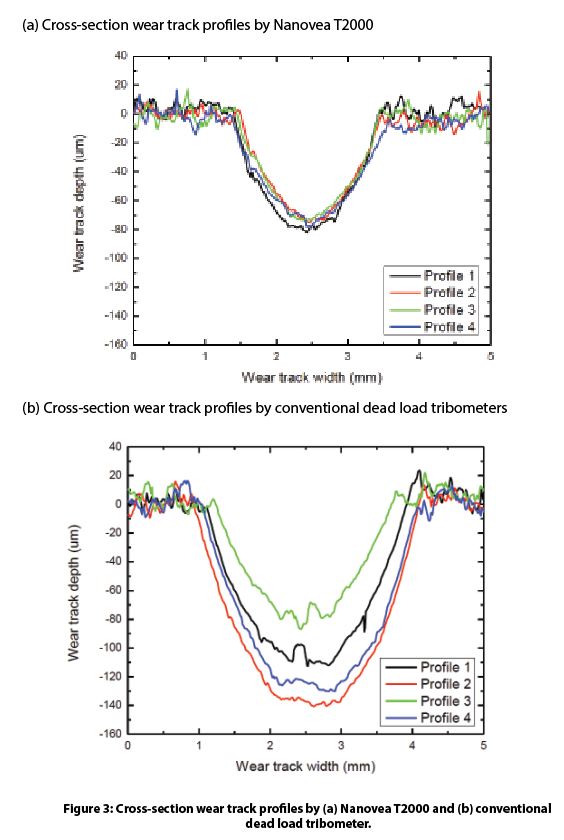
Nanovea T2000 Tribometre kullanılarak aşınmaya dirençli bir kaplamanın tribolojik davranışı, geleneksel bir ölü yük (DL) tribometresi ile karşılaştırılmıştır. Kaplamanın COF değerinin gelişimi Şekil 2'de gösterilmektedir. Kaplamanın aşınma testi sırasında ~0,6'lık karşılaştırılabilir bir COF değeri sergilediğini gözlemliyoruz. Bununla birlikte, Şekil 3'teki aşınma izinin farklı konumlarındaki 20 kesit profili, kaplamanın ölü yük sistemi altında çok daha şiddetli aşınma yaşadığını göstermektedir.
Yüksek yük ve hızda ölü yük sisteminin aşınma süreci nedeniyle yoğun titreşimler oluşmuştur. Temas yüzeyindeki büyük konsantre basınç, yüksek kayma hızı ile birleştiğinde, hızlandırılmış aşınmaya yol açan önemli ağırlık ve yapı titreşimi yaratır. Geleneksel ölü yük tribometresi, kütle ağırlıkları kullanarak yük uygular. Bu yöntem, hafif aşınma koşulları altında düşük temas yüklerinde güvenilirdir; ancak, yüksek yük ve hızlardaki agresif aşınma koşullarında, önemli titreşim ağırlıkların tekrar tekrar sıçramasına neden olarak düzensiz bir aşınma izine yol açar ve güvenilir olmayan tribolojik değerlendirmeye neden olur. Hesaplanan aşınma oranı 8,0±2,4 x 10-4 mm3/N m olup yüksek bir aşınma oranı ve büyük bir standart sapma göstermektedir.
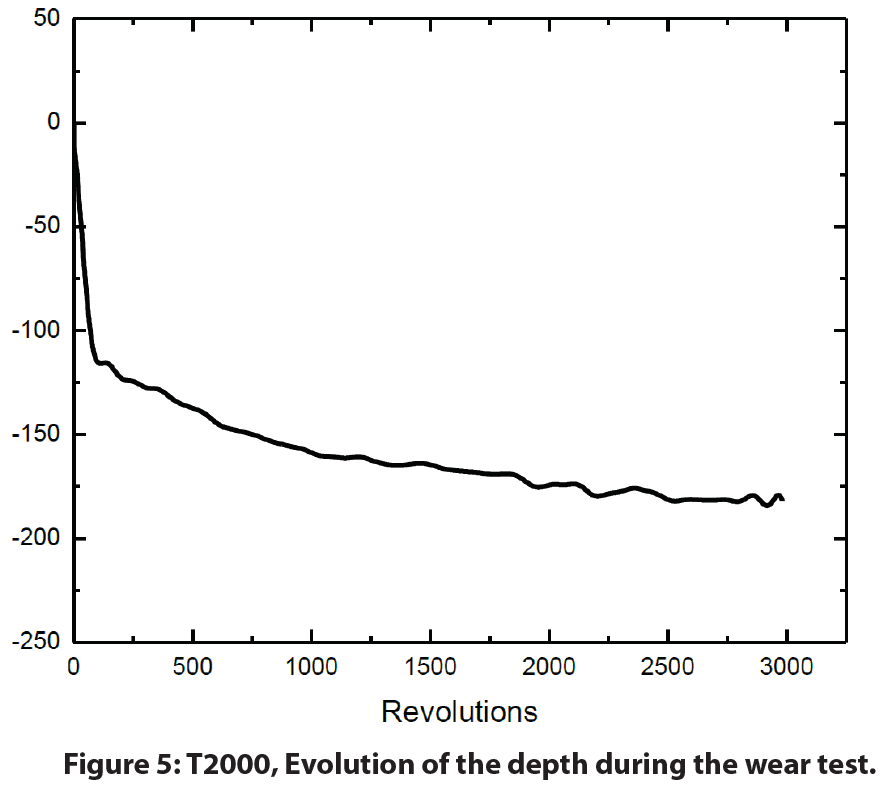
Nanovea T2000 tribometre, salınımları sönümlemek için dinamik bir kontrol yükleme sistemi ile tasarlanmıştır. Normal yükü, aşınma işlemi sırasında oluşan istenmeyen titreşimi en aza indiren basınçlı hava ile uygular. Buna ek olarak, aktif kapalı döngü yükleme kontrolü, aşınma testi boyunca sabit bir yük uygulanmasını sağlar ve uç, aşınma izinin derinlik değişimini takip eder. Şekil 3a'da gösterildiği gibi önemli ölçüde daha tutarlı bir aşınma izi profili ölçülür ve bu da 3,4±0,5 x 10-4 mm3/N m'lik düşük bir aşınma oranıyla sonuçlanır.
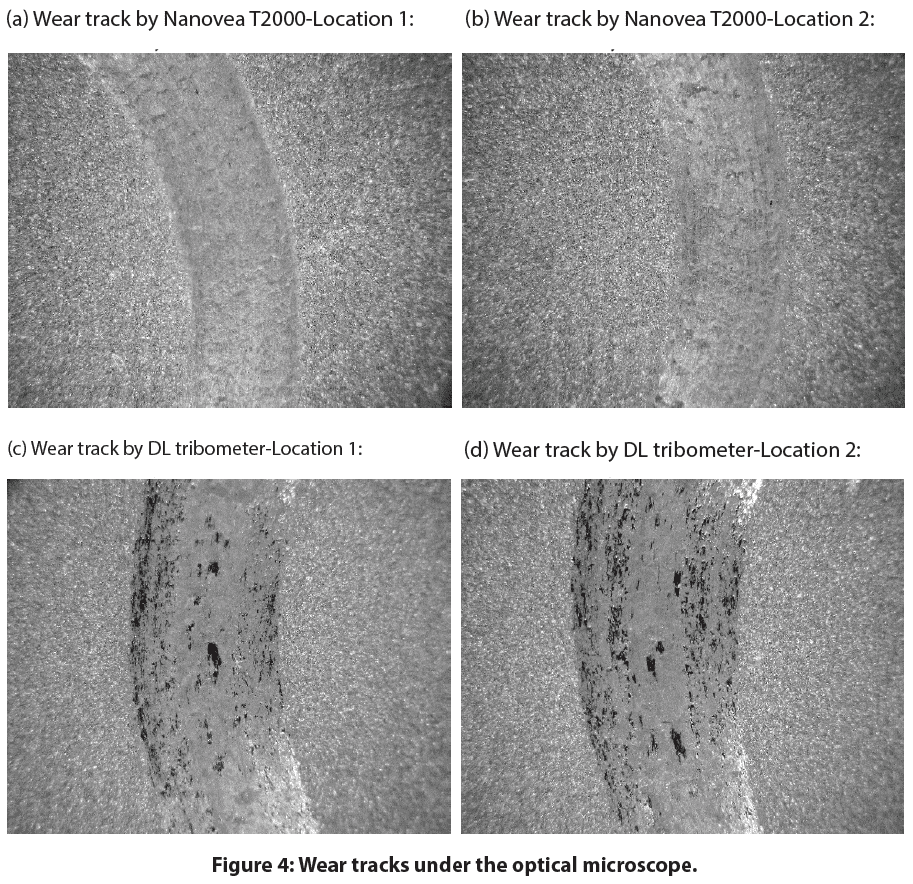
Şekil 4'te gösterilen aşınma izi analizi, Nanovea T2000 Tribometrenin pnömatik basınçlı hava yükleme sistemi tarafından gerçekleştirilen aşınma testinin, geleneksel ölü yük tribometresine kıyasla daha düzgün ve daha tutarlı bir aşınma izi oluşturduğunu doğrulamaktadır. Buna ek olarak, Nanovea T2000 tribometre aşınma süreci sırasında uç yer değiştirmesini ölçerek aşınma davranışının yerinde ilerleyişi hakkında daha fazla bilgi sağlar.
Cu Numunesinin Aşınması Üzerine Kontrollü Salınım
Nanovea T2000 Tribometrenin paralel salınımlı yükleme elektromıknatıs modülü, kullanıcıların kontrollü genlik ve frekans salınımlarının malzemelerin aşınma davranışı üzerindeki etkisini araştırmasını sağlar. Cu numunelerinin COF'si Şekil 6'da gösterildiği gibi in situ olarak kaydedilmiştir. Cu numunesi, ilk 330 devirlik ölçüm sırasında ~0,3'lük sabit bir COF sergileyerek arayüzde kararlı bir temas ve nispeten düzgün bir aşınma izi oluştuğuna işaret etmektedir. Aşınma testi devam ettikçe, COF'nin değişimi aşınma mekanizmasında bir değişiklik olduğunu gösterir. Karşılaştırıldığında, 50 N'de 5 N genlik kontrollü salınım altında yapılan aşınma testleri farklı bir aşınma davranışı sergilemektedir: COF aşınma sürecinin başlangıcında hızlı bir şekilde artmakta ve aşınma testi boyunca önemli bir değişkenlik göstermektedir. COF'nin bu davranışı, normal yükte uygulanan salınımın temastaki kararsız kayma durumunda rol oynadığını göstermektedir.
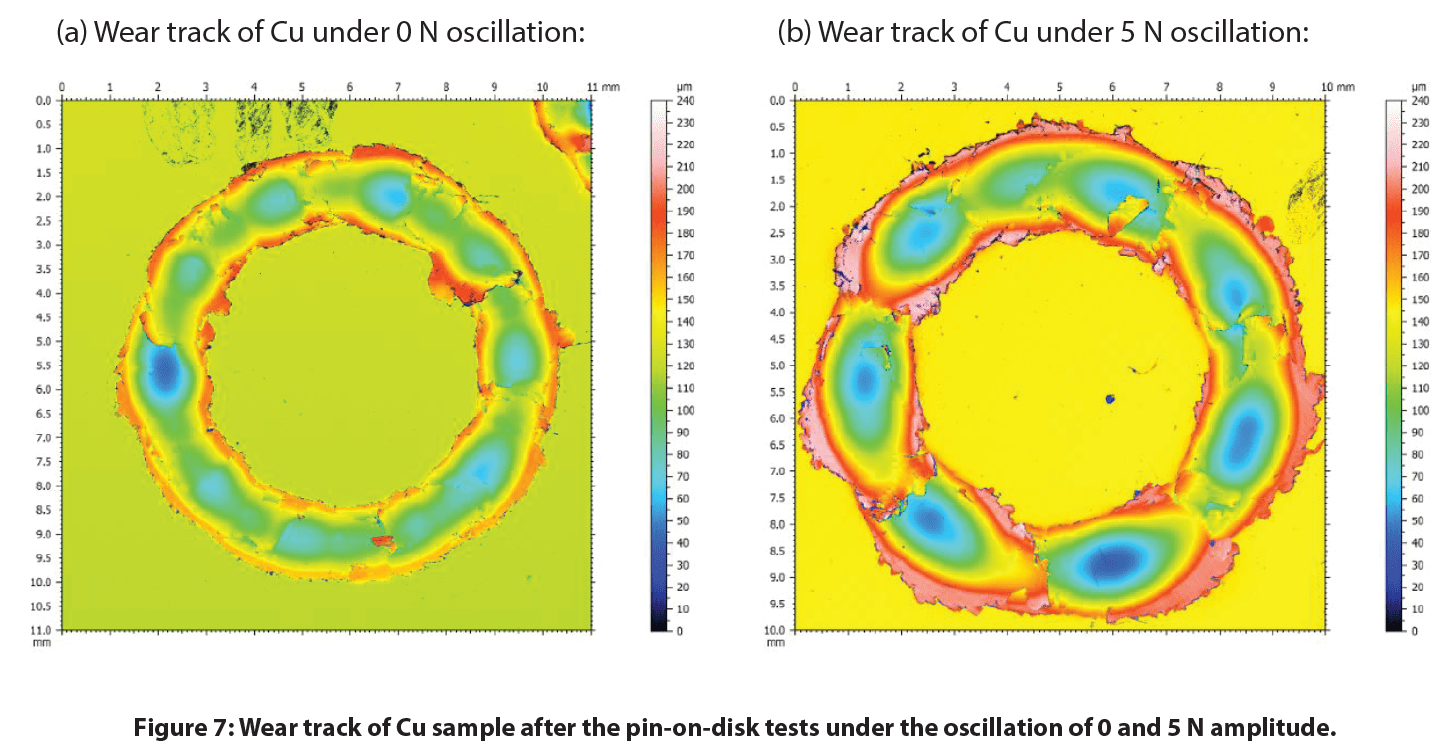
Şekil 7, entegre temassız optik profilometre tarafından ölçülen aşınma izi morfolojisini karşılaştırmaktadır. Kontrollü 5 N salınım genliği altındaki Cu numunesinin, salınım uygulanmayan 5,03 x 108 µm3 ile karşılaştırıldığında 1,35 x 109 µm3 hacminde çok daha büyük bir aşınma izi sergilediği gözlemlenebilir. Kontrollü salınım, aşınma hızını ~2,7 kat artırarak salınımın aşınma davranışı üzerindeki kritik etkisini göstermektedir.

