Introducción
El desgaste se produce en prácticamente todos los sectores industriales e impone unos costes de ~0,75% del PIB1. La investigación tribológica es vital para mejorar la eficiencia de la producción y el rendimiento de las aplicaciones, así como para conservar el material, la energía y el medio ambiente. La vibración y la oscilación son inevitables en una amplia gama de aplicaciones tribológicas. Una vibración externa excesiva acelera el proceso de desgaste y reduce el rendimiento de servicio, lo que provoca fallos catastróficos en las piezas mecánicas.
Los tribómetros convencionales de carga muerta aplican cargas normales mediante pesos másicos. Dicha técnica de carga no sólo limita las opciones de carga a una carga constante, sino que también crea intensas vibraciones incontroladas a altas cargas y velocidades, lo que conduce a evaluaciones limitadas e inconsistentes del comportamiento de desgaste. Una evaluación fiable del efecto de la oscilación controlada en el comportamiento de desgaste de los materiales es deseable para I+D y control de calidad en diferentes aplicaciones industriales.
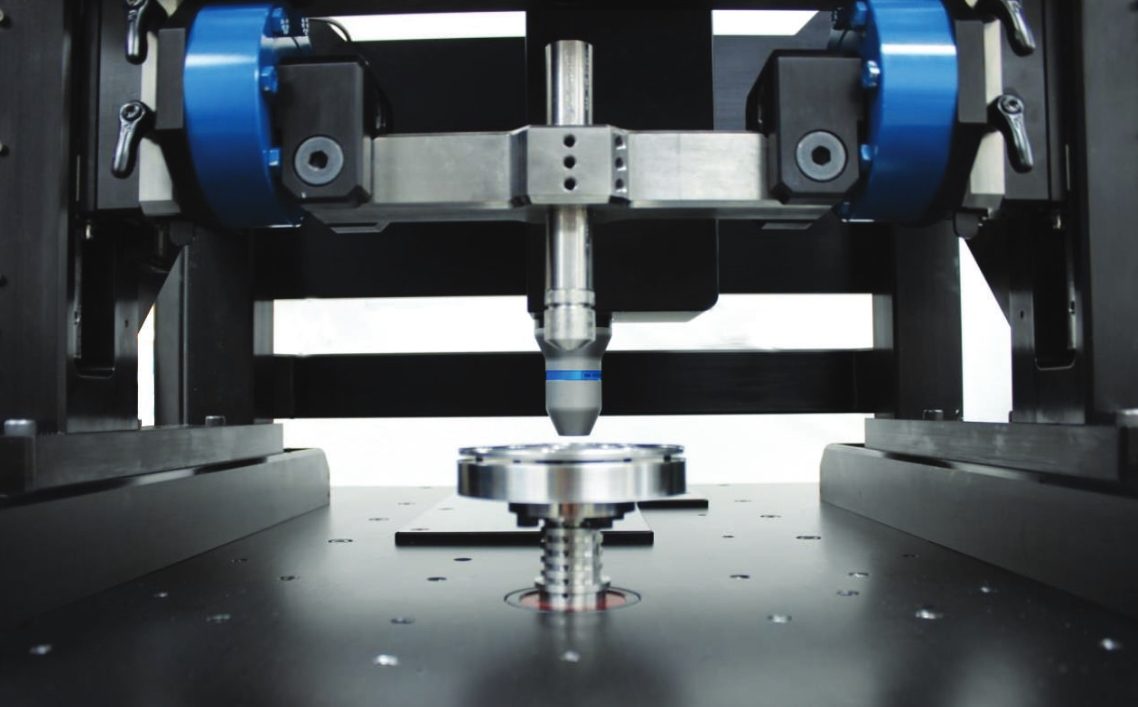
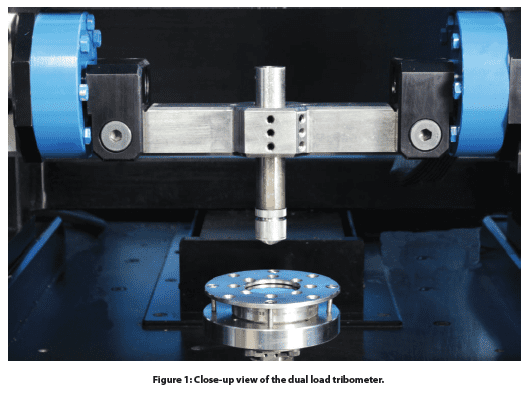
La innovadora alta carga de Nanovea tribómetro tiene una capacidad de carga máxima de 2000 N con un sistema de control dinámico de la carga. El avanzado sistema de carga neumática por aire comprimido permite a los usuarios evaluar el comportamiento tribológico de un material sometido a cargas normales elevadas con la ventaja de amortiguar las vibraciones no deseadas creadas durante el proceso de desgaste. Por lo tanto, la carga se mide directamente sin necesidad de los muelles amortiguadores utilizados en diseños más antiguos. Un módulo de carga oscilante de electroimán paralelo aplica una oscilación bien controlada de amplitud deseada de hasta 20 N y frecuencia de hasta 150 Hz.
