GİRİŞ
Kayış tahriki, gücü iletir ve iki veya daha fazla dönen şaft arasındaki göreceli hareketi izler. Minimum bakım gerektiren basit ve ucuz bir çözüm olan kayış tahrikleri, testereler, hızarlar, harman makineleri, silo üfleyiciler ve konveyörler gibi çeşitli uygulamalarda yaygın olarak kullanılmaktadır. Kayış tahrikleri makineyi aşırı yükten korumanın yanı sıra titreşimi sönümler ve izole eder.
AŞINMA DEĞERLENDİRMESİNİN ÖNEMİ KAYIŞ TAHRIKLERI IÇIN
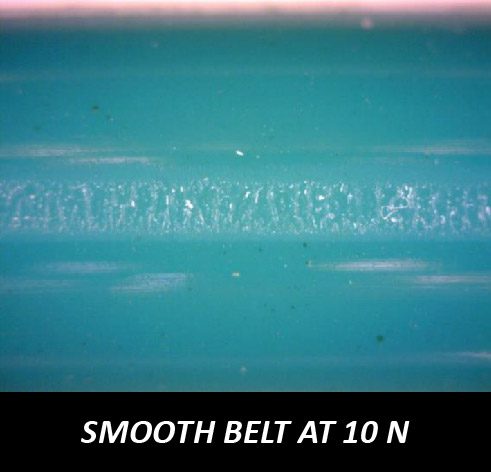
