Aylık Arşivler: Mayıs 2020

Microindendation ile Madencilik Prosedürlerini İyileştirin
MİKROINDENTASYON ARAŞTIRMASI VE KALİTE KONTROLÜ
Kaya mekaniği, kaya kütlelerinin mekanik davranışlarının incelenmesidir ve madencilik, sondaj, rezervuar üretimi ve inşaat sektörlerinde uygulanmaktadır. Mekanik özelliklerin hassas ölçümü ile gelişmiş enstrümantasyon, bu endüstrilerde parça ve prosedür iyileştirmesine olanak tanır. Başarılı kalite kontrol prosedürleri, kaya mekaniğinin mikro ölçekte anlaşılmasıyla sağlanır.
Mikroindentasyon kaya mekaniği ile ilgili çalışmalar için kullanılan çok önemli bir araçtır. Bu teknikler, kaya kütlesi özelliklerinin daha iyi anlaşılmasını sağlayarak kazı tekniklerini geliştirir. Mikroindentasyon, madencilik prosedürlerini iyileştiren matkap başlıklarını geliştirmek için kullanılır. Mikroindentasyon, minerallerden tebeşir ve toz oluşumunu incelemek için kullanılmıştır. Mikroindentasyon çalışmaları sertlik, Young modülü, sünme, gerilme-gerinim, kırılma tokluğu ve sıkıştırmayı tek bir aletle içerebilir.
ÖLÇÜM HEDEFI
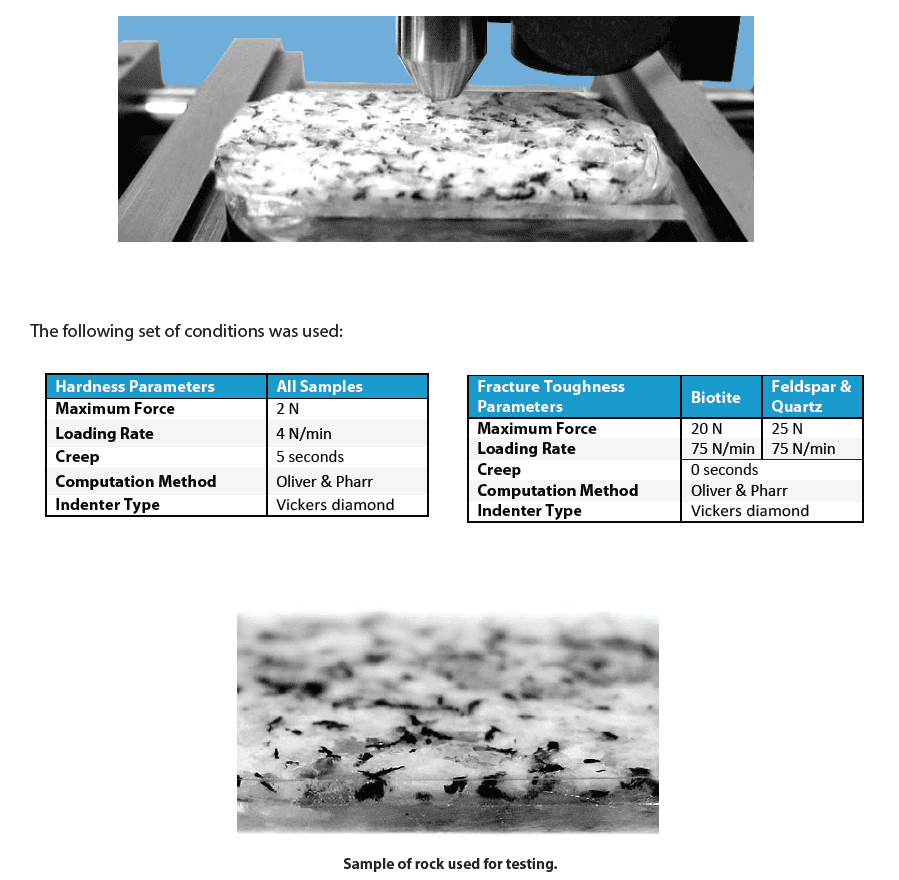