La fricción se mide con gran precisión directamente a partir de la fuerza lateral aplicada al soporte superior. El desplazamiento se controla in situ, lo que permite conocer la evolución del comportamiento de desgaste de las muestras de ensayo. El ensayo de desgaste bajo carga de oscilación controlada también puede realizarse en entornos de corrosión, alta temperatura, humedad y lubricación para simular las condiciones reales de trabajo de las aplicaciones tribológicas. Una unidad integrada de alta velocidad perfilómetro sin contacto mide automáticamente la morfología de la huella de desgaste y el volumen de desgaste en unos segundos.
Objetivo de medición
En este estudio, mostramos la capacidad del tribómetro de carga dinámica Nanovea T2000 para estudiar el comportamiento tribológico de diferentes muestras de revestimiento y metal en condiciones de carga de oscilación controlada.
Procedimiento de ensayo
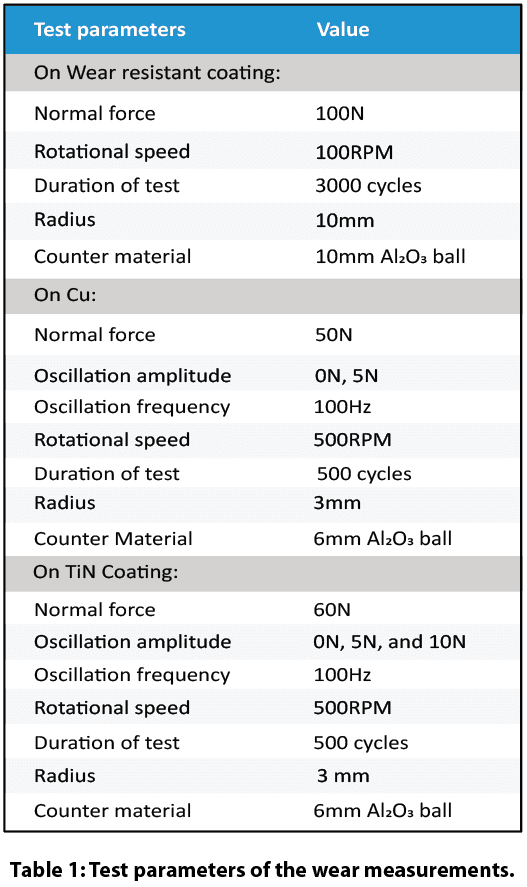
El comportamiento tribológico, por ejemplo, el coeficiente de fricción, COF, y la resistencia al desgaste de un revestimiento resistente al desgaste de 300 µm de espesor se evaluó y comparó mediante el tribómetro Nanovea T2000 con un tribómetro convencional de carga muerta utilizando una configuración de perno sobre disco siguiendo la norma ASTM G992.