TiN Kaplamanın Aşınması Üzerine Kontrollü Salınım
TiN kaplama numunesinin COF ve aşınma izleri Şekil 8'de gösterilmektedir. TiN kaplama, testler sırasında COF'nin gelişimiyle gösterildiği gibi salınım altında önemli ölçüde farklı aşınma davranışları sergilemektedir. TiN kaplama, TiN kaplama ile Al₂O₃ bilye arasındaki arayüzde sabit kayma teması nedeniyle aşınma testinin başlangıcındaki alıştırma döneminin ardından ~0,3'lük sabit bir COF gösterir. Bununla birlikte, TiN kaplama bozulmaya başladığında, Al₂O₃ bilye kaplamaya nüfuz eder ve altındaki taze çelik alt tabakaya karşı kayar. Aynı zamanda aşınma yolunda önemli miktarda sert TiN kaplama döküntüsü oluşur ve stabil iki gövdeli kayma aşınmasını üç gövdeli aşınma aşınmasına dönüştürür. Malzeme çift özelliklerinin bu şekilde değişmesi, COF evriminde artan varyasyonlara yol açar. Uygulanan 5 N ve 10 N salınım, TiN kaplama arızasını ~400 devirden 100 devrin altına kadar hızlandırır. Kontrollü salınım altındaki aşınma testlerinden sonra TiN kaplama numunelerindeki daha büyük aşınma izleri, COF'deki böyle bir değişiklikle uyumludur.

Sonuç
Nanovea T2000 Tribometrenin gelişmiş pnömatik yükleme sistemi, geleneksel ölü yük sistemlerine kıyasla doğal olarak hızlı bir titreşim sönümleyici olarak kendine özgü bir avantaja sahiptir. Pnömatik sistemlerin bu teknolojik avantajı, yükü uygulamak için servo motorlar ve yayların bir kombinasyonunu kullanan yük kontrollü sistemlerle karşılaştırıldığında doğrudur. Bu teknoloji, bu çalışmada gösterildiği gibi yüksek yüklerde güvenilir ve daha iyi kontrollü aşınma değerlendirmesi sağlar. Buna ek olarak, aktif kapalı döngü yükleme sistemi, fren sistemlerinde görülen gerçek hayat uygulamalarını simüle etmek için aşınma testleri sırasında normal yükü istenen bir değere değiştirebilir.
Testler sırasında kontrolsüz titreşim koşullarından etkilenmek yerine, Nanovea T2000 Dinamik-Yük Tribometresinin kullanıcıların farklı kontrollü salınım koşulları altında malzemelerin tribolojik davranışlarını nicel olarak değerlendirmelerini sağladığını gösterdik. Titreşimler, metal ve seramik kaplama numunelerinin aşınma davranışında önemli bir rol oynamaktadır.
Paralel elektromıknatıslı salınımlı yükleme modülü, ayarlanan genlik ve frekanslarda hassas bir şekilde kontrol edilen salınımlar sağlayarak, kullanıcıların çevresel titreşimlerin genellikle önemli bir faktör olduğu gerçek yaşam koşullarında aşınma sürecini simüle etmelerine olanak tanır. Aşınma sırasında uygulanan salınımların varlığında, hem Cu hem de TiN kaplama numuneleri önemli ölçüde artan aşınma oranı sergilemektedir. Yerinde ölçülen sürtünme katsayısı ve uç yer değiştirmesinin gelişimi, tribolojik uygulamalar sırasında malzemenin performansı için önemli göstergelerdir. Entegre 3D temassız profilometre, aşınma hacmini hassas bir şekilde ölçmek ve aşınma izlerinin ayrıntılı morfolojisini saniyeler içinde analiz etmek için bir araç sunarak aşınma mekanizmasının temel anlayışına daha fazla bilgi sağlar.
T2000, 20 bit dahili hız ve 16 bit harici konum kodlayıcıya sahip kendinden ayarlı, yüksek kaliteli ve yüksek torklu bir motorla donatılmıştır. Bu, tribometrenin 0,01 ila 5000 rpm arasında kademeli sıçramalarla veya sürekli oranlarda değişebilen benzersiz bir dönme hızı aralığı sağlamasına olanak tanır. Altta bulunan bir tork sensörü kullanan sistemlerin aksine, Nanovea Tribometre sürtünme kuvvetlerini doğru ve ayrı olarak ölçmek için üstte bulunan yüksek hassasiyetli bir yük hücresi kullanır.
Nanovea Tribometers, ISO ve ASTM uyumlu rotatif ve lineer modları (4 bilyeli, baskı pulu ve halka üzerinde blok testleri dahil) kullanarak hassas ve tekrarlanabilir aşınma ve sürtünme testleri sunar ve isteğe bağlı yüksek sıcaklık aşınma, yağlama ve tribo-korozyon modülleri önceden entegre edilmiş tek bir sistemde mevcuttur. Nanovea T2000'in eşsiz ürün yelpazesi, ince veya kalın, yumuşak veya sert kaplamaların, filmlerin ve alt tabakaların tüm tribolojik özelliklerini belirlemek için ideal bir çözümdür.

3D Profilometri ile Boya Portakal Kabuğu Doku Analizi
Giriş
Alt tabakalardaki yüzey yapılarının boyutu ve sıklığı parlak kaplamaların kalitesini etkiler. Adını görünümünden alan portakal kabuğu dokusu, alt tabaka etkisinden ve boya uygulama tekniğinden gelişebilir. Doku problemleri genellikle dalgalılık, dalga boyu ve parlak kaplamalar üzerindeki görsel etkileri ile ölçülür. En küçük dokular parlaklığın azalmasına neden olurken, daha büyük dokular kaplanmış yüzeyde görünür dalgalanmalara neden olur. Bu dokuların gelişimini ve bunun alt katmanlar ve tekniklerle ilişkisini anlamak kalite kontrolü için kritik öneme sahiptir.
Tekstür Ölçümü için Profilometrinin Önemi
Parlaklık dokusunu ölçmek için kullanılan geleneksel 2D cihazların aksine, 3D temassız ölçüm, yüzey özelliklerini anlamak için kullanılan 3D görüntüyü hızlı bir şekilde sağlar ve ilgilenilen alanları hızlı bir şekilde inceleme olanağı sunar. Hız ve 3D inceleme olmadan, bir kalite kontrol ortamı yalnızca tüm yüzey için çok az öngörülebilirlik sağlayan 2D bilgilere dayanacaktır. Dokuların 3D olarak anlaşılması, işleme ve kontrol önlemlerinin en iyi şekilde seçilmesini sağlar. Bu tür parametrelerin kalite kontrolünün sağlanması büyük ölçüde ölçülebilir, tekrarlanabilir ve güvenilir incelemeye dayanır. Nanovea 3D Temassız Profilometreler hızlı ölçüm sırasında bulunan dik açıları ölçmek için benzersiz bir yeteneğe sahip olmak için kromatik konfokal teknolojisini kullanır. Nanovea Profilometreler, diğer tekniklerin prob teması, yüzey varyasyonu, açı veya yansıtma nedeniyle güvenilir veri sağlayamadığı durumlarda başarılı olur.
Ölçüm Hedefi
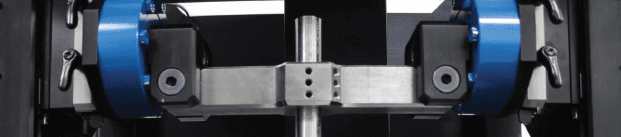
Bu uygulamada, Nanovea HS2000L parlak bir boyanın portakal kabuğu dokusunu ölçmektedir. 3D yüzey taramasından otomatik olarak hesaplanan sonsuz yüzey parametresi vardır. Burada, taranmış bir 3D yüzeyi, boya portakal kabuğu dokusunun özelliklerini ölçerek analiz ediyoruz.
Sonuçlar ve Tartışma

Nanovea HS2000L portakal kabuğu boyasının izotropi ve yükseklik parametrelerini ölçmüştür. Portakal kabuğu dokusu rastgele desen yönünü 94,4% izotropi ile ölçmüştür. Yükseklik parametreleri dokuyu 24,84µm yükseklik farkı ile ölçmüştür.

