Categoría: Perfilometría | Volumen y área

Inspección de piezas mecanizadas








Prueba de desgaste Block-On-Ring
IMPORTANCIA DE LA EVALUACIÓN DEL DESGASTE DEL BLOQUE SOBRE EL ANILLO
El desgaste por deslizamiento es la pérdida progresiva de material que se produce cuando dos materiales se deslizan uno contra otro en la zona de contacto bajo carga. Se produce inevitablemente en una amplia variedad de industrias en las que se utilizan máquinas y motores, como la automotriz, la aeroespacial, la del petróleo y el gas, entre muchas otras. Este movimiento de deslizamiento provoca un grave desgaste mecánico y una transferencia de material en la superficie, lo que puede reducir la eficiencia de la producción, el rendimiento de la máquina o incluso dañar la máquina.
El desgaste por deslizamiento suele implicar mecanismos de desgaste complejos que tienen lugar en la superficie de contacto, como el desgaste por adhesión, la abrasión de dos cuerpos, la abrasión de tres cuerpos y el desgaste por fatiga. El comportamiento de desgaste de los materiales se ve influido significativamente por el entorno de trabajo, como la carga normal, la velocidad, la corrosión y la lubricación. Un versátil tribómetro que puedan simular las diferentes condiciones de trabajo reales serán ideales para evaluar el desgaste.
La prueba Block-on-Ring (ASTM G77) es una técnica ampliamente utilizada que evalúa el comportamiento de desgaste por deslizamiento de los materiales en diferentes condiciones simuladas, lo que permite clasificar de forma fiable los pares de materiales para aplicaciones tribológicas específicas.
La prueba Block-on-Ring (ASTM G77) es una técnica ampliamente utilizada que evalúa el comportamiento de desgaste por deslizamiento de los materiales en diferentes condiciones simuladas, lo que permite clasificar de forma fiable los pares de materiales para aplicaciones tribológicas específicas.
OBJETIVO DE MEDICIÓN
En esta aplicación, el probador mecánico Nanovea mide el YS y el UTS de muestras de aleación metálica de acero inoxidable SS304 y aluminio Al6061. Las muestras se eligieron por sus valores YS y UTS comúnmente reconocidos, lo que demuestra la fiabilidad de los métodos de indentación de Nanovea.
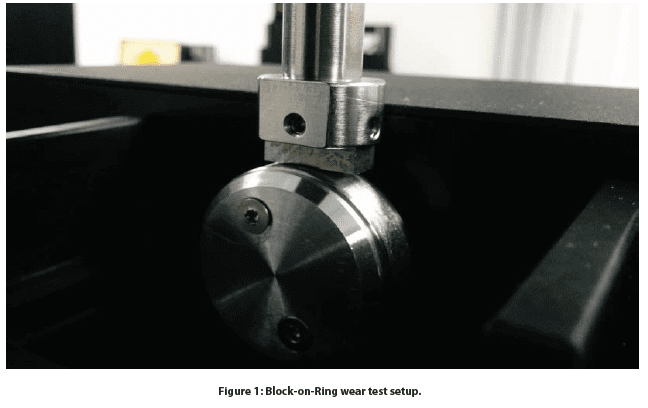
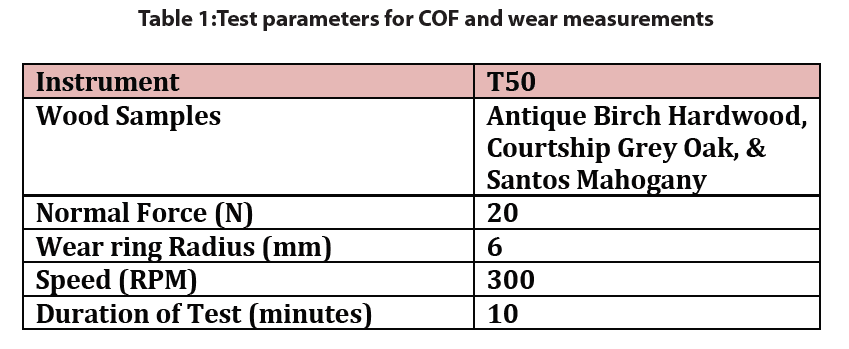
El comportamiento de desgaste por deslizamiento de un bloque H-30 sobre un anillo S-10 se evaluó con el tribómetro de Nanovea utilizando el módulo Block-on-Ring. El bloque H-30 está fabricado con acero para herramientas 01 con una dureza de 30 HRC, mientras que el anillo S-10 es de acero tipo 4620 con una dureza superficial de 58 a 63 HRC y un diámetro de ~34,98 mm. Las pruebas Block-on-Ring se realizaron en entornos secos y lubricados para investigar el efecto sobre el comportamiento de desgaste. Las pruebas de lubricación se realizaron con aceite mineral pesado USP. La huella de desgaste se examinó utilizando el Perfilómetro 3D sin contacto. Los parámetros de la prueba se resumen en la Tabla 1. La tasa de desgaste (K) se evaluó utilizando la fórmula K=V/(F×s), donde V es el volumen desgastado, F es la carga normal y s es la distancia de deslizamiento.
RESULTADOS Y DISCUSIÓN
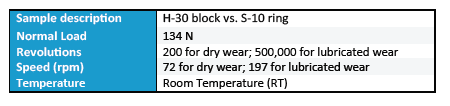
La figura 2 compara el coeficiente de fricción (COF) de las pruebas Block-on-Ring en entornos secos y lubricados. El bloque presenta una fricción significativamente mayor en un entorno seco que en uno lubricado. COF
fluctúa durante el periodo de rodaje en las primeras 50 revoluciones y alcanza un COF constante de ~0,8 durante el resto de la prueba de desgaste de 200 revoluciones. En comparación, la prueba Block-on-Ring realizada con lubricación con aceite mineral pesado USP muestra un COF bajo y constante de 0,09 a lo largo de la prueba de desgaste de 500 000 revoluciones. El lubricante reduce significativamente el COF entre las superficies en aproximadamente 90 veces.
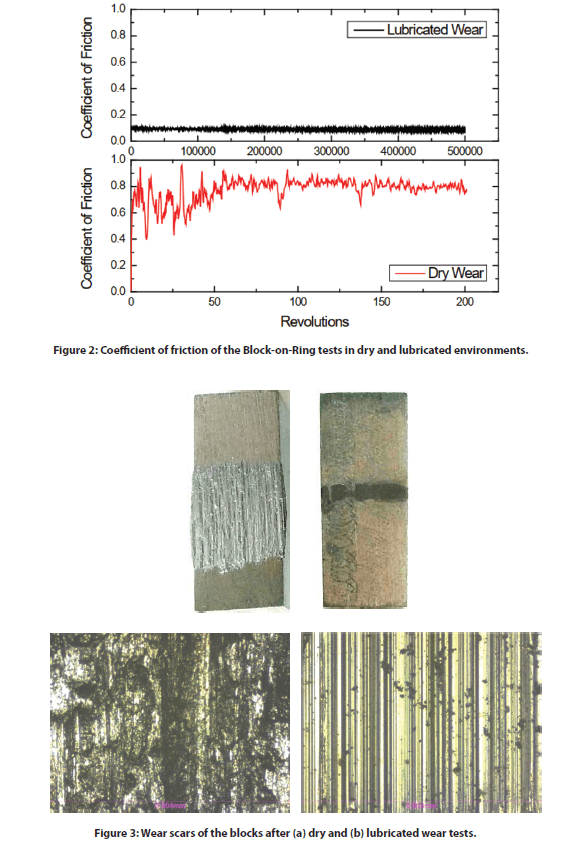
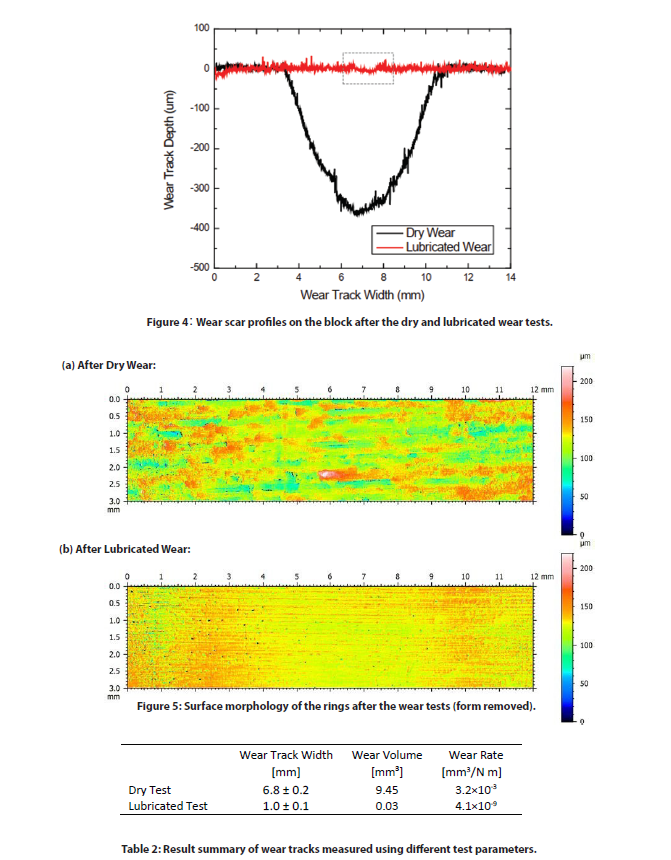
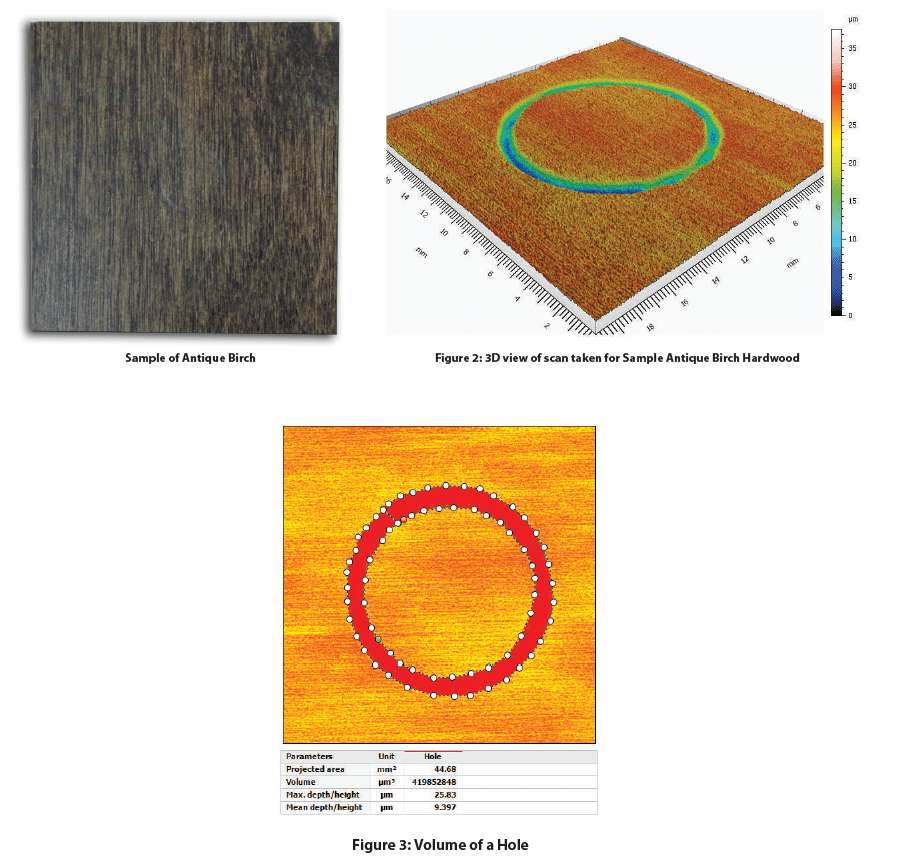
Las figuras 3 y 4 muestran las imágenes ópticas y los perfiles transversales en 2D de las marcas de desgaste en los bloques tras las pruebas de desgaste en seco y lubricado. Los volúmenes de las marcas de desgaste y las tasas de desgaste se enumeran en la tabla 2. El bloque de acero tras la prueba de desgaste en seco a una velocidad de rotación inferior de 72 rpm durante 200 revoluciones presenta un gran volumen de marcas de desgaste de 9,45 mm˙. En comparación, la prueba de desgaste realizada a una velocidad superior de 197 rpm durante 500 000 revoluciones en el lubricante de aceite mineral crea un volumen de huellas de desgaste sustancialmente menor, de 0,03 mm˙.
