Aylık Arşivler: Nisan 2019

Yumuşak, Esnek Malzemeler Üzerinde Sıkıştırma
Yumuşak, esnek malzemelerin test edilmesinin önemi
Çok yumuşak ve esnek örneklere bir örnek mikroelektromekanik sistemlerdir. MEMS yazıcılar, cep telefonları ve arabalar gibi günlük ticari ürünlerde kullanılmaktadır [1]. Kullanım alanları arasında biyosensörler [2] ve enerji hasadı [3] gibi özel işlevler de bulunmaktadır. MEMS'lerin uygulamaları için orijinal konfigürasyonlarından sıkıştırılmış bir konfigürasyona tekrar tekrar tersine çevrilebilir şekilde geçiş yapabilmeleri gerekir [4]. Yapıların mekanik kuvvetlere nasıl tepki vereceğini anlamak için sıkıştırma testi yapılabilir. Sıkıştırma testi, çeşitli MEMS konfigürasyonlarını test etmek ve ayarlamak için kullanılabileceği gibi bu numuneler için üst ve alt kuvvet sınırlarını test etmek için de kullanılabilir.
Nanovea Mekanik Test Cihazı nano Modülün çok düşük yüklerde doğru şekilde veri toplama ve 1 mm'lik mesafeyi aşma yeteneği, onu yumuşak ve esnek numunelerin test edilmesi için ideal kılar. Bağımsız yük ve derinlik sensörlerine sahip olunması sayesinde büyük girinti yer değiştirmesi, yük sensörü tarafından yapılan okumaları etkilemez. 1 mm'den fazla girinti hareketi aralığında düşük yük testi gerçekleştirme yeteneği, sistemimizi diğer nano indentasyon sistemlerine kıyasla benzersiz kılar. Karşılaştırıldığında, nano ölçekli bir girinti sistemi için makul bir hareket mesafesi tipik olarak 250μm'nin altındadır.
Ölçüm Hedefi
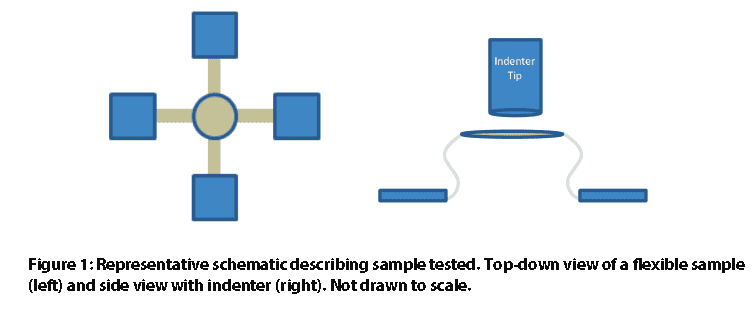
Bu vaka çalışmasında Nanovea, iki benzersiz esnek, yay benzeri numune üzerinde sıkıştırma testi gerçekleştirdi. Çok düşük yüklerde sıkıştırma yapma ve düşük yüklerde doğru veri elde ederken büyük yer değiştirmeleri kaydetme yeteneğimizi ve bunun MEMS endüstrisine nasıl uygulanabileceğini gösteriyoruz. Gizlilik politikaları nedeniyle, numuneler ve menşei bu çalışmada açıklanmayacaktır.
Ölçüm Parametreleri
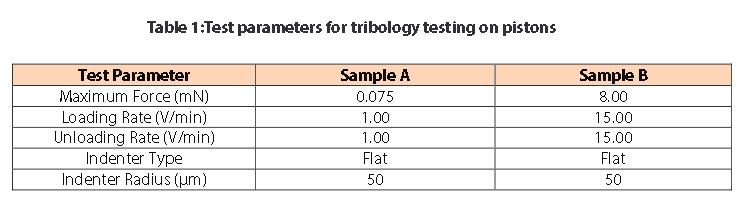
Not: 1 V/dak'lık yükleme hızı, indenter havadayken yaklaşık 100μm yer değiştirme ile orantılıdır.