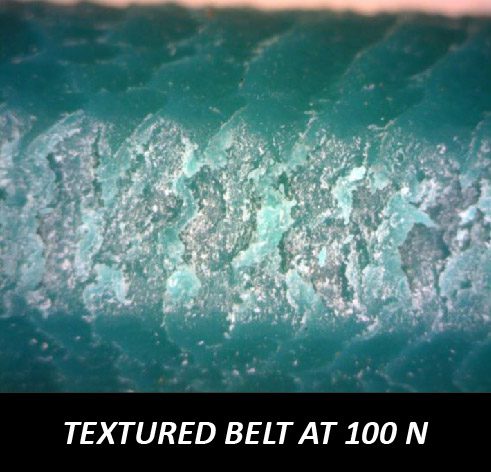
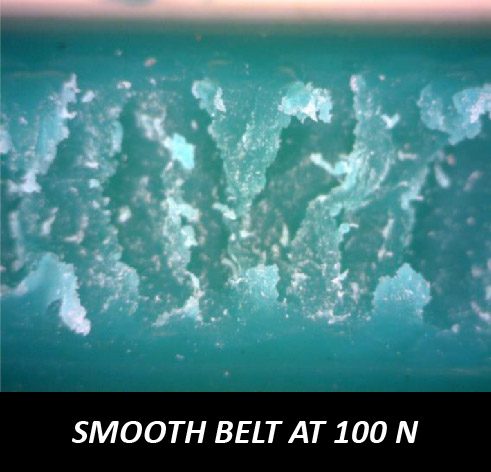
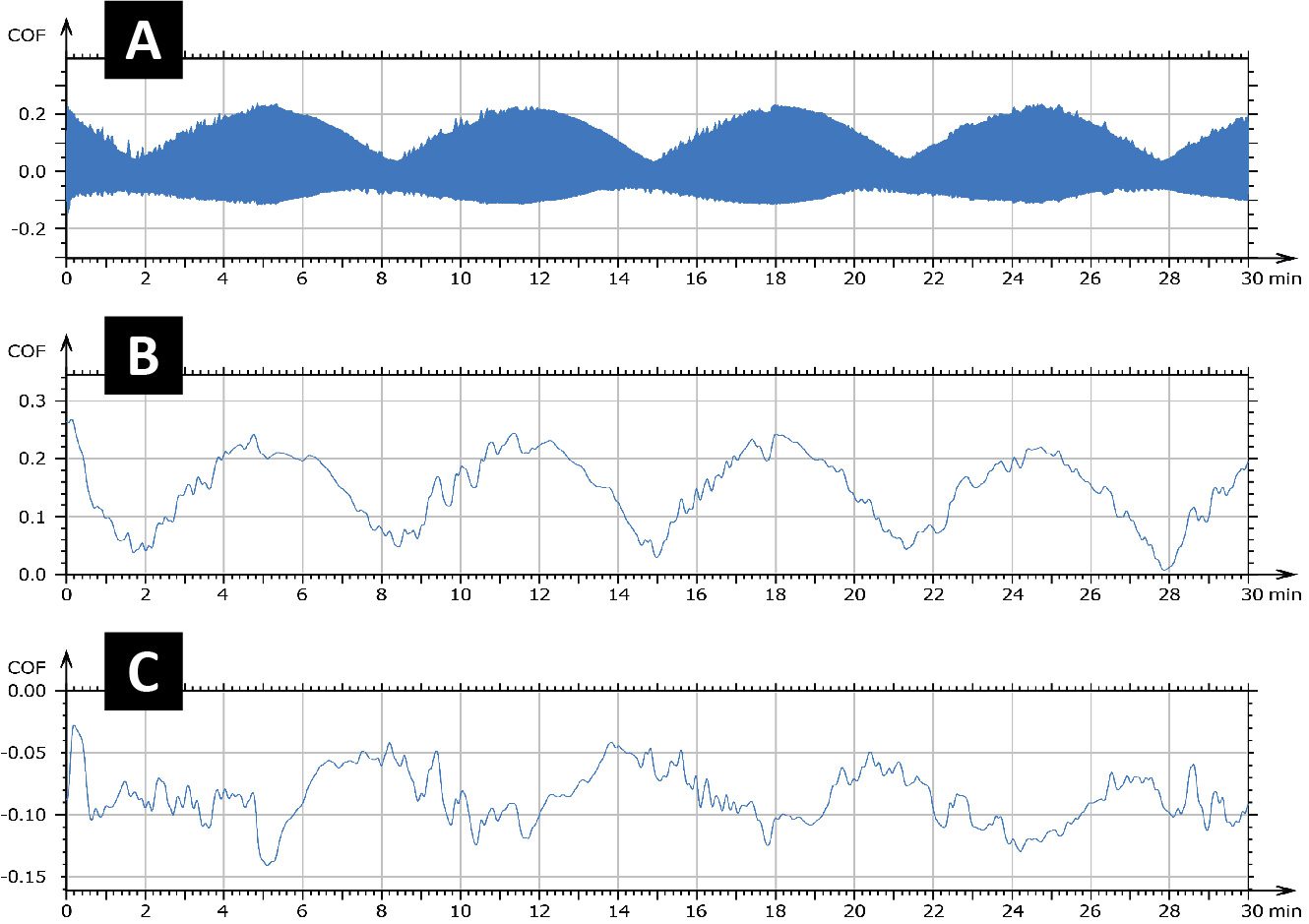
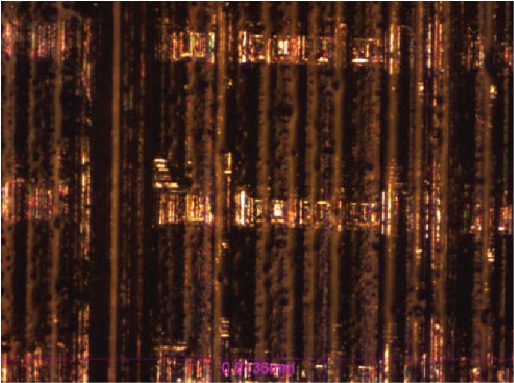
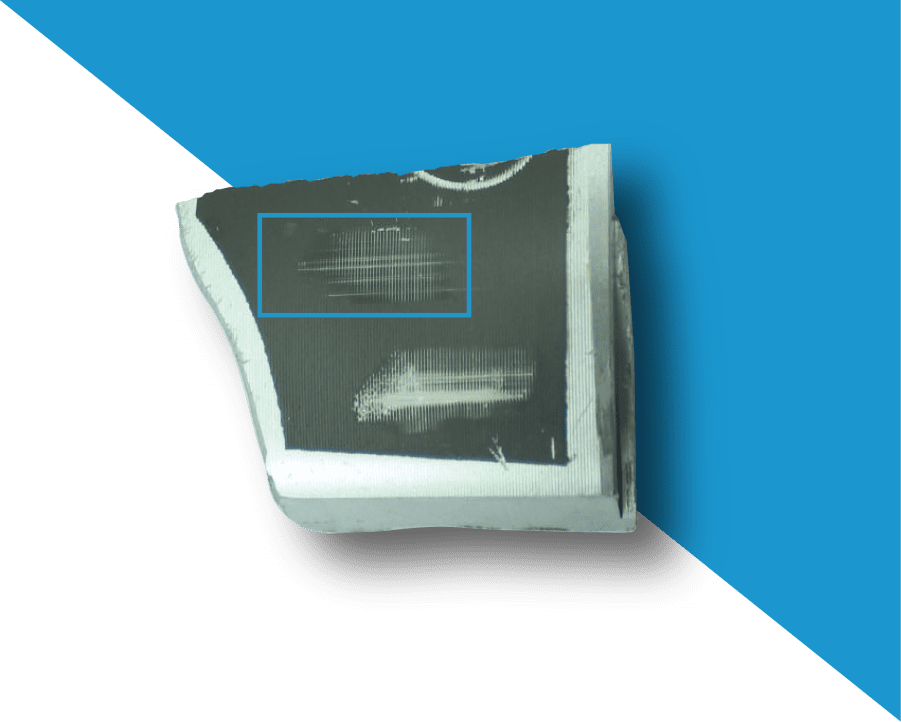
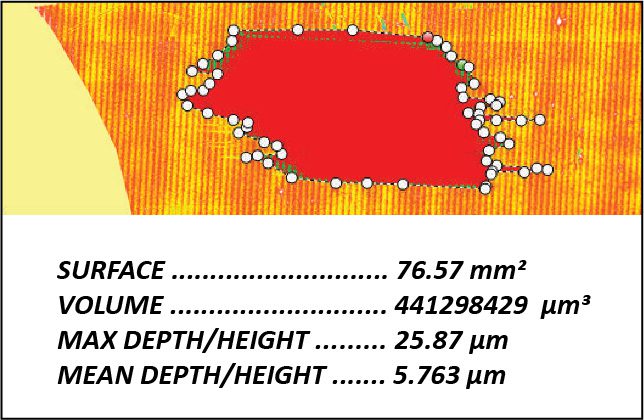
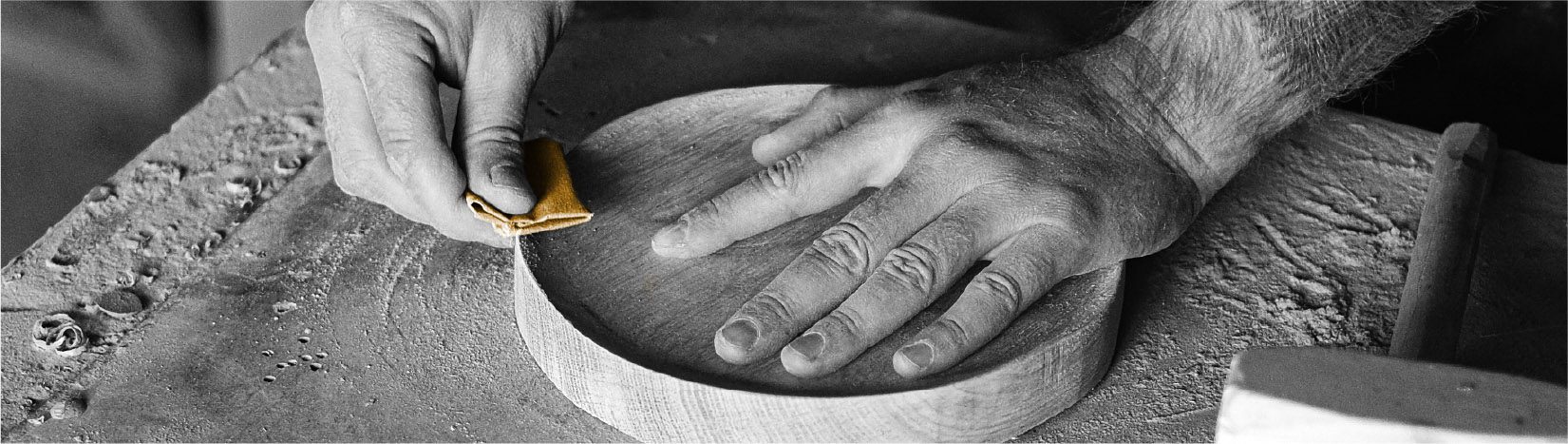
Kayış tahrikli bir makinedeki kayışlar için sürtünme ve aşınma kaçınılmazdır. Yeterli sürtünme kayma olmadan etkili güç aktarımı sağlar, ancak aşırı sürtünme kayışı hızla aşındırabilir. Kayışla tahrik işlemi sırasında yorulma, aşınma ve sürtünme gibi farklı aşınma türleri meydana gelir. Kayışın ömrünü uzatmak ve kayış onarımı ve değişiminde maliyeti ve zamanı azaltmak için, kayışların aşınma performansının güvenilir bir şekilde değerlendirilmesi, kayış ömrünü, üretim verimliliğini ve uygulama performansını iyileştirmek için arzu edilir. Kayışın sürtünme katsayısının ve aşınma oranının doğru ölçümü, Ar-Ge'yi ve kayış üretiminin kalite kontrolünü kolaylaştırır.