Las imágenes de la figura 3 muestran que durante las pruebas en condiciones secas se produce un desgaste severo en comparación con el desgaste leve de la prueba de desgaste lubricada. El calor elevado y las intensas vibraciones generadas durante la prueba de desgaste en seco favorecen la oxidación de los residuos metálicos, lo que da lugar a una abrasión severa entre tres cuerpos. En la prueba lubricada, el aceite mineral reduce la fricción y enfría la superficie de contacto, además de transportar los residuos abrasivos creados durante el desgaste. Esto conduce a una reducción significativa de la tasa de desgaste en un factor de ~8×10ˆ. Una diferencia tan sustancial en la resistencia al desgaste en diferentes entornos demuestra la importancia de una simulación adecuada del desgaste por deslizamiento en condiciones de servicio realistas.
El comportamiento frente al desgaste puede cambiar drásticamente cuando se introducen pequeños cambios en las condiciones de prueba. La versatilidad del tribómetro de Nanovea permite medir el desgaste en condiciones de alta temperatura, lubricación y tribocorrosión. El control preciso de la velocidad y la posición mediante un motor avanzado permite realizar pruebas de desgaste a velocidades que oscilan entre 0,001 y 5000 rpm, lo que lo convierte en una herramienta ideal para que los laboratorios de investigación y pruebas investiguen el desgaste en diferentes condiciones tribológicas.
El estado de la superficie de las muestras se examinó con el perfilómetro óptico sin contacto de Nanovea. La figura 5 muestra la morfología de la superficie de los anillos tras las pruebas de desgaste. Se ha eliminado la forma cilíndrica para presentar mejor la morfología y la rugosidad de la superficie creadas por el proceso de desgaste por deslizamiento. Se produjo un aumento significativo de la rugosidad de la superficie debido al proceso de abrasión de tres cuerpos durante la prueba de desgaste en seco de 200 revoluciones. El bloque y el anillo después de la prueba de desgaste en seco presentan una rugosidad Ra de 14,1 y 18,1 µm, respectivamente, en comparación con los 5,7 y 9,1 µm de la prueba de desgaste lubricado a largo plazo de 500 000 revoluciones a una velocidad más alta. Esta prueba demuestra la importancia de una lubricación adecuada del contacto entre el anillo del pistón y el cilindro. Un desgaste severo daña rápidamente la superficie de contacto sin lubricación y conduce a un deterioro irreversible de la calidad del servicio e incluso a la rotura del motor.
CONCLUSIÓN
En este estudio mostramos cómo se utiliza el tribómetro de Nanovea para evaluar el comportamiento de desgaste por deslizamiento de un par de metales de acero utilizando el módulo Block-on-Ring, siguiendo la norma ASTM G77. El lubricante desempeña un papel fundamental en las propiedades de desgaste del par de materiales. El aceite mineral reduce la tasa de desgaste del bloque H-30 en un factor de ~8×10ˆ y el COF en ~90 veces. La versatilidad del tribómetro de Nanovea lo convierte en una herramienta ideal para medir el comportamiento de desgaste en diversas condiciones de lubricación, alta temperatura y tribocorrosión.
El tribómetro de Nanovea ofrece pruebas de desgaste y fricción precisas y repetibles utilizando modos rotativos y lineales que cumplen con las normas ISO y ASTM, con módulos opcionales de desgaste a alta temperatura, lubricación y tribocorrosión disponibles en un sistema preintegrado. La inigualable gama de Nanovea es una solución ideal para determinar todas las propiedades tribológicas de recubrimientos, películas y sustratos delgados o gruesos, blandos o duros.
Tribología de carga dinámica
Introducción
El desgaste se produce prácticamente en todos los sectores industriales y supone un costo de aproximadamente 0,751 TP3T del PIB1. La investigación en tribología es fundamental para mejorar la eficiencia de la producción, el rendimiento de las aplicaciones y la conservación de los materiales, la energía y el medio ambiente. Las vibraciones y oscilaciones son inevitables en una amplia gama de aplicaciones tribológicas. Las vibraciones externas excesivas aceleran el proceso de desgaste y reducen el rendimiento del servicio, lo que provoca fallos catastróficos en las piezas mecánicas.
Los tribómetros de carga muerta convencionales aplican cargas normales mediante pesos. Esta técnica de carga no solo limita las opciones de carga a una carga constante, sino que también genera intensas vibraciones incontroladas a cargas y velocidades elevadas, lo que da lugar a evaluaciones del comportamiento de desgaste limitadas e inconsistentes. Es conveniente realizar una evaluación fiable del efecto de la oscilación controlada sobre el comportamiento de desgaste de los materiales para la investigación y el desarrollo y el control de calidad en diferentes aplicaciones industriales.
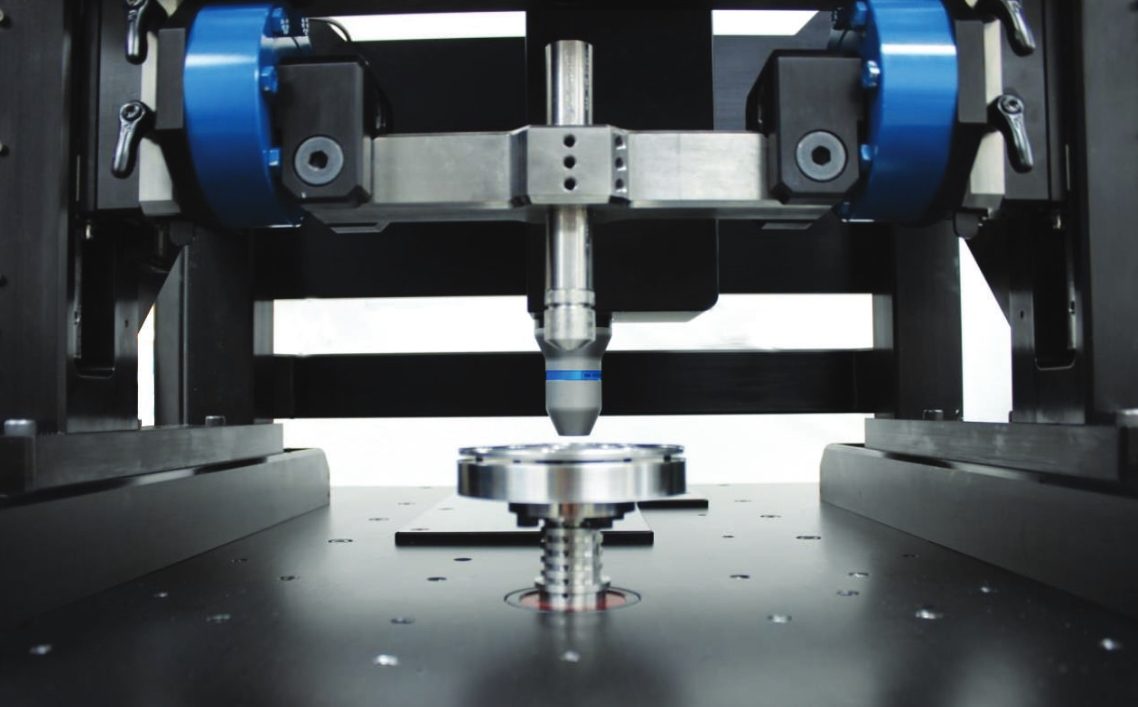
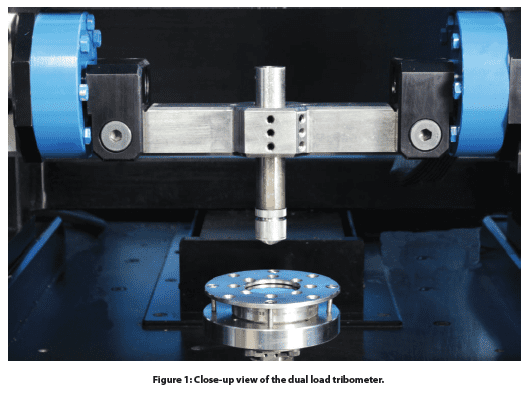
La innovadora alta carga de Nanovea tribómetro Tiene una capacidad de carga máxima de 2000 N con un sistema de control de carga dinámica. El avanzado sistema neumático de carga por aire comprimido permite a los usuarios evaluar el comportamiento tribológico de un material bajo cargas normales elevadas, con la ventaja de amortiguar las vibraciones no deseadas que se producen durante el proceso de desgaste. Por lo tanto, la carga se mide directamente sin necesidad de resortes amortiguadores utilizados en diseños más antiguos. Un módulo de carga oscilante electromagnético paralelo aplica una oscilación bien controlada de la amplitud deseada hasta 20 N y una frecuencia de hasta 150 Hz.
La fricción se mide con gran precisión directamente a partir de la fuerza lateral aplicada al soporte superior. El desplazamiento se supervisa in situ, lo que proporciona información sobre la evolución del comportamiento de desgaste de las muestras de ensayo. El ensayo de desgaste bajo carga oscilante controlada también se puede realizar en entornos de corrosión, alta temperatura, humedad y lubricación para simular las condiciones de trabajo reales de las aplicaciones tribológicas. Una cámara de alta velocidad integrada perfilómetro sin contacto Mide automáticamente la morfología de la huella de desgaste y el volumen de desgaste en pocos segundos.
Objetivo de medición
En este estudio, mostramos la capacidad del tribómetro de carga dinámica Nanovea T2000 para estudiar el comportamiento tribológico de diferentes muestras de recubrimientos y metales en condiciones de carga oscilante controlada.
Procedimiento de ensayo
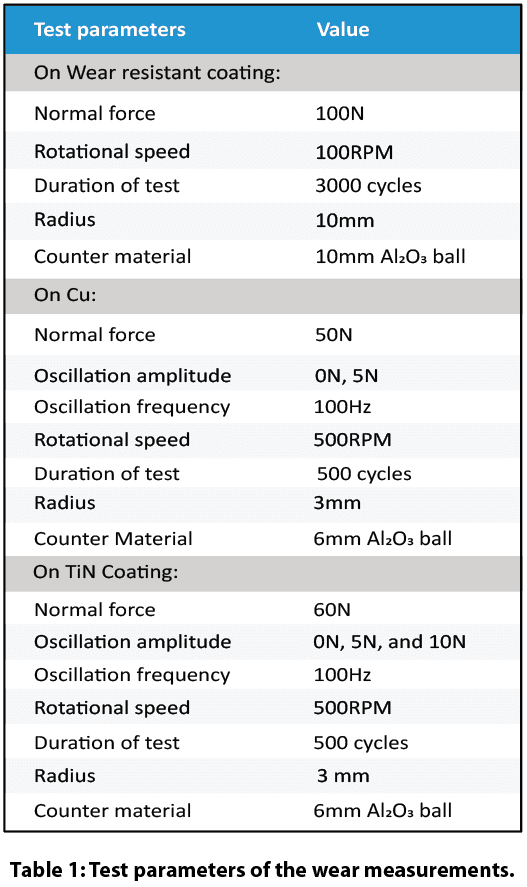
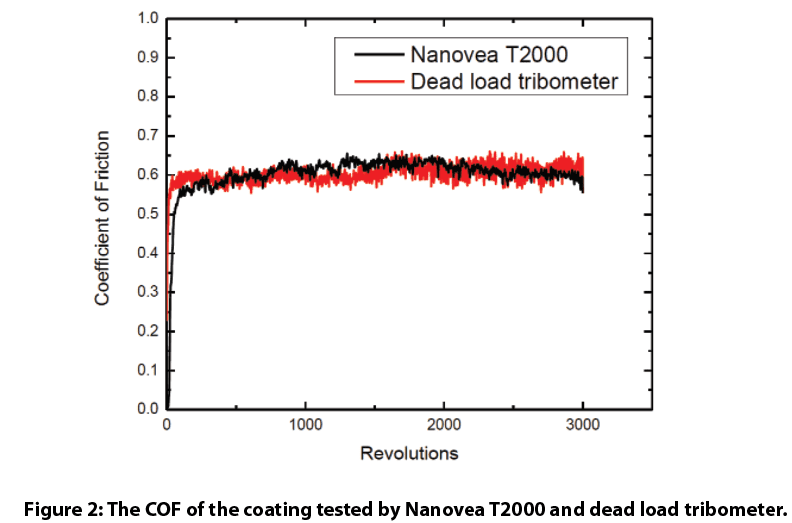
El comportamiento tribológico, por ejemplo, el coeficiente de fricción (COF) y la resistencia al desgaste de un recubrimiento resistente al desgaste de 300 µm de espesor, se evaluó y comparó mediante el tribómetro Nanovea T2000 con un tribómetro de carga muerta convencional utilizando una configuración de pin sobre disco según la norma ASTM G992.
Las muestras recubiertas con Cu y TiN por separado contra una bola de Al₂0₃ de 6 mm bajo oscilación controlada se evaluaron mediante el modo de tribología de carga dinámica del tribómetro Nanovea T2000.
