GİRİŞ
Yüzey pürüzlülüğü ve dokusu, bir ürünün nihai kalitesini ve performansını etkileyen kritik faktörlerdir. Yüzey pürüzlülüğü, dokusu ve tutarlılığının tam olarak anlaşılması, en iyi işleme ve kontrol önlemlerinin seçilmesi için gereklidir. Kusurlu ürünleri zamanında tespit etmek ve üretim hattı koşullarını optimize etmek için ürün yüzeylerinin hızlı, ölçülebilir ve güvenilir hat içi denetimine ihtiyaç vardır.
HAT İÇİ YÜZEY DENETİMİ İÇİN 3 BOYUTLU TEMASSIZ PROFİLOMETRENİN ÖNEMİ
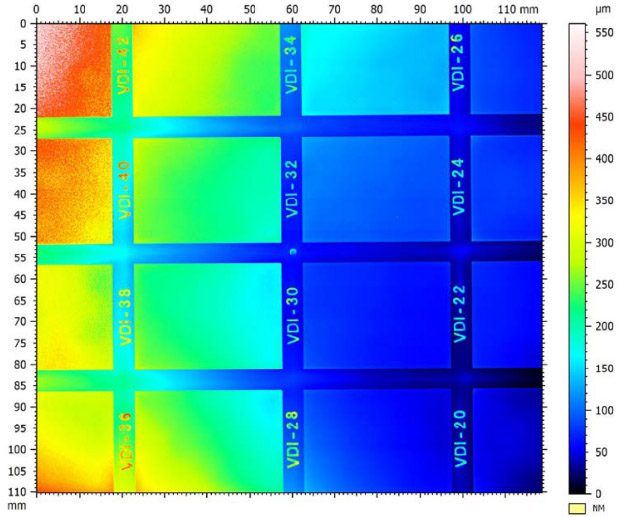
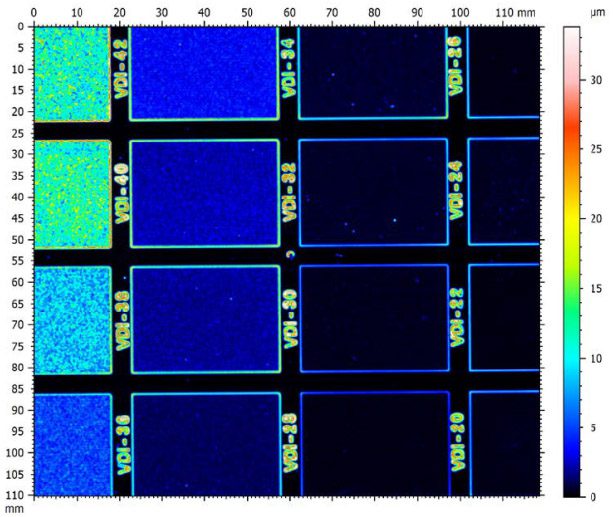
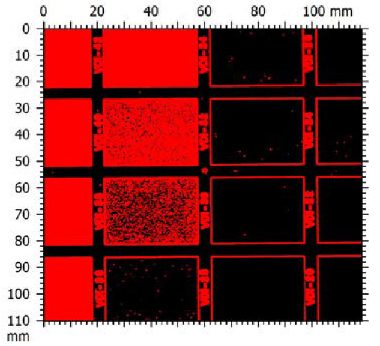
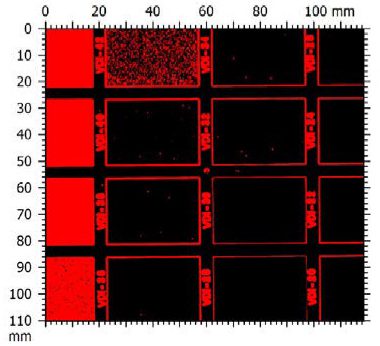
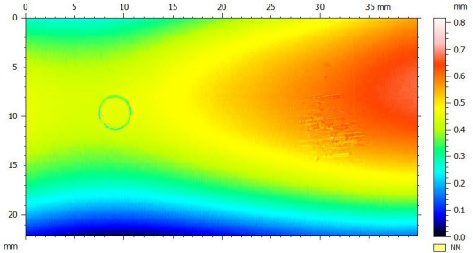
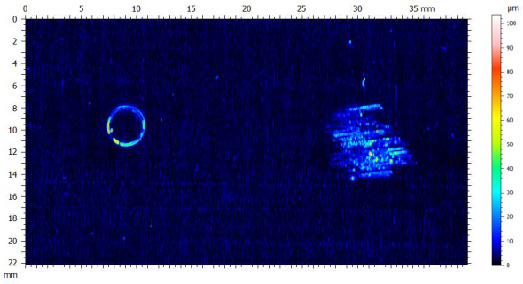
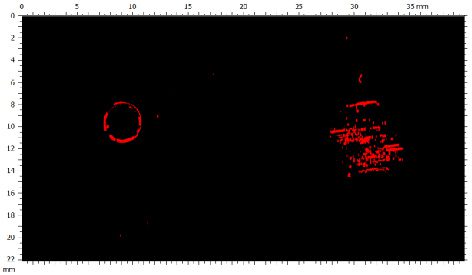