Bu uygulamada Nanovea mekanik test cihazı bir mineral kaya örneğinin Vickers sertliğini (Hv), Young modülünü ve kırılma dayanıklılığını ölçer. Kaya, standart granit kompozitini oluşturan biyotit, feldspat ve kuvarstan oluşur. Her biri ayrı ayrı test edilir.
SONUÇLAR VE TARTIŞMA
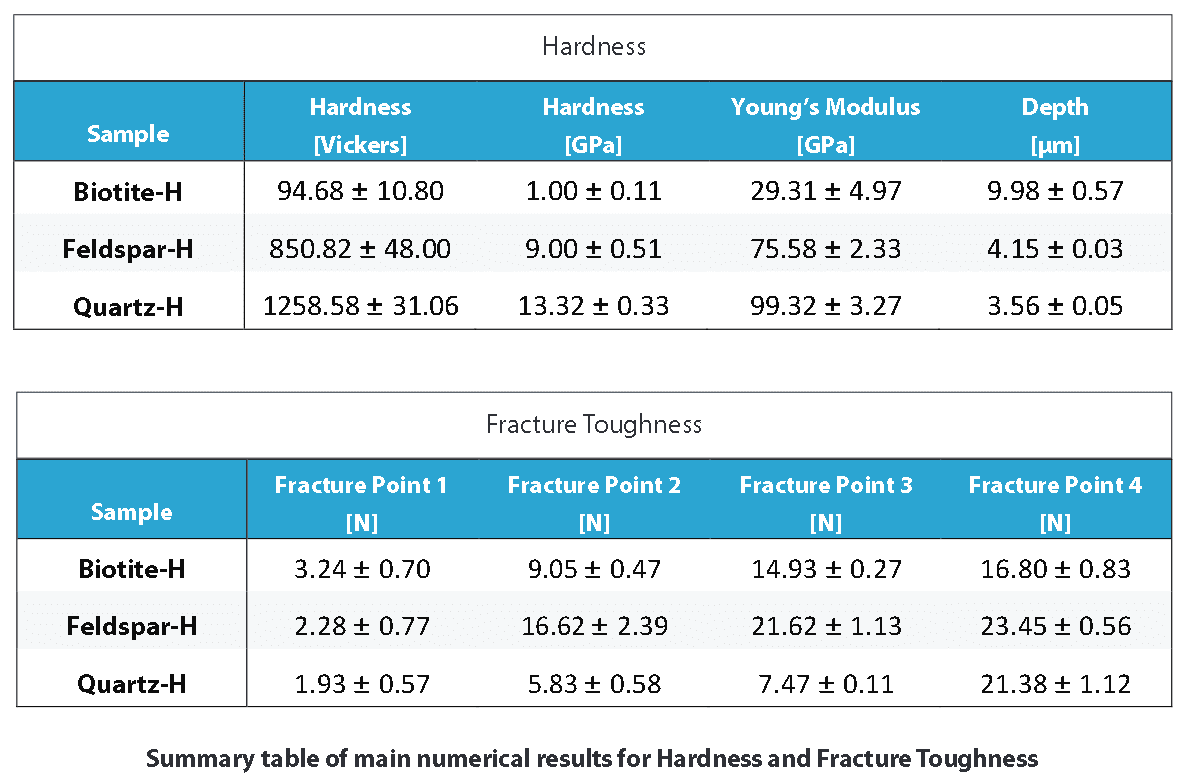
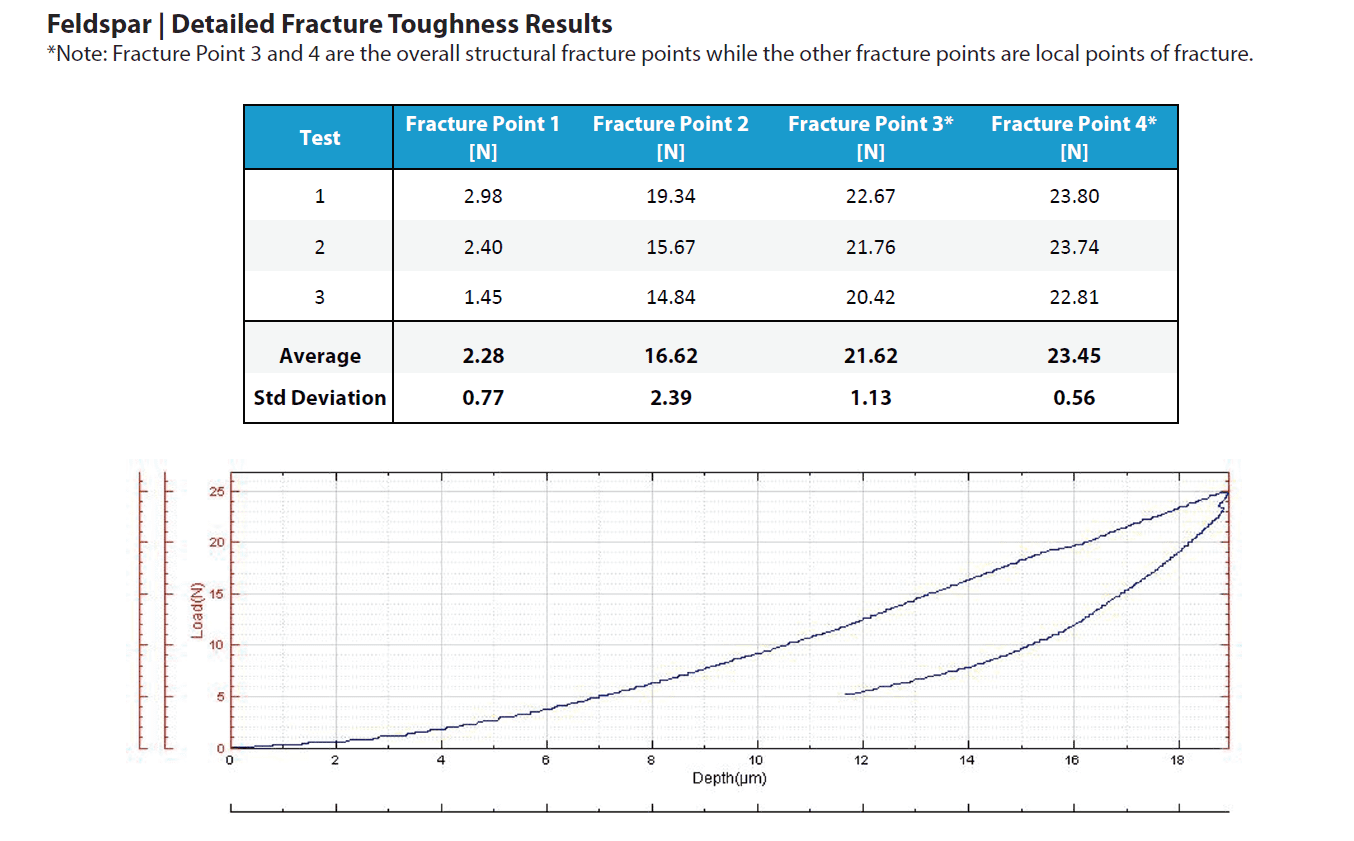
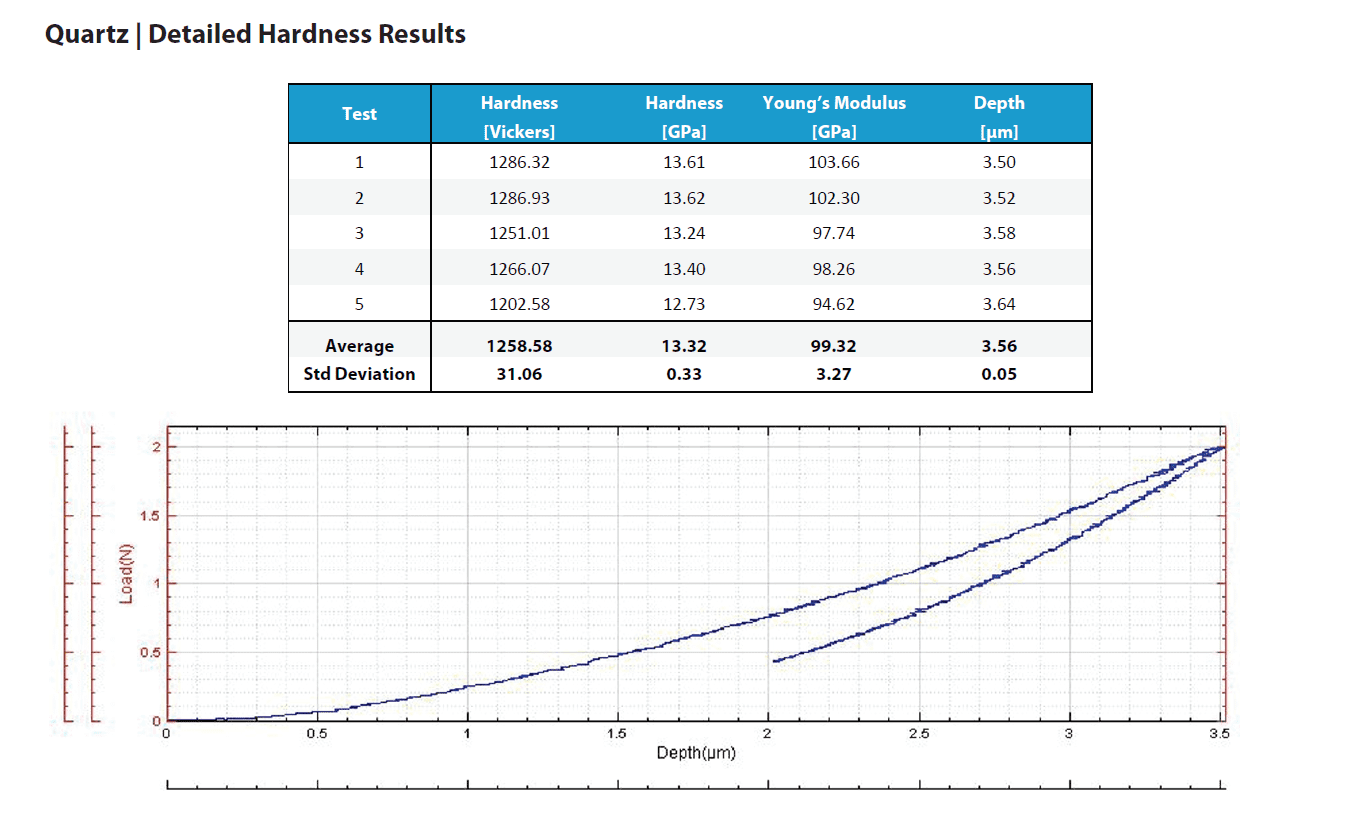
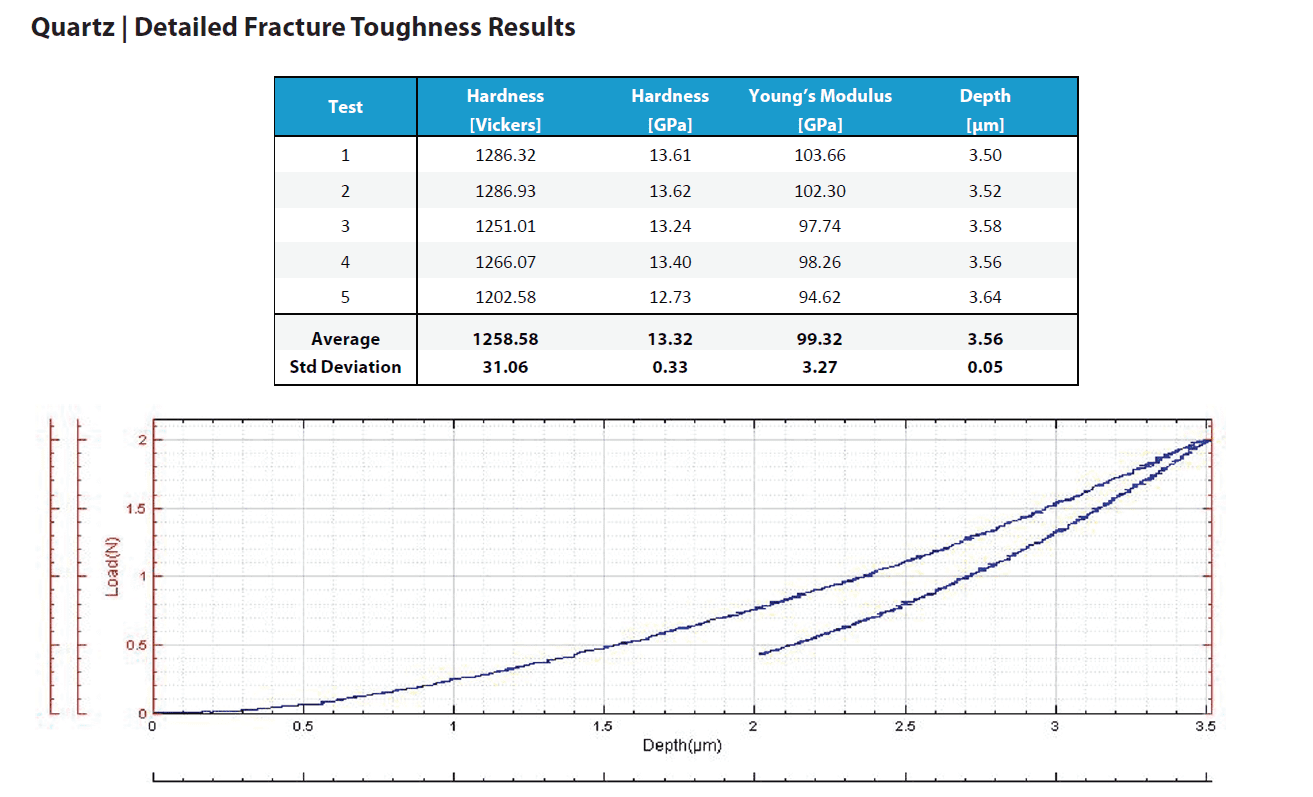
Bu bölüm, farklı numuneler için ana sayısal sonuçları karşılaştıran bir özet tablo ve ardından gerçekleştirilen her bir girintiyi içeren ve mevcut olduğunda girintinin mikrografları ile birlikte tam sonuç listelerini içermektedir. Bu tam sonuçlar, Sertlik ve Young modülünün ölçülen değerlerini, ortalamaları ve standart sapmalarıyla birlikte penetrasyon derinliği (Δd) olarak sunmaktadır. Yüzey pürüzlülüğünün girinti ile aynı boyut aralığında olması durumunda sonuçlarda büyük farklılıklar oluşabileceği göz önünde bulundurulmalıdır.
Sertlik ve Kırılma Tokluğu için ana sayısal sonuçların özet tablosu

SONUÇ

