GİRİŞ
Zımpara kağıdı, bir kağıt veya bezin bir yüzüne yapıştırılmış aşındırıcı parçacıklardan oluşur. Parçacıklar için granat, silisyum karbür, alüminyum oksit ve elmas gibi çeşitli aşındırıcı malzemeler kullanılabilir. Zımpara kağıdı, ahşap, metal ve alçıpan üzerinde belirli yüzey kaplamaları oluşturmak için çeşitli endüstriyel sektörlerde yaygın olarak uygulanmaktadır. Genellikle el veya elektrikli aletlerle uygulanan yüksek basınçlı temas altında çalışırlar.
ZIMPARA KAĞIDININ AŞINMA PERFORMANSINI DEĞERLENDIRMENIN ÖNEMI
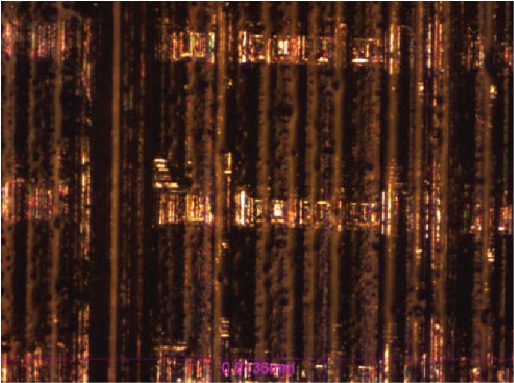
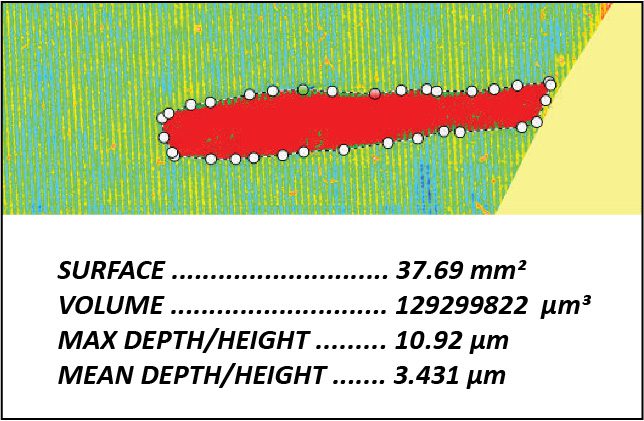
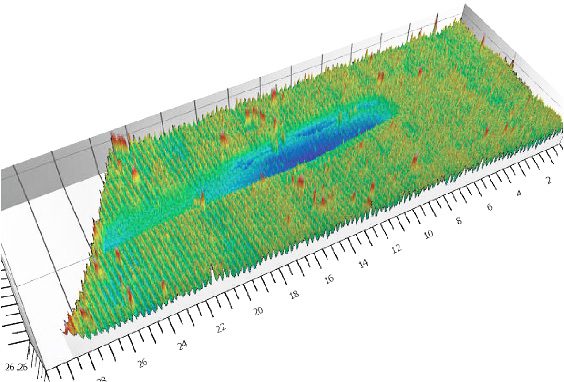
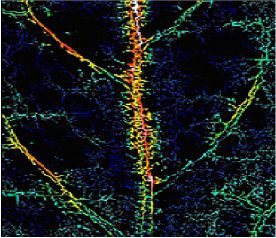