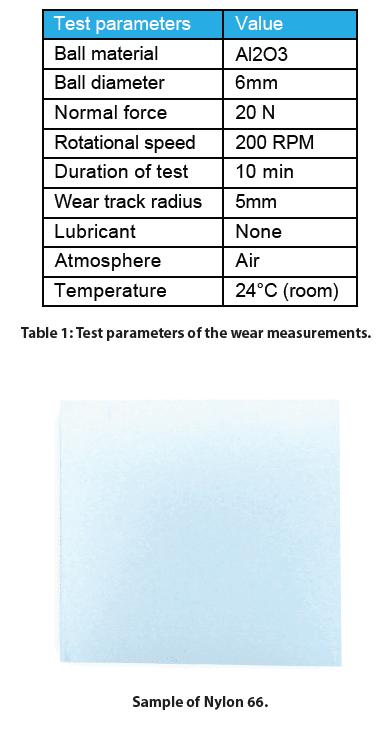
Los parámetros de la prueba se resumen en la Tabla 1.
El perfilómetro 3D integrado, equipado con un sensor lineal, escanea automáticamente la huella de desgaste después de las pruebas, proporcionando la medición más precisa del volumen de desgaste en cuestión de segundos.
Resultados y debate
Sistema de carga neumático frente a sistema de carga muerta
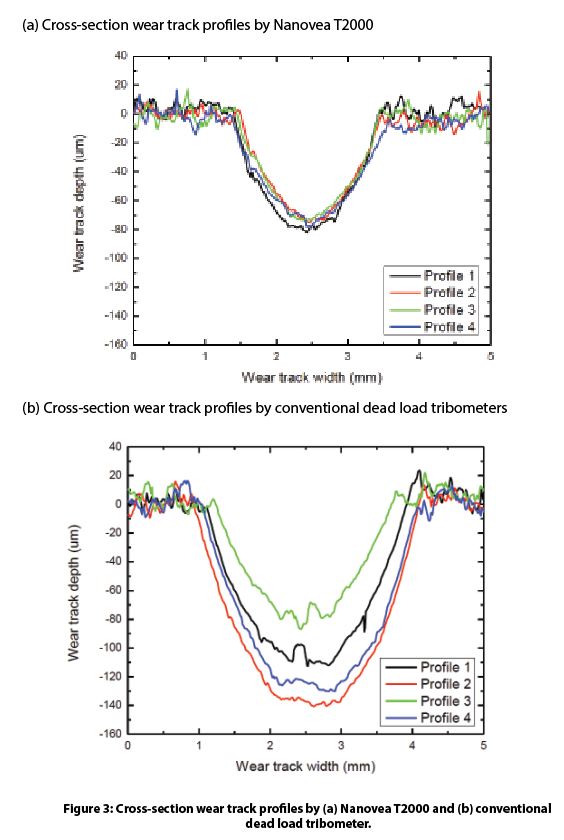
Se compara el comportamiento tribológico de un recubrimiento resistente al desgaste utilizando el tribómetro Nanovea T2000 con un tribómetro convencional de carga muerta (DL). La evolución del COF del recubrimiento se muestra en la figura 2. Observamos que el recubrimiento presenta un valor de COF comparable de ~0,6 durante la prueba de desgaste. Sin embargo, los 20 perfiles transversales en diferentes ubicaciones de la pista de desgaste de la figura 3 indican que el recubrimiento sufrió un desgaste mucho más severo bajo el sistema de carga muerta.
El proceso de desgaste del sistema de carga muerta a alta carga y velocidad generó intensas vibraciones. La enorme presión concentrada en la superficie de contacto, combinada con una alta velocidad de deslizamiento, crea un peso y una vibración estructural considerables que aceleran el desgaste. El tribómetro de carga muerta convencional aplica la carga utilizando pesos de masa. Este método es fiable con cargas de contacto más bajas en condiciones de desgaste moderadas; sin embargo, en condiciones de desgaste agresivo con cargas y velocidades más altas, la vibración significativa hace que los pesos reboten repetidamente, lo que da lugar a una pista de desgaste irregular y a una evaluación tribológica poco fiable. La tasa de desgaste calculada es de 8,0±2,4 x 10-4 mm3/N m, lo que muestra una alta tasa de desgaste y una gran desviación estándar.
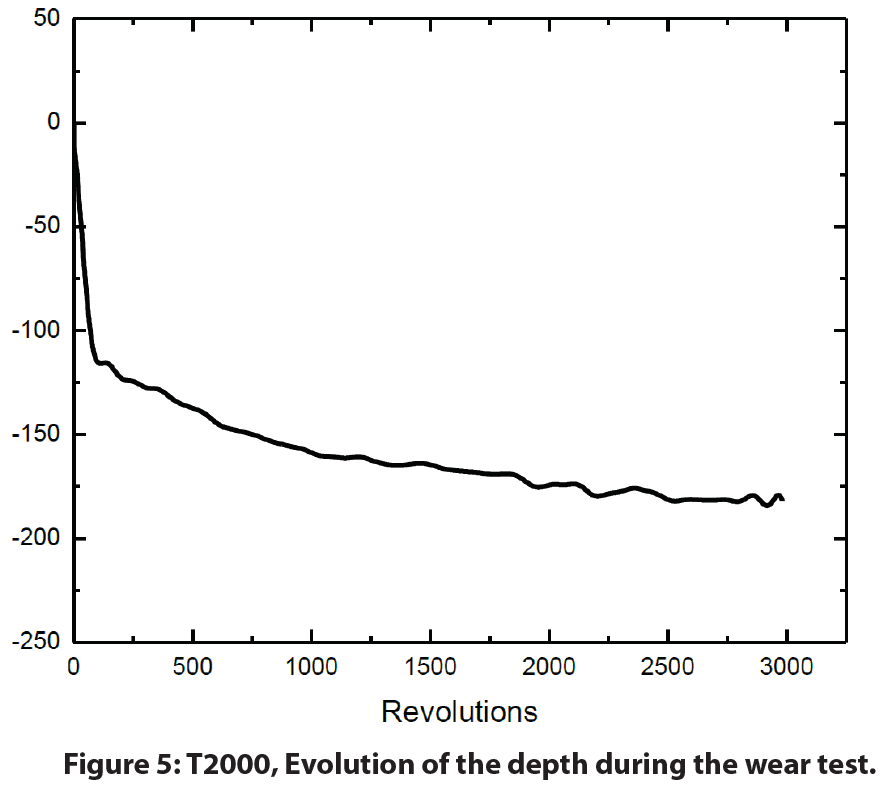
El tribómetro Nanovea T2000 está diseñado con un sistema de control dinámico de carga para amortiguar las oscilaciones. Aplica la carga normal con aire comprimido, lo que minimiza las vibraciones no deseadas que se producen durante el proceso de desgaste. Además, el control activo de carga en bucle cerrado garantiza que se aplique una carga constante durante toda la prueba de desgaste y que el palpador siga el cambio de profundidad de la pista de desgaste. Se mide un perfil de pista de desgaste significativamente más consistente, como se muestra en la figura 3a, lo que da como resultado una baja tasa de desgaste de 3,4 ± 0,5 x 10-4 mm3/N m.
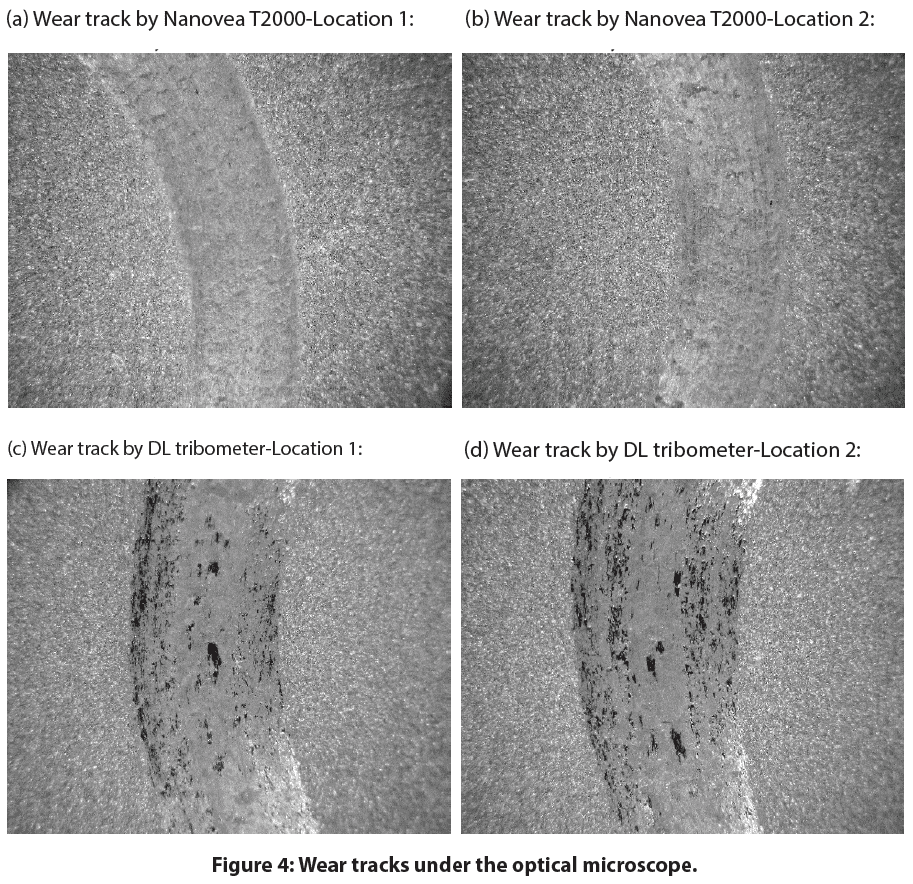
El análisis de la huella de desgaste que se muestra en la figura 4 confirma que la prueba de desgaste realizada por el sistema de carga neumática de aire comprimido del tribómetro Nanovea T2000 crea una huella de desgaste más suave y uniforme en comparación con el tribómetro de carga muerta convencional. Además, el tribómetro Nanovea T2000 mide el desplazamiento del palpador durante el proceso de desgaste, lo que proporciona una visión más detallada del progreso del comportamiento del desgaste in situ.
Oscilación controlada sobre el desgaste de la muestra de cobre
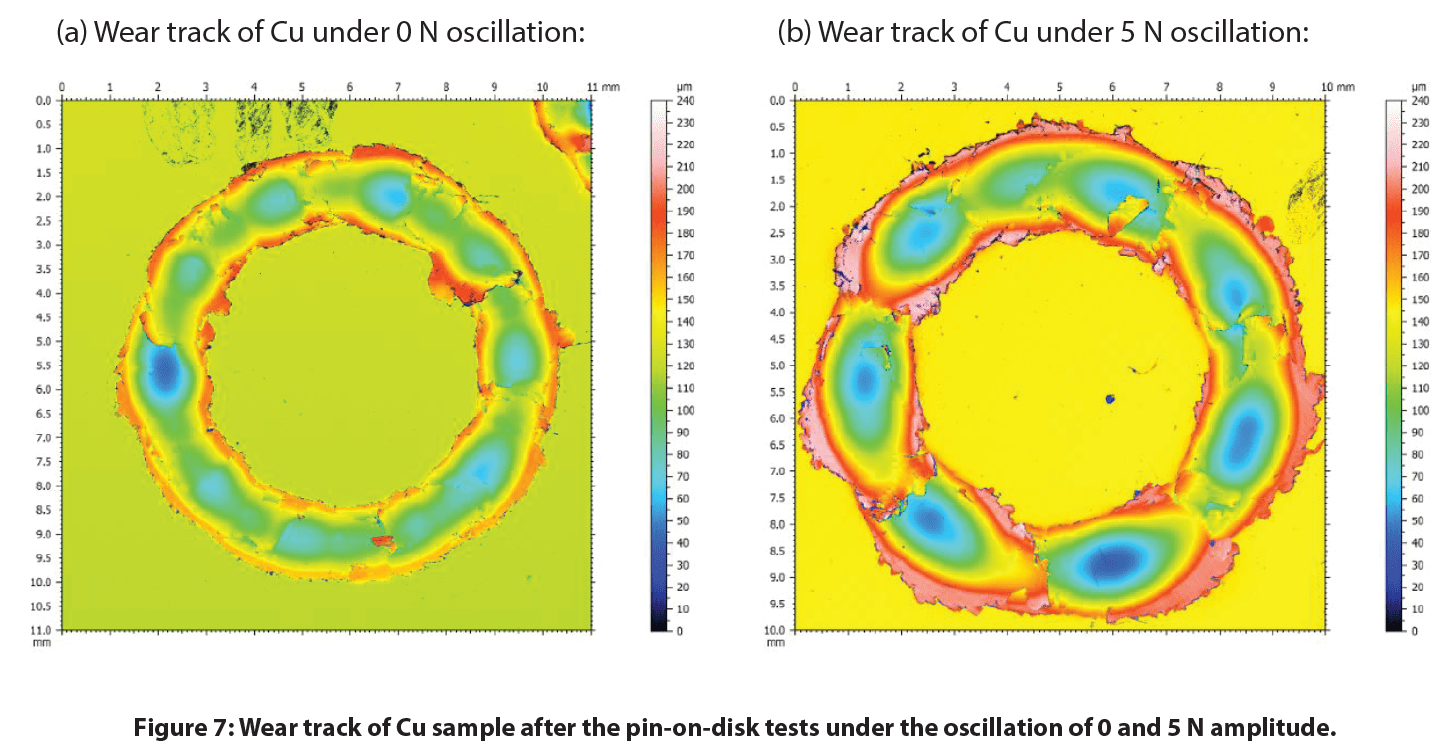
El módulo electromagnético de carga oscilante paralela del tribómetro Nanovea T2000 permite a los usuarios investigar el efecto de las oscilaciones controladas de amplitud y frecuencia sobre el comportamiento de desgaste de los materiales. El COF de las muestras de cobre se registra in situ, como se muestra en la figura 6. La muestra de cobre presenta un COF constante de ~0,3 durante la primera medición de 330 revoluciones, lo que indica la formación de un contacto estable en la interfaz y una pista de desgaste relativamente suave. A medida que continúa la prueba de desgaste, la variación del COF indica un cambio en el mecanismo de desgaste. En comparación, las pruebas de desgaste bajo una oscilación controlada de 5 N de amplitud a 50 N muestran un comportamiento de desgaste diferente: el COF aumenta rápidamente al comienzo del proceso de desgaste y muestra una variación significativa a lo largo de la prueba de desgaste. Este comportamiento del COF indica que la oscilación impuesta en la carga normal influye en el estado de deslizamiento inestable en el contacto.
