INTRODUCCIÓN
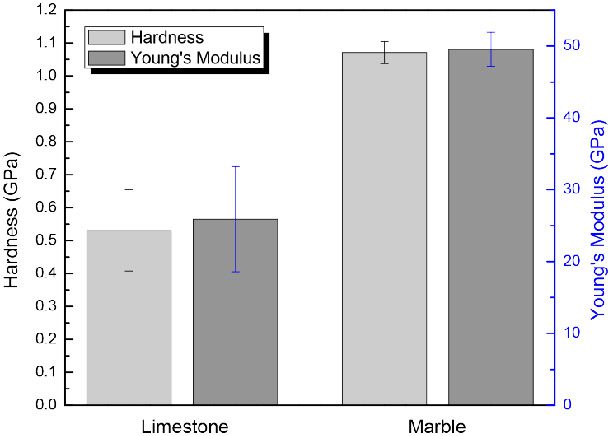
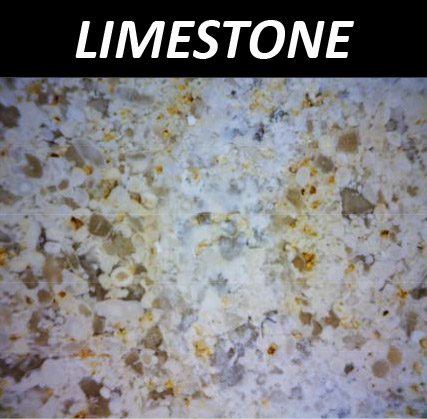
Las rocas están compuestas de granos de minerales. El tipo y abundancia de estos minerales, así como la fuerza de los enlaces químicos entre los granos minerales, determinan las propiedades mecánicas y tribológicas de las rocas. Dependiendo de los ciclos geológicos de las rocas, las rocas pueden sufrir transformaciones y normalmente se clasifican en tres tipos principales: ígneas, sedimentarias y metamórficas. Estas rocas exhiben diferentes composiciones minerales y químicas, permeabilidades y tamaños de partículas, y tales características contribuyen a su variada resistencia al desgaste. La tribología de rocas explora los comportamientos de desgaste y fricción de las rocas en diversas condiciones geológicas y ambientales.
IMPORTANCIA DE LA TRIBOLOGÍA DE ROCAS
Durante el proceso de perforación de pozos se producen diversos tipos de desgaste de las rocas, incluidos la abrasión y la fricción, lo que provoca importantes pérdidas directas y consecuentes atribuidas a la reparación y sustitución de brocas y herramientas de corte. Por lo tanto, el estudio de la perforabilidad, la capacidad de perforación, la cortabilidad y la abrasividad de las rocas es fundamental en las industrias del petróleo, el gas y la minería. La investigación de tribología de rocas desempeña un papel fundamental en la selección de las estrategias de perforación más eficientes y rentables, mejorando así la eficiencia general y contribuyendo a la conservación de materiales, energía y medio ambiente. Además, minimizar la fricción de la superficie es muy ventajoso para reducir la interacción entre la broca de perforación y la roca, lo que resulta en un menor desgaste de la herramienta y una mejor eficiencia de perforación/corte.