INTRODUCCIÓN
La transmisión por correa transmite potencia y sigue el movimiento relativo entre dos o más ejes giratorios. Como solución sencilla y económica con un mantenimiento mínimo, las transmisiones por correa se utilizan ampliamente en diversas aplicaciones, como sierras de disco, aserraderos, trilladoras, sopladores de silo y cintas transportadoras. Las transmisiones por correa pueden proteger la maquinaria de sobrecargas, así como amortiguar y aislar las vibraciones.
IMPORTANCIA DE LA EVALUACIÓN DEL DESGASTE DE LAS TRANSMISIONES POR CORREA
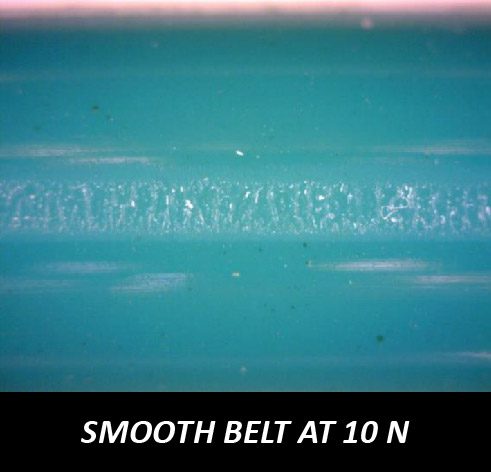
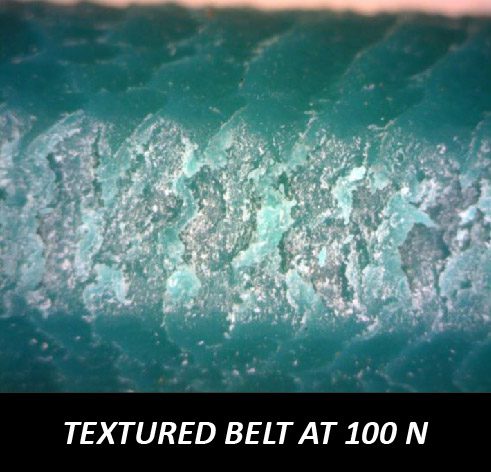
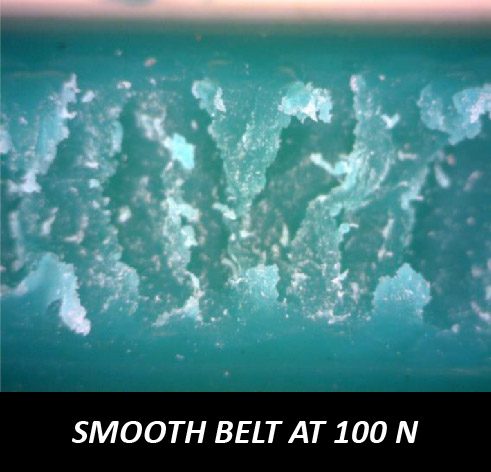
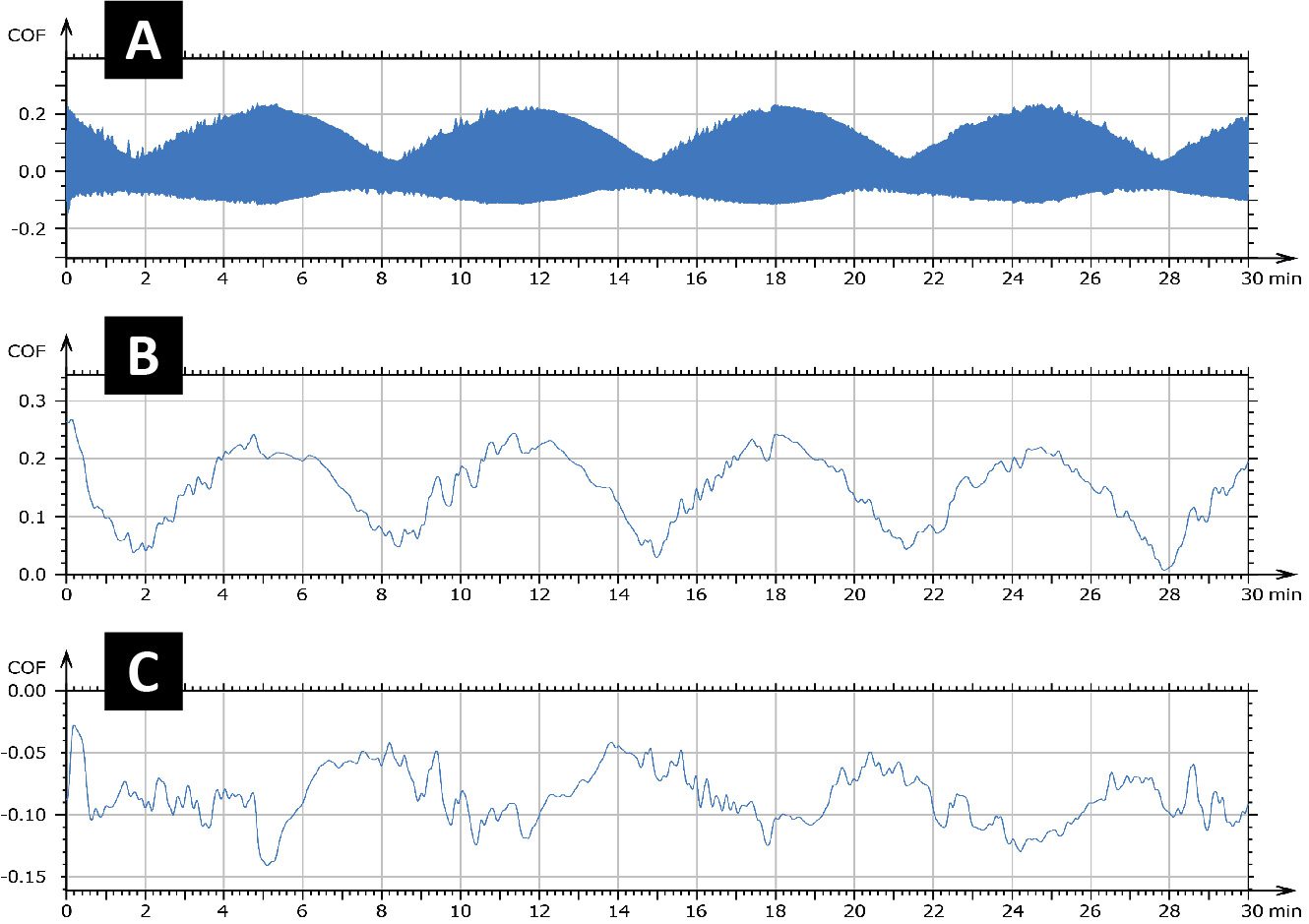
La fricción y el desgaste son inevitables en las correas de una máquina accionada por correa. Una fricción suficiente garantiza una transmisión eficaz de la potencia sin deslizamientos, pero una fricción excesiva puede desgastar rápidamente la correa. Durante el funcionamiento de la transmisión por correa se producen diferentes tipos de desgaste, como la fatiga, la abrasión y la fricción. Con el fin de prolongar la vida útil de la correa y reducir los costes y el tiempo de reparación y sustitución de la correa, es conveniente evaluar de forma fiable el desgaste de las correas para mejorar su vida útil, la eficacia de la producción y el rendimiento de la aplicación. La medición precisa del coeficiente de fricción y del índice de desgaste de la correa facilita la I+D y el control de calidad de la producción de correas.