La figura 7 compara la morfología de la huella de desgaste medida por el perfilómetro óptico sin contacto integrado. Se puede observar que la muestra de Cu bajo una amplitud de oscilación controlada de 5 N presenta una huella de desgaste mucho mayor, con un volumen de 1,35 x 109 µm3, en comparación con los 5,03 x 108 µm3 sin oscilación impuesta. La oscilación controlada acelera significativamente la tasa de desgaste en un factor de ~2,7, lo que demuestra el efecto crítico de la oscilación en el comportamiento del desgaste.

Oscilación controlada sobre el desgaste del recubrimiento de TiN
El COF y las huellas de desgaste de la muestra con recubrimiento de TiN se muestran en la Fig. 8. El recubrimiento de TiN muestra comportamientos de desgaste significativamente diferentes bajo oscilación, como lo indica la evolución del COF durante las pruebas. El recubrimiento de TiN muestra un COF constante de ~0,3 tras el periodo de rodaje al comienzo de la prueba de desgaste, debido al contacto deslizante estable en la interfaz entre el recubrimiento de TiN y la bola de Al₂O₃. Sin embargo, cuando el recubrimiento de TiN comienza a fallar, la bola de Al₂O₃ penetra a través del recubrimiento y se desliza contra el sustrato de acero nuevo que se encuentra debajo. Al mismo tiempo, se genera una cantidad significativa de residuos del recubrimiento duro de TiN en la huella de desgaste, lo que convierte un desgaste por deslizamiento estable de dos cuerpos en un desgaste por abrasión de tres cuerpos. Este cambio en las características del par de materiales provoca un aumento de las variaciones en la evolución del COF. La oscilación impuesta de 5 N y 10 N acelera el fallo del recubrimiento de TiN de ~400 revoluciones a menos de 100 revoluciones. Las pistas de desgaste más grandes en las muestras de recubrimiento de TiN después de las pruebas de desgaste bajo la oscilación controlada concuerdan con dicho cambio en el COF.

Conclusión
El avanzado sistema de carga neumática del tribómetro Nanovea T2000 posee una ventaja intrínseca como amortiguador de vibraciones naturalmente rápido en comparación con los sistemas tradicionales de carga muerta. Esta ventaja tecnológica de los sistemas neumáticos es evidente en comparación con los sistemas de control de carga que utilizan una combinación de servomotores y resortes para aplicar la carga. La tecnología garantiza una evaluación del desgaste fiable y mejor controlada con cargas elevadas, como se demuestra en este estudio. Además, el sistema de carga de bucle cerrado activo puede cambiar la carga normal a un valor deseado durante las pruebas de desgaste para simular aplicaciones reales observadas en los sistemas de frenos.
En lugar de sufrir la influencia de condiciones de vibración incontroladas durante las pruebas, hemos demostrado que el tribómetro de carga dinámica Nanovea T2000 permite a los usuarios evaluar cuantitativamente el comportamiento tribológico de los materiales en diferentes condiciones de oscilación controladas. Las vibraciones desempeñan un papel importante en el comportamiento de desgaste de las muestras de recubrimientos metálicos y cerámicos.
El módulo de carga oscilante con electroimán paralelo proporciona oscilaciones controladas con precisión a amplitudes y frecuencias establecidas, lo que permite a los usuarios simular el proceso de desgaste en condiciones reales, en las que las vibraciones ambientales suelen ser un factor importante. En presencia de oscilaciones impuestas durante el desgaste, tanto las muestras con recubrimiento de Cu como las de TiN muestran un aumento sustancial de la tasa de desgaste. La evolución del coeficiente de fricción y el desplazamiento del palpador medidos in situ son indicadores importantes del rendimiento del material durante las aplicaciones tribológicas. El perfilómetro 3D sin contacto integrado ofrece una herramienta para medir con precisión el volumen de desgaste y analizar la morfología detallada de las huellas de desgaste en segundos, lo que proporciona una mayor comprensión del mecanismo de desgaste.
El T2000 está equipado con un motor autoajustable, de alta calidad y alto par, con una velocidad interna de 20 bits y un codificador de posición externo de 16 bits. Esto permite al tribómetro proporcionar un rango inigualable de velocidades de rotación, desde 0,01 hasta 5000 rpm, que pueden cambiar en saltos escalonados o a velocidades continuas. A diferencia de los sistemas que utilizan un sensor de par situado en la parte inferior, el tribómetro Nanovea utiliza una célula de carga de alta precisión situada en la parte superior para medir con precisión y por separado las fuerzas de fricción.
Los tribómetros Nanovea ofrecen pruebas de desgaste y fricción precisas y repetibles utilizando modos rotativos y lineales que cumplen con las normas ISO y ASTM (incluidas pruebas de 4 bolas, arandelas de empuje y bloques sobre anillos), con módulos opcionales de desgaste a alta temperatura, lubricación y tribocorrosión disponibles en un sistema preintegrado. La inigualable gama de Nanovea T2000 es una solución ideal para determinar todas las propiedades tribológicas de recubrimientos, películas y sustratos delgados o gruesos, blandos o duros.

Tribología de polímeros
Introducción
Los polímeros se han utilizado ampliamente en una gran variedad de aplicaciones y se han convertido en una parte indispensable de la vida cotidiana. Los polímeros naturales, como el ámbar, la seda y el caucho natural, han desempeñado un papel esencial en la historia de la humanidad. El proceso de fabricación de los polímeros sintéticos puede optimizarse para conseguir propiedades físicas únicas, como resistencia, viscoelasticidad, autolubricación y muchas otras.
Importancia del desgaste y la fricción de los polímeros
Los polímeros se utilizan habitualmente en aplicaciones tribológicas, como neumáticos, rodamientos y cintas transportadoras.
Se producen diferentes mecanismos de desgaste en función de las propiedades mecánicas del polímero, las condiciones de contacto y las propiedades de los residuos o la película de transferencia que se forma durante el proceso de desgaste. Para garantizar que los polímeros posean una resistencia al desgaste suficiente en las condiciones de servicio, es necesaria una evaluación tribológica fiable y cuantificable. La evaluación tribológica nos permite comparar cuantitativamente los comportamientos de desgaste de diferentes polímeros de forma controlada y supervisada para seleccionar el material candidato para la aplicación deseada.
El tribómetro Nanovea ofrece pruebas repetibles de desgaste y fricción utilizando modos rotativos y lineales que cumplen con las normas ISO y ASTM, con módulos opcionales de desgaste a alta temperatura y lubricación disponibles en un sistema preintegrado. Esta gama inigualable permite a los usuarios simular los diferentes entornos de trabajo de los polímeros, incluyendo tensión concentrada, desgaste y alta temperatura, etc.
OBJETIVO DE MEDICIÓN
En este estudio, demostramos que Nanovea Tribómetro es una herramienta ideal para comparar la fricción y la resistencia al desgaste de diferentes polímeros de una manera bien controlada y cuantitativa.
PROCEDIMIENTO DE PRUEBA
El coeficiente de fricción (COF) y la resistencia al desgaste de diferentes polímeros comunes se evaluaron mediante el tribómetro Nanovea. Se utilizó una bola de Al2O3 como material de contacto (pasador, muestra estática). Las marcas de desgaste en los polímeros (muestras dinámicas giratorias) se midieron utilizando un perfilómetro 3D sin contacto y un microscopio óptico una vez concluidas las pruebas. Cabe señalar que, como opción, se puede utilizar un sensor endoscópico sin contacto para medir la profundidad a la que el pasador penetra en la muestra dinámica durante una prueba de desgaste. Los parámetros de la prueba se resumen en la tabla 1. La tasa de desgaste, K, se evaluó utilizando la fórmula K=Vl(Fxs), donde V es el volumen desgastado, F es la carga normal y s es la distancia de deslizamiento.
Tenga en cuenta que en este estudio se utilizaron bolas de Al2O3 como material de contraste. Se puede sustituir por cualquier material sólido para simular con mayor precisión el rendimiento de dos muestras en condiciones de aplicación reales.
RESULTADOS Y DISCUSIÓN
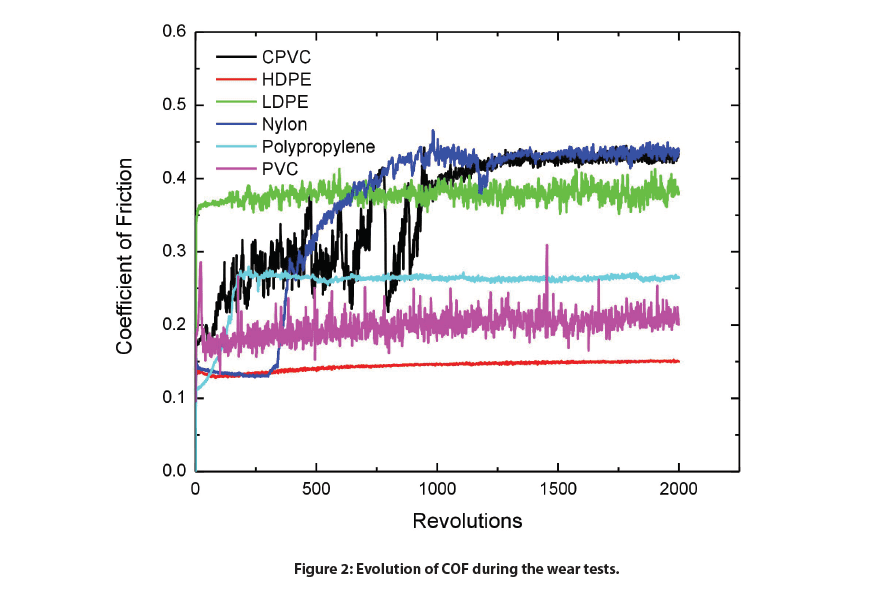
La tasa de desgaste es un factor vital para determinar la vida útil de los materiales, mientras que la fricción desempeña un papel fundamental durante las aplicaciones tribológicas. La figura 2 compara la evolución del COF de diferentes polímeros frente a la bola de Al2O3 durante las pruebas de desgaste. El COF sirve como indicador de cuándo se producen fallos y el proceso de desgaste entra en una nueva etapa. Entre los polímeros probados, el HDPE mantiene el COF constante más bajo, de ~0,15, a lo largo de toda la prueba de desgaste. El COF suave implica que se forma un contacto tribológico estable.
