INTRODUCCIÓN
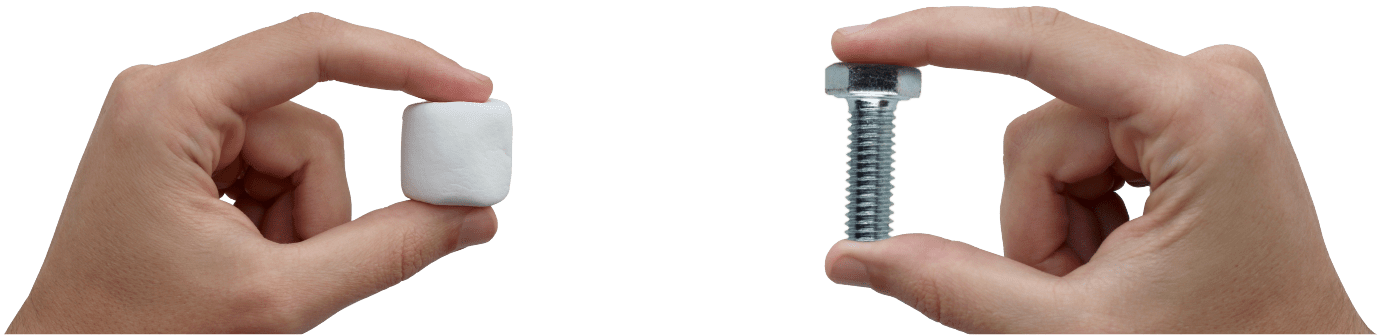
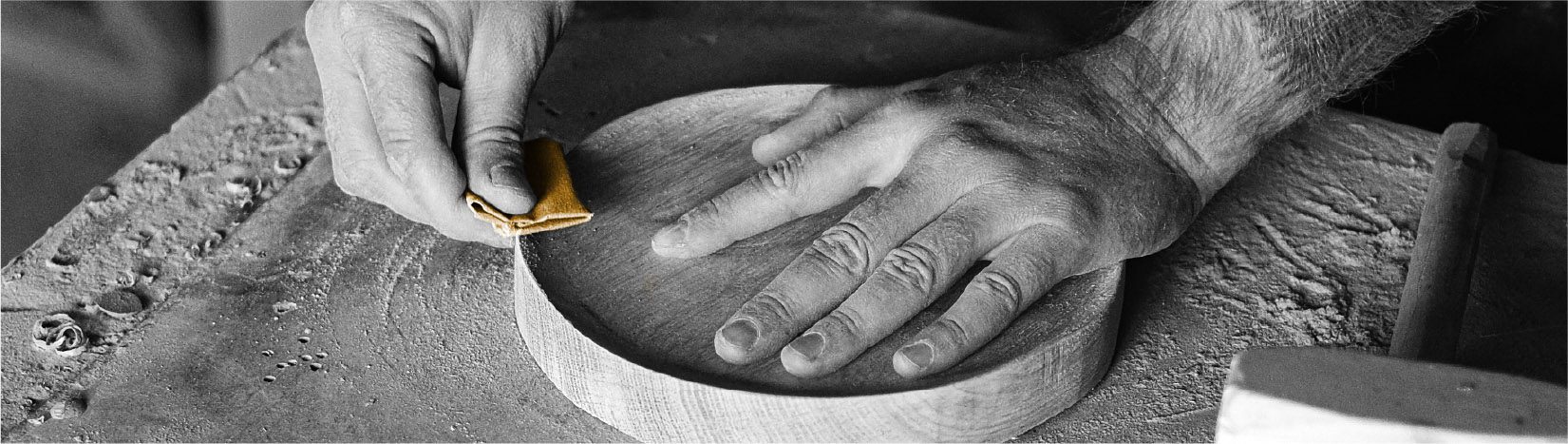
El papel de lija está compuesto por partículas abrasivas adheridas a una de las caras de un papel o tela. Para las partículas se pueden utilizar diversos materiales abrasivos, como granate, carburo de silicio, óxido de aluminio y diamante. El papel de lija se utiliza ampliamente en diversos sectores industriales para crear acabados superficiales específicos en madera, metal y paneles de yeso. A menudo se trabaja con él aplicando una gran presión con la mano o con herramientas eléctricas.
