Kategori Uygulama Notları
Tribometrede Yerinde 3D Aşınma İzi Taraması
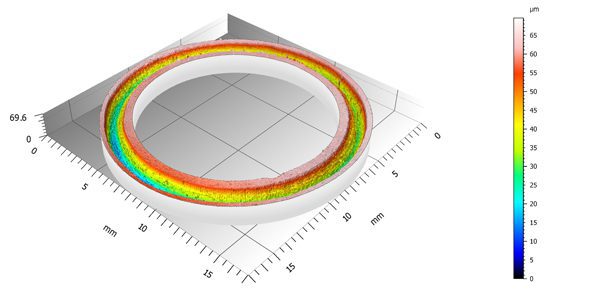
Geleneksel pim-disk veya pistonlu tribometre aşınma testi sırasında COF'yi kaydeder. Aşınma oranı, aşınma testinden sonra numuneyi bir profilometreye taşıyarak ve aşınma izinin kesit profillerini tarayarak ölçülür. Böyle bir yöntem, numune homojen olmayan bir aşınma izine sahip olduğunda hatalara yol açabilir. Ayrıca, çok katmanlı kaplamalar gibi numuneler, kaplamanın farklı katmanlarında farklı aşınma direncine sahiptir. Aşınma değerlendirmesi için daha güvenilir ve tekrarlanabilir bir tekniğe ihtiyaç vardır - Nanovea, tribometrenin numune aşamasında tüm aşınma izinin 3D taramasını gerçekleştiren 3D temassız profilometre ile donatılmış bir tribometre geliştirdi. 3D aşınma izi morfolojisinin gelişimini izleyerek kullanıcıların aşınma oranını doğru bir şekilde hesaplamasına ve tek bir test numunesi kullanarak farklı aşamalardaki arıza modunu belirlemesine olanak tanır.
Düşük Yüklü Vickers Sertlik Ölçümü
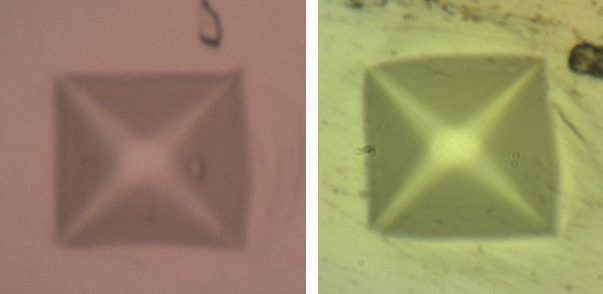
Vickers Sertliği sırasında, mikroskop altında iz ölçümü sırasında kaçınılmaz kullanıcı hataları ortaya çıkar. Özellikle düşük yüklerde, girinti boyutundaki küçük ölçüm hataları büyük sertlik sapmalarına neden olacaktır. Buna karşılık, nanoindentasyon testi, bir malzemenin mekanik özelliklerini, girinti ucunu test malzemesine sürerek ve ucun yük ve yer değiştirmesinin gelişimini hassas bir şekilde kaydederek değerlendirir. Baskı boyutu ölçümünde kullanıcı hatalarını önler.
Nanoindentasyon Kullanarak Düşük Yüklü Vickers Sertlik Ölçümü

Düşük Sıcaklık Tribolojisi
Sıfırın altındaki uygulamalara yönelik malzemelerin tribolojik performansını daha iyi anlamak için düşük sıcaklık tribolojisi, statik ve dinamik sürtünme katsayısı, COF ve aşınma davranışının güvenilir bir şekilde ölçülmesi gerekmektedir. Sürtünme özelliğini, arayüzeydeki reaksiyonlar, birbirine kenetlenen yüzey özellikleri, yüzey filmlerinin kohezyonu ve hatta düşük sıcaklıklarda yüzeyler arasındaki mikroskobik katı statik bağlantılar gibi çeşitli faktörlerin etkisiyle ilişkilendirmek için yararlı bir araç sağlar.