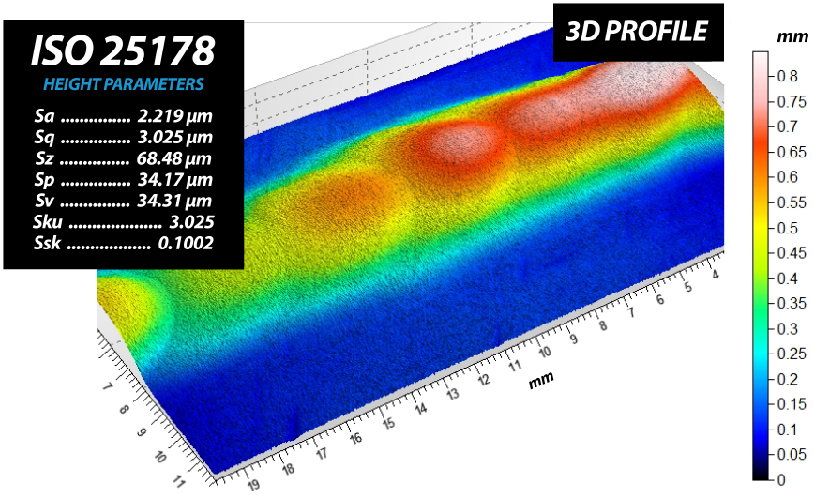
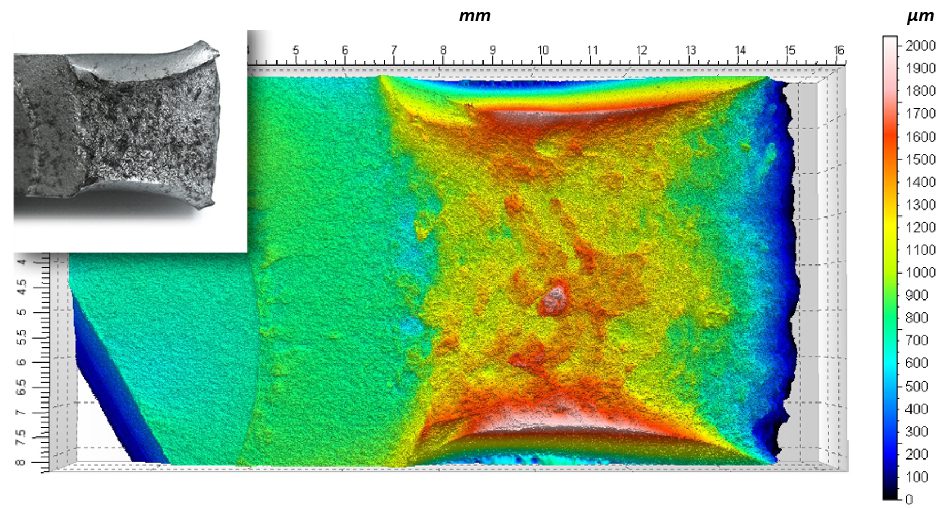
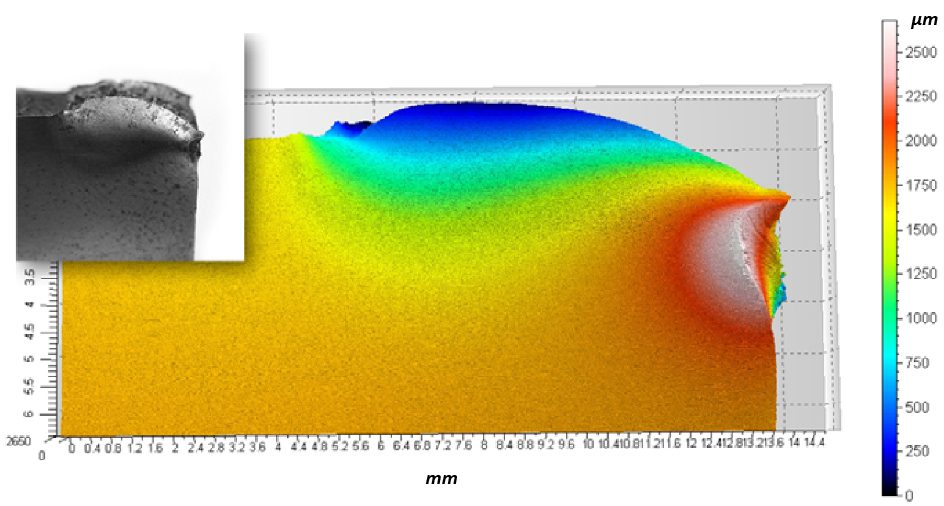
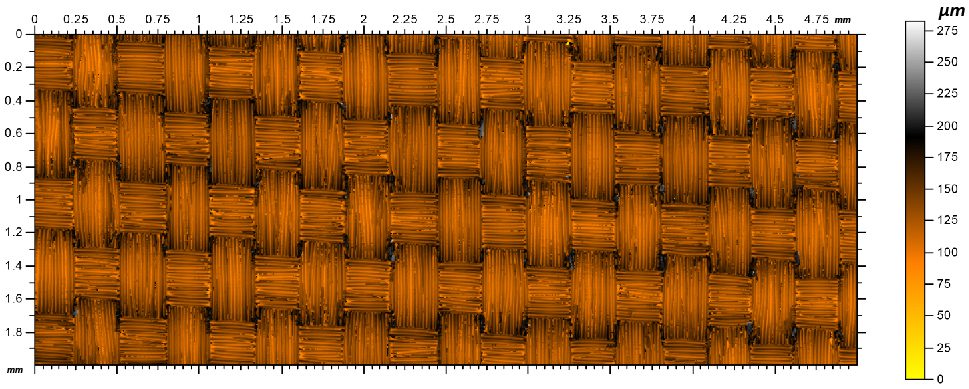
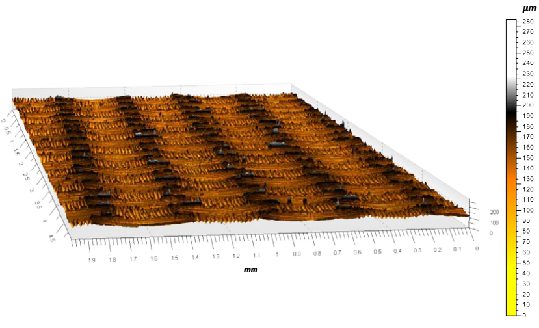
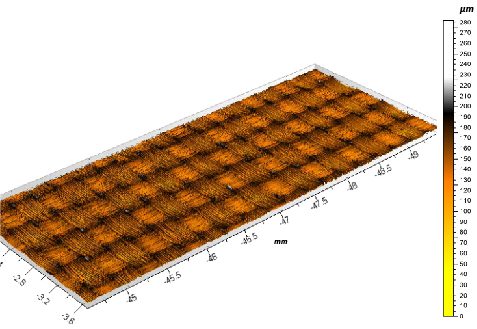
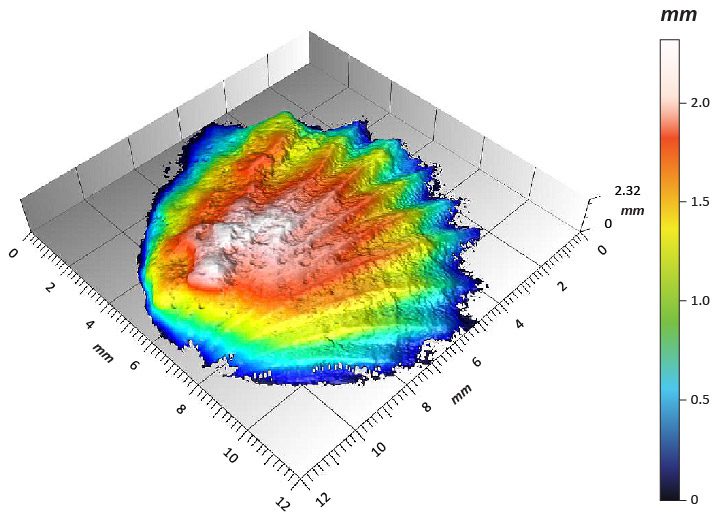
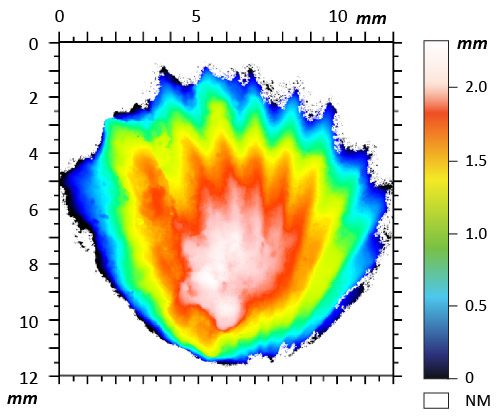
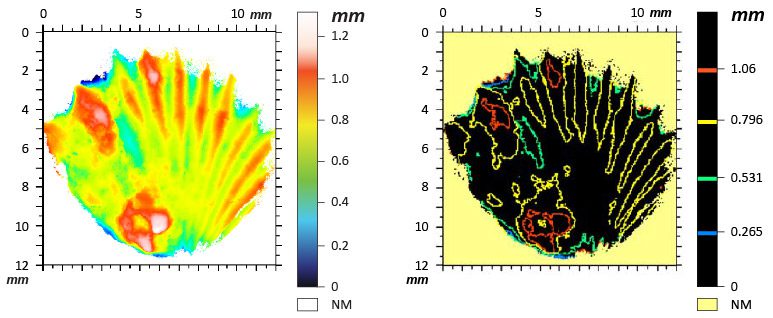