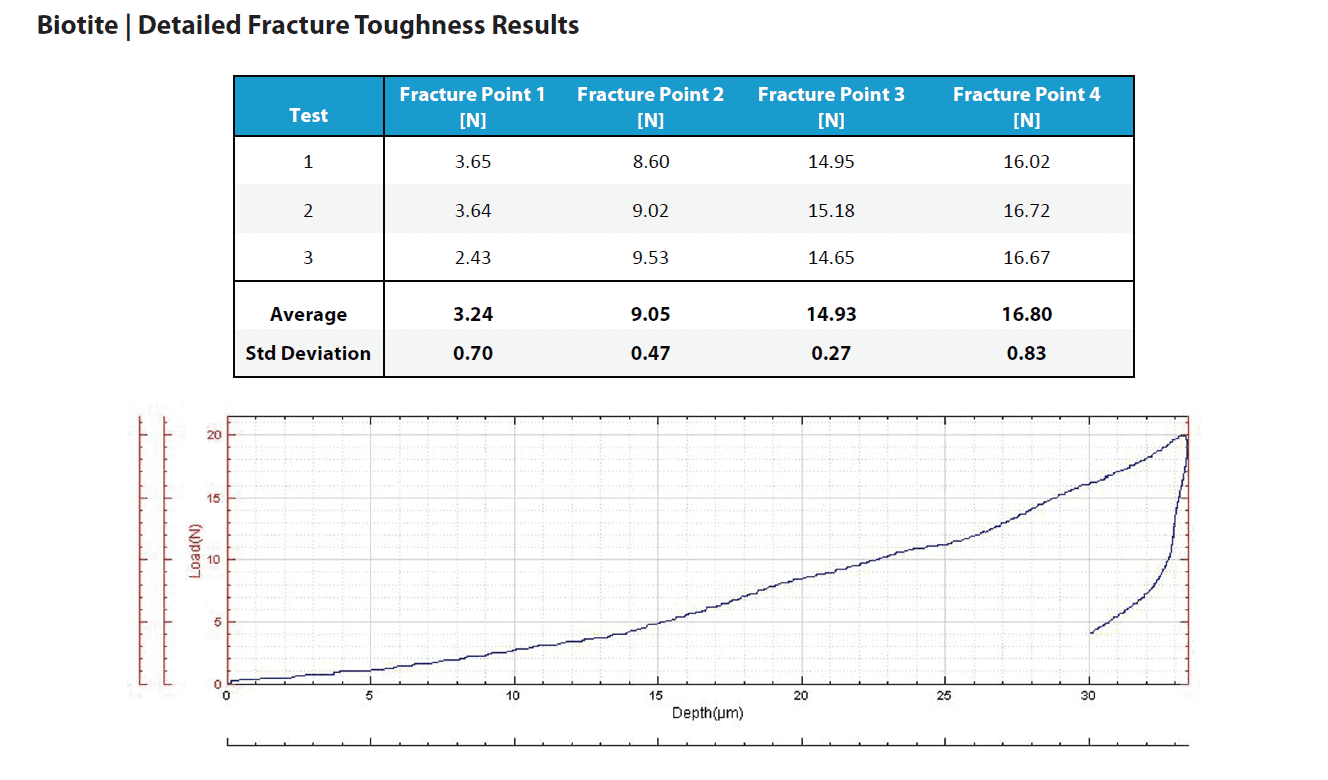
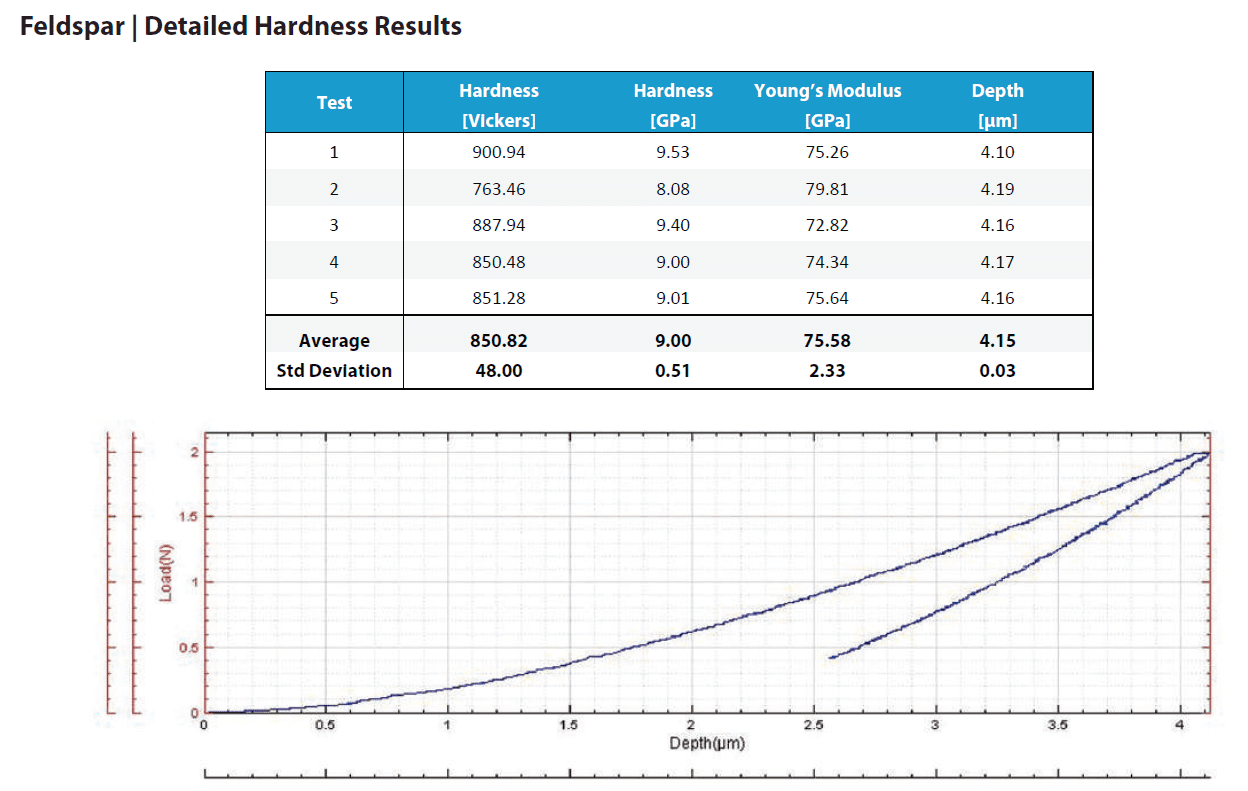
Nanovea mekanik test cihazı, mineral kayanın sert yüzeyinde tekrarlanabilirlik ve hassas indentasyon sonuçları göstermektedir. Graniti oluşturan her bir malzemenin sertliği ve Young modülü doğrudan derinliğe karşı yük eğrilerinden ölçülmüştür. Pürüzlü yüzey, mikro çatlamaya neden olabilecek daha yüksek yüklerde test anlamına geliyordu. Mikro çatlama, ölçümlerde görülen bazı varyasyonları açıklayabilir. Pürüzlü numune yüzeyi nedeniyle çatlaklar standart mikroskopi gözlemi ile algılanamamıştır. Bu nedenle, çatlak uzunluğu ölçümleri gerektiren geleneksel kırılma tokluğu sayılarını hesaplamak mümkün değildir. Bunun yerine, sistemi yükler artarken derinliğe karşı yük eğrilerindeki dislokasyonlar yoluyla çatlakların başlamasını tespit etmek için kullandık.
Kırılma eşiği yükleri, arızaların meydana geldiği yüklerde rapor edilmiştir. Sadece çatlak uzunluğunu ölçen geleneksel kırılma tokluğu testlerinin aksine, eşik kırılmanın başladığı bir yük elde edilir. Ayrıca, kontrollü ve yakından izlenen ortam, sertlik ölçümünün çeşitli numuneleri karşılaştırmak için nicel bir değer olarak kullanılmasına olanak tanır.