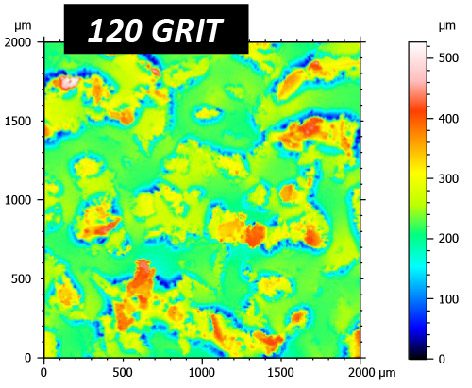
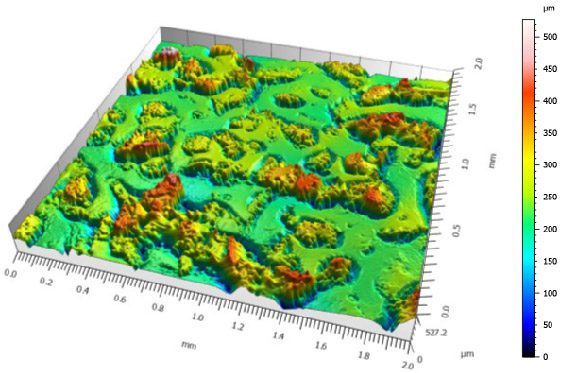
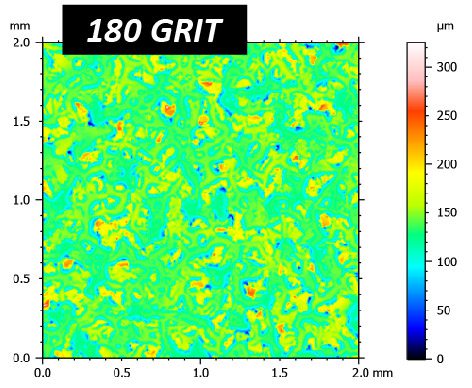
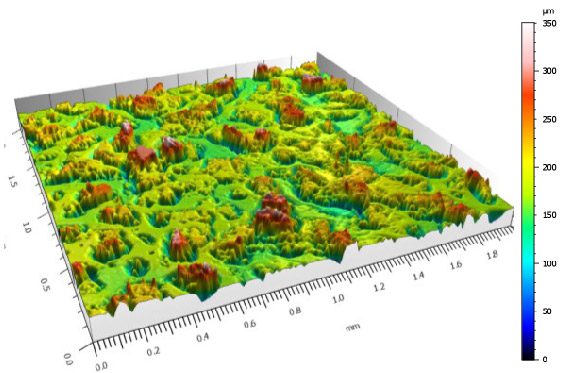
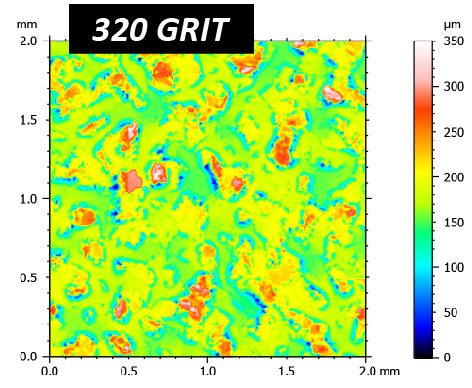
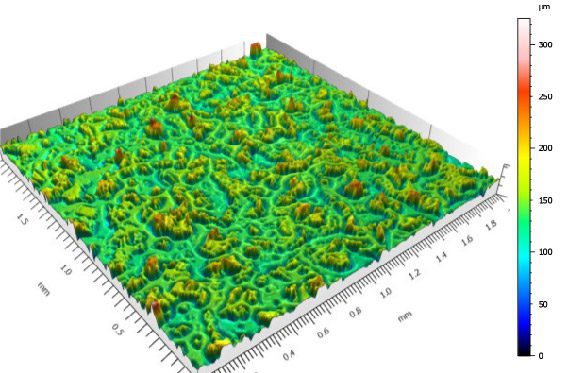
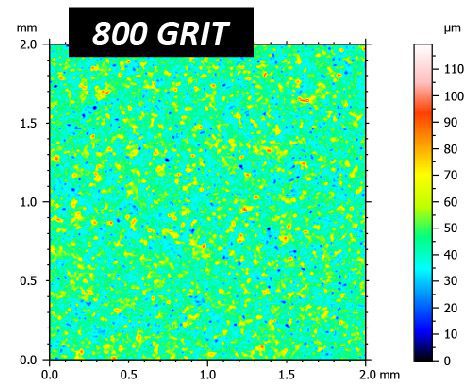
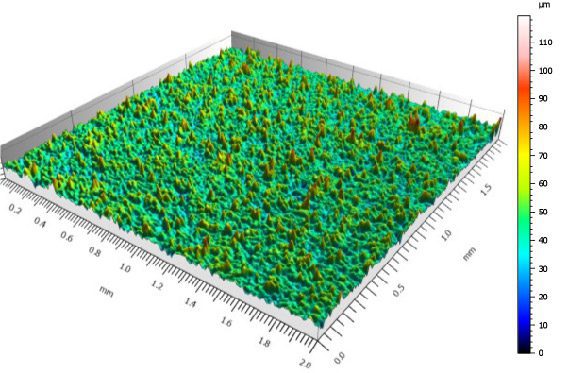
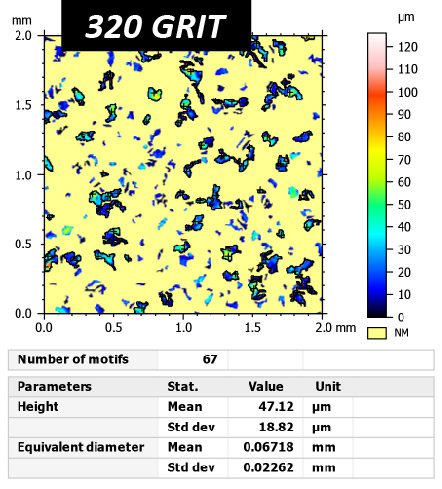
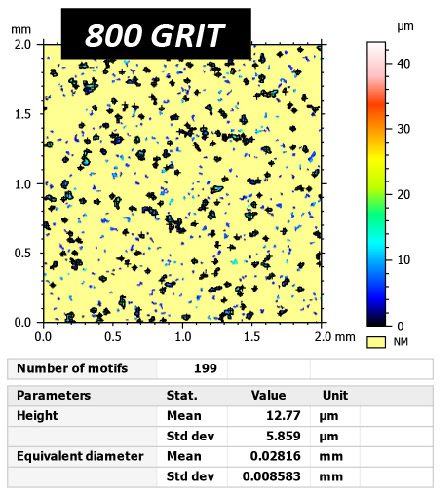
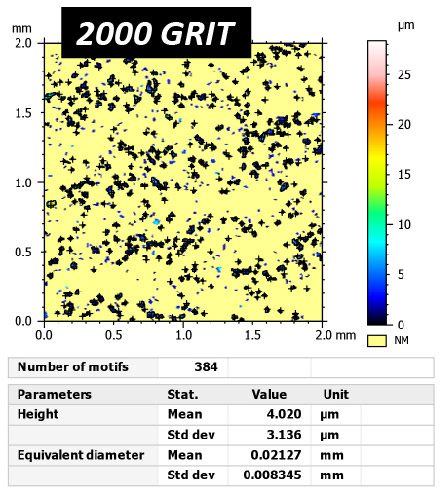
Zımpara kağıdının etkinliği genellikle farklı koşullar altındaki aşındırma performansına göre belirlenir. Kum boyutu, yani zımpara kağıdına gömülü aşındırıcı partiküllerin boyutu, zımparalanan malzemenin aşınma oranını ve çizik boyutunu belirler. Daha yüksek kum numaralı zımpara kağıtları daha küçük parçacıklara sahiptir, bu da daha düşük zımparalama hızları ve daha ince yüzey kalitesi sağlar. Aynı kum numarasına sahip ancak farklı malzemelerden yapılmış zımpara kağıtları, kuru veya ıslak koşullar altında benzer olmayan davranışlara sahip olabilir. Üretilen zımpara kağıdının istenen aşındırıcı davranışa sahip olduğundan emin olmak için güvenilir tribolojik değerlendirmelere ihtiyaç vardır. Bu değerlendirmeler, kullanıcıların hedef uygulama için en iyi adayı seçmek amacıyla farklı zımpara kağıdı türlerinin aşınma davranışlarını kontrollü ve izlenen bir şekilde niceliksel olarak karşılaştırmasına olanak tanır.