Sonuçlar ve Tartışma
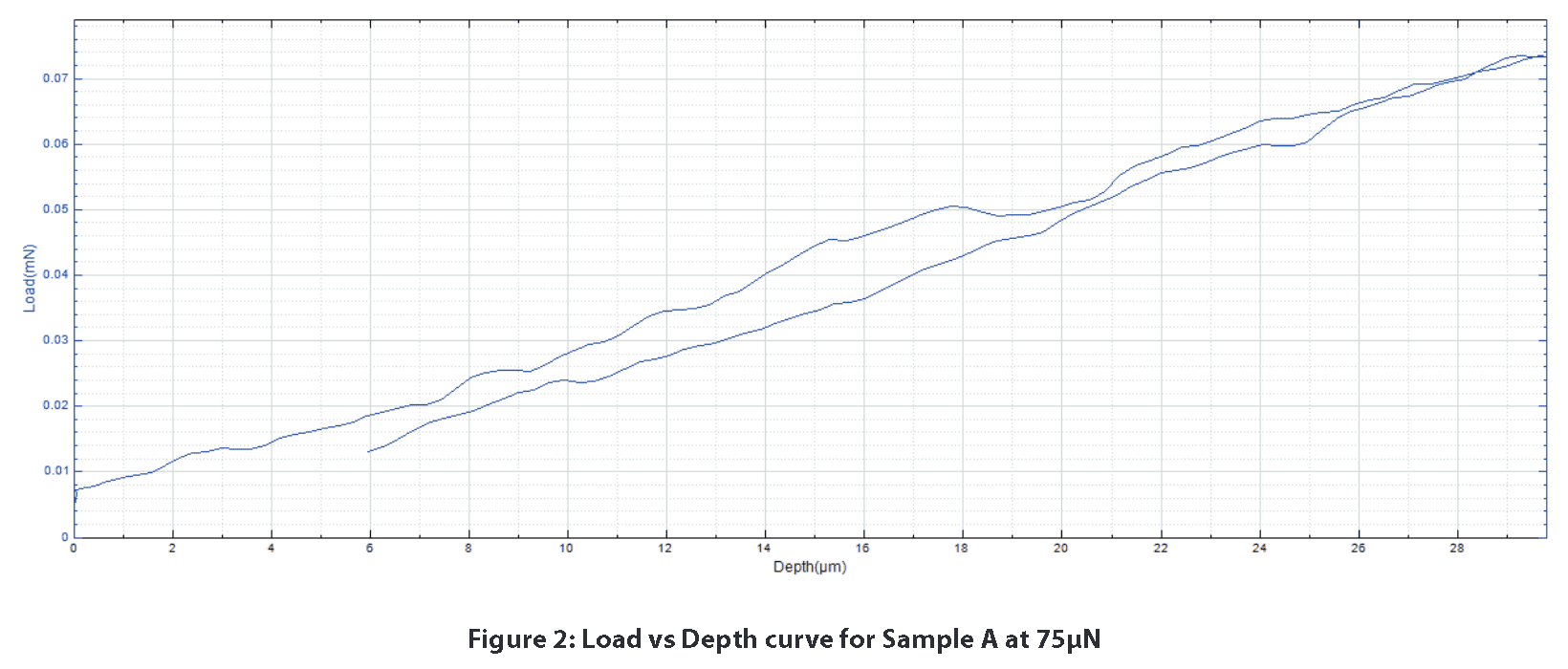
Numunenin mekanik kuvvetlere verdiği tepki yüke karşı derinlik eğrilerinde görülebilir. Örnek A, yukarıda listelenen test parametreleriyle yalnızca doğrusal elastik deformasyon gösterir. Şekil 2, 75μN'de yüke karşı derinlik eğrisi için elde edilebilecek kararlılığın harika bir örneğidir. Yük ve derinlik sensörlerinin kararlılığı nedeniyle, numuneden önemli bir mekanik tepki algılamak kolay olacaktır.
Örnek B, Örnek A'dan farklı bir mekanik tepki göstermektedir. 750μm derinlikten sonra, grafikte kırılma benzeri davranış görülmeye başlar. Bu durum 850 ve 975μm derinlikte yükteki keskin düşüşlerde görülmektedir. 8mN'lik bir aralıkta 1 mm'den fazla yüksek bir yükleme hızında hareket etmesine rağmen, son derece hassas yük ve derinlik sensörlerimiz kullanıcının aşağıdaki şık yük ve derinlik eğrilerini elde etmesini sağlar.