Hat İçi Pürüzlülük Denetimi
Yüzey kusurları malzeme işleme ve ürün imalatından kaynaklanır. Hat içi yüzey kalite kontrolü, son ürünlerin en sıkı kalite kontrolünü sağlar. Nanovea 3D Temassız Profilometreler Bir numunenin pürüzlülüğünü temassız olarak belirlemek için benzersiz bir yeteneğe sahip kromatik eş odaklı teknolojiyi kullanır. Ürünün farklı alanlarının pürüzlülüğünü ve dokusunu aynı anda izlemek için birden fazla profil oluşturucu sensör kurulabilir. Analiz yazılımı tarafından gerçek zamanlı olarak hesaplanan pürüzlülük eşiği, hızlı ve güvenilir bir başarılı/başarısız aracı olarak hizmet eder.
ÖLÇÜM HEDEFI
Bu çalışmada, akrilik ve zımpara kağıdı numunelerinin yüzey pürüzlülüğünü incelemek için bir nokta sensörü ile donatılmış Nanovea pürüzlülük inceleme konveyör sistemi kullanılmıştır. Nanovea temassız profilometrenin bir üretim hattında gerçek zamanlı olarak hızlı ve güvenilir hat içi pürüzlülük denetimi sağlama kapasitesini sergiliyoruz.