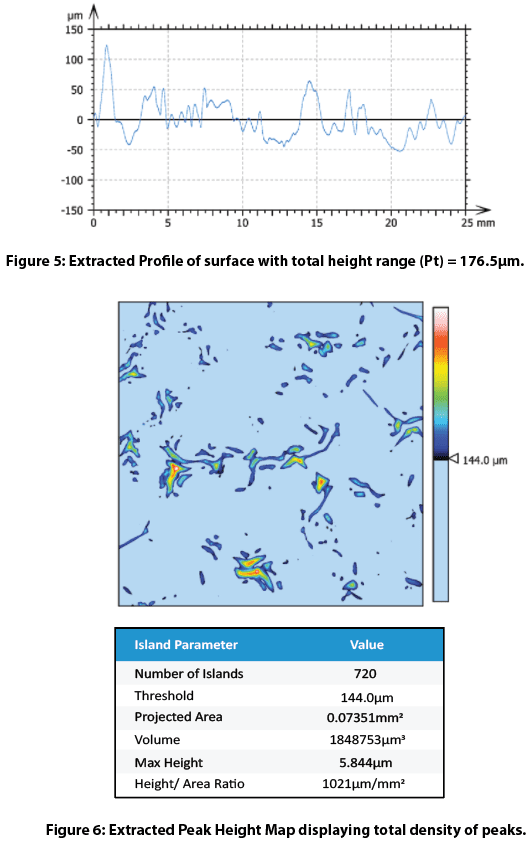
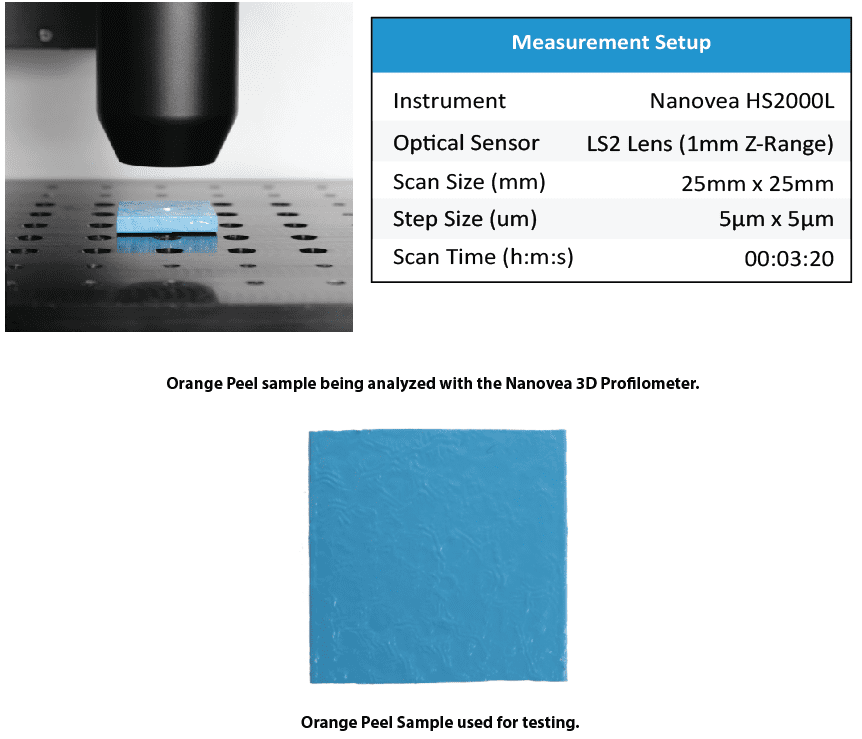
Şekil 4'teki taşıma oranı eğrisi derinlik dağılımının grafiksel bir gösterimidir. Bu, kullanıcının farklı derinliklerdeki dağılımları ve yüzdeleri görüntülemesine olanak tanıyan yazılımdaki etkileşimli bir özelliktir. Şekil 5'teki çıkarılan bir profil portakal kabuğu dokusu için faydalı pürüzlülük değerleri vermektedir. Portakal kabuğu dokusu, 144 mikron eşik değerinin üzerindeki tepe ekstraksiyonu göstermektedir. Bu parametreler ilgilenilen diğer alanlara veya parametrelere göre kolayca ayarlanabilir.
Sonuç
Bu uygulamada Nanovea HS2000L 3D Temassız Profilometre, parlak bir kaplama üzerindeki portakal kabuğu dokusunun hem topografyasını hem de nanometre detaylarını hassas bir şekilde karakterize etmektedir. 3D yüzey ölçümlerinden elde edilen ilgi alanları hızlı bir şekilde tanımlanır ve birçok faydalı ölçümle analiz edilir (Boyut, Pürüzlülük Son Doku, Şekil Formu Topografisi, Düzlük Çarpıklık Düzlemsellik, Hacim Alanı, Adım Yüksekliği, vb.) Hızla seçilen 2D kesitler, parlaklık dokusu üzerinde eksiksiz bir yüzey ölçüm kaynakları seti sağlar. Özel ilgi alanları, entegre bir AFM modülü ile daha fazla analiz edilebilir. Nanovea 3D Profilometre'nin hızı, araştırma uygulamalarında yüksek hızlı denetim ihtiyaçlarına uygunluk için <1 mm/s ile 500 mm/s arasında değişir. Nanovea 3D Profilometreler, uygulamanıza uyacak geniş bir konfigürasyon yelpazesine sahiptir.

Temassız Profilometri ile Bir Penny'nin 3D Yüzey Analizi
Madeni Paralar için Temassız Profilometrinin Önemi
Para birimi modern toplumda oldukça değerlidir çünkü mal ve hizmet karşılığında alınıp satılmaktadır. Madeni para ve kağıt banknotlar birçok insanın elinde dolaşıyor. Fiziksel para biriminin sürekli transferi yüzey deformasyonuna neden olur. Nanovea'nın 3D'si Profilometre yüzey farklılıklarını araştırmak için farklı yıllarda basılan madeni paraların topografyasını tarar.
Madeni para özellikleri, ortak nesneler olduğundan halk tarafından kolayca tanınabilir. Nanovea'nın Gelişmiş Yüzey Analiz Yazılımı Mountains 3D'nin gücünü tanıtmak için bir kuruş idealdir. 3D Profilometremiz ile toplanan yüzey verileri, yüzey çıkarma ve 2D kontur çıkarma ile karmaşık geometri üzerinde yüksek düzeyde analizlere olanak tanır. Kontrollü bir maske, damga veya kalıpla yüzey çıkarma, üretim süreçlerinin kalitesini karşılaştırırken, kontur çıkarma, boyut analiziyle toleransları tanımlar. Nanovea'nın 3D Profilometer ve Mountains 3D yazılımı, paralar gibi görünüşte basit nesnelerin mikron altı topografyasını araştırıyor.
Ölçüm Hedefi
Beş peninin tüm üst yüzeyi Nanovea'nın Yüksek Hızlı Çizgi Sensörü kullanılarak taranmıştır. Her bir kuruşun iç ve dış yarıçapı Mountains Gelişmiş Analiz Yazılımı kullanılarak ölçüldü. Doğrudan yüzey çıkarma ile ilgilenilen bir alandaki her bir kuruş yüzeyinden bir çıkarma, yüzey deformasyonunu ölçtü.

Sonuçlar ve Tartışma
3D Yüzey
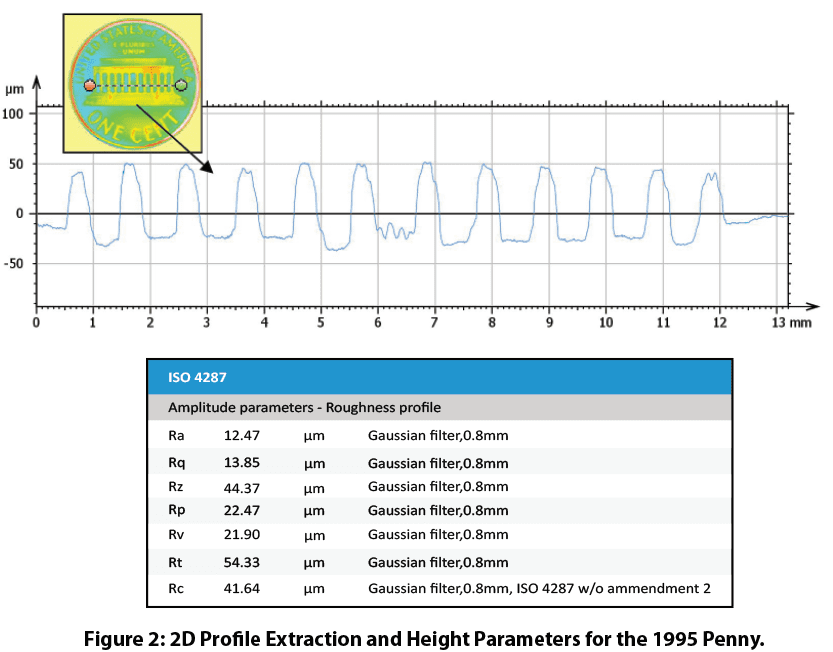
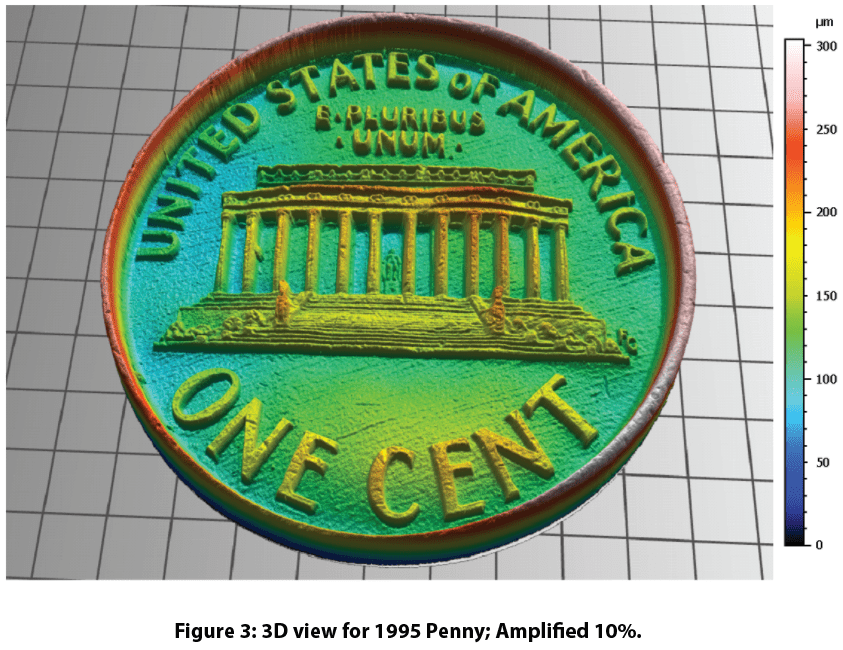
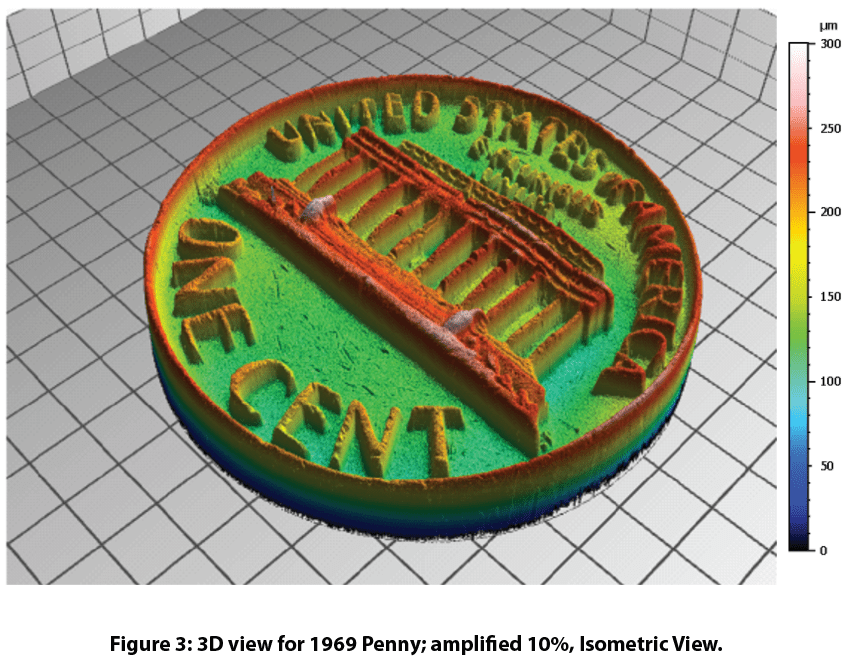
Nanovea HS2000 profilometre, bir kuruşun yüzeyini elde etmek için 10um x 10um adım boyutuyla 20mm x 20mm'lik bir alanda 4 milyon noktayı taramak için sadece 24 saniye sürdü. Aşağıda taramanın yükseklik haritası ve 3D görselleştirmesi yer almaktadır. 3D görünüm, Yüksek Hızlı sensörün gözle görülemeyen küçük ayrıntıları yakalama becerisini göstermektedir. Kuruşun yüzeyinde birçok küçük çizik görülebiliyor. 3D görünümde görülen madeni paranın dokusu ve pürüzlülüğü incelenmiştir.