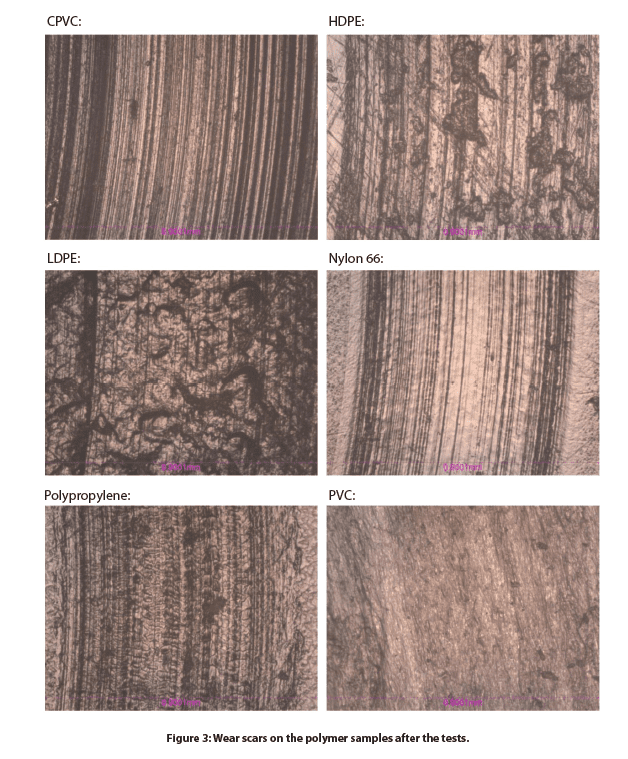
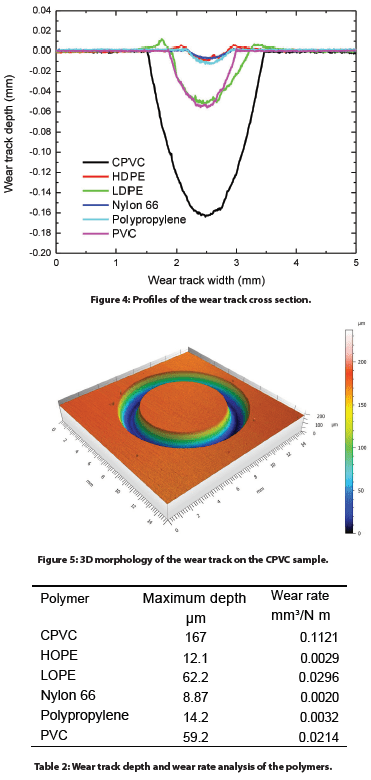
Las figuras 3 y 4 comparan las huellas de desgaste de las muestras de polímero después de medir la prueba con el microscopio óptico. El perfilómetro 3D sin contacto in situ determina con precisión el volumen de desgaste de las muestras de polímero, lo que permite calcular con exactitud las tasas de desgaste de 0,0029, 0,0020 y 0,0032 m3/N m, respectivamente. En comparación, la muestra de CPVC muestra la tasa de desgaste más alta, de 0,1121 m3/N m. En la huella de desgaste del CPVC se observan profundas marcas de desgaste paralelas.
CONCLUSIÓN

La resistencia al desgaste de los polímeros desempeña un papel fundamental en su rendimiento. En este estudio, demostramos que el tribómetro Nanovea evalúa el coeficiente de fricción y la tasa de desgaste de diferentes polímeros en un
de manera bien controlada y cuantitativa. El HDPE presenta el COF más bajo, ~0,15, entre los polímeros probados. Las muestras de HDPE, nailon 66 y polipropileno poseen bajos índices de desgaste de 0,0029, 0,0020 y 0,0032 m3/N m, respectivamente. La combinación de baja fricción y gran resistencia al desgaste hace que el HDPE sea un buen candidato para aplicaciones tribológicas de polímeros.
El perfilómetro 3D sin contacto in situ permite medir con precisión el volumen de desgaste y ofrece una herramienta para analizar la morfología detallada de las huellas de desgaste, lo que proporciona una mayor comprensión de los mecanismos fundamentales del desgaste.

Acabado superficial de paneles alveolares con perfilometría 3D
INTRODUCCIÓN
La rugosidad, la porosidad y la textura de la superficie del panel alveolar son factores críticos que deben cuantificarse para el diseño final del panel. Estas cualidades superficiales pueden correlacionarse directamente con las características estéticas y funcionales de la superficie del panel. Una mejor comprensión de la textura y la porosidad de la superficie puede ayudar a optimizar el procesamiento y la fabricabilidad de la superficie del panel. Se necesita una medición cuantitativa, precisa y confiable de la superficie del panel alveolar para controlar los parámetros superficiales para los requisitos de aplicación y pintura. Los sensores sin contacto Nanovea 3D utilizan una tecnología confocal cromática única capaz de medir con precisión estas superficies de los paneles.
OBJETIVO DE MEDICIÓN
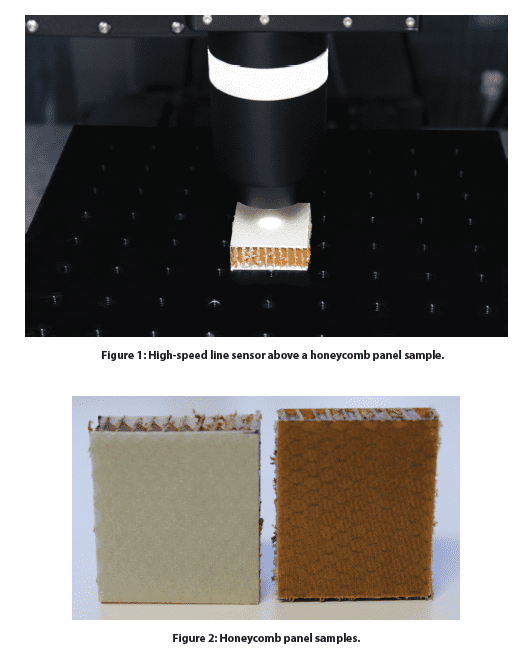
En este estudio, se utilizó la plataforma Nanovea HS2000 equipada con un sensor lineal de alta velocidad para medir y comparar dos paneles alveolares con diferentes acabados superficiales. Presentamos el Nanovea perfilómetro sin contacto’Capacidad para proporcionar mediciones de perfilado 3D rápidas y precisas, así como análisis exhaustivos y detallados del acabado superficial.
RESULTADOS Y DISCUSIÓN
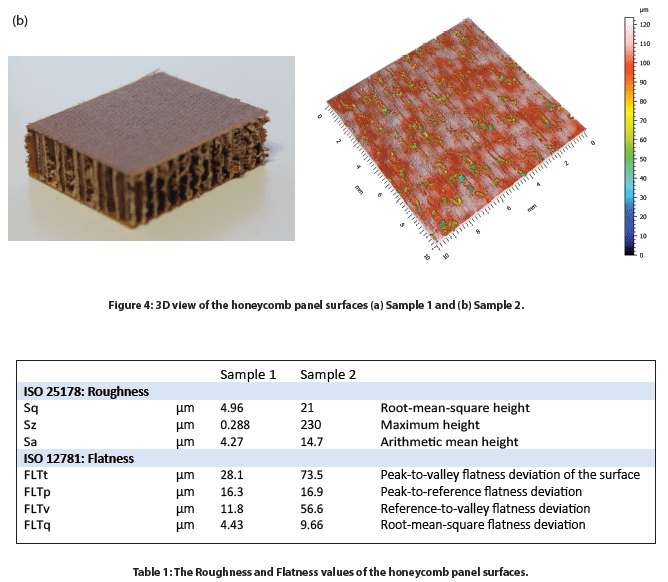
Se midió la superficie de dos muestras de paneles alveolares con diferentes acabados superficiales, denominadas Muestra 1 y Muestra 2. La falsa color y la vista en 3D de las superficies de las Muestras 1 y 2 se muestran en la Figura 3 y la Figura 4, respectivamente. Los valores de rugosidad y planitud se calcularon mediante un software de análisis avanzado y se comparan en la Tabla 1. La muestra 2 presenta una superficie más porosa en comparación con la muestra 1. Como resultado, la muestra 2 posee una rugosidad Sa más alta, de 14,7 µm, en comparación con el valor Sa de 4,27 µm de la muestra 1.
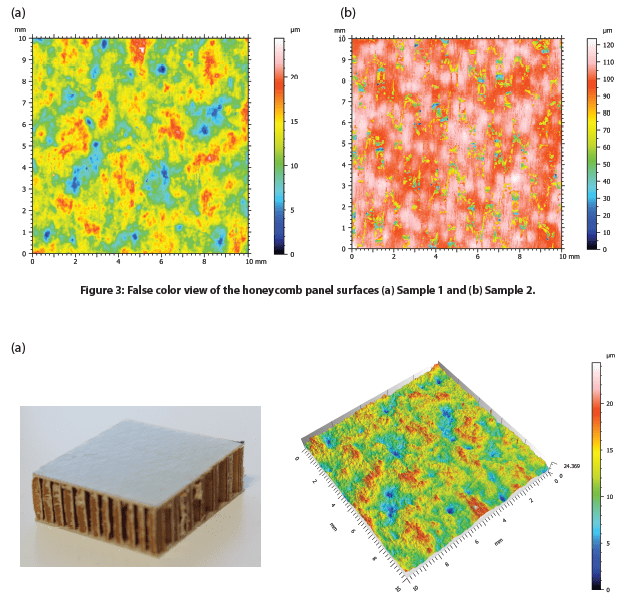
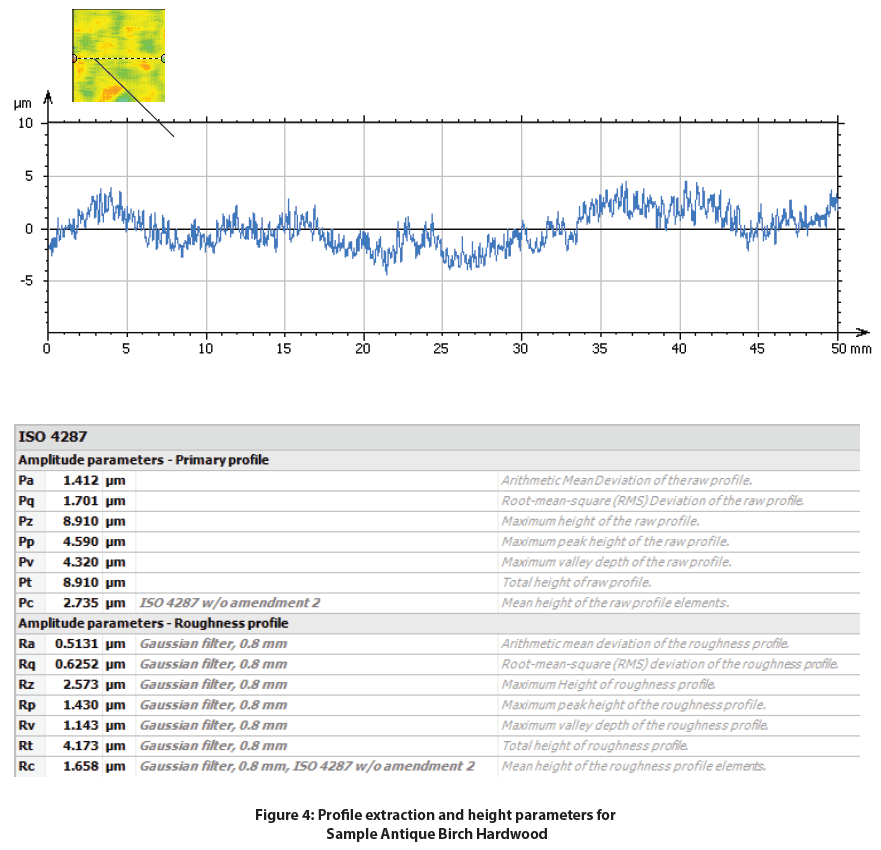
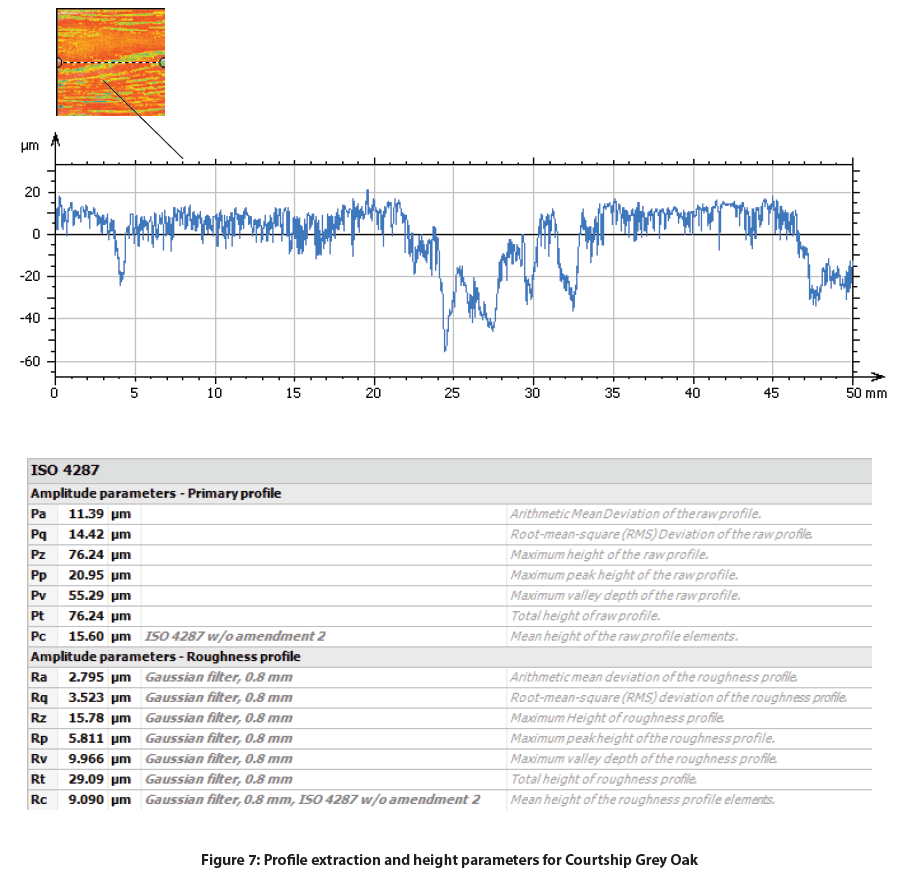
En la figura 5 se comparan los perfiles 2D de las superficies de los paneles alveolares, lo que permite a los usuarios realizar una comparación visual del cambio de altura en diferentes puntos de la superficie de la muestra. Podemos observar que la muestra 1 presenta una variación de altura de ~25 µm entre el pico más alto y el valle más bajo. Por otro lado, la muestra 2 muestra varios poros profundos en todo el perfil 2D. El software de análisis avanzado tiene la capacidad de localizar y medir automáticamente la profundidad de seis poros relativamente profundos, como se muestra en la tabla de la figura 4.b Muestra 2. El poro más profundo de los seis tiene una profundidad máxima de casi 90 µm (paso 4).