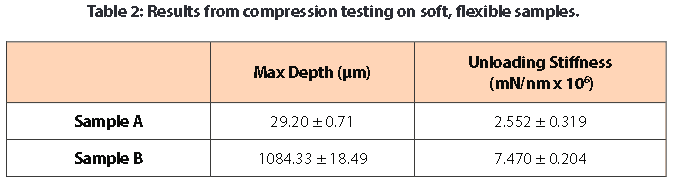
Sertlik, yüke karşı derinlik eğrilerinin boşaltma kısmından hesaplanmıştır. Sertlik, numuneyi deforme etmek için ne kadar kuvvet gerektiğini yansıtır. Bu sertlik hesaplamasında, malzemenin gerçek oranı bilinmediği için 0,3'lük bir sözde Poisson oranı kullanılmıştır. Bu durumda, Örnek B'nin Örnek A'dan daha sert olduğu kanıtlanmıştır.

Sonuç
İki farklı esnek numune Nanovea Mekanik Test Cihazının Nano Modülü kullanılarak sıkıştırma altında test edilmiştir. Testler çok düşük yüklerde (1mm) gerçekleştirilmiştir. Nano Modül ile yapılan nano ölçekli sıkıştırma testleri, modülün çok yumuşak ve esnek numuneleri test etme kabiliyetini göstermiştir. Bu çalışma için ek testler, Nanovea Mekanik Test Cihazının çoklu yükleme seçeneği aracılığıyla tekrarlanan döngüsel yüklemenin yay benzeri numunelerin elastik toparlanma özelliğini nasıl etkilediğini ele alabilir.
Bu test yöntemi hakkında daha fazla bilgi için [email protected] adresinden bizimle iletişime geçmekten çekinmeyin ve ek uygulama notları için lütfen kapsamlı Uygulama Notu dijital kütüphanemize göz atın.
Referanslar
[1] "MEMS için Giriş ve Uygulama Alanları." EEHerald, 1 Mart 2017, www.eeherald.com/section/design-guide/mems_application_introduction.html.
[2] Louizos, Louizos-Alexandros; Athanasopoulos, Panagiotis G.; Varty, Kevin (2012). "Mikroelektromekanik Sistemler ve Nanoteknoloji. Bir Sonraki Stent Teknolojik Çağı için Bir Platform". Vasc Endovascular Surg.46 (8): 605–609. doi:10.1177/1538574412462637. PMID 23047818.
[3] Hajati, Arman; Sang-Gook Kim (2011). "Ultra geniş bant genişliğinde piezoelektrik enerji hasadı". AppliedPhysics Letters. 99 (8): 083105. doi:10.1063/1.3629551.
[4] Fu, Haoran ve diğerleri. "Çok kararlı burkulma mekaniği ile şekillendirilebilir 3D mezoyapılar ve mikroelektronik cihazlar." Nature materials 17.3 (2018): 268.

Fren Balatalarının Triboloji ile Değerlendirilmesi
Mola Tamponu Performansını Değerlendirmenin Önemi
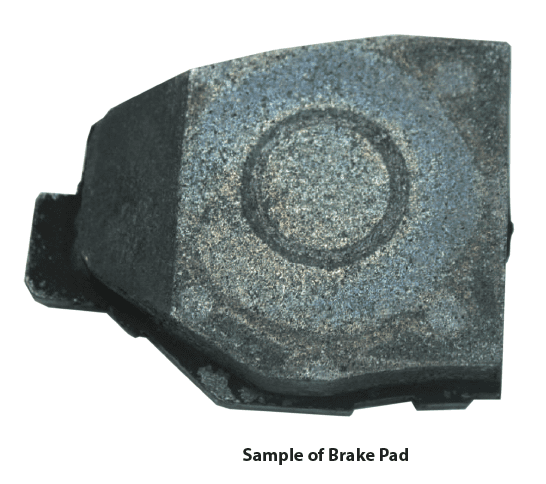
Fren balataları, çok sayıda güvenlik gereksinimini karşılayabilmesi gereken, birden fazla bileşenden oluşan bir malzeme olan kompozitlerdir. İdeal fren balataları yüksek sürtünme katsayısına (COF), düşük aşınma oranına, minimum gürültüye sahiptir ve değişken ortamlarda güvenilirliğini korur. Fren balatalarının kalitesinin gereksinimleri karşılayabilmesini sağlamak için triboloji testi kritik özellikleri belirlemek için kullanılabilir.