Boyutsal Analiz
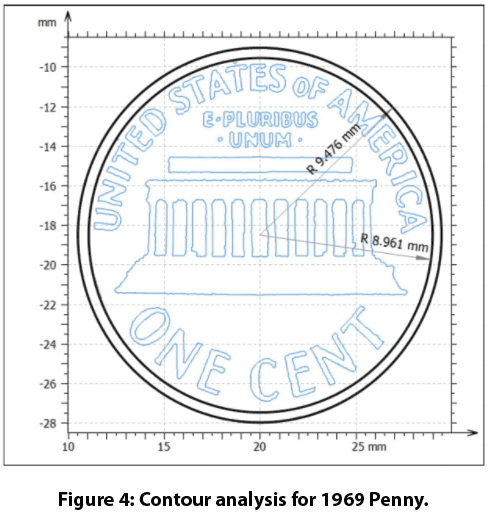
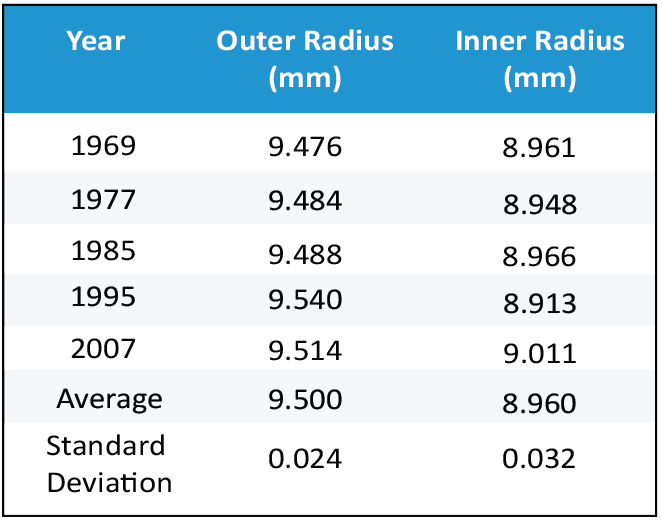
Kurşunun konturları çıkarılmış ve boyutsal analizle kenar özelliğinin iç ve dış çapları elde edilmiştir. Dış yarıçapın ortalaması 9,500 mm ± 0,024 iken iç yarıçapın ortalaması 8,960 mm ± 0,032'dir. Mountains 3D'nin 2D ve 3D veri kaynakları üzerinde yapabileceği diğer boyutsal analizler mesafe ölçümleri, basamak yüksekliği, düzlemsellik ve açı hesaplamalarıdır.
Yüzey Çıkarma
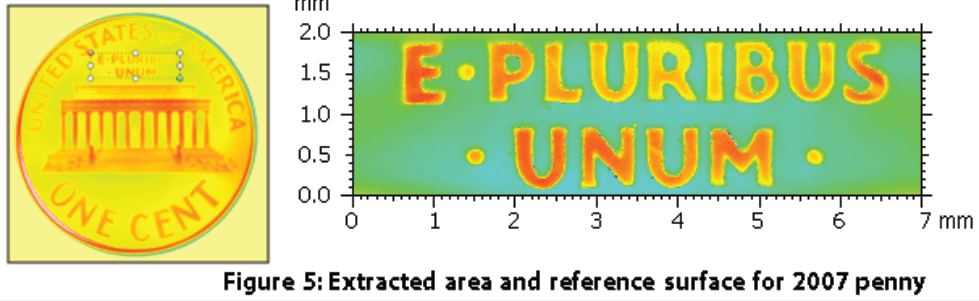
Şekil 5, yüzey çıkarma analizi için ilgi alanını göstermektedir. Dört eski kuruş için referans yüzey olarak 2007 kuruşu kullanılmıştır. Yüzeyden 2007 kuruşunun yüzeyinin çıkarılması delikli/çıkıntılı kuruşlar arasındaki farkları göstermektedir. Toplam yüzey hacmi farkı, deliklerin/çıkıntıların hacimlerinin toplanmasıyla elde edilir. RMS hatası, kuruş yüzeylerinin birbirlerine ne kadar yakın olduğunu ifade eder.

Sonuç

Nanovea'nın Yüksek Hızlı HS2000L'si farklı yıllarda basılmış beş madeni parayı taradı. Mountains 3D yazılımı, kontur çıkarma, boyutsal analiz ve yüzey çıkarma işlemlerini kullanarak her bir madeni paranın yüzeylerini karşılaştırdı. Analiz, yüzey özelliği farklılıklarını doğrudan karşılaştırırken bozuk paralar arasındaki iç ve dış yarıçapı net bir şekilde tanımlar. Nanovea'nın 3D profilometresinin her türlü yüzeyi nanometre düzeyinde çözünürlükle ölçme yeteneği, Mountains 3D analiz yetenekleriyle birleştiğinde, olası Araştırma ve Kalite Kontrol uygulamaları sınırsızdır.

Polimerik Tüplerin Boyutsal ve Yüzey İşlemleri
Polimerik Tüplerin Boyutsal ve Yüzey Analizinin Önemi
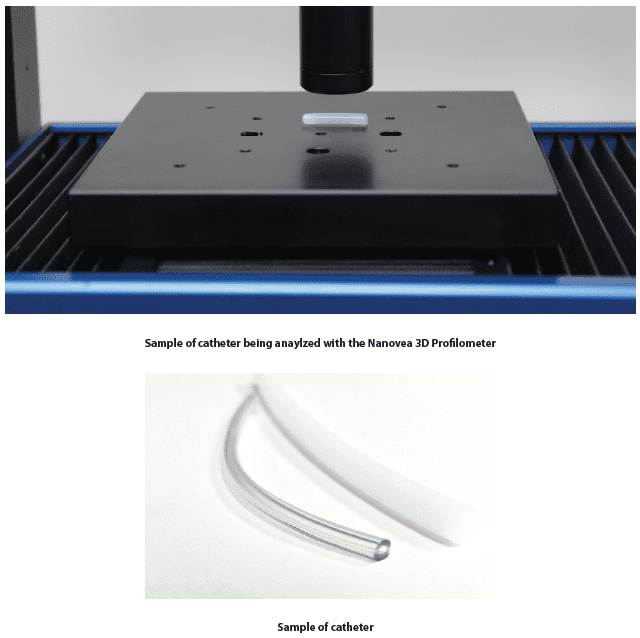
Polimerik malzemeden üretilen tüpler, otomotiv, medikal, elektrik ve diğer birçok kategoriye kadar pek çok endüstride yaygın olarak kullanılmaktadır. Bu çalışmada Nanovea kullanılarak farklı polimerik malzemelerden yapılmış tıbbi kateterler incelenmiştir. 3D Temassız Profilometre Yüzey pürüzlülüğünü, morfolojisini ve boyutlarını ölçmek için. Enfeksiyon, fiziksel travma ve iltihaplanma da dahil olmak üzere kateterlerle ilgili birçok sorun kateter yüzeyiyle ilişkilendirilebildiğinden, yüzey pürüzlülüğü kateterler için çok önemlidir. Sürtünme katsayısı gibi mekanik özellikler de yüzey özellikleri gözlemlenerek incelenebilir. Bu ölçülebilir veriler, kateterin tıbbi uygulamalar için kullanılabilmesini sağlamak için elde edilebilir.
Optik mikroskopi ve elektron mikroskopi ile karşılaştırıldığında, eksenel kromatizma kullanan 3D Temassız Profilometri, açıları / eğriliği ölçme yeteneği, şeffaflığa veya yansıtıcılığa rağmen malzeme yüzeylerini ölçme yeteneği, minimum numune hazırlığı ve invazif olmayan doğası nedeniyle kateter yüzeylerini karakterize etmek için oldukça tercih edilir. Geleneksel optik mikroskopinin aksine, yüzeyin yüksekliği elde edilebilir ve hesaplamalı analiz için kullanılabilir; örneğin boyutları bulmak ve yüzey pürüzlülüğünü bulmak için formu kaldırmak. Elektron mikroskobunun aksine numune hazırlığının az olması ve temassız doğası, numune hazırlığından kaynaklanan kirlenme ve hata korkusu olmadan hızlı veri toplanmasına da olanak tanır.
Ölçüm Hedefi
Bu uygulamada, Nanovea 3D Temassız Profilometre, biri TPE'den (Termoplastik Elastomer) diğeri PVC'den (Polivinil Klorür) yapılmış iki kateterin yüzeyini taramak için kullanılmaktadır. İki kateterin morfolojisi, radyal boyutu ve yükseklik parametreleri elde edilecek ve karşılaştırılacaktır.
Sonuçlar ve Tartışma
3D Yüzey
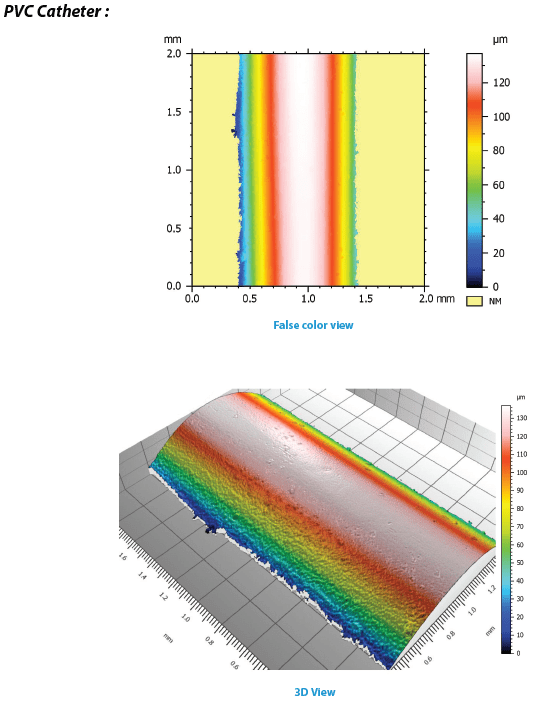
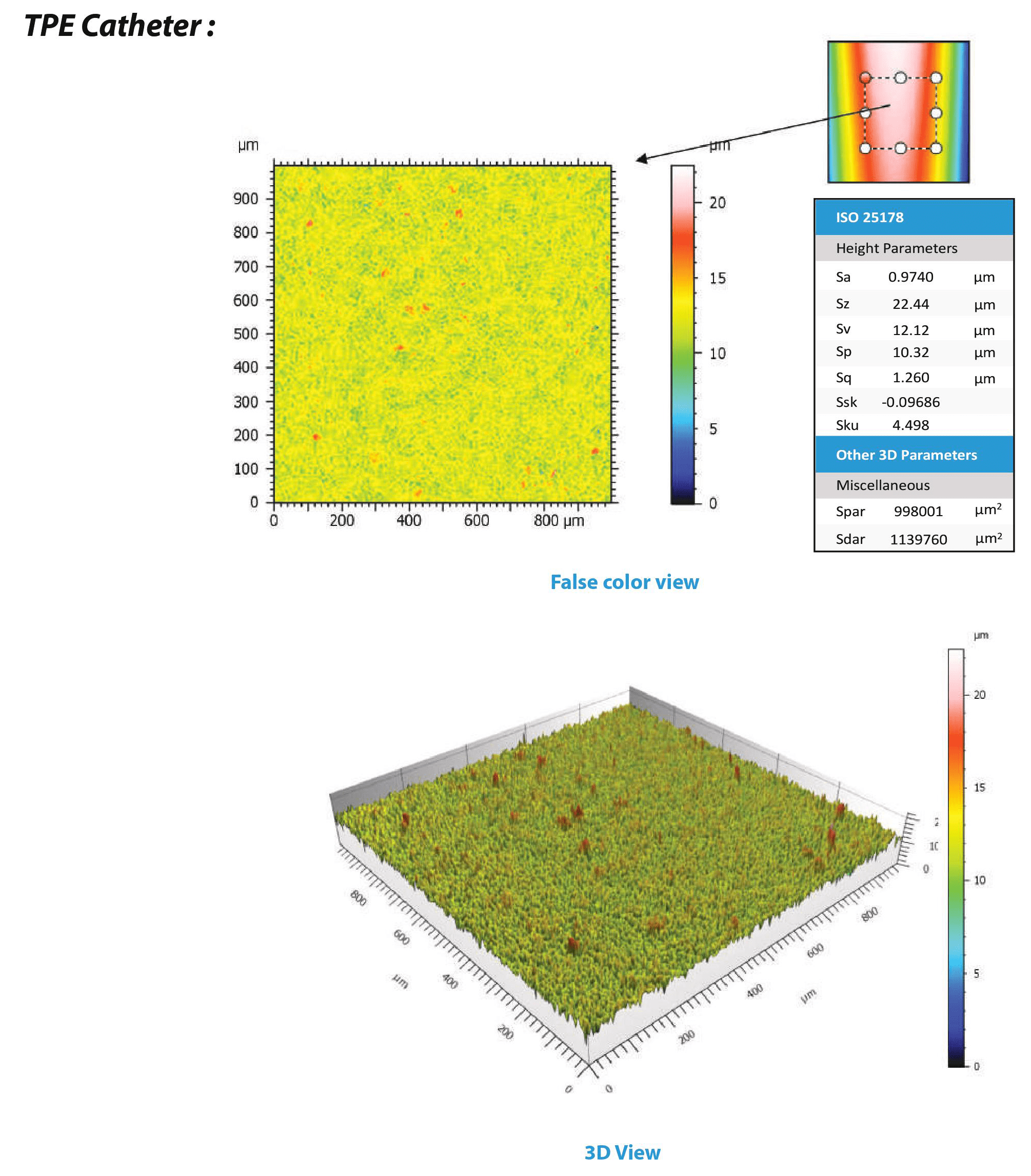
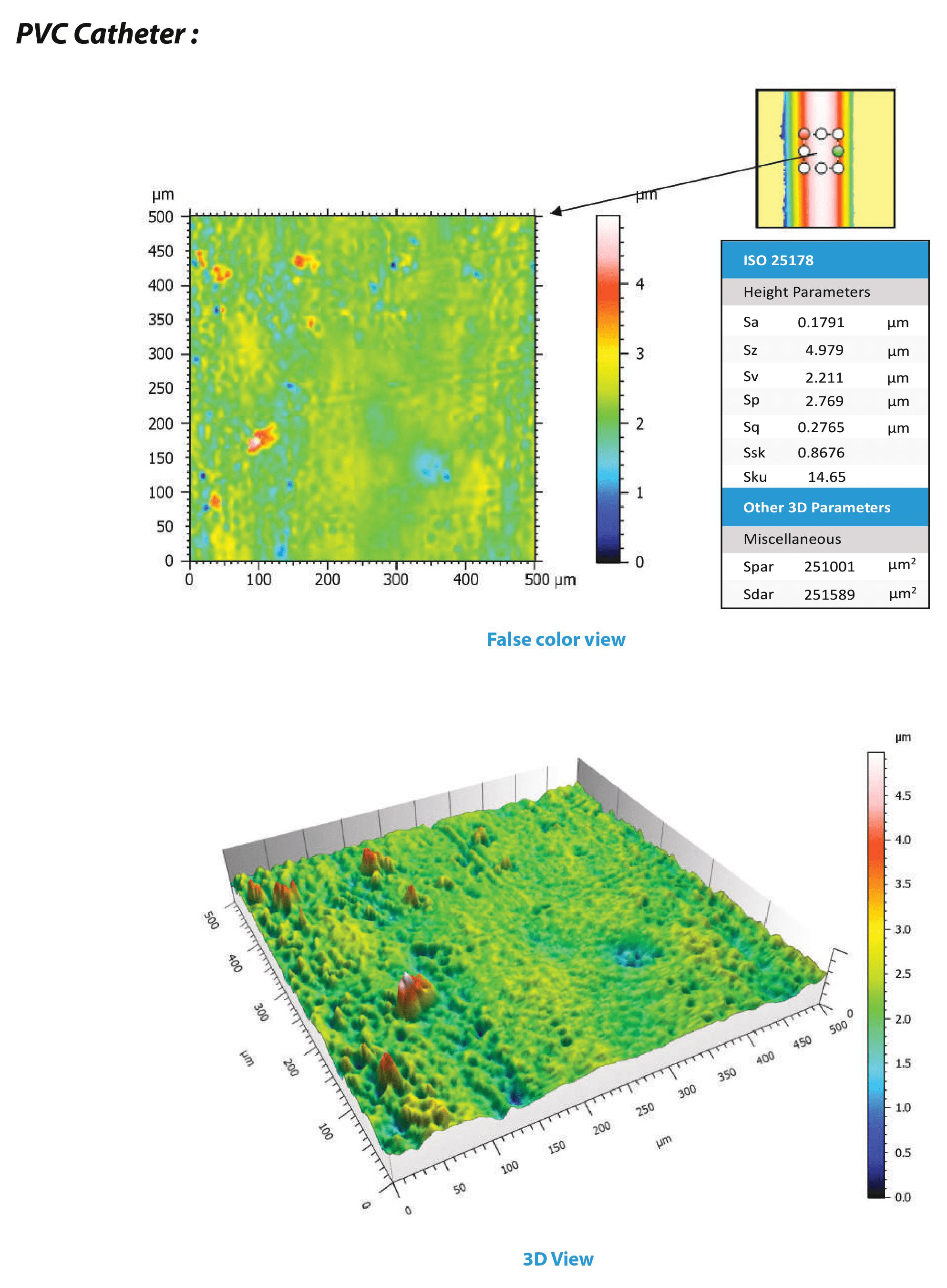
Polimerik tüplerdeki eğriliğe rağmen Nanovea 3D Temassız profilometre kateterlerin yüzeyini tarayabilir. Yapılan taramadan, yüzeyin hızlı ve doğrudan görsel olarak incelenmesi için bir 3D görüntü elde edilebilir.