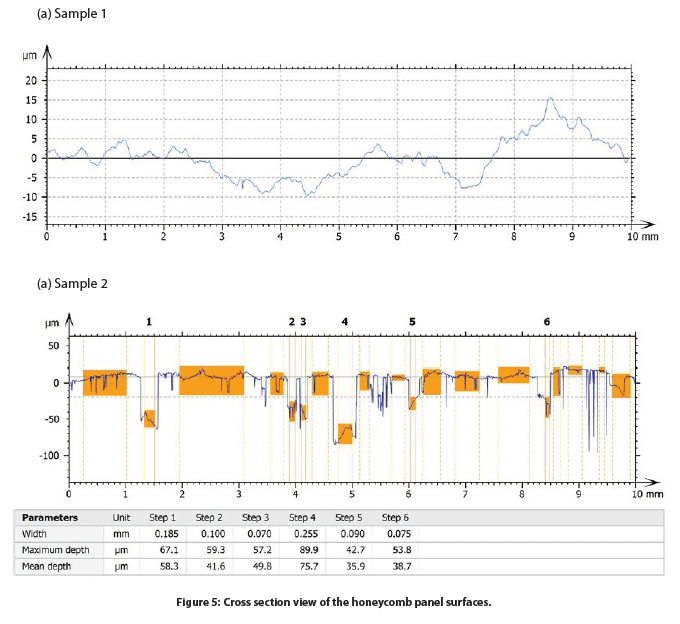
Para investigar más a fondo el tamaño y la distribución de los poros de la muestra 2, se realizó una evaluación de la porosidad, cuyos resultados se analizan en la siguiente sección. La vista en corte se muestra en la figura 5 y los resultados se resumen en la tabla 2. Se puede observar que los poros, marcados en color azul en la figura 5, tienen una distribución relativamente homogénea en la superficie de la muestra. El área proyectada de los poros constituye el 18,91 % de la superficie total de la muestra. El volumen por mm² del total de poros es de ~0,06 mm³. Los poros tienen una profundidad media de 42,2 µm y la profundidad máxima es de 108,1 µm.

CONCLUSIÓN
En esta aplicación, hemos demostrado que la plataforma Nanovea HS2000 equipada con un sensor lineal de alta velocidad es una herramienta ideal para analizar y comparar el acabado superficial de muestras de paneles alveolares de forma rápida y precisa. Los escaneos de perfilometría de alta resolución, junto con un software de análisis avanzado, permiten una evaluación completa y cuantitativa del acabado superficial de las muestras de paneles alveolares.
Los datos que se muestran aquí representan solo una pequeña parte de los cálculos disponibles en el software de análisis. Los perfilómetros Nanovea miden prácticamente cualquier superficie para una amplia gama de aplicaciones en los sectores de semiconductores, microelectrónica, energía solar, fibra óptica, automoción, aeroespacial, metalurgia, mecanizado, recubrimientos, farmacéutico, biomédico, medioambiental y muchos otros.
Comprensión de los fallos en los recubrimientos mediante pruebas de rayado
Introducción:
La ingeniería de superficies de los materiales desempeña un papel importante en diversas aplicaciones funcionales, que van desde la apariencia decorativa hasta la protección de los sustratos contra el desgaste, la corrosión y otras formas de agresión. Un factor importante y determinante que influye en la calidad y la vida útil de los recubrimientos es su fuerza cohesiva y adhesiva.
¿Desgaste Rotativo o Lineal y COF? (Un estudio exhaustivo con el tribómetro Nanovea)
El desgaste es el proceso de eliminación y deformación de material en una superficie como resultado de la acción mecánica de la superficie opuesta. En él influyen diversos factores, como el deslizamiento unidireccional, la rodadura, la velocidad, la temperatura y muchos otros. El estudio del desgaste, la tribología, abarca muchas disciplinas, desde la física y la química hasta la ingeniería mecánica y la ciencia de los materiales. La compleja naturaleza del desgaste requiere estudios aislados sobre mecanismos o procesos de desgaste específicos, como el desgaste adhesivo, el desgaste abrasivo, la fatiga superficial, el desgaste por rozamiento y el desgaste erosivo. Sin embargo, el "desgaste industrial" suele implicar múltiples mecanismos de desgaste que se producen en sinergia.
Los ensayos de desgaste lineal alternativo y rotativo (clavija sobre disco) son dos configuraciones ampliamente utilizadas de conformidad con ASTM para medir los comportamientos de desgaste por deslizamiento de los materiales. Dado que el valor de la tasa de desgaste de cualquier método de ensayo de desgaste se utiliza a menudo para predecir la clasificación relativa de las combinaciones de materiales, es extremadamente importante confirmar la repetibilidad de la tasa de desgaste medida utilizando diferentes configuraciones de ensayo. Esto permite a los usuarios considerar cuidadosamente el valor de la tasa de desgaste reportado en la literatura, lo cual es crítico para entender las características tribológicas de los materiales.
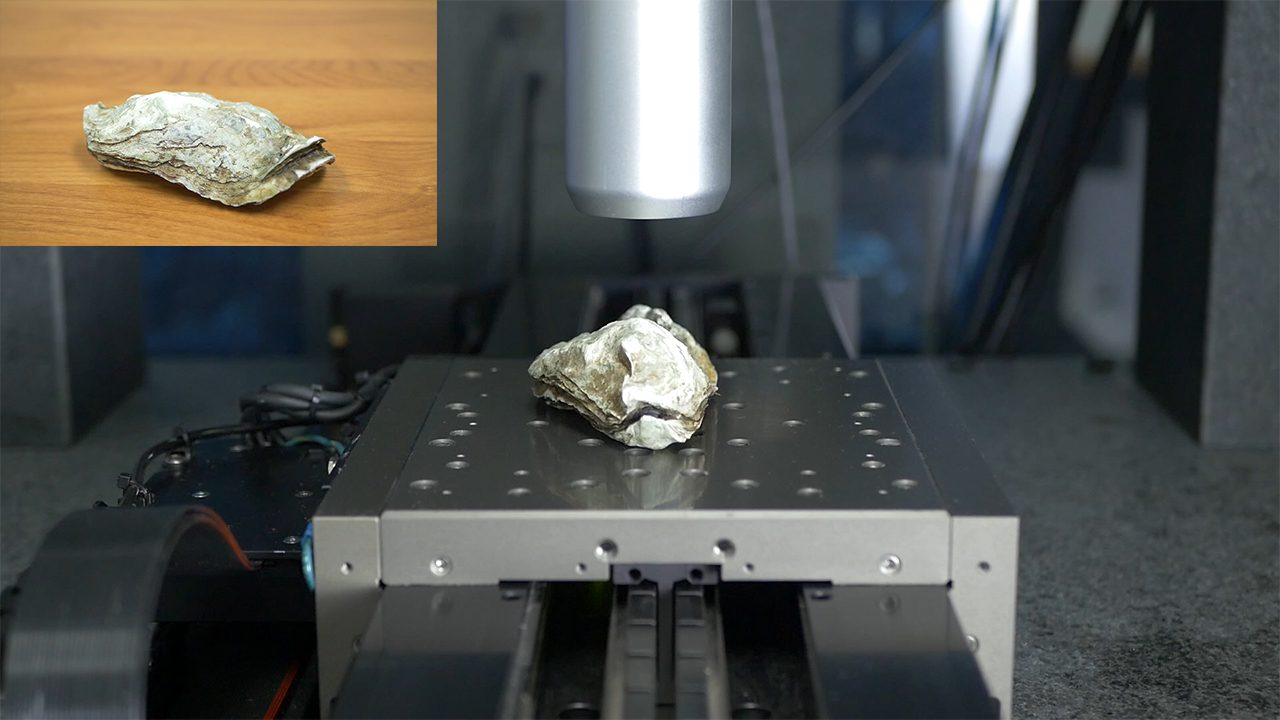
Caracterización a alta velocidad de una concha de ostra
Las muestras grandes con geometrías complejas pueden resultar difíciles de manejar debido a su preparación, tamaño, ángulos agudos y curvatura. En este estudio se escaneará una concha de ostra para demostrar la capacidad del sensor lineal Nanovea HS2000 para escanear una muestra biológica grande con una geometría compleja. Aunque en este estudio se ha utilizado una muestra biológica, los mismos conceptos pueden aplicarse a otras muestras.

Inspección del acabado superficial de los suelos de madera
Importancia del perfilado de los acabados de madera
En diversas industrias, el propósito de un acabado para madera es proteger la superficie de la madera de diversos tipos de daños, como químicos, mecánicos o biológicos, y/o proporcionar una estética visual específica. Tanto para los fabricantes como para los compradores, cuantificar las características superficiales de sus acabados para madera puede ser vital para el control de calidad o la optimización de los procesos de acabado de la madera. En esta aplicación, exploraremos las diversas características superficiales que se pueden cuantificar utilizando un perfilómetro 3D sin contacto Nanovea.
Cuantificar el grado de rugosidad y textura que presenta una superficie de madera puede ser fundamental para garantizar que cumpla con los requisitos de su aplicación. Perfeccionar el proceso de acabado o verificar la calidad de las superficies de madera basándose en un método de inspección cuantificable, repetible y confiable permitiría a los fabricantes crear tratamientos superficiales controlados y a los compradores inspeccionar y seleccionar los materiales de madera que satisfagan sus necesidades.