IMPORTANCIA DE EVALUAR EL RENDIMIENTO DE LA ABRASIÓN DEL PAPEL DE LIMA
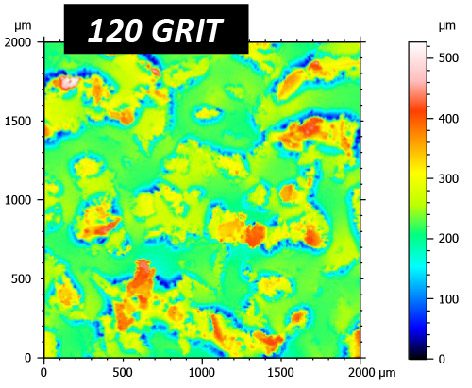
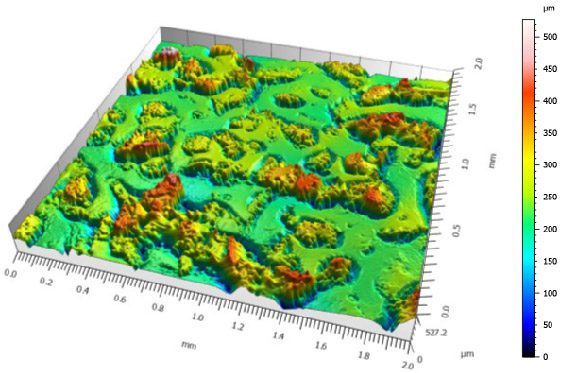
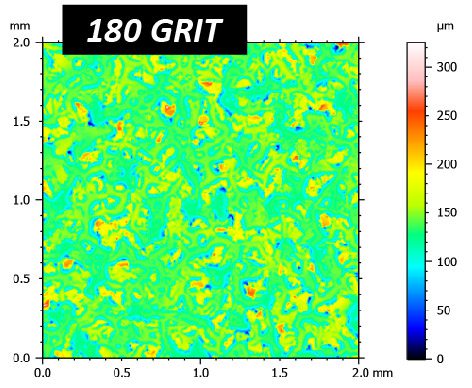
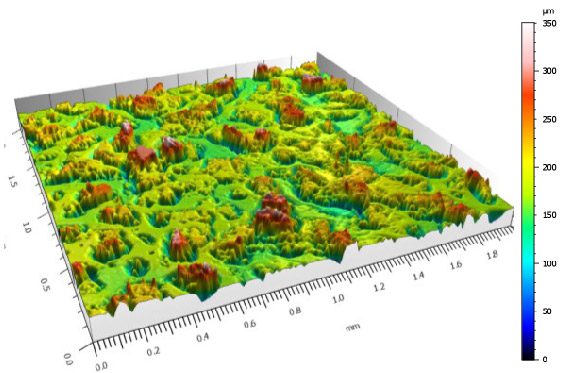
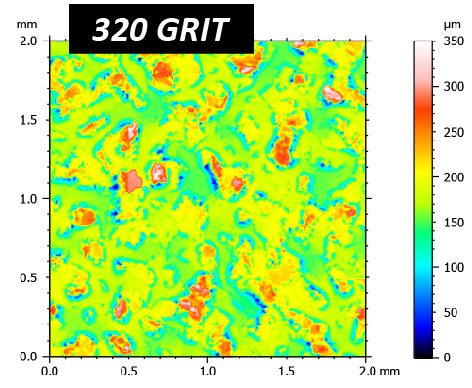
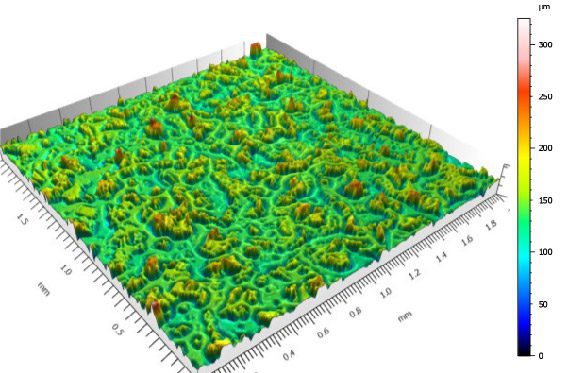
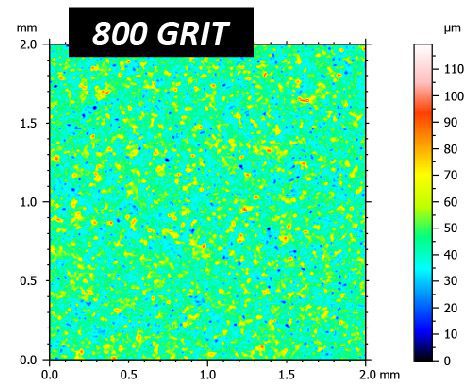
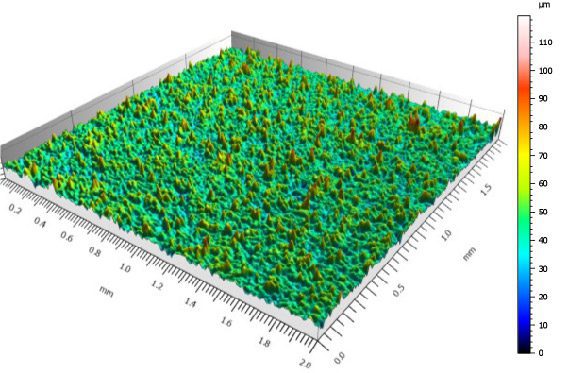
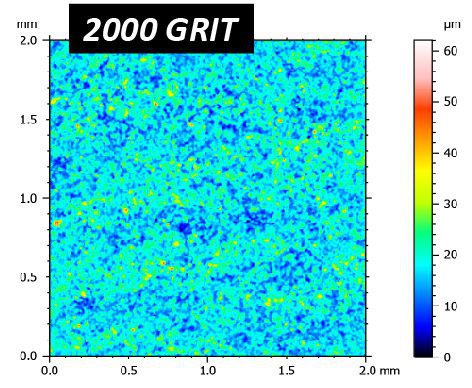
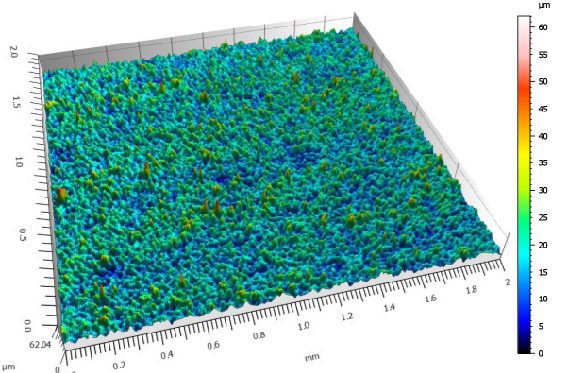
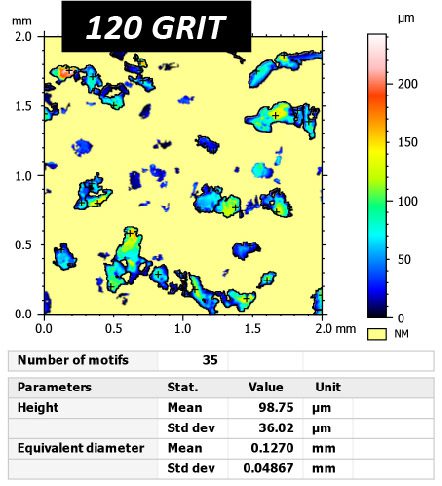
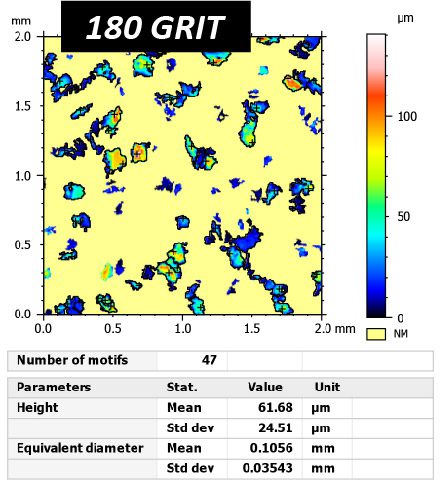