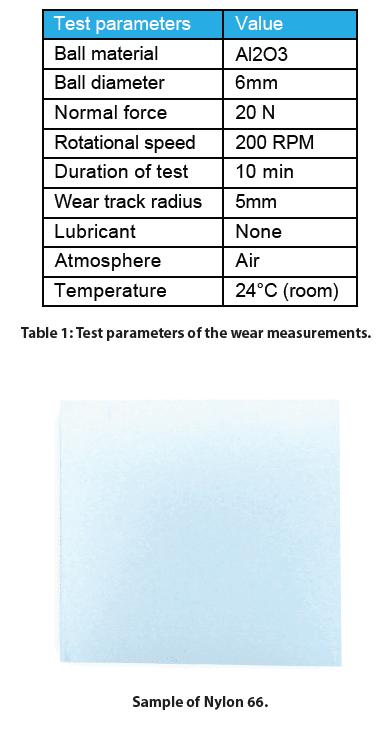
Se evaluaron muestras separadas de Cu y TiN recubiertas contra una bola de Al₂0₃ de 6 mm bajo oscilación controlada mediante el modo de tribología de carga dinámica del tribómetro Nanovea T2000.
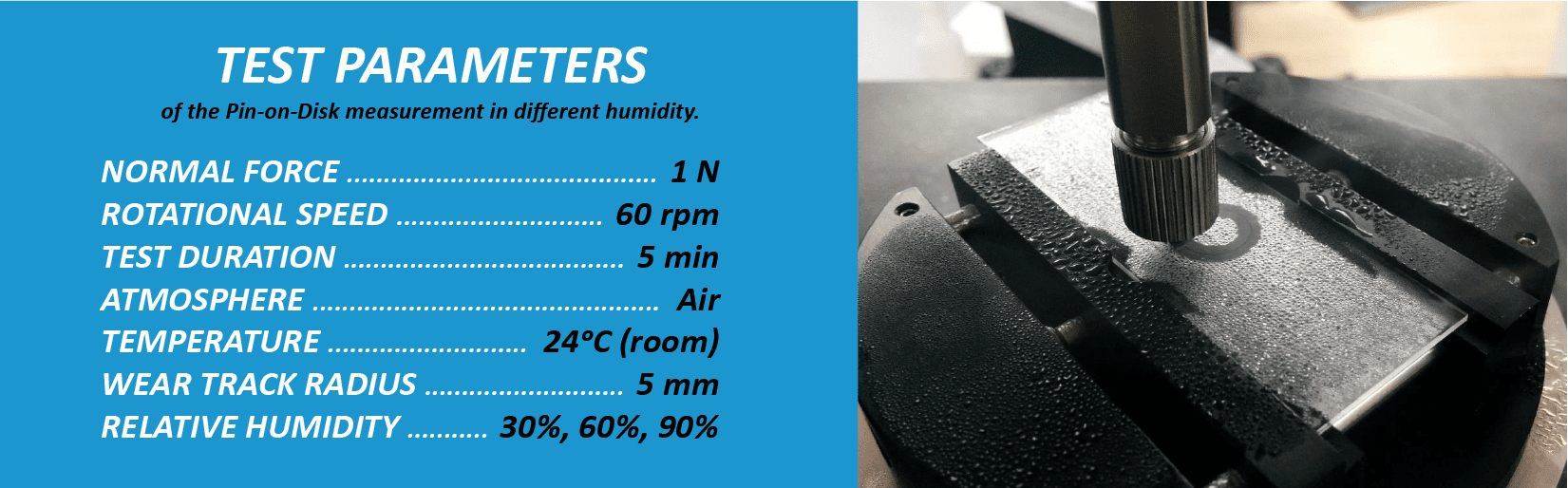
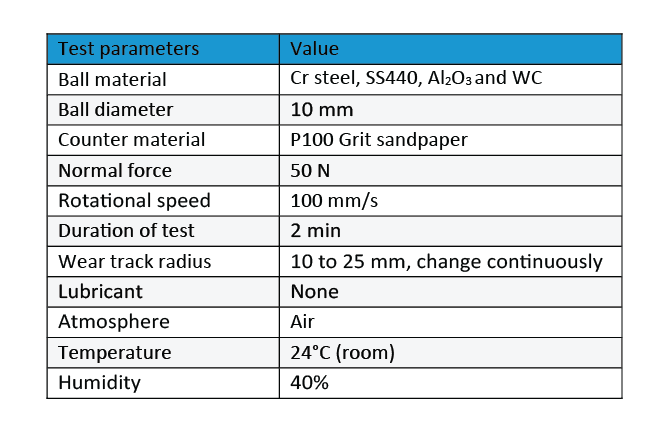
Los parámetros de la prueba se resumen en el cuadro 1.