Dişli Kontur Analizi
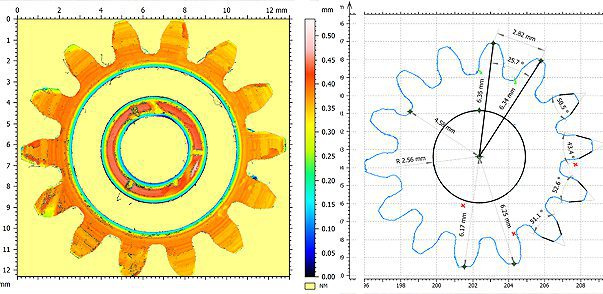
Yüksek hassasiyetli dişlilerin üretimi, en iyi çalışma koşullarını ve enerji verimliliğini elde etmek için sıkı kalite kontrolü gerektirir. Dişlilerdeki yüzey kusurları dişli ağ kalitesi üzerinde olumsuz etkilere yol açabilir. Ayrıca, hizmet süresi boyunca aşınma ve yıpranma meydana gelir ve dişlilerde güç aktarım verimliliğinin azalmasına ve potansiyel mekanik arızaya neden olabilecek ezik ve çatlaklar gibi yüzey kusurları oluşturur. Yüzey denetimi için doğru ve ölçülebilir bir araca ihtiyaç vardır. Dokunmatik prob tekniğinin aksine, Nanovea Profilometre numunenin 3D kontur analizini dokunmadan gerçekleştirerek farklı geometriye sahip dişliler gibi karmaşık şekle sahip numunelerin hassas bir şekilde taranmasını mümkün kılar.
Aşınmış Bir Dişlinin 3D Profilometri Kullanılarak Kontur Analizi
DLC'nin Makro Yapışma Hatası
uçlar ve rulmanlar. Bu tür aşırı koşullar altında, kaplama/alt tabaka sisteminin yeterli kohezyon ve yapışma mukavemeti hayati önem taşır. Hedef uygulama için en iyi metal alt tabakayı seçmek ve DLC için tutarlı bir kaplama süreci oluşturmak amacıyla, farklı DLC kaplama sistemlerinin kohezyon ve yapışma başarısızlığını nicel olarak değerlendirmek için güvenilir bir teknik geliştirmek kritik öneme sahiptir.
Makro Çizik Testi Kullanılarak DLC'nin Yapışma ve Yapıştırma Dayanımı
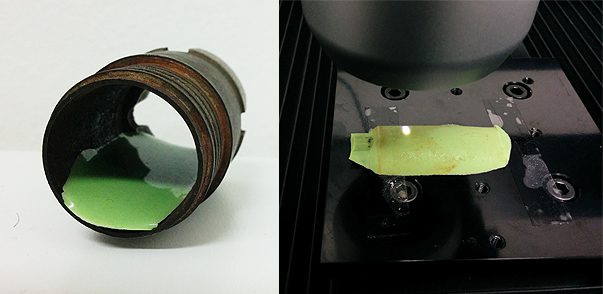
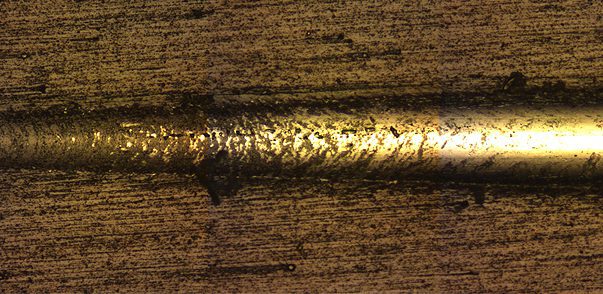
İç Boru Korozyonunun Replica Kalıplaması
Metal borunun yüzey kalitesi, ürün kalitesi ve performansı açısından kritik öneme sahiptir. Korozyon süreci gerçekleştikçe pas giderek artar ve metal yüzeyde çukurlar oluşmaya başlar ve büyür, bu da boru yüzeyinin pürüzlenmesine neden olur. Metaller arasındaki farklı galvanik özellikler, çözeltilerin iyonik etkileri ve çözelti pH'ı, boru korozyonu sürecinde rol oynayarak farklı yüzey özelliklerine sahip korozyona uğramış metallere yol açabilir. Korozyona uğramış yüzeyin doğru bir yüzey pürüzlülüğü ve dokusu ölçümü, belirli bir korozyon sürecine dahil olan mekanizmalar hakkında bilgi sağlar. Geleneksel profilometreler korozyona uğramış iç boru duvarına ulaşmakta ve ölçüm yapmakta zorluk çekmektedir. Replika kalıplama, iç yüzey özelliklerini tahribatsız bir şekilde çoğaltarak bir çözüm sağlar. Korozyona uğramış borunun iç duvarına kolayca uygulanabilir ve 15 dakika içinde sertleşir. İç boru duvarının yüzey morfolojisini elde etmek için replika kalıplamanın çoğaltılmış yüzeyini tarıyoruz.