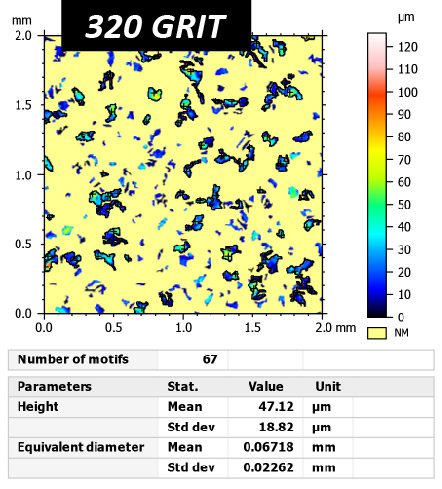
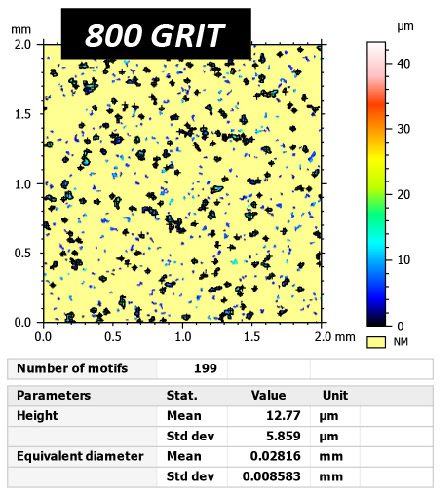
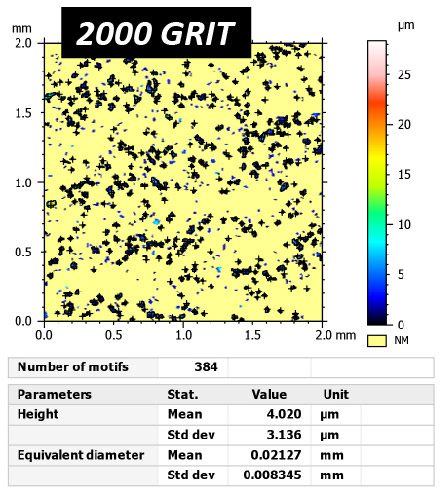
La eficacia del papel de lija suele determinarse por su rendimiento abrasivo en diferentes condiciones. El tamaño del grano, es decir, el tamaño de las partículas abrasivas incrustadas en el papel de lija, determina la tasa de desgaste y el tamaño de los rayones del material que se lija. Los papeles de lija con números de grano más altos tienen partículas más pequeñas, lo que da como resultado velocidades de lijado más bajas y acabados superficiales más finos. Los papeles de lija con el mismo número de grano pero fabricados con materiales diferentes pueden tener comportamientos distintos en condiciones secas o húmedas. Se necesitan evaluaciones tribológicas fiables para garantizar que el papel de lija fabricado posea el comportamiento abrasivo deseado. Estas evaluaciones permiten a los usuarios comparar cuantitativamente los comportamientos de desgaste de diferentes tipos de papeles de lija de forma controlada y supervisada, con el fin de seleccionar el mejor candidato para la aplicación deseada.