El perfilómetro 3D integrado, equipado con un sensor de líneas, escanea automáticamente la pista de desgaste después de las pruebas, proporcionando la medición más precisa del volumen de desgaste en cuestión de segundos.
Resultados y debate
Sistema de carga neumática frente a sistema de carga muerta
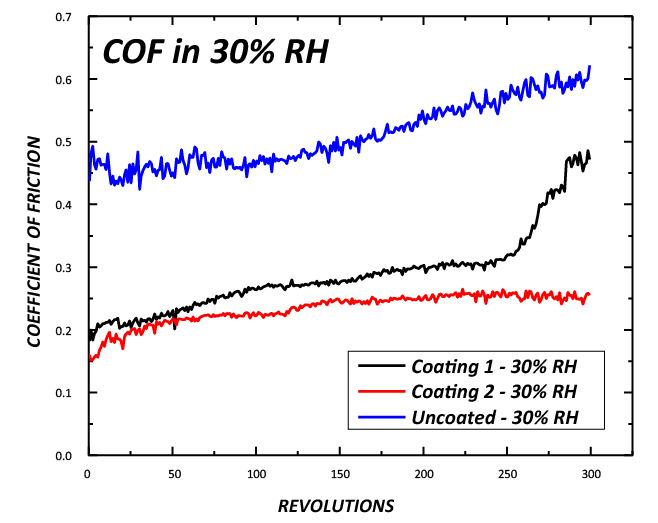
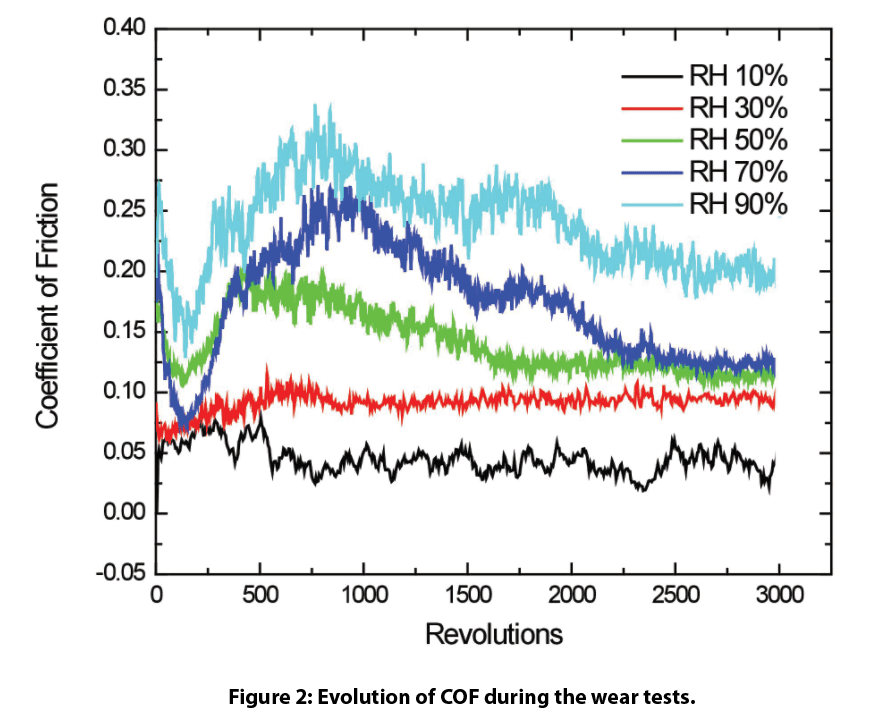
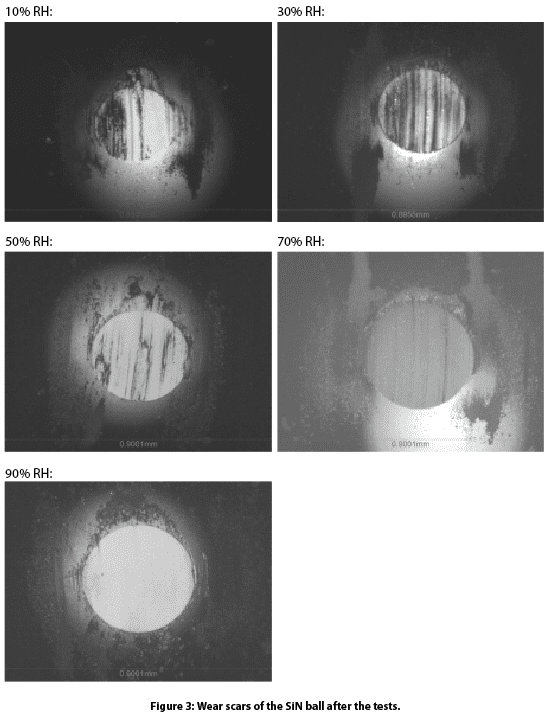
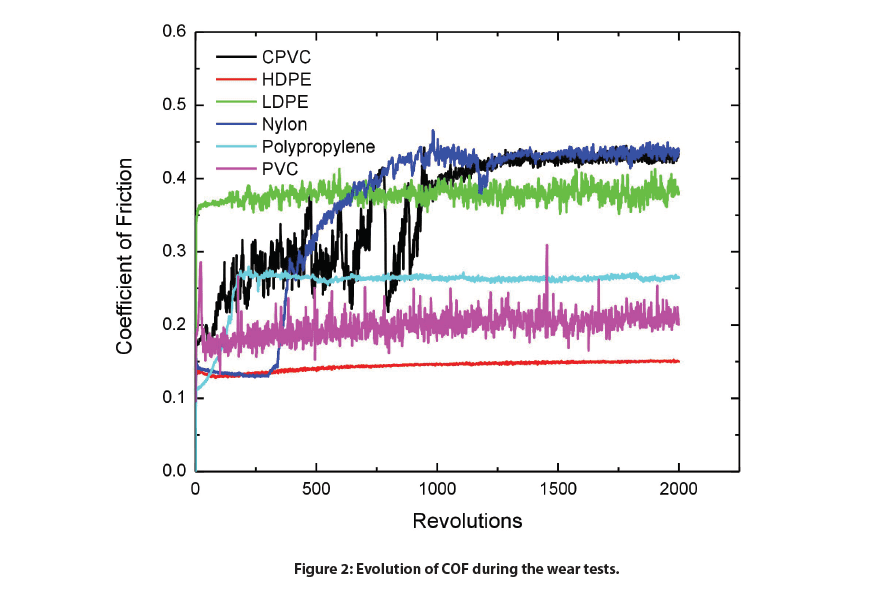
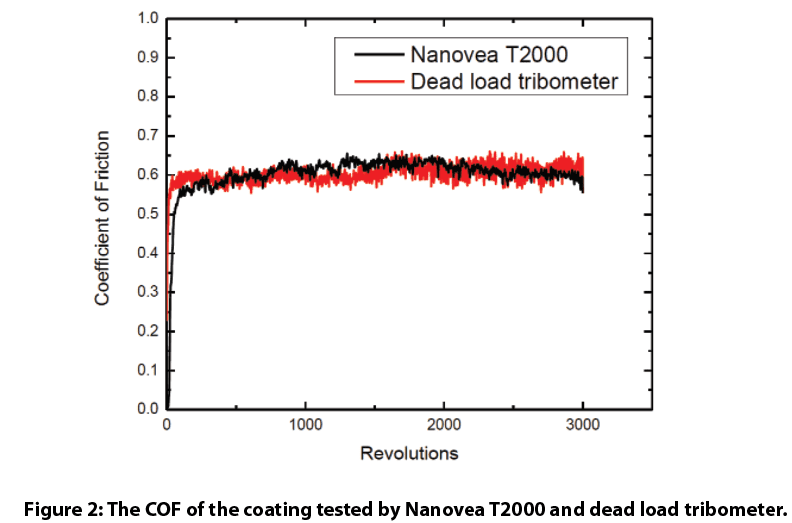
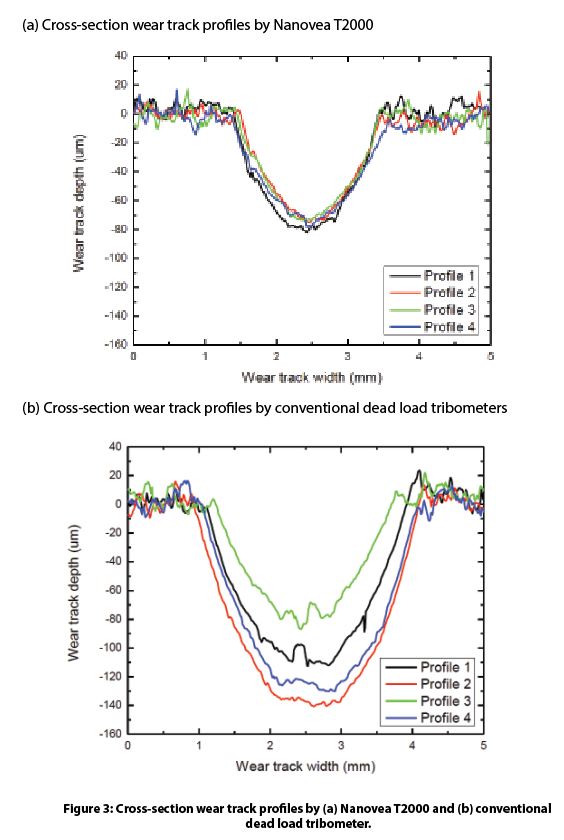
El comportamiento tribológico de un recubrimiento resistente al desgaste utilizando el tribómetro Nanovea