SONUÇLAR VE TARTIŞMA
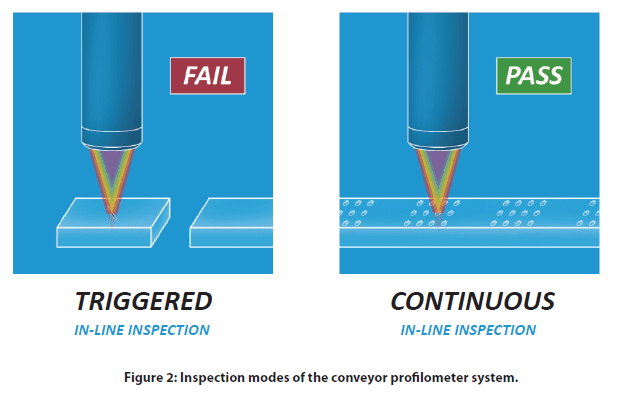
Konveyör profilometre sistemi Tetikleme Modu ve Sürekli Mod olmak üzere iki modda çalışabilir. Şekil 2'de gösterildiği gibi, numunelerin yüzey pürüzlülüğü Tetikleme Modu altında optik profilleyici başlıklarının altından geçerken ölçülür. Buna karşılık, Sürekli Mod, metal levha ve kumaş gibi sürekli numune üzerindeki yüzey pürüzlülüğünün kesintisiz olarak ölçülmesini sağlar. Farklı numune alanlarının pürüzlülüğünü izlemek ve kaydetmek için birden fazla optik profilleyici sensörü takılabilir.
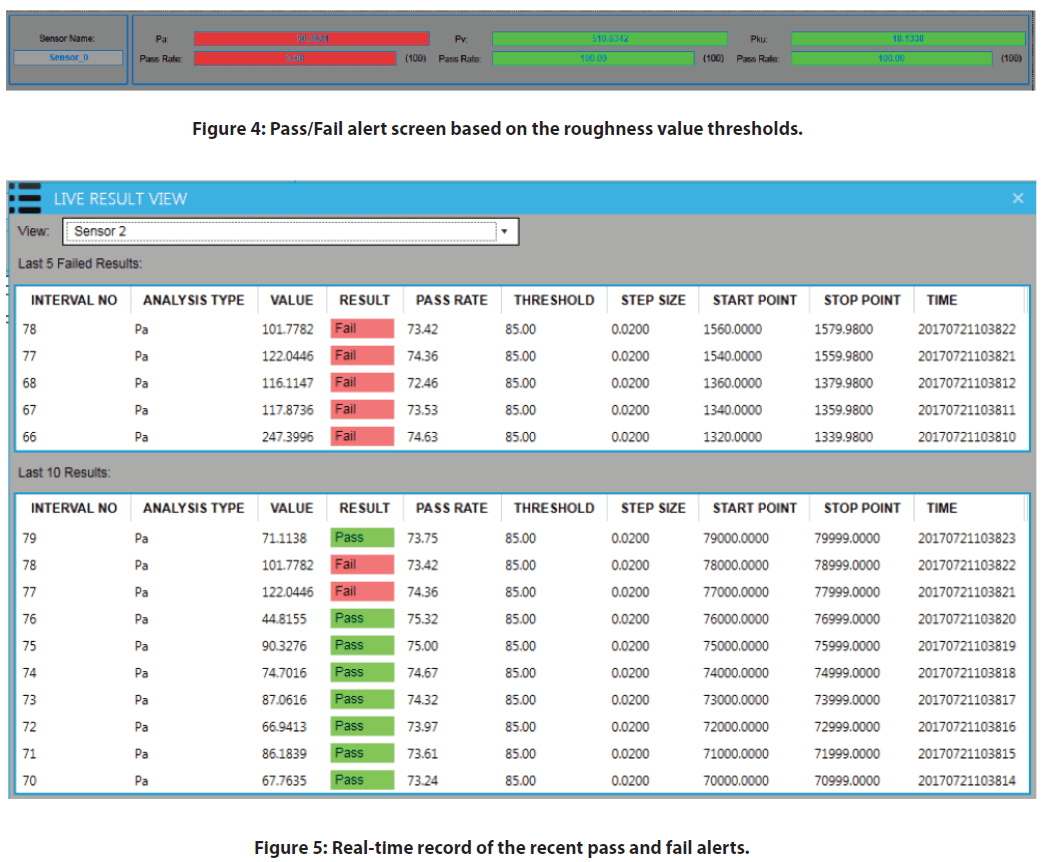
Gerçek zamanlı pürüzlülük denetimi ölçümü sırasında, Şekil 4 ve Şekil 5'te gösterildiği gibi yazılım pencerelerinde başarılı ve başarısız uyarıları görüntülenir. Pürüzlülük değeri verilen eşikler dahilinde olduğunda, ölçülen pürüzlülük yeşil renkte vurgulanır. Bununla birlikte, ölçülen yüzey pürüzlülüğü ayarlanan eşik değerlerinin aralığının dışında olduğunda vurgu kırmızıya döner. Bu, kullanıcıya bir ürünün yüzey kalitesinin belirlenmesi için bir araç sağlar.
Aşağıdaki bölümlerde, Denetim sisteminin Tetikleme ve Sürekli Modlarını göstermek için Akrilik ve Zımpara Kağıdı gibi iki tür numune kullanılmaktadır.


Tetikleme Modu: Akrilik Numunenin yüzey incelemesi
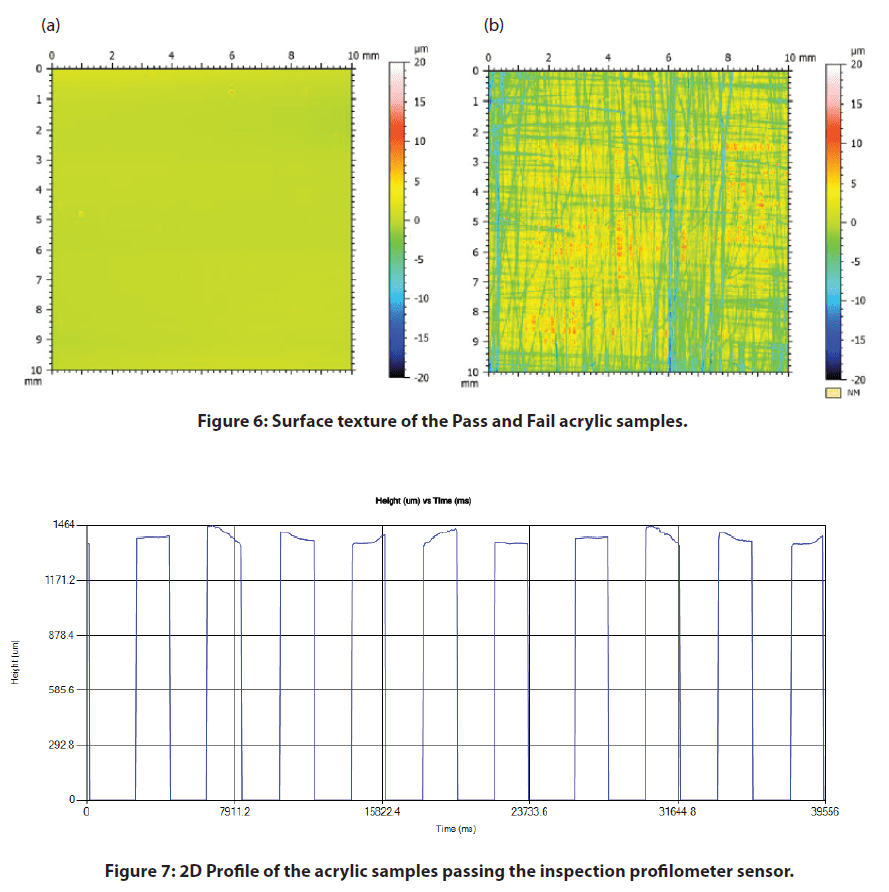
Bir dizi Akrilik numune taşıyıcı bant üzerinde hizalanır ve Şekil 1'de gösterildiği gibi optik profilleyici kafasının altında hareket eder. Şekil 6'daki yanlış renk görünümü yüzey yüksekliğinin değişimini göstermektedir. Ayna benzeri bitmiş Akrilik numunelerin bazıları, Şekil 6b'de gösterildiği gibi pürüzlü bir yüzey dokusu oluşturmak için zımparalanmıştır.