Fren balatalarının güvenilirliğinin önemi çok yüksektir; yolcuların güvenliği asla ihmal edilmemelidir. Bu nedenle, çalışma koşullarını kopyalamak ve olası arıza noktalarını belirlemek çok önemlidir.
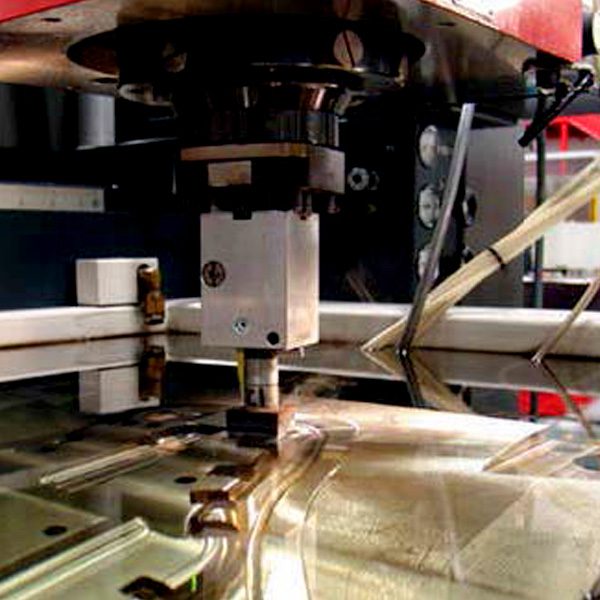
Nanovea ile TribometreBir pim, bilye veya düz parça ile sürekli hareket eden bir karşı malzeme arasına sabit bir yük uygulanır. İki malzeme arasındaki sürtünme, farklı yük ve hızlarda malzeme özelliklerinin toplanmasına olanak tanıyan sert bir yük hücresi ile toplanır ve yüksek sıcaklık, aşındırıcı veya sıvı ortamlarda test edilir.
Ölçüm Hedefi
Bu çalışmada, fren balatalarının sürtünme katsayısı oda sıcaklığından 700°C'ye kadar sürekli artan bir sıcaklık ortamında incelenmiştir. Ortam sıcaklığı, fren balatasında gözle görülür bir arıza gözlenene kadar yerinde yükseltilmiştir. Kayma arayüzünün yakınındaki sıcaklığı ölçmek için pimin arka tarafına bir termokupl takılmıştır.

Test Prosedürü ve Prosedürler
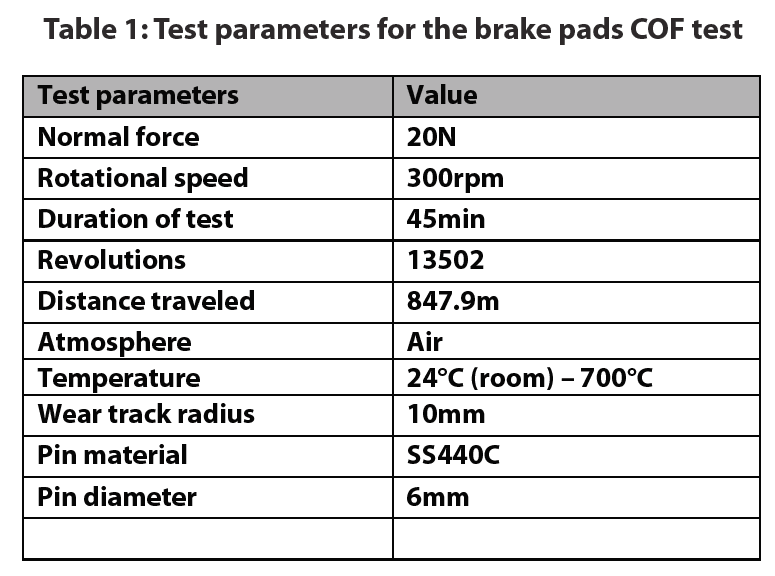
Sonuçlar ve Tartışma
Bu çalışma esas olarak fren balatalarının arızalanmaya başladığı sıcaklığa odaklanmaktadır. Elde edilen COF gerçek hayattaki değerleri temsil etmemektedir; pim malzemesi fren rotorları ile aynı değildir. Ayrıca, toplanan sıcaklık verilerinin kayan arayüz sıcaklığı değil, pimin sıcaklığı olduğu unutulmamalıdır.