2 Boyutlu Analiz
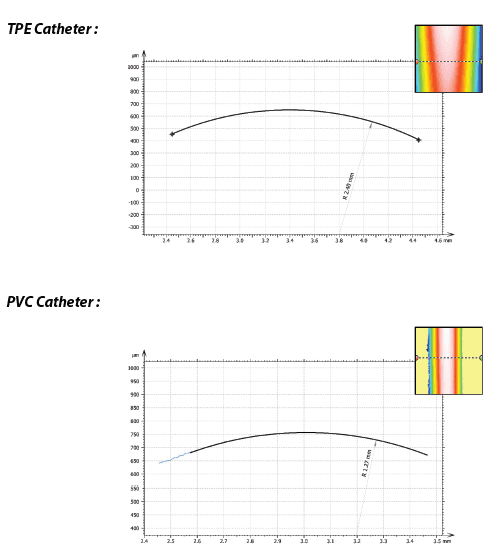
Dış radyal boyut, orijinal taramadan bir profil çıkarılarak ve profile bir yay uydurularak elde edilmiştir. Bu, 3D Temassız profilometrenin kalite kontrol uygulamaları için hızlı boyutsal analiz yapma kabiliyetini göstermektedir. Kateter uzunluğu boyunca birden fazla profil de kolayca elde edilebilir.
Yüzey Analizi Pürüzlülük
Dış radyal boyut, orijinal taramadan bir profil çıkarılarak ve profile bir yay uydurularak elde edilmiştir. Bu, 3D Temassız profilometrenin kalite kontrol uygulamaları için hızlı boyutsal analiz yapma kabiliyetini göstermektedir. Kateter uzunluğu boyunca birden fazla profil de kolayca elde edilebilir.
Sonuç
Bu uygulamada, Nanovea 3D Temassız profilometrenin polimerik tüpleri karakterize etmek için nasıl kullanılabileceğini gösterdik. Özellikle, tıbbi kateterler için yüzey metrolojisi, radyal boyutlar ve yüzey pürüzlülüğü elde edildi. TPE kateterin dış yarıçapı 2,40 mm iken PVC kateterin 1,27 mm olduğu bulunmuştur. TPE kateterin yüzeyi PVC katetere göre daha pürüzlü bulunmuştur. TPE'nin Sa değeri 0,9740µm iken PVC'nin 0,1791µm'dir. Bu uygulama için tıbbi kateterler kullanılmış olsa da, 3D Temassız Profilometri çok çeşitli yüzeylere de uygulanabilir. Elde edilebilecek veriler ve hesaplamalar gösterilenlerle sınırlı değildir.

Polimerlerin Tribolojisi
Giriş
Polimerler çok çeşitli uygulamalarda yaygın olarak kullanılmış ve günlük yaşamın vazgeçilmez bir parçası haline gelmiştir. Kehribar, ipek ve doğal kauçuk gibi doğal polimerler insanlık tarihinde önemli bir rol oynamıştır. Sentetik polimerlerin üretim süreci, tokluk, viskoelastisite, kendinden yağlama ve diğerleri gibi benzersiz fiziksel özellikler elde etmek için optimize edilebilir.
Polimerlerde Aşınma ve Sürtünmenin Önemi
Polimerler genellikle lastikler, rulmanlar ve konveyör bantlar gibi tribolojik uygulamalar için kullanılır.
Polimerin mekanik özelliklerine, temas koşullarına ve aşınma işlemi sırasında oluşan döküntü veya transfer filminin özelliklerine bağlı olarak farklı aşınma mekanizmaları ortaya çıkar. Polimerlerin hizmet koşulları altında yeterli aşınma direncine sahip olduğundan emin olmak için güvenilir ve ölçülebilir tribolojik değerlendirme gereklidir. Tribolojik değerlendirme, hedef uygulamaya uygun malzeme adayını seçmek için farklı polimerlerin aşınma davranışlarını kontrollü ve izlenen bir şekilde niceliksel olarak karşılaştırmamızı sağlar.
Nanovea Tribometre, ISO ve ASTM uyumlu rotatif ve lineer modları kullanarak tekrarlanabilir aşınma ve sürtünme testleri sunar ve isteğe bağlı yüksek sıcaklık aşınma ve yağlama modülleri önceden entegre edilmiş tek bir sistemde mevcuttur. Bu eşsiz ürün yelpazesi, kullanıcıların yoğun stres, aşınma ve yüksek sıcaklık gibi polimerlerin farklı çalışma ortamlarını simüle etmesine olanak tanır.
ÖLÇÜM HEDEFI
Bu çalışmada Nanovea'nın Tribometre farklı polimerlerin sürtünme ve aşınma direncini iyi kontrollü ve niceliksel bir şekilde karşılaştırmak için ideal bir araçtır.
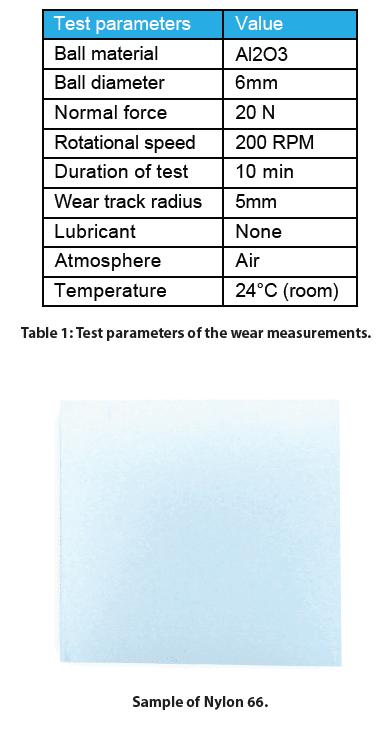
TEST PROSEDÜRÜ
Farklı yaygın polimerlerin sürtünme katsayısı (COF) ve aşınma direnci Nanovea Tribometre ile değerlendirildi. Sayaç malzemesi olarak (pim, statik numune) bir Al2O3 topu kullanıldı. Polimerler üzerindeki aşınma izleri (dinamik dönen numuneler), bir temassız 3D profilometre ve testler tamamlandıktan sonra optik mikroskop. Bir seçenek olarak, aşınma testi sırasında pimin dinamik numuneye girdiği derinliği ölçmek için temassız bir endoskopik sensörün kullanılabileceği unutulmamalıdır. Test parametreleri Tablo 1'de özetlenmiştir. Aşınma oranı K, K=Vl(Fxs) formülü kullanılarak değerlendirildi; burada V aşınmış hacim, F normal yük ve s kayma mesafesidir.
Bu çalışmada karşı malzeme olarak Al2O3 bilyelerin kullanıldığını lütfen unutmayın. Gerçek uygulama koşulları altında iki numunenin performansını daha yakından simüle etmek için herhangi bir katı malzeme ikame edilebilir.
SONUÇLAR VE TARTIŞMA
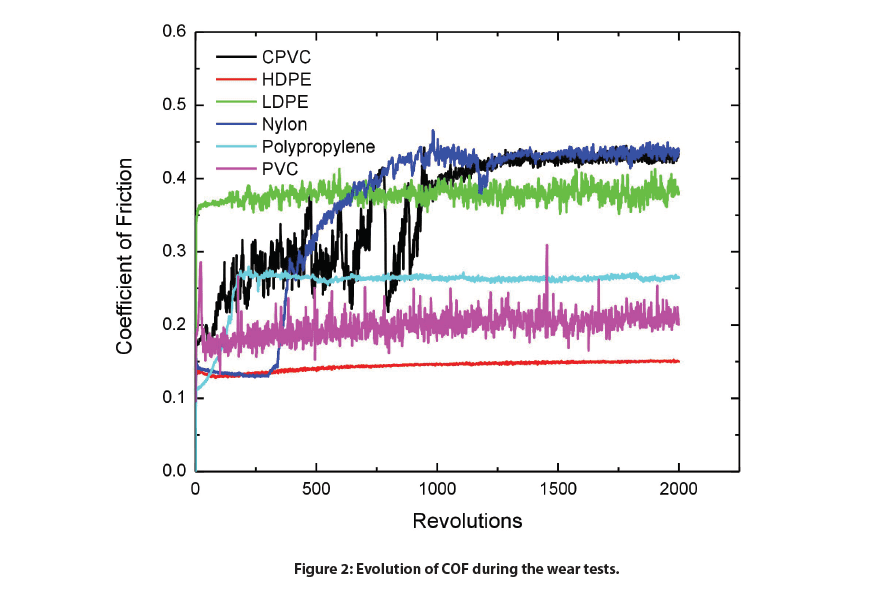
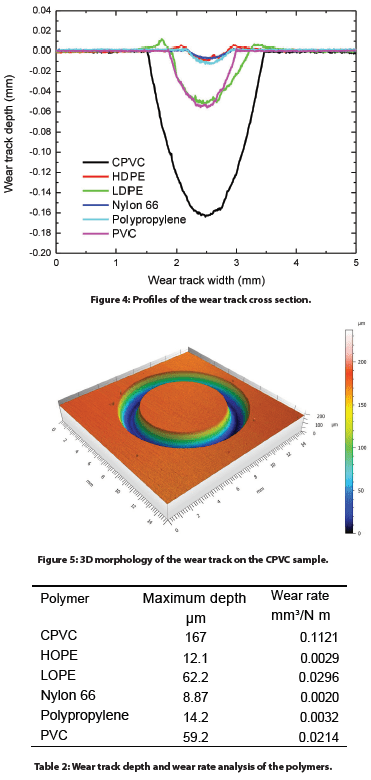
Aşınma hızı, malzemelerin kullanım ömrünü belirlemek için hayati bir faktördür, sürtünme ise tribolojik uygulamalar sırasında kritik bir rol oynar. Şekil 2, aşınma testleri sırasında Al2O3 bilyeye karşı farklı polimerler için COF'nin gelişimini karşılaştırmaktadır. COF, arızaların ne zaman meydana geldiğinin ve aşınma sürecinin yeni bir aşamaya girdiğinin bir göstergesi olarak çalışır. Test edilen polimerler arasında YYPE, aşınma testi boyunca ~0,15 ile en düşük sabit COF değerini korumaktadır. Düzgün COF, istikrarlı bir tribo temasın oluştuğu anlamına gelir.
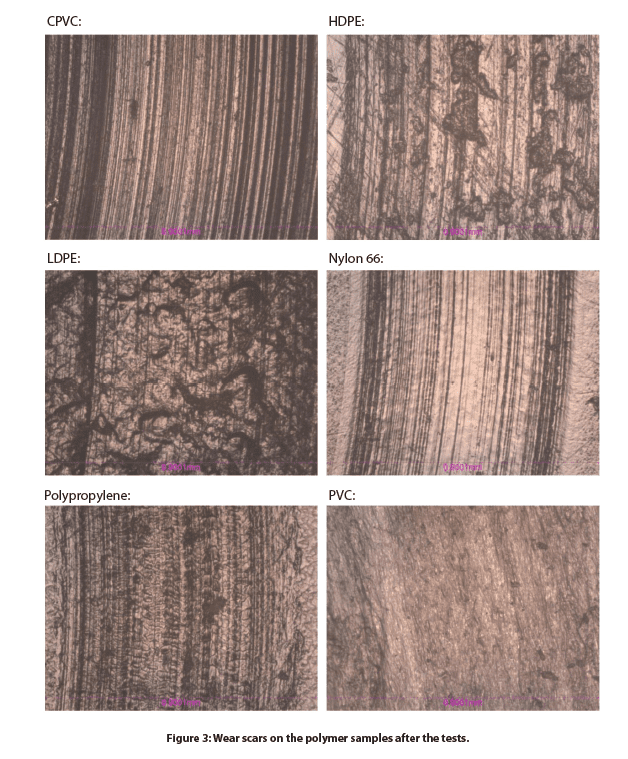
Şekil 3 ve Şekil 4, test optik mikroskop tarafından ölçüldükten sonra polimer numunelerin aşınma izlerini karşılaştırmaktadır. In-situ temassız 3D profilometre, polimer numunelerin aşınma hacmini hassas bir şekilde belirleyerek sırasıyla 0,0029, 0,0020 ve 0,0032m3/N m aşınma oranlarının doğru bir şekilde hesaplanmasını mümkün kılmaktadır. Karşılaştırıldığında, CPVC numunesi 0,1121m3/N m ile en yüksek aşınma oranını göstermektedir. CPVC'nin aşınma izinde derin paralel aşınma izleri mevcuttur.
SONUÇ