T2000 se compara con un tribómetro convencional de carga muerta (DL). La evolución del COF del recubrimiento se muestra en la Fig. 2. Observamos que el recubrimiento presenta un valor de COF comparable de ~0,6 durante la prueba de desgaste. Sin embargo, los 20 perfiles transversales en diferentes puntos de la pista de desgaste en la Fig. 3 indican que el revestimiento experimentó un desgaste mucho más severo bajo el sistema de carga muerta.
El proceso de desgaste del sistema de carga muerta a alta carga y velocidad generó intensas vibraciones. La enorme presión concentrada en la cara de contacto, combinada con una elevada velocidad de deslizamiento, crea una vibración sustancial del peso y la estructura que provoca un desgaste acelerado. El tribómetro de carga muerta convencional aplica la carga utilizando pesos másicos. Este método es fiable con cargas de contacto bajas y en condiciones de desgaste leve; sin embargo, en condiciones de desgaste agresivo con cargas y velocidades más altas, la importante vibración hace que los pesos reboten repetidamente, lo que da lugar a una pista de desgaste irregular que provoca una evaluación tribológica poco fiable. La tasa de desgaste calculada es de 8,0±2,4 x 10-4 mm3/N m, lo que muestra una alta tasa de desgaste y una gran desviación estándar.