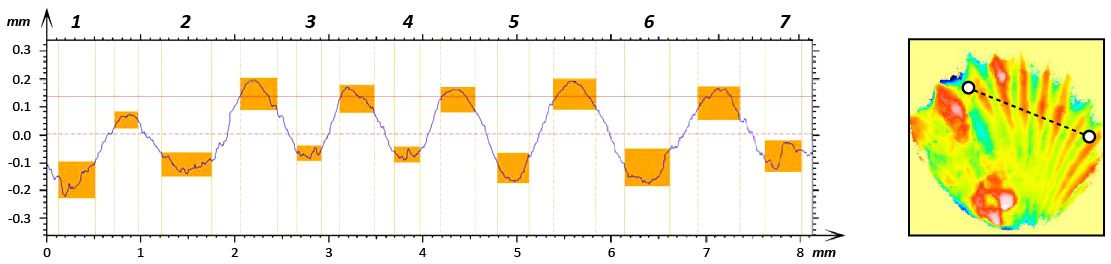
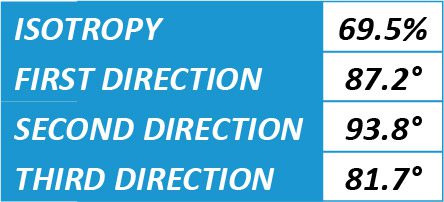
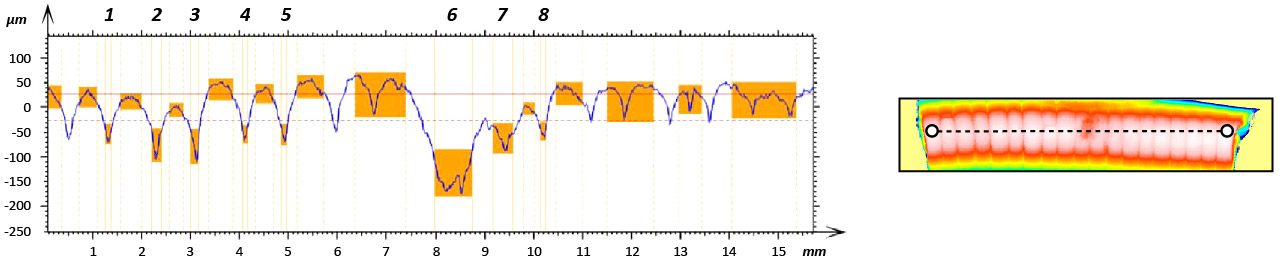
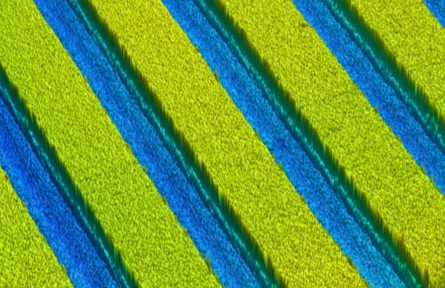
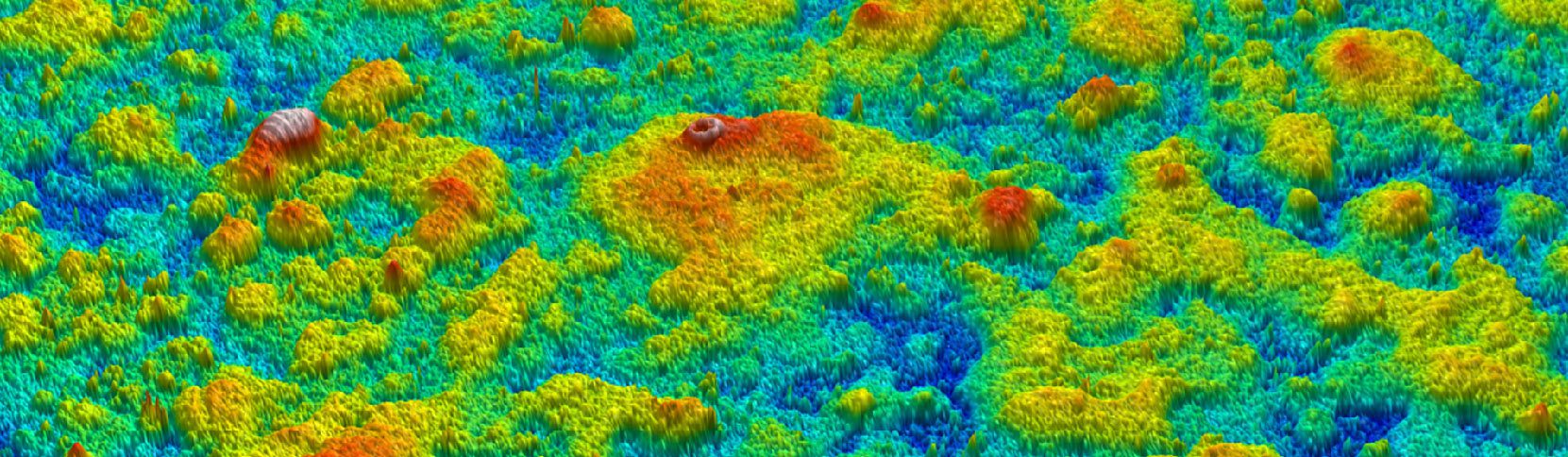
Ürünlerdeki yüzey kusurları malzeme işleme ve ürün imalatından kaynaklanır. Hat içi yüzey kalite denetimi, son ürünlerin en sıkı kalite kontrolünü sağlar. NANOVEA 3D Temassız Optik Profil Oluşturucular Bir numunenin pürüzlülüğünü temassız olarak belirlemek için benzersiz kapasiteye sahip Kromatik Işık teknolojisini kullanır. Çizgi sensörü, geniş bir yüzeyin 3 boyutlu profilinin yüksek hızda taranmasını sağlar. Analiz yazılımı tarafından gerçek zamanlı olarak hesaplanan pürüzlülük eşiği, hızlı ve güvenilir bir başarılı/başarısız aracı olarak hizmet eder.