Polimerlerin aşınma direnci, hizmet performanslarında hayati bir rol oynamaktadır. Bu çalışmada, Nanovea Tribometre'nin farklı polimerlerin sürtünme katsayısını ve aşınma oranını
iyi kontrollü ve kantitatif bir şekilde. HDPE, test edilen polimerler arasında ~0,15 ile en düşük COF değerini göstermektedir. YYPE, Naylon 66 ve Polipropilen numuneleri sırasıyla 0,0029, 0,0020 ve 0,0032 m3/N m gibi düşük aşınma oranlarına sahiptir. Düşük sürtünme ve yüksek aşınma direnci kombinasyonu, HDPE'yi polimer tribolojik uygulamaları için iyi bir aday haline getirmektedir.
In-situ temassız 3D profilometre, hassas aşınma hacmi ölçümü sağlar ve aşınma izlerinin ayrıntılı morfolojisini analiz etmek için bir araç sunarak aşınma mekanizmalarının temel anlayışına daha fazla bilgi sağlar

3D Profilometri ile Petek Panel Yüzey İşlemi
GİRİŞ
Petek panel yüzeyinin pürüzlülüğü, gözenekliliği ve dokusu, nihai panel tasarımı için ölçülmesi kritik öneme sahiptir. Bu yüzey nitelikleri, panel yüzeyinin estetiği ve işlevsel özellikleriyle doğrudan ilişkilendirilebilir. Yüzey dokusunun ve gözenekliliğin daha iyi anlaşılması, panel yüzeyinin işlenmesini ve üretilebilirliğini optimize etmeye yardımcı olabilir. Uygulama ve boyama gereksinimlerine yönelik yüzey parametrelerini kontrol etmek için petek panelin nicel, hassas ve güvenilir bir yüzey ölçümüne ihtiyaç vardır. Nanovea 3D Temassız sensörler, bu panel yüzeylerini hassas bir şekilde ölçebilen benzersiz kromatik konfokal teknolojisini kullanır.
ÖLÇÜM HEDEFI
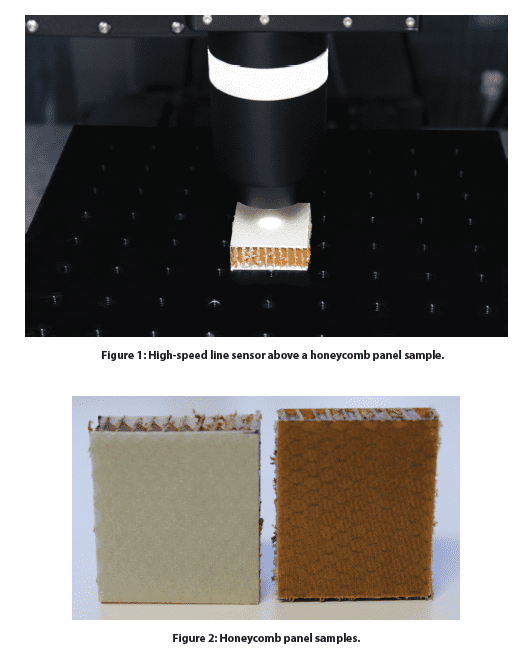
Bu çalışmada, yüksek hızlı Çizgi Sensörüyle donatılmış Nanovea HS2000 platformu, farklı yüzey kaplamalarına sahip iki petek panelini ölçmek ve karşılaştırmak için kullanıldı. Nanovea'yı sergiliyoruz temassız profilometrehızlı ve hassas 3D profil ölçümleri ve yüzey kaplamasının kapsamlı ve derinlemesine analizini sağlama becerisi.
SONUÇLAR VE TARTIŞMA
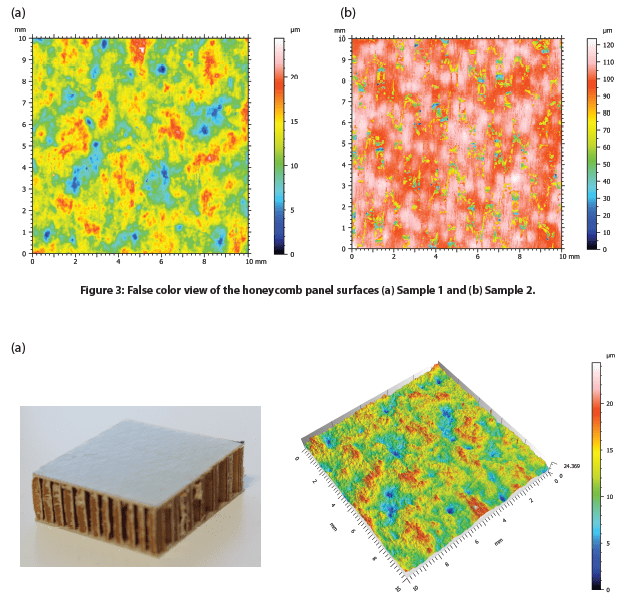
Örnek 1 ve Örnek 2 olmak üzere çeşitli yüzey işlemlerine sahip iki petek panel örneğinin yüzeyi ölçülmüştür. Numune 1 ve Numune 2 yüzeylerinin sahte renk ve 3D görünümü sırasıyla Şekil 3 ve Şekil 4'te gösterilmektedir. Pürüzlülük ve düzlük değerleri gelişmiş analiz yazılımı ile hesaplanmış ve Tablo 1'de karşılaştırılmıştır. Örnek 2, Örnek 1'e kıyasla daha gözenekli bir yüzey sergilemektedir. Sonuç olarak, Numune 1 için 4,27 µm'lik Sa değerine kıyasla Numune 2 14,7 µm'lik daha yüksek bir pürüzlülük Sa değerine sahiptir.
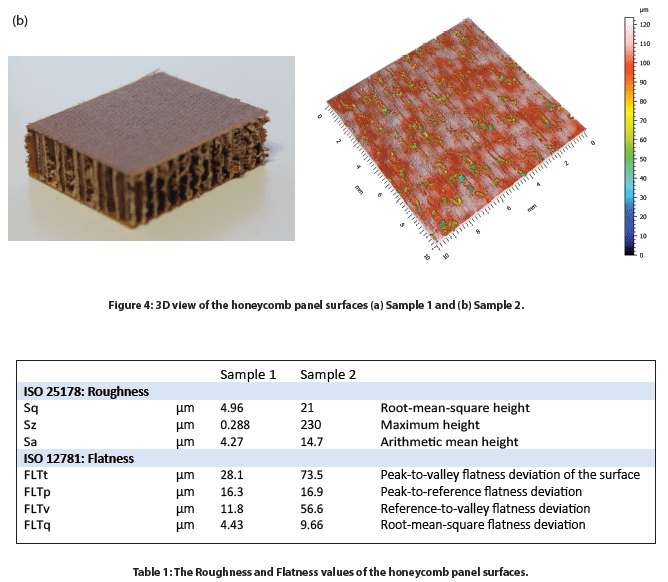
Petek panel yüzeylerinin 2D profilleri Şekil 5'te karşılaştırılarak kullanıcıların numune yüzeyinin farklı yerlerindeki yükseklik değişimini görsel olarak karşılaştırabilmeleri sağlanmıştır. Örnek 1'in en yüksek tepe ve en düşük vadi konumu arasında ~25 µm'lik bir yükseklik değişimine sahip olduğunu gözlemleyebiliriz. Öte yandan, Örnek 2, 2D profil boyunca birkaç derin gözenek göstermektedir. Gelişmiş analiz yazılımı, Şekil 4.b Örnek 2 tablosunda gösterildiği gibi altı nispeten derin gözeneğin derinliğini otomatik olarak bulma ve ölçme yeteneğine sahiptir. Altı gözenek arasındaki en derin gözenek yaklaşık 90 µm maksimum derinliğe sahiptir (Adım 4).
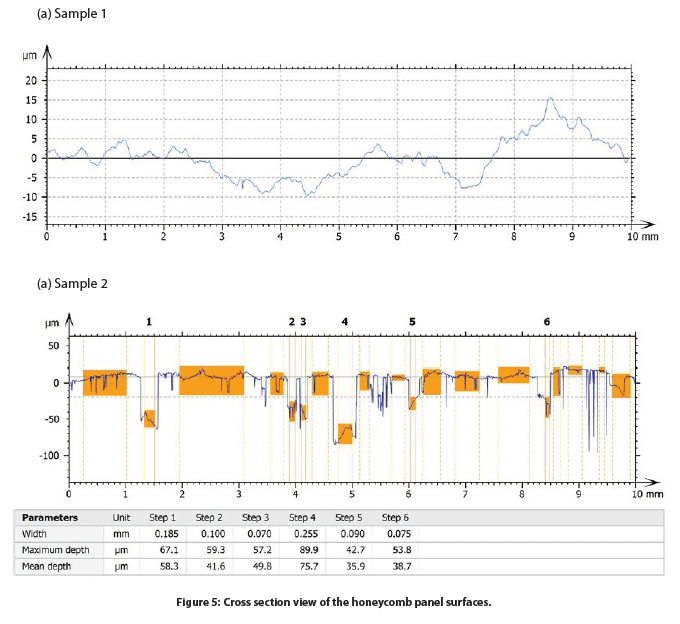
Örnek 2'nin gözenek boyutunu ve dağılımını daha fazla araştırmak için gözeneklilik değerlendirmesi yapılmış ve aşağıdaki bölümde tartışılmıştır. Dilimlenmiş görünüm Şekil 5'te gösterilmiş ve sonuçlar Tablo 2'de özetlenmiştir. Şekil 5'te mavi renkle işaretlenen gözeneklerin numune yüzeyinde nispeten homojen bir dağılıma sahip olduğunu gözlemleyebiliriz. Gözeneklerin izdüşüm alanı tüm numune yüzeyinin 18.9%'sini oluşturmaktadır. Toplam gözeneklerin mm² başına hacmi ~0,06 mm³'tür. Gözenekler ortalama 42,2 µm derinliğe sahiptir ve maksimum derinlik 108,1 µm'dir.