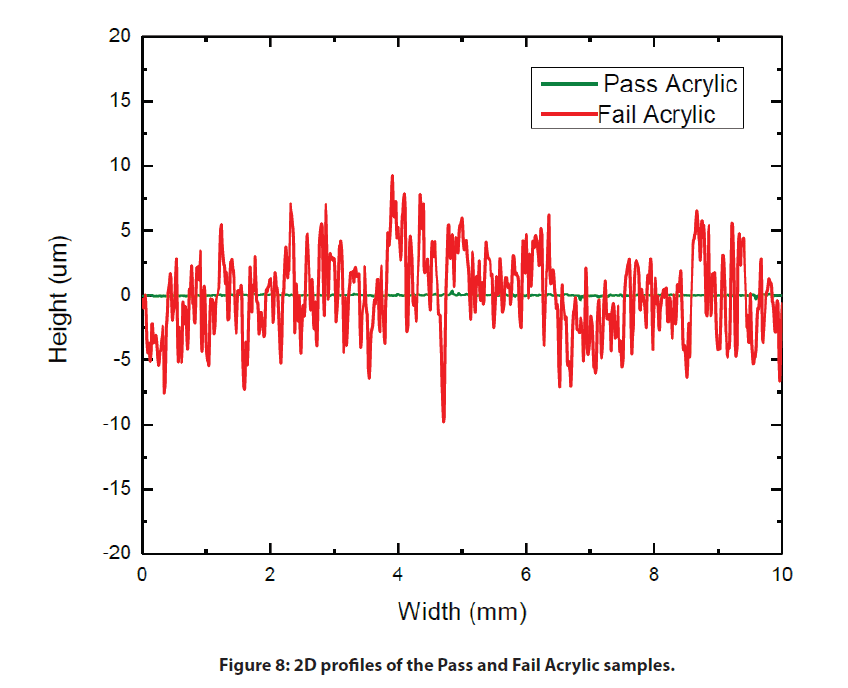
Akrilik numuneler optik profilleyici başlığı altında sabit bir hızda hareket ederken, yüzey profili Şekil 7 ve Şekil 8'de gösterildiği gibi ölçülür. Ölçülen profilin pürüzlülük değeri aynı anda hesaplanır ve eşik değerlerle karşılaştırılır. Pürüzlülük değeri ayarlanan eşik değerin üzerinde olduğunda kırmızı arıza uyarısı başlatılır ve kullanıcıların üretim hattındaki kusurlu ürünü hemen tespit etmesine ve bulmasına olanak tanır.
Sürekli Mod: Zımpara kağıdı numunesinin Yüzey Kontrolü
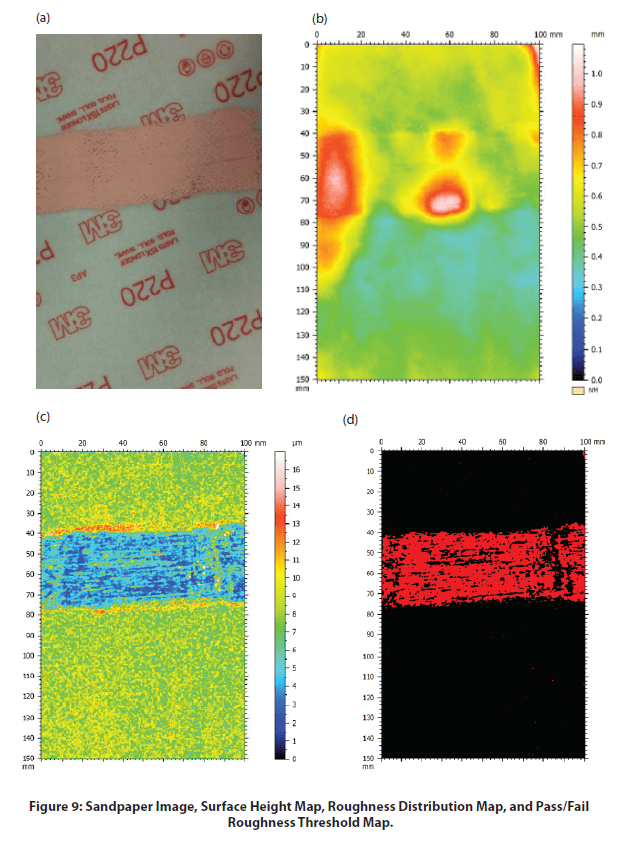
Şekil 9'da gösterildiği gibi zımpara kağıdı numunesi yüzeyinin Yüzey Yükseklik Haritası, Pürüzlülük Dağılım Haritası ve Geçti / Kaldı Pürüzlülük Eşik Haritası. Zımpara kağıdı numunesi, yüzey yüksekliği haritasında gösterildiği gibi kullanılan kısımda birkaç yüksek tepeye sahiptir. Şekil 9C'nin paletindeki farklı renkler yerel yüzeyin pürüzlülük değerini temsil etmektedir. Pürüzlülük Haritası, zımpara kağıdı örneğinin sağlam alanında homojen bir pürüzlülük sergilerken, kullanılan alan koyu mavi renkle vurgulanarak bu bölgedeki pürüzlülük değerinin azaldığını gösterir. Şekil 9D'de gösterildiği gibi bu tür bölgelerin yerini belirlemek için bir Geçti/Kaldı pürüzlülük eşiği ayarlanabilir.
Zımpara kağıdı sürekli olarak in-line profilleyici sensörünün altından geçerken, gerçek zamanlı yerel pürüzlülük değeri hesaplanır ve Şekil 10'da gösterildiği gibi kaydedilir. Başarılı/başarısız uyarıları, ayarlanan pürüzlülük eşik değerlerine göre yazılım ekranında görüntülenir ve kalite kontrol için hızlı ve güvenilir bir araç olarak hizmet eder. Üretim hattındaki ürün yüzey kalitesi, kusurlu alanları zamanında keşfetmek için yerinde denetlenir.

SONUÇ
Bu uygulamada, optik temassız profilleyici sensör ile donatılmış Nanovea Konveyör Profilometresinin etkili ve verimli bir şekilde güvenilir bir hat içi kalite kontrol aracı olarak çalıştığını gösterdik.