Çizilme Testinden Sonra Kaplamanın Korozyon Direnci
Korozyona dayanıklı kaplamalar, genellikle aşındırıcı ve erozif uygulama ortamlarına maruz kaldıkları için yeterli mekanik mukavemete sahip olmalıdır. Örneğin, aşındırıcı petrol kumları borunun içini sürekli olarak aşındırır, bu da borunun bütünlüğünü aşamalı olarak tehlikeye atar ve potansiyel olarak arızaya neden olur. Otomobil endüstrisinde, korozyon otomobil üzerindeki çiziklerin bulunduğu yerde gerçekleşir.
boya, özellikle de yola tuz uygulandığı dondurucu kış aylarında. Bu nedenle, boyanın kalitesini ölçmek için nicel ve güvenilir bir araç
Amaçlanan uygulama için en uygun kaplamanın seçilebilmesi için koruyucu kaplamalarda çizilme testinin etkisi ve korozyon direncine ihtiyaç duyulmaktadır.
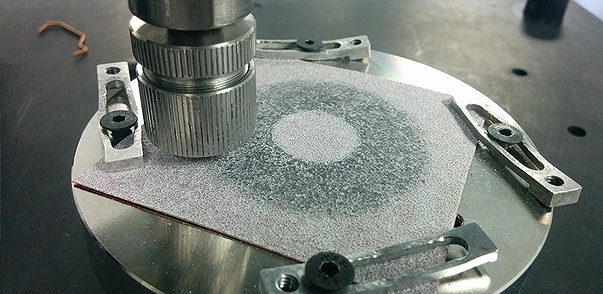
Bilyalı Rulman Makro Tribolojisi
Bilyalı rulmanlar, paslanmaz çelik ve krom çelik gibi metaller ve WC ve Si gibi seramik gibi birçok farklı malzemeden yapılabilir.3N4. Üretilen bilyalı rulmanların uygulama koşulları altında gerekli aşınma direncine sahip olduğundan emin olmak için, yüksek yük altında güvenilir tribolojik değerlendirmeye ihtiyaç vardır. Bu, farklı bilyalı rulmanların aşınma davranışlarını kontrollü ve izlenen bir şekilde niceliksel olarak karşılaştırmamıza ve hedeflenen uygulama için en iyi adayı seçmemize olanak tanır. Geleneksel pim-disk tribometreler genellikle sabit bir aşınma yolu yarıçapına sahiptir. Bilyalı rulman, aşınma testi boyunca her zaman aynı aşınma yolunda kayar. Zımpara kağıdı, üstün aşınma direncine sahip seramik bilyalı rulmanlardan daha hızlı aşınabilir ve bu da bilyalı rulmanlar üzerindeki aşınma testinin tekrarlanabilirliğini zayıflatır.