SONUÇ
Bu uygulamada, yüksek hızlı bir Çizgi Sensörü ile donatılmış Nanovea HS2000 platformunun, petek panel numunelerinin yüzey kalitesini hızlı ve doğru bir şekilde analiz etmek ve karşılaştırmak için ideal bir araç olduğunu gösterdik. Gelişmiş bir analiz yazılımı ile eşleştirilmiş yüksek çözünürlüklü profilometri taramaları, petek panel numunelerinin yüzey kalitesinin kapsamlı ve nicel bir şekilde değerlendirilmesini sağlar.
Burada gösterilen veriler, analiz yazılımında bulunan hesaplamaların yalnızca küçük bir bölümünü temsil etmektedir. Nanovea Profilometreler Yarı İletken, Mikroelektronik, Güneş, Fiber Optik, Otomotiv, Havacılık, Metalurji, İşleme, Kaplama, İlaç, Biyomedikal, Çevre ve diğer birçok endüstride çok çeşitli uygulamalar için neredeyse her yüzeyi ölçer.
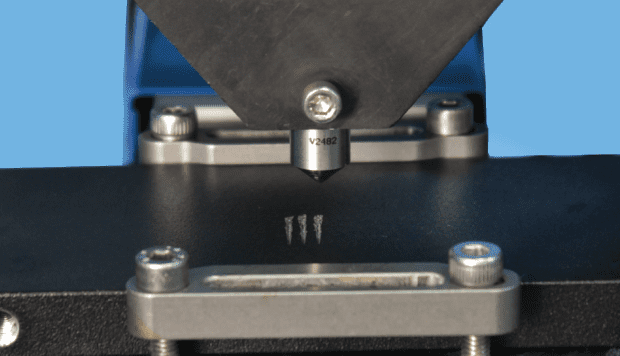
Çizik Testi Kullanarak Kaplama Hatalarını Anlama
Giriş:
Malzemelerin yüzey mühendisliği, dekoratif görünümden alt tabakaları aşınma, korozyon ve diğer saldırı türlerinden korumaya kadar çeşitli işlevsel uygulamalarda önemli bir rol oynamaktadır. Kaplamaların kalitesini ve hizmet ömrünü belirleyen önemli ve öncelikli bir faktör, yapışma ve yapışma mukavemetleridir.

Temassız Profilometri ile Yüksek Hızlı Tarama
Giriş:
Hızlı ve kolay kurulumlu yüzey ölçümleri zamandan ve emekten tasarruf sağlar ve kalite kontrol, araştırma, geliştirme ve üretim tesisleri için gereklidir. Nanovea Temassız Profilometre Herhangi bir yüzeyde nano ve makro ölçekteki özellikleri ölçmek için hem 3D hem de 2D yüzey taramaları gerçekleştirerek geniş aralıkta kullanılabilirlik sağlar.


Bir Güneş Pilinin Yüzey Pürüzlülüğü ve Özellikleri
Güneş Paneli Testinin Önemi
Bir güneş pilinin enerji emilimini en üst düzeye çıkarmak, teknolojinin yenilenebilir bir kaynak olarak hayatta kalması için kilit öneme sahiptir. Çok katmanlı kaplama ve cam koruma, fotovoltaik hücrelerin çalışması için gerekli olan ışığın emilimini, geçirgenliğini ve yansımasını sağlar. Çoğu tüketici güneş hücresinin 15-18% verimlilikte çalıştığı göz önüne alındığında, enerji çıktılarını optimize etmek devam eden bir mücadeledir.
Çalışmalar, yüzey pürüzlülüğünün ışığın yansımasında çok önemli bir rol oynadığını göstermiştir. Camın ilk katmanı ışığın yansımasını azaltmak için mümkün olduğunca pürüzsüz olmalıdır, ancak sonraki katmanlar bu kılavuza uymaz. Her bir kaplama arayüzünde, kendi tükenme bölgeleri içinde ışık saçılması olasılığını artırmak ve hücre içinde ışığın emilimini artırmak için bir dereceye kadar pürüzlülük gereklidir1. Bu bölgelerdeki yüzey pürüzlülüğünün optimize edilmesi güneş pilinin en iyi şekilde çalışmasını sağlar ve Nanovea HS2000 Yüksek Hızlı Sensör ile yüzey pürüzlülüğünün ölçümü hızlı ve doğru bir şekilde yapılabilir.
Ölçüm Hedefi
Bu çalışmada Nanovea'nın yeteneklerini sergileyeceğiz Profilometre HS2000 Yüksek Hızlı Sensör ile bir fotovoltaik hücrenin yüzey pürüzlülüğünü ve geometrik özelliklerini ölçerek. Bu gösterim için cam koruması olmayan monokristal bir güneş pili ölçülecektir ancak metodoloji diğer çeşitli uygulamalar için de kullanılabilir.
Test Prosedürü ve Prosedürler
Güneş pili yüzeyini ölçmek için aşağıdaki test parametreleri kullanılmıştır.
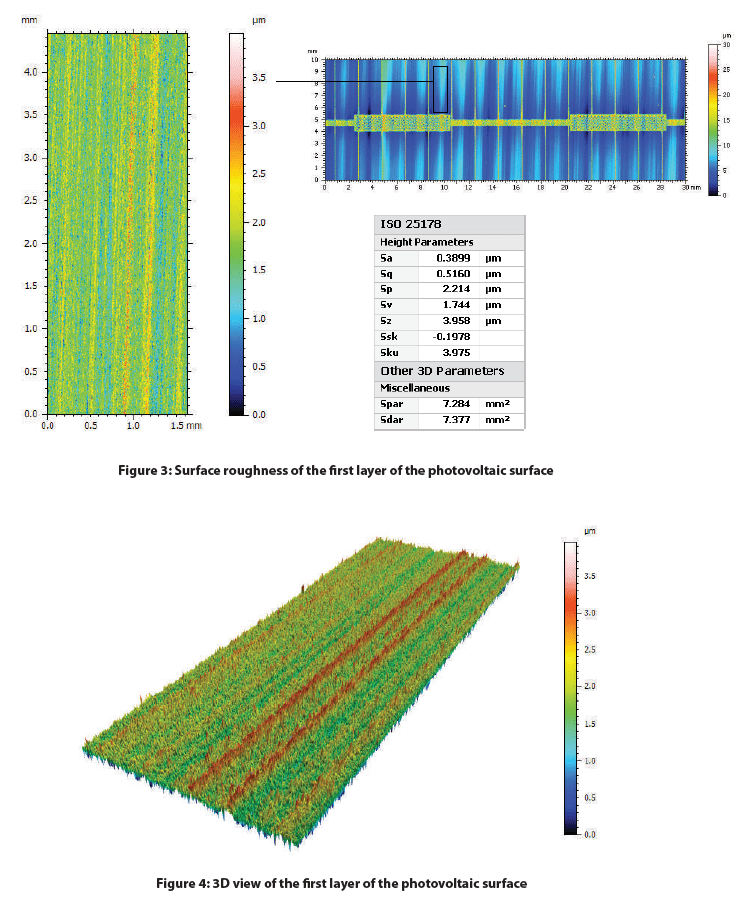
Sonuçlar ve Tartışma
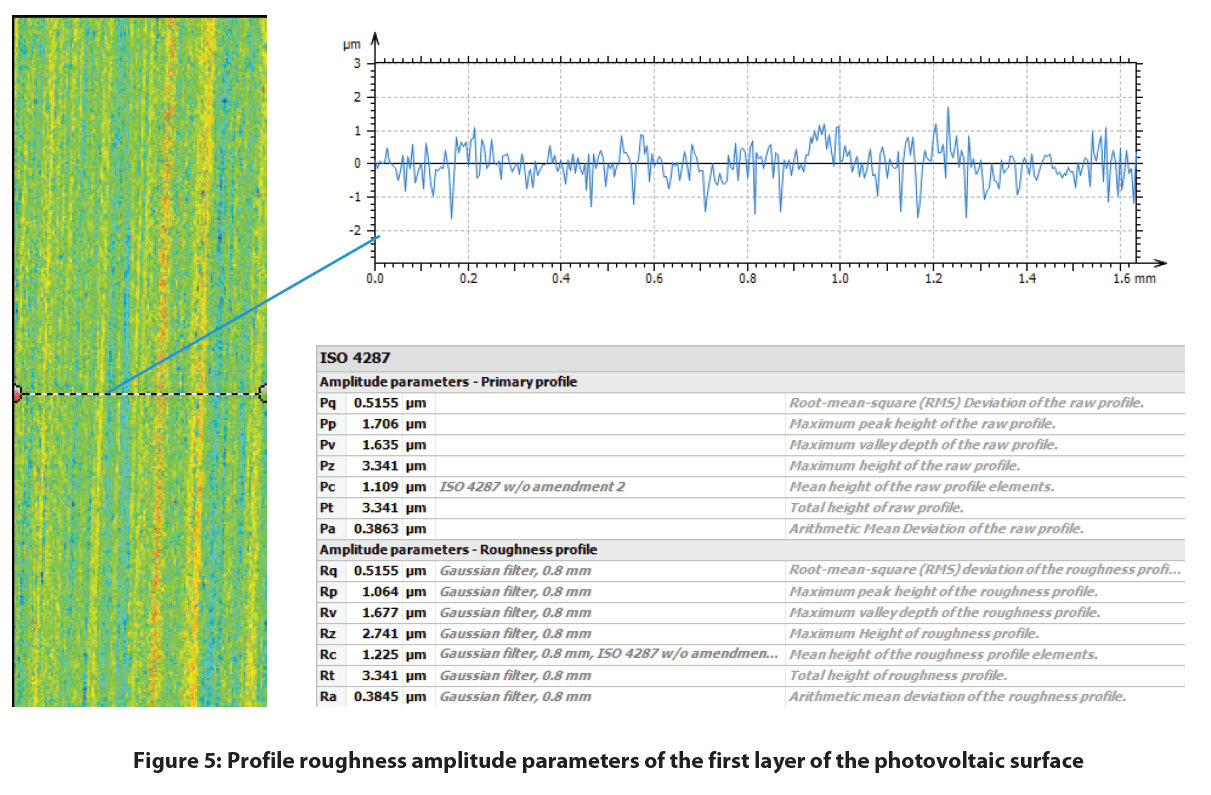
Aşağıda güneş pilinin 2D sahte renkli görünümü ve ilgili yükseklik parametreleriyle birlikte yüzeyin alan çıkarımı gösterilmektedir. Her iki yüzeye de Gauss filtresi uygulanmış ve çıkarılan alanı düzleştirmek için daha agresif bir indeks kullanılmıştır. Bu, kesme indeksinden daha büyük olan formu (veya dalgalanmayı) hariç tutarak güneş pilinin pürüzlülüğünü temsil eden özellikleri geride bırakır.
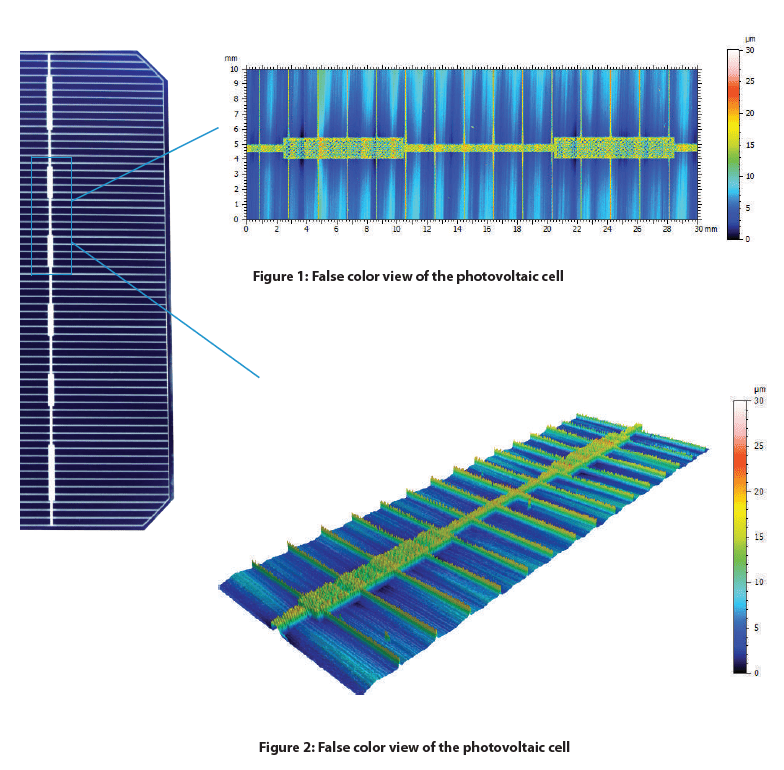
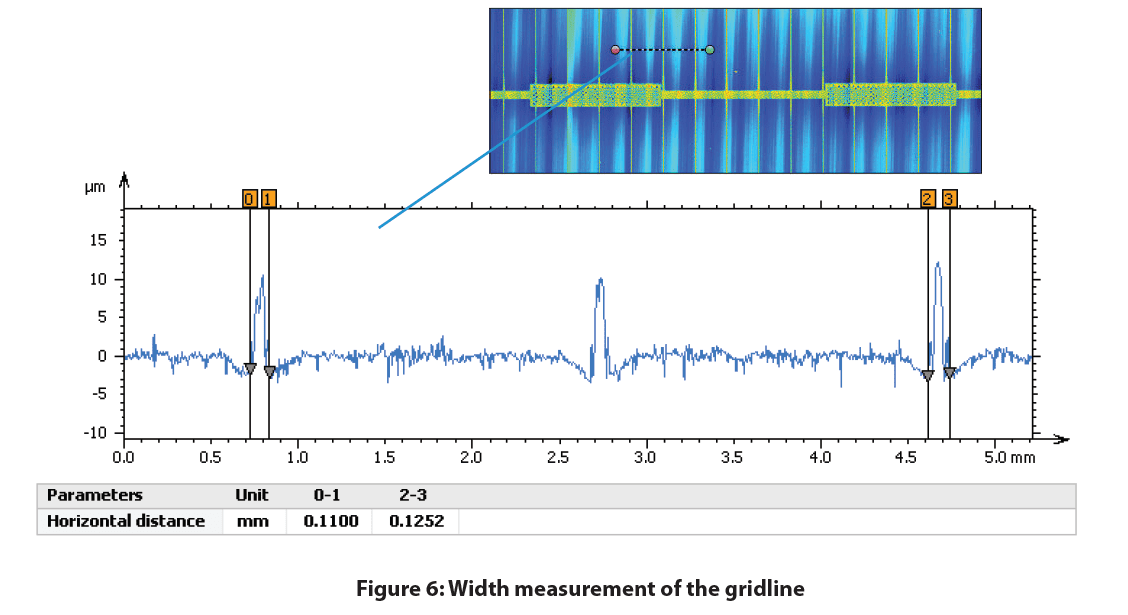
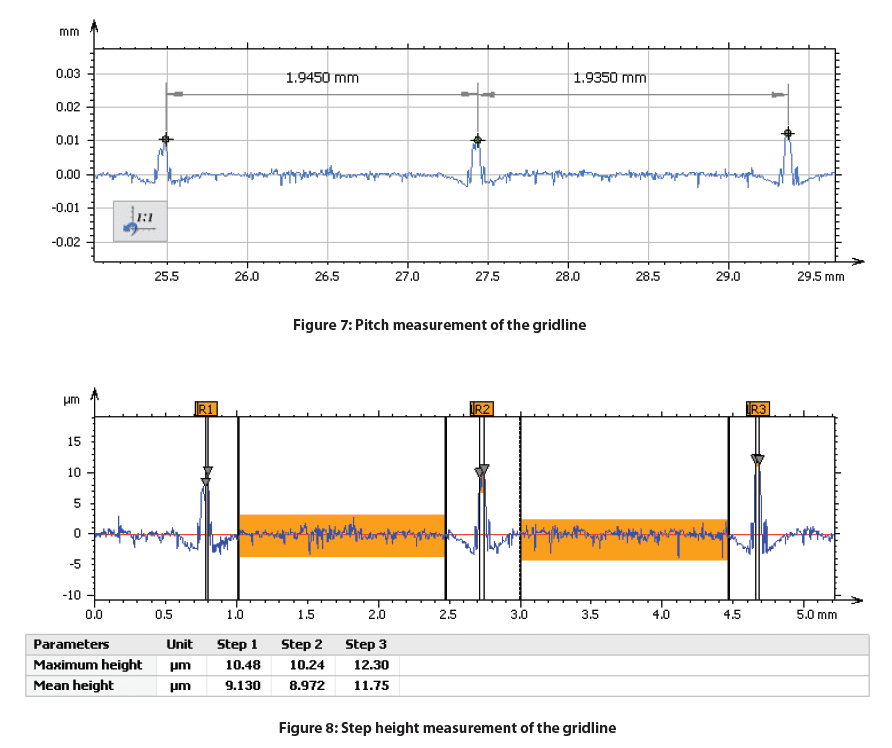
Aşağıda gösterilen geometrik özelliklerini ölçmek için ızgara çizgilerinin yönüne dik bir profil alınmıştır. Izgara çizgisi genişliği, adım yüksekliği ve eğimi, güneş pili üzerindeki herhangi bir belirli konum için ölçülebilir.
Sonuç