Objetivo de medición
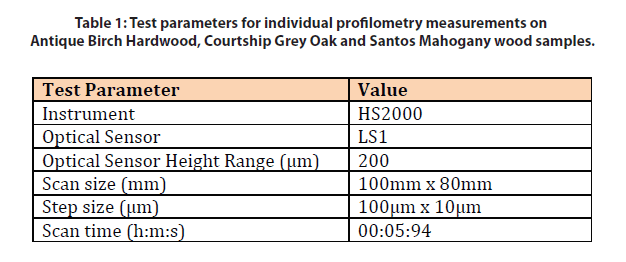
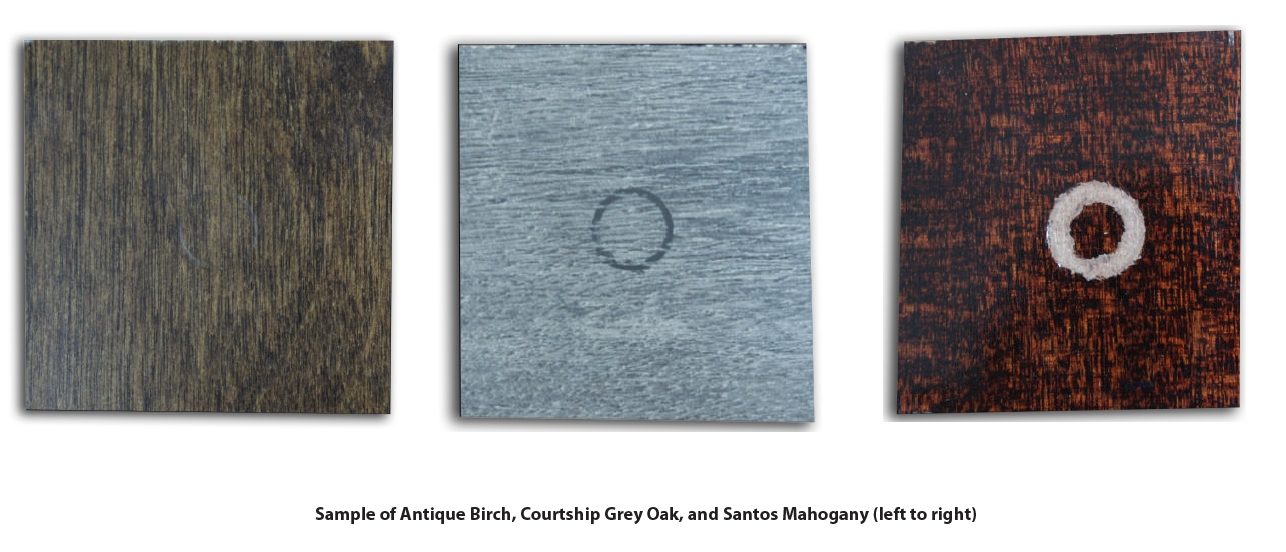
En este estudio, el Nanovea HS2000 de alta velocidad perfilómetro Equipado con un sensor de perfilado sin contacto, se utilizó para medir y comparar el acabado superficial de tres muestras de pisos: madera noble de abedul antiguo, roble gris cortejo y caoba Santos. Mostramos la capacidad del perfilómetro sin contacto Nanovea para ofrecer velocidad y precisión al medir tres tipos de superficies y realizar un análisis exhaustivo y detallado de los escaneos.
Procedimiento de ensayo y procedimientos

Resultados y debate
Descripción de la muestra: Los pisos de roble gris Courtship y caoba Santos son tipos de pisos laminados. El roble gris Courtship es una muestra de color gris pizarra texturizado y bajo brillo con acabado EIR. La caoba Santos es una muestra de color burdeos oscuro y alto brillo que ha sido preacabada. La madera dura de abedul antiguo tiene un acabado de óxido de aluminio de 7 capas, que proporciona protección contra el desgaste diario.
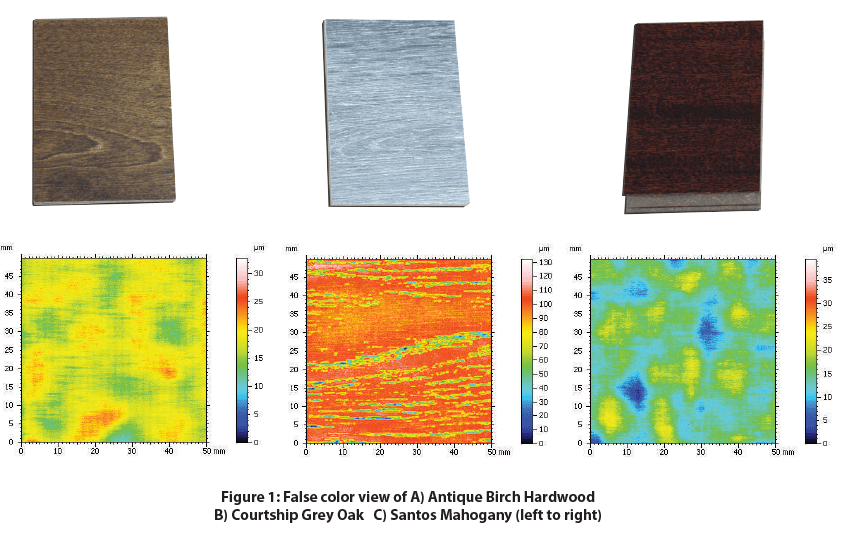
Madera dura de abedul antiguo
Cortejo Roble gris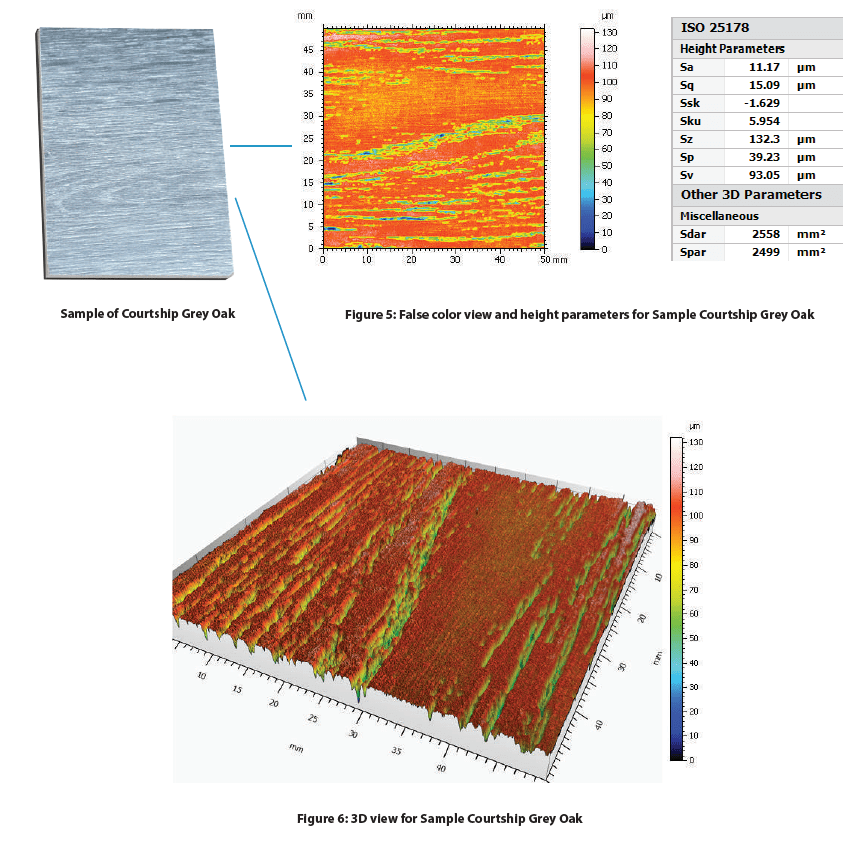
Caoba Santos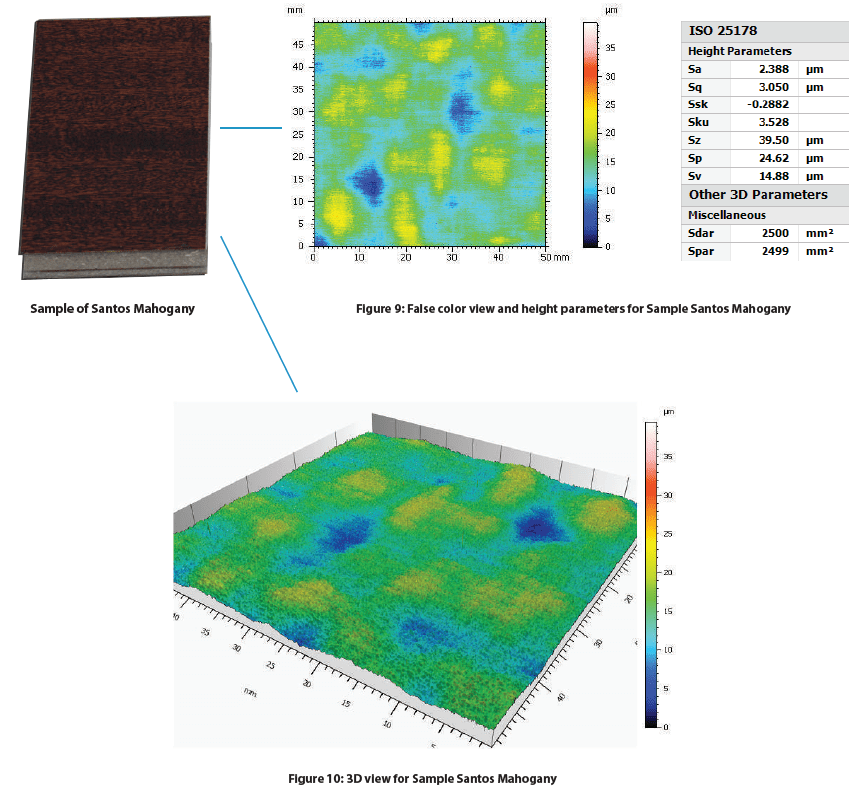

Debate
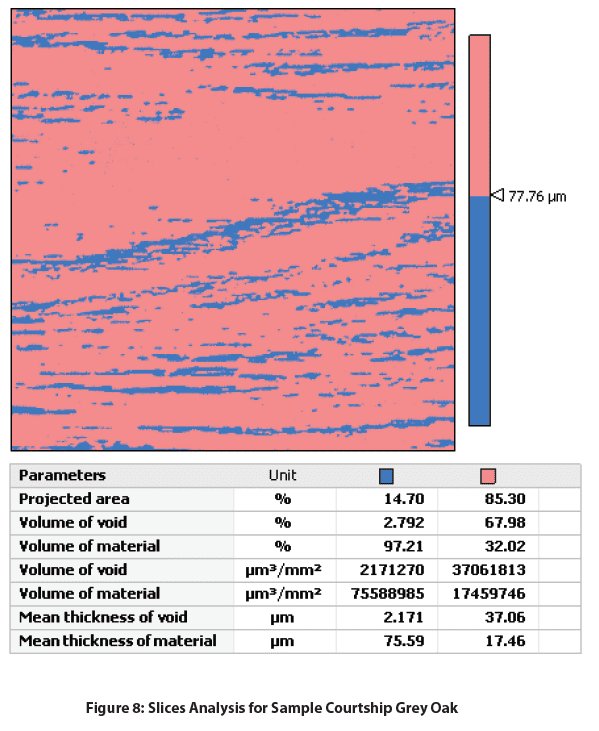
Existe una clara distinción entre el valor Sa de todas las muestras. La más lisa fue la madera dura de abedul antiguo, con un valor Sa de 1,716 µm, seguida de la caoba Santos, con un valor Sa de 2,388 µm, y aumentando significativamente para el roble gris Courtship, con un valor Sa de 11,17 µm. Los valores P y R también son valores de rugosidad comunes que se pueden utilizar para evaluar la rugosidad de perfiles específicos a lo largo de la superficie. El roble gris cortejo posee una textura gruesa llena de características similares a grietas a lo largo de la dirección celular y fibrosa de la madera. Se realizó un análisis adicional de la muestra de roble gris cortejo debido a su superficie texturizada. En la muestra de roble gris cortejo, se utilizaron cortes para separar y calcular la profundidad y el volumen de las grietas de la superficie más plana y uniforme.
Conclusión

En esta aplicación, hemos mostrado cómo se puede utilizar el perfilómetro de alta velocidad Nanovea HS2000 para inspeccionar el acabado superficial de muestras de madera de forma eficaz y eficiente. Las mediciones del acabado superficial pueden resultar importantes tanto para los fabricantes como para los consumidores de pisos de madera dura a la hora de comprender cómo pueden mejorar un proceso de fabricación o elegir el producto adecuado que ofrezca el mejor rendimiento para una aplicación específica.

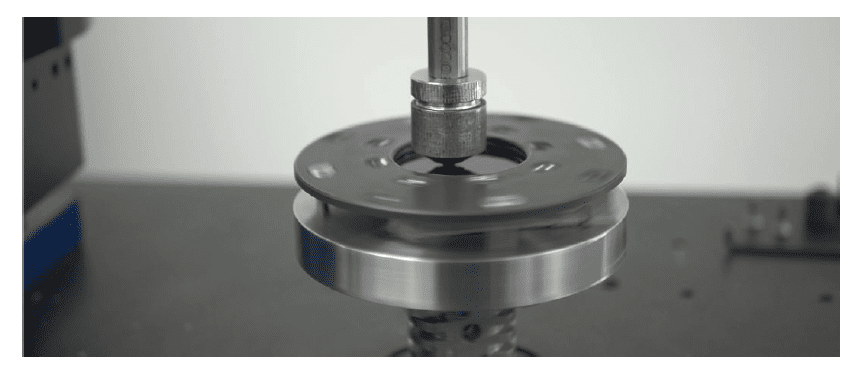
Prueba de desgaste de la madera con el tribómetro Nanovea
Importancia de comparar el desgaste del acabado de la madera y el coeficiente de fricción (COF)
La madera se ha utilizado durante miles de años como material de construcción para viviendas, muebles y suelos. Combina belleza natural y durabilidad, lo que la convierte en una opción ideal para suelos. A diferencia de las alfombras, los suelos de madera noble conservan su color durante mucho tiempo y se limpian y mantienen fácilmente. Sin embargo, al ser un material natural, la mayoría de los suelos de madera requieren la aplicación de un acabado superficial para proteger la madera de diversos tipos de daños, como arañazos y astillas con el paso del tiempo. En este estudio, Nanovea Tribómetro Se utilizó para medir la tasa de desgaste y el coeficiente de fricción (COF) con el fin de comprender mejor el rendimiento comparativo de tres acabados para madera.