Denetim sistemi, ürünlerin yüzey kalitesini yerinde izlemek için üretim hattına kurulabilir. Pürüzlülük eşiği, ürünlerin yüzey kalitesini belirlemek için güvenilir bir kriter olarak çalışır ve kullanıcıların kusurlu ürünleri zamanında fark etmelerini sağlar. Tetikleme Modu ve Sürekli Mod olmak üzere iki denetim modu, farklı ürün türleri üzerindeki denetim gereksinimlerini karşılamak için sağlanmıştır.
Burada gösterilen veriler, analiz yazılımında bulunan hesaplamaların yalnızca bir kısmını temsil etmektedir. Nanovea Profilometreler, Yarı İletken, Mikroelektronik, Solar, Fiber, Optik, Otomotiv, Havacılık ve Uzay, Metalurji, İşleme, Kaplama, İlaç, Biyomedikal, Çevre ve diğer birçok alanda neredeyse her yüzeyi ölçer.

Halka Üzerinde Blok Aşınma Testi
HALKA ÜZERİNDE BLOK AŞINMASI DEĞERLENDİRMESİNİN ÖNEMİ
Kayma aşınması, iki malzemenin yük altında temas alanında birbirlerine karşı kayması sonucu oluşan aşamalı malzeme kaybıdır. Otomotiv, havacılık, petrol ve gaz ve diğerleri de dahil olmak üzere makine ve motorların çalıştığı çok çeşitli endüstrilerde kaçınılmaz olarak meydana gelir. Bu tür bir kayma hareketi yüzeyde ciddi mekanik aşınmaya ve malzeme transferine neden olur, bu da üretim verimliliğinin, makine performansının düşmesine ve hatta makinenin hasar görmesine yol açabilir.
Kayma aşınması genellikle temas yüzeyinde meydana gelen yapışma aşınması, iki cisim aşınması, üç cisim aşınması ve yorulma aşınması gibi karmaşık aşınma mekanizmalarını içerir. Malzemelerin aşınma davranışı normal yükleme, hız, korozyon ve yağlama gibi çalışma ortamından önemli ölçüde etkilenir. Çok yönlü tribometre Farklı gerçekçi çalışma koşullarını simüle edebilen aşınma değerlendirmesi için ideal olacaktır.
Halka Üzerinde Blok (ASTM G77) testi, malzemelerin farklı simüle edilmiş koşullardaki kayma aşınma davranışlarını değerlendiren, belirli tribolojik uygulamalar için malzeme çiftlerinin güvenilir şekilde derecelendirilmesine olanak tanıyan, yaygın olarak kullanılan bir tekniktir.
Halka Üzerinde Blok (ASTM G77) testi, malzemelerin farklı simüle edilmiş koşullardaki kayma aşınma davranışlarını değerlendiren, belirli tribolojik uygulamalar için malzeme çiftlerinin güvenilir şekilde derecelendirilmesine olanak tanıyan, yaygın olarak kullanılan bir tekniktir.
ÖLÇÜM HEDEFI
Bu uygulamada, Nanovea Mekanik Test Cihazı paslanmaz çelik SS304 ve alüminyum Al6061 metal alaşım numunelerinin YS ve UTS değerlerini ölçmektedir. Numuneler, Nanovea'nın indentasyon yöntemlerinin güvenilirliğini gösteren yaygın olarak bilinen YS ve UTS değerleri için seçilmiştir.
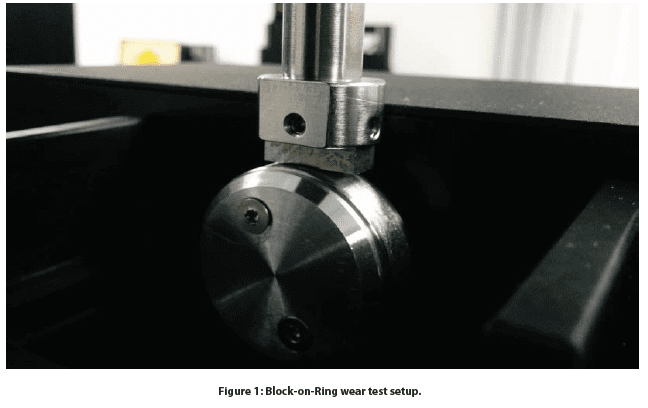
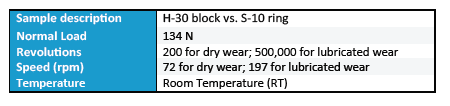
Bir H-30 bloğunun bir S-10 halkası üzerindeki kayma aşınma davranışı, Block-on-Ring modülü kullanılarak Nanovea'nın tribometresi tarafından değerlendirildi. H-30 bloğu 30HRC sertlikte 01 takım çeliğinden yapılırken, S-10 halkası 58 ila 63 HRC yüzey sertliğinde ve ~34,98 mm halka çapında 4620 tipi çelikten yapılmıştır. Aşınma davranışı üzerindeki etkiyi araştırmak için kuru ve yağlanmış ortamlarda Block-on-Ring testleri yapıldı. USP ağır mineral yağında yağlama testleri yapıldı. Aşınma izi Nanovea kullanılarak incelendi 3D temassız profilometre. Test parametreleri Tablo 1'de özetlenmiştir. Aşınma oranı (K), K=V/(Fxs) formülü kullanılarak değerlendirilmiştir; burada V aşınmış hacim, F normal yük, s ise kayma mesafesidir.
SONUÇLAR VE TARTIŞMA
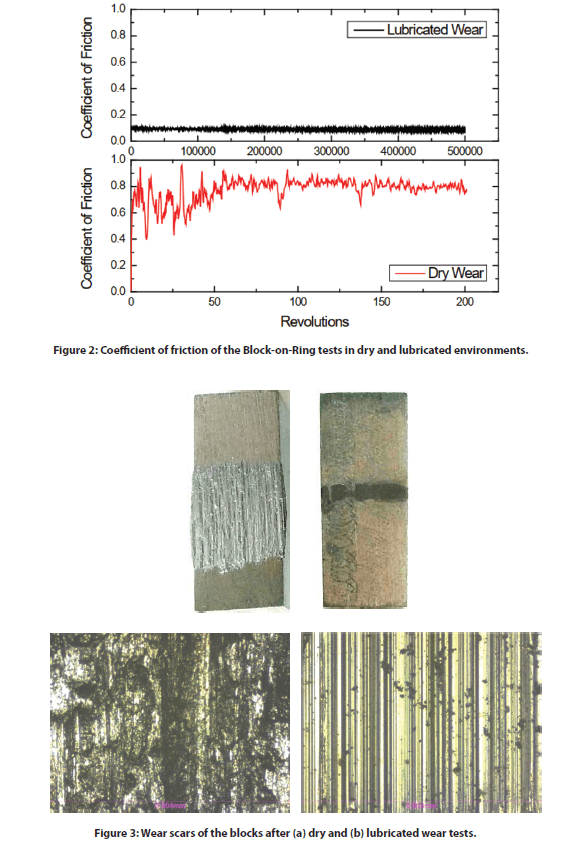
Şekil 2 kuru ve yağlanmış ortamlarda Halka Üzerinde Blok testlerinin sürtünme katsayısını (COF) karşılaştırmaktadır. Blok, kuru bir ortamda, yağlanmış bir ortama göre önemli ölçüde daha fazla sürtünmeye sahiptir. COF
ilk 50 devirdeki alıştırma periyodu sırasında dalgalanır ve 200 devir aşınma testinin geri kalanı için ~0,8'lik sabit bir COF'ye ulaşır. Karşılaştırıldığında, USP ağır mineral yağlamada gerçekleştirilen Block-on-Ring testi, 500.000 devir aşınma testi boyunca 0,09'luk sabit düşük COF sergiliyor. Yağlayıcı, yüzeyler arasındaki COF'yi ~90 kat kadar önemli ölçüde azaltır.