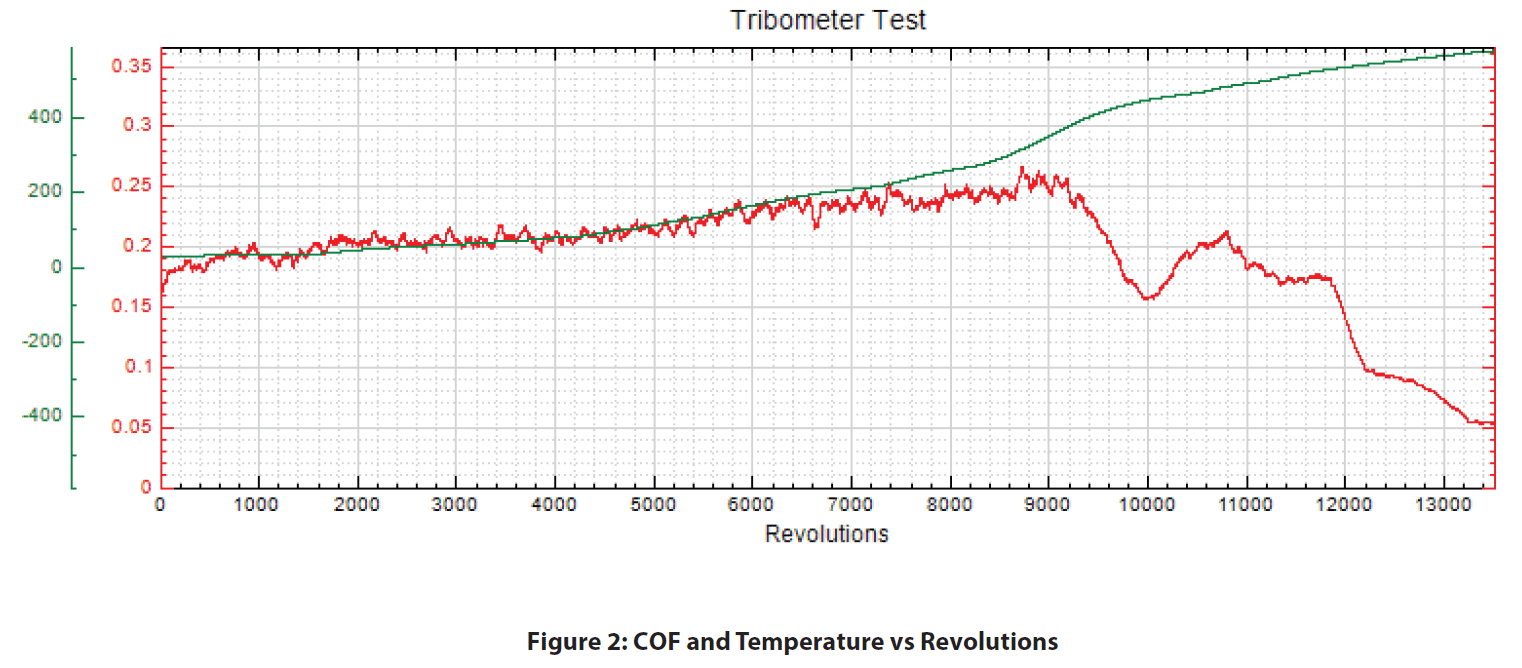
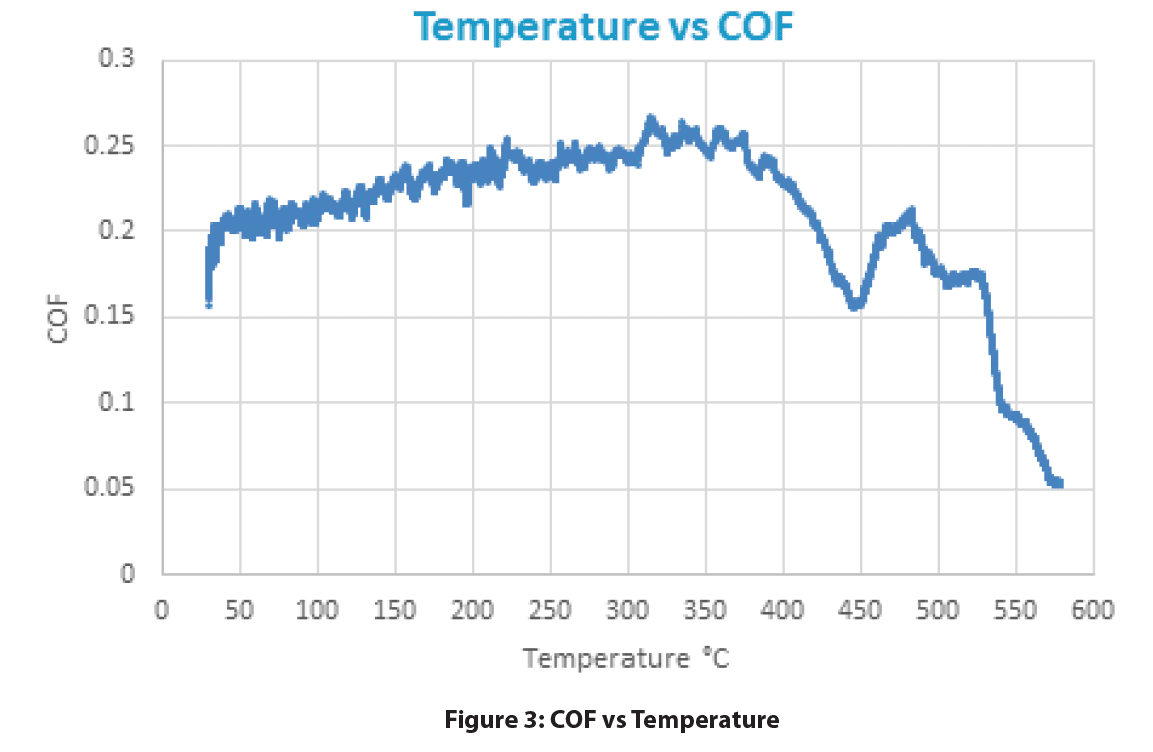
Testin başlangıcında (oda sıcaklığı), SS440C pimi ile fren balatası arasındaki COF yaklaşık 0,2'lik tutarlı bir değer vermiştir. Sıcaklık arttıkça, COF sürekli olarak artmış ve 350°C civarında 0,26 değerine ulaşmıştır. 390°C'yi geçtikten sonra COF hızla düşmeye başlar. COF 450°C'de tekrar 0,2'ye yükselmeye başlamış ancak kısa bir süre sonra 0,05 değerine düşmeye başlamıştır.
Fren balatalarının sürekli olarak arızalandığı sıcaklık 500°C'nin üzerindeki sıcaklıklarda tespit edilmiştir. Bu sıcaklıktan sonra, COF artık 0,2'lik başlangıç COF'sini koruyamamıştır.
Sonuç

Fren balataları 500°C'yi geçen sıcaklıklarda tutarlı bir arıza göstermiştir. 0,2'lik COF değeri, testin sonunda (580°C) 0,05'e düşmeden önce yavaşça 0,26 değerine yükselir. Bu, aynı durdurma kuvvetini elde etmek için 580°C'deki normal kuvvetin oda sıcaklığından dört kat daha fazla olması gerektiği anlamına gelir!