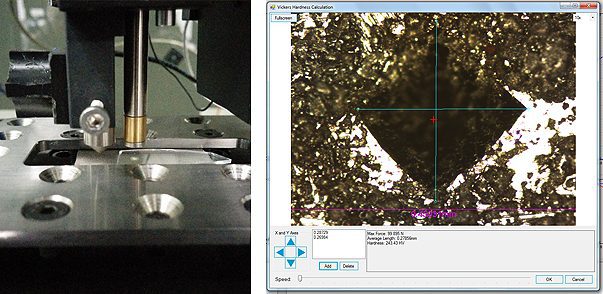
Vickers Sertliği ve Aletli Makroindentasyon
Makroindentasyon sertlik testleri, bir malzemenin genel sertliğini belirlemek için yaygın olarak kullanılır. Vickers sertlik testi (HV), Brinell sertlik testi (HB), Knoop sertlik testi (HK) ve Rockwell sertlik testi (HR) dahil ancak bunlarla sınırlı olmamak üzere çeşitli makro sertlik ölçümleri vardır. Sertlik testleri arasında en büyük ölçeklerden birine sahip olan Vickers testi, tüm metallerin sertliğini ölçmek için yaygın olarak kullanılmaktadır. Vickers sertlik testinde, her bir kenarı yatay düzlemle 22° açı yapan kare tabanlı piramit şeklinde bir elmas kullanılır. Numune yüzeyine girinti yapar ve kare şeklinde bir iz oluşturur. Köşegenin ortalama uzunluğu olan d ölçülerek, Vickers sertliği şu formül kullanılarak hesaplanabilir: burada F N cinsinden ve d milimetre cinsindendir. Burada, doğru sertlik değerleri elde etmek için d değerinin doğru ölçümü kritik öneme sahiptir. Buna karşılık, enstrümanlı indentasyon tekniği, indentasyon yükü ve yer değiştirme ölçümlerinden mekanik özellikleri doğrudan ölçer. Girintinin görsel olarak gözlemlenmesine gerek yoktur; girintinin d değerlerinin belirlenmesinde kullanıcı hatasını ortadan kaldırır.
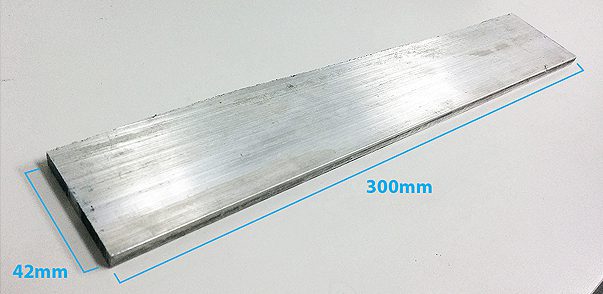
3D Profilometri ile Geniş Yüzeyleri Ölçün
İmalat atölyeleri ve makine atölyeleri genellikle imalat için büyük miktarda metal işlemektedir. Bu nedenle, kalite kontrolünde en dar toleransları sağlamak için geniş bir yüzeydeki 3D yüzey morfolojisinin hızlı ve hassas bir şekilde ölçülmesi gerekir. Ayrıca, metal parçaların yüzey kalitesini izlemek için Nanovea 3D profilometrenin üretim/fabrikasyon hattına uygulanmasını mümkün kılar in situ. Yüksek çözünürlüklü 3D tarama, üretim süreçleri sırasında oluşan çukurlar, çatlaklar veya ekstrüzyonlar gibi kusurları hızlı bir şekilde tespit edebilir ve raporlayabilir. Metallere ek olarak, seramik, plastik ve cam gibi farklı malzemelerden imal edilen hemen hemen her türlü yüzey Nanovea 3D temassız profilometre ile zamanında ölçülebilir, bu da onu üretim / imalat hatlarında yüzey denetimi için ideal bir araç haline getirir.