El comportamiento en servicio de una especie de madera utilizada para suelos suele estar relacionado con su resistencia al desgaste. El cambio en la estructura celular y fibrosa individual de las diferentes especies de madera contribuye a sus diferentes comportamientos mecánicos y tribológicos. Las pruebas de servicio reales de la madera como material para suelos son caras, difíciles de reproducir y requieren largos periodos de tiempo. Por ello, resulta valioso desarrollar una prueba de desgaste sencilla que pueda producir resultados fiables, reproducibles y directos.
Objetivo de medición
En este estudio, simulamos y comparamos el comportamiento frente al desgaste de tres tipos de madera para demostrar la capacidad del tribómetro Nanovea para evaluar las propiedades tribológicas de la madera de forma controlada y supervisada.
Debate
Descripción de la muestra: La madera noble de abedul antiguo tiene un acabado de óxido de aluminio de 7 capas, que proporciona protección contra el desgaste diario. El roble gris Courtship y la caoba Santos son dos tipos de pisos laminados que varían en cuanto al acabado de la superficie y el brillo. El roble gris cortejo es de color gris pizarra, con acabado EIR y bajo brillo. Por otro lado, la caoba Santos es de color burdeos oscuro, preacabada y con alto brillo, lo que permite ocultar más fácilmente los arañazos y defectos de la superficie.
La evolución del COF durante las pruebas de desgaste de las tres muestras de pisos de madera se muestra en la Fig. 1. Las muestras de madera dura de abedul antiguo, roble gris cortejo y caoba Santos mostraron un comportamiento diferente en cuanto al COF.
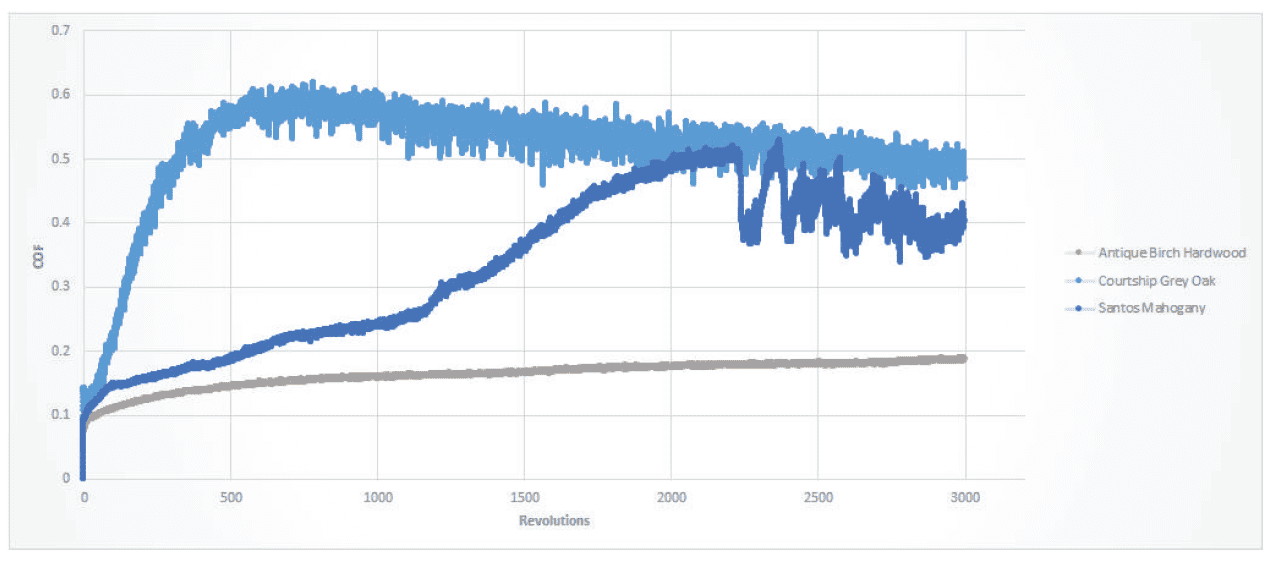
En el gráfico anterior se puede observar que la madera dura de abedul antiguo fue la única muestra que mostró un COF estable durante toda la prueba. El fuerte aumento del COF del roble gris Courtship y su posterior disminución gradual podrían indicar que la rugosidad de la superficie de la muestra contribuyó en gran medida a su comportamiento en cuanto al COF. A medida que la muestra se desgastaba, la rugosidad de la superficie disminuyó y se volvió más homogénea, lo que explica la disminución del COF a medida que la superficie de la muestra se volvía más lisa debido al desgaste mecánico. El COF de la caoba Santos muestra un aumento suave y gradual al comienzo de la prueba y luego pasa abruptamente a una tendencia irregular. Esto podría indicar que, una vez que el revestimiento laminado comenzó a desgastarse, la bola de acero (material de contraposición) entró en contacto con el sustrato de madera, que se desgastó de manera más rápida y turbulenta, creando un comportamiento del COF más ruidoso hacia el final de la prueba.
Madera dura de abedul antiguo:
Cortejo del roble gris:
Caoba Santos
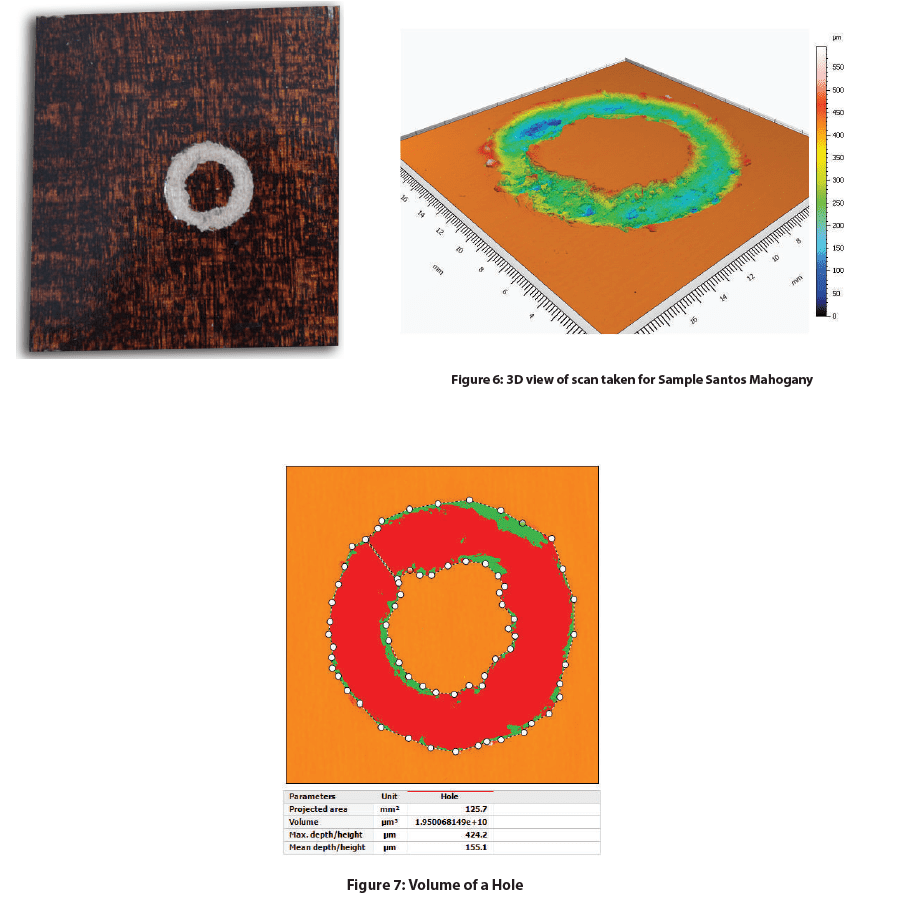
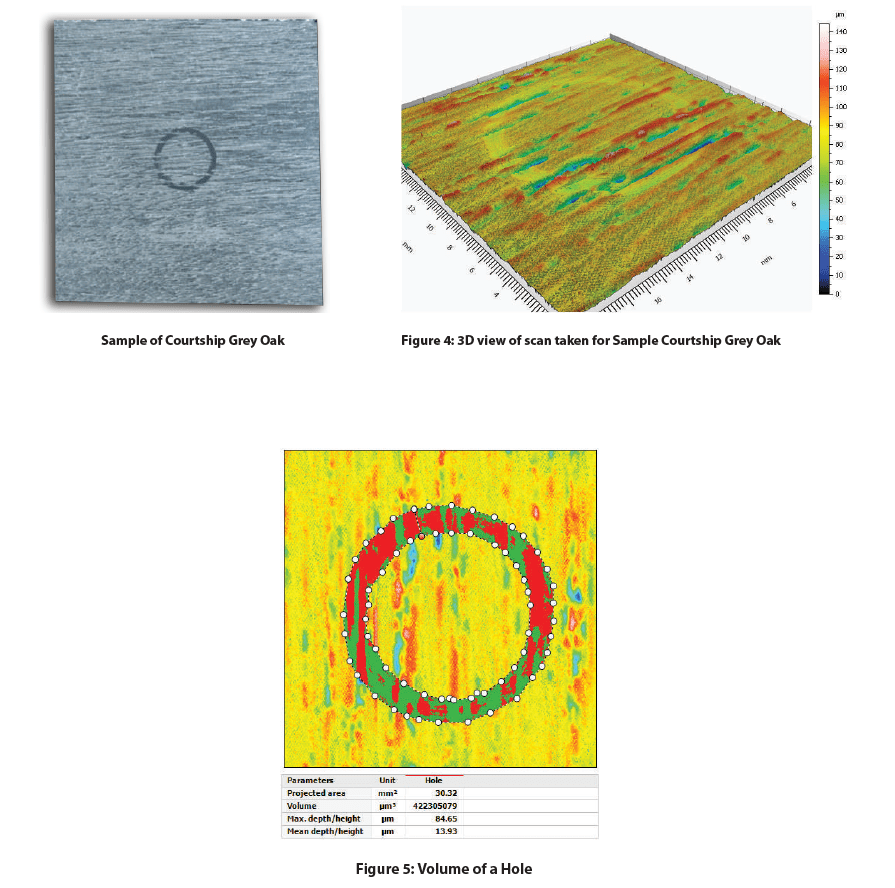
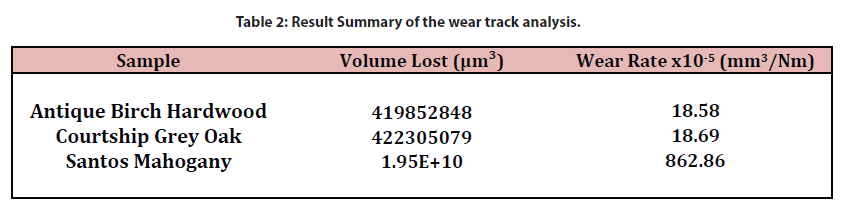
La tabla 2 resume los resultados de los escaneos y análisis de las huellas de desgaste en todas las muestras de pisos de madera después de realizar las pruebas de desgaste. La información detallada y las imágenes de cada muestra se pueden ver en las figuras 2-7. Basándonos en la comparación de la tasa de desgaste entre las tres muestras, podemos deducir que la caoba Santos demostró ser menos resistente al desgaste mecánico que las otras dos muestras. La madera dura de abedul antiguo y el roble gris cortejo tuvieron índices de desgaste muy similares, aunque su comportamiento durante las pruebas difirió significativamente. La madera dura de abedul antiguo presentó una tendencia de desgaste gradual y más uniforme, mientras que el roble gris cortejo mostró una huella de desgaste superficial y con picaduras debido a la textura y el acabado preexistentes de la superficie.
Conclusión

En este estudio, mostramos la capacidad del tribómetro de Nanovea para evaluar el coeficiente de fricción y la resistencia al desgaste de tres tipos de madera: madera dura de abedul antiguo, roble gris Courtship y caoba Santos, de forma controlada y supervisada. Las propiedades mecánicas superiores de la madera dura de abedul antiguo le confieren una mayor resistencia al desgaste. La textura y la homogeneidad de la superficie de la madera desempeñan un papel importante en el comportamiento frente al desgaste. La textura de la superficie del roble gris cortejo, como los huecos o grietas entre las fibras de las células de la madera, puede convertirse en los puntos débiles donde se inicia y se propaga el desgaste.