Bu çalışmaya dahil edilmemiş olsa da, Nanovea Tribometre fren balatalarının bir başka önemli özelliğini gözlemlemek için de testler yapabilmektedir: aşınma hızı. 3D temassız profilometrelerimizi kullanarak, numunelerin ne kadar hızlı aşındığını hesaplamak için aşınma izinin hacmi elde edilebilir. Nanovea Tribometre ile aşınma testleri, çalışma koşullarını en iyi şekilde simüle etmek için farklı test koşulları ve ortamları altında gerçekleştirilebilir.
Elektrik Deşarjı ile İşlenmiş Metallerde Kalite Analizi
Elektrik deşarjlı işleme veya EDM, elektriksel deşarj yoluyla malzemeyi kaldıran bir üretim sürecidir.
deşarjlar [1]. Bu işleme süreci genellikle zor iletken metallerde kullanılır.
geleneksel yöntemlerle işlemek için.
Tüm işleme süreçlerinde olduğu gibi, kabul edilebilir bir işleme sürecini karşılamak için hassasiyet ve doğruluğun yüksek olması gerekir.
tolerans seviyeleri. Bu uygulama notunda, işlenmiş metallerin kalitesi, aşağıdaki yöntemlerle değerlendirilecektir
Nanovea 3D temassız profilometre.