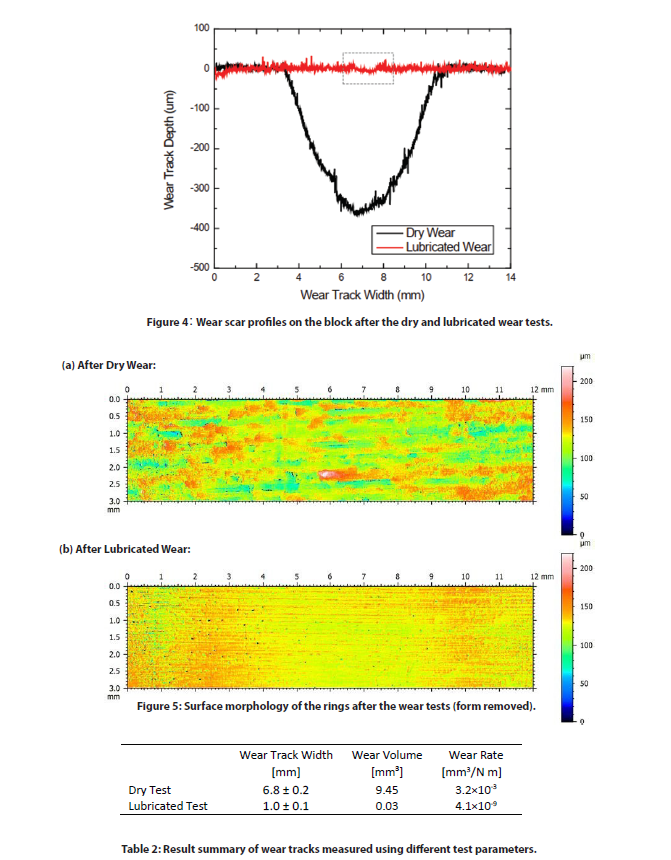
Şekil 3 ve 4, kuru ve yağlanmış aşınma testlerinden sonra bloklardaki aşınma izlerinin optik görüntülerini ve kesit 2D profillerini göstermektedir. Aşınma izi hacimleri ve aşınma oranları Tablo 2'de listelenmiştir. Kuru aşınma testinden sonra 200 devir için 72 rpm'lik daha düşük bir dönme hızında çelik blok 9,45 mm˙'lik büyük bir aşınma izi hacmi sergilemektedir. Buna karşılık, mineral yağlayıcıda 500.000 devir için 197 rpm'lik daha yüksek bir hızda gerçekleştirilen aşınma testi, 0,03 mm˙'lik önemli ölçüde daha küçük bir aşınma izi hacmi oluşturur.
Şekil 3'teki görüntüler, yağlanmış aşınma testindeki hafif aşınmaya kıyasla kuru koşullardaki testler sırasında ciddi aşınma meydana geldiğini göstermektedir. Kuru aşınma testi sırasında oluşan yüksek ısı ve yoğun titreşimler metalik döküntülerin oksitlenmesini teşvik ederek ciddi üç cisim aşınmasına neden olur. Yağlı testte mineral yağ sürtünmeyi azaltır ve temas yüzeyini soğutur, ayrıca aşınma sırasında oluşan aşındırıcı kalıntıları uzaklaştırır. Bu da aşınma oranının ~8×10ˆ kat azalmasına yol açar. Farklı ortamlarda aşınma direncindeki bu önemli farklılık, gerçekçi hizmet koşullarında uygun kayma aşınması simülasyonunun önemini göstermektedir.
Test koşullarında küçük değişiklikler yapıldığında aşınma davranışı büyük ölçüde değişebilir. Nanovea'nın tribometresinin çok yönlülüğü, yüksek sıcaklık, yağlama ve tribokorozyon koşullarında aşınma ölçümüne olanak sağlar. Gelişmiş motorun hassas hız ve konum kontrolü, aşınma testlerinin 0,001 ila 5000 rpm arasında değişen hızlarda gerçekleştirilmesini sağlayarak, farklı tribolojik koşullarda aşınmayı araştırmak için araştırma/test laboratuvarları için ideal bir araç haline getirir.
Numunelerin yüzey durumu Nanovea'nın temassız optik proÿlometresi ile incelenmiştir. Şekil 5, aşınma testlerinden sonra halkaların yüzey morfolojisini göstermektedir. Kayma aşınma sürecinin yarattığı yüzey morfolojisini ve pürüzlülüğü daha iyi göstermek için silindir formu çıkarılmıştır. Üç gövdeli aşınma süreci nedeniyle 200 devirlik kuru aşınma testi sırasında önemli yüzey pürüzlenmesi meydana gelmiştir. Kuru aşınma testinden sonra blok ve bilezik sırasıyla 14,1 ve 18,1 µm pürüzlülük Ra sergilerken, daha yüksek hızda uzun süreli 500.000 devir yağlanmış aşınma testi için bu değerler 5,7 ve 9,1 µm'dir. Bu test, piston segmanı-silindir temasının uygun şekilde yağlanmasının önemini göstermektedir. Şiddetli aşınma, yağlama olmadan temas yüzeyine hızla zarar verir ve servis kalitesinin geri döndürülemez şekilde bozulmasına ve hatta motorun kırılmasına neden olur.
SONUÇ
Bu çalışmada, Nanovea'nın Tribometresinin, ASTM G77 Standardını takip eden Block-on-Ring modülünü kullanarak bir çelik metal çiftinin kayma aşınma davranışını değerlendirmek için nasıl kullanıldığını gösteriyoruz. Yağlayıcı, malzeme çiftinin aşınma özelliklerinde kritik bir rol oynar. Mineral yağ, H-30 bloğunun aşınma oranını ~8×10ˆ kat ve COF'yi ~90 kat azaltır. Nanovea'nın Tribometresinin çok yönlülüğü, onu çeşitli yağlama, yüksek sıcaklık ve tribokorozyon koşulları altında aşınma davranışını ölçmek için ideal bir araç haline getirir.
Nanovea'nın Tribometresi, önceden entegre edilmiş tek bir sistemde isteğe bağlı yüksek sıcaklıkta aşınma, yağlama ve tribo-korozyon modülleri ile ISO ve ASTM uyumlu döner ve doğrusal modları kullanarak hassas ve tekrarlanabilir aşınma ve sürtünme testleri sunar. Nanovea'nın eşsiz ürün yelpazesi, ince veya kalın, yumuşak veya sert kaplamaların, filmlerin ve alt katmanların tüm tribolojik özelliklerinin belirlenmesi için ideal bir çözümdür.