Bu çalışmada Nanovea HS2000 Çizgi Sensörünün monokristal bir fotovoltaik hücrenin yüzey pürüzlülüğünü ve özelliklerini ölçme yeteneğini gösterebildik. Nanovea HS2000 Çizgi Sensörü, birden fazla numunenin doğru ölçümlerini otomatikleştirme ve geçme kalma limitlerini belirleme yeteneği ile kalite kontrol denetimleri için mükemmel bir seçimdir.
Referans
1 Scholtz, Lubomir. Ladanyi, Libor. Mullerova, Jarmila. "Influence of Surface Roughness on Optical Characteristics of Multilayer Solar Cells" Advances in Electrical and Electronic Engineering, vol. 12, no. 6, 2014, pp. 631-638.
Denim Üzerindeki Aşınmanın Karşılaştırılması
Giriş
Bir kumaşın biçimi ve işlevi, kalitesi ve dayanıklılığı ile belirlenir. Kumaşların günlük kullanımı malzemede yıpranma ve aşınmaya neden olur, örneğin tüylenme, havlanma ve renk solması gibi. Giysilerde kullanılan düşük kaliteli kumaşlar genellikle tüketici memnuniyetsizliğine ve marka hasarına yol açabilir.
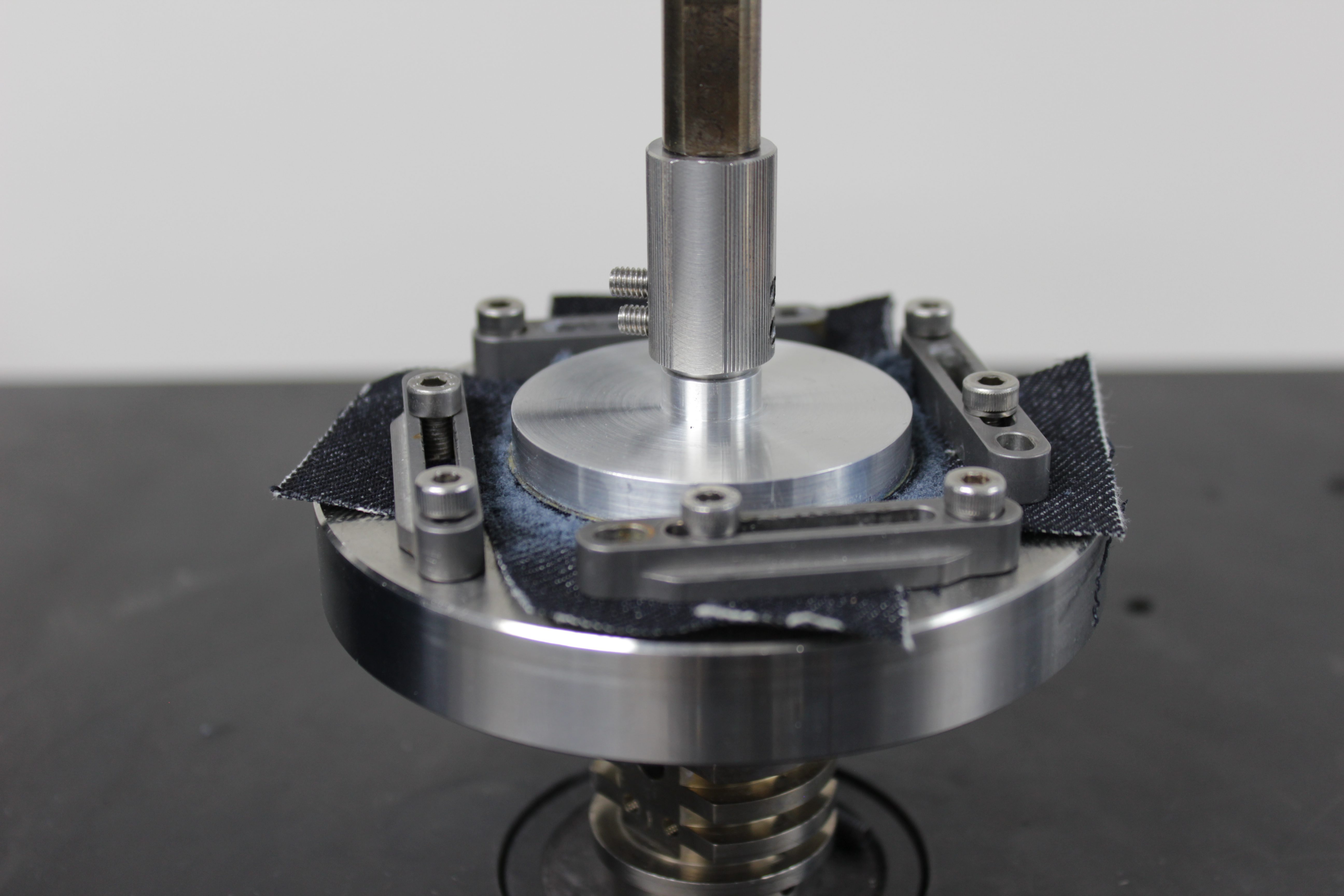
Kumaşların mekanik özelliklerini ölçmeye çalışmak birçok zorluğu beraberinde getirebilir. İplik yapısı ve hatta üretildiği fabrika bile test sonuçlarının tekrarlanabilirliğinin zayıf olmasına neden olabilir. Bu da farklı laboratuvarlardan alınan test sonuçlarının karşılaştırılmasını zorlaştırır. Kumaşların aşınma performansının ölçülmesi, tekstil üretim zincirindeki üreticiler, distribütörler ve perakendeciler için kritik öneme sahiptir. İyi kontrol edilmiş ve tekrarlanabilir bir aşınma direnci ölçümü, kumaşın güvenilir kalite kontrolünü sağlamak için çok önemlidir.
Uygulama notunun tamamını okumak için tıklayın!