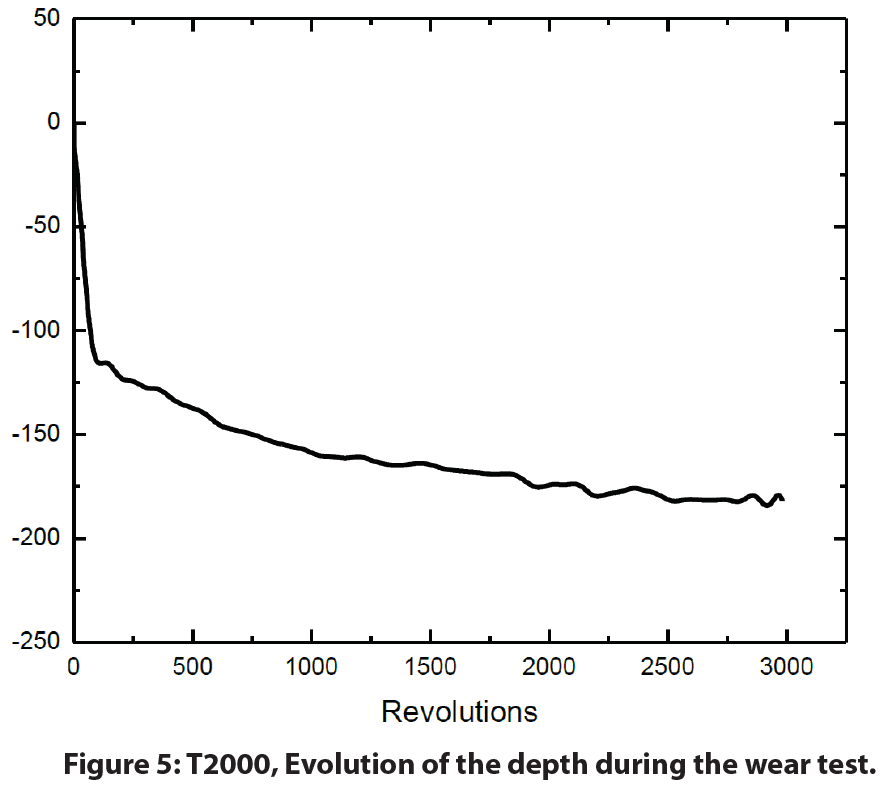
El tribómetro Nanovea T2000 está diseñado con un sistema de carga de control dinámico para amortiguar las oscilaciones. Aplica la carga normal con aire comprimido, lo que minimiza las vibraciones no deseadas creadas durante el proceso de desgaste. Además, el control de carga activo de bucle cerrado garantiza la aplicación de una carga constante durante toda la prueba de desgaste y el palpador sigue el cambio de profundidad de la huella de desgaste. Se mide un perfil de la pista de desgaste significativamente más consistente, como se muestra en la Fig. 3a, lo que da como resultado una baja tasa de desgaste de 3,4±0,5 x 10-4 mm3/N m.
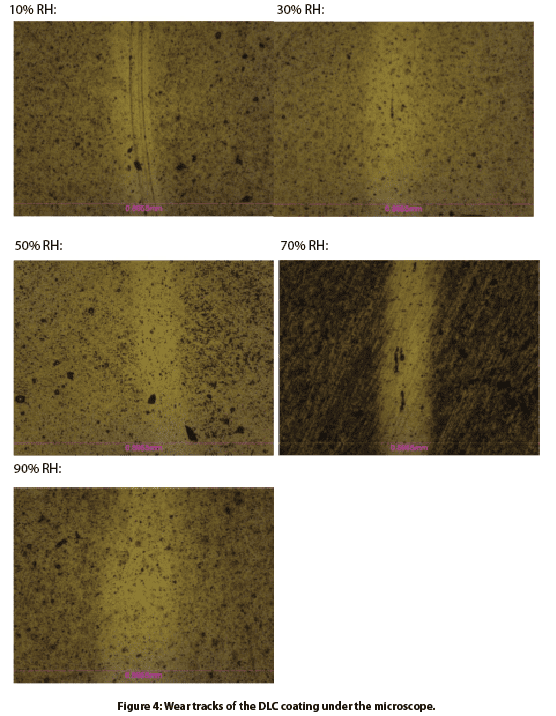
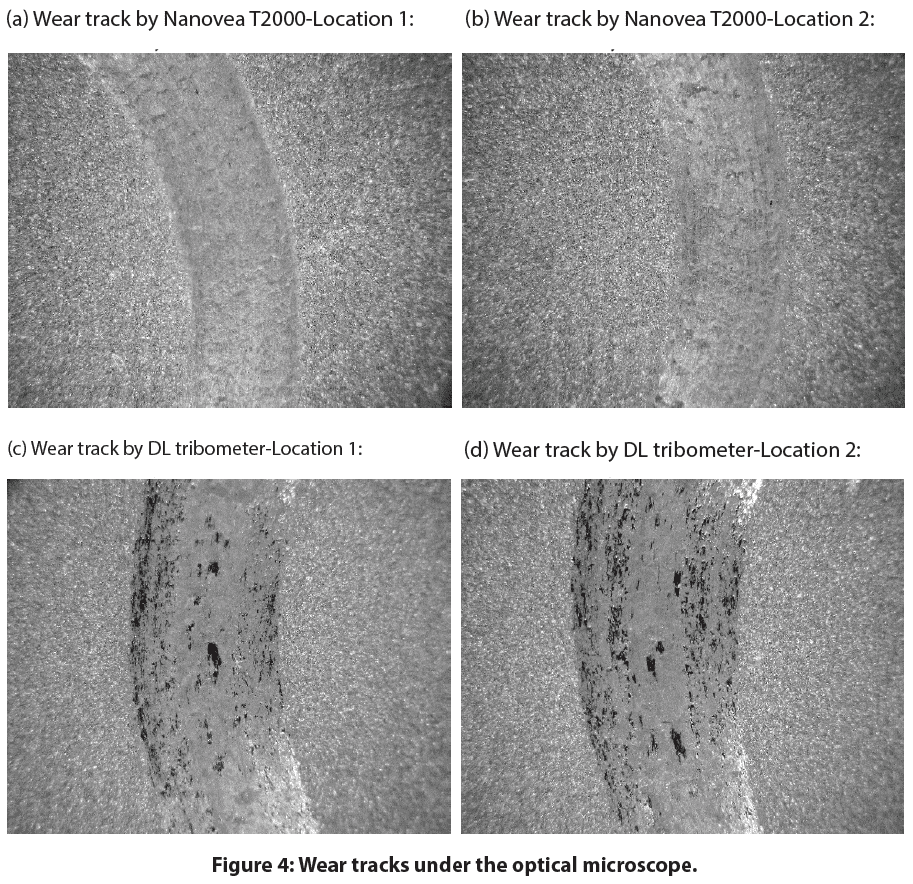
El análisis de la pista de desgaste mostrado en la Fig. 4 confirma que la prueba de desgaste realizada por el sistema de carga neumática de aire comprimido del tribómetro Nanovea T2000 crea una pista de desgaste más suave y consistente en comparación con el tribómetro convencional de carga muerta. Además, el tribómetro Nanovea T2000 mide el desplazamiento del palpador durante el proceso de desgaste, proporcionando más información sobre el progreso del comportamiento de desgaste in situ.
Oscilación controlada en el desgaste de la muestra de Cu
El módulo de electroimán de carga oscilante paralelo del tribómetro Nanovea T2000 permite a los usuarios investigar el efecto de las oscilaciones de amplitud y frecuencia controladas en el comportamiento de desgaste de los materiales. El COF de las muestras de Cu se registra in situ como se muestra en la Fig. 6. La muestra de Cu muestra un COF constante de ~0,3 durante la primera medición de 330 revoluciones, lo que significa la formación de un contacto estable en la interfaz y una pista de desgaste relativamente suave. A medida que continúa el ensayo de desgaste, la variación del COF indica un cambio en el mecanismo de desgaste. En comparación, las pruebas de desgaste bajo una oscilación de amplitud controlada de 5 N a 50 N muestran un comportamiento de desgaste diferente: el COF aumenta rápidamente al principio del proceso de desgaste, y muestra una variación significativa a lo largo de la prueba de desgaste. Este comportamiento del COF indica que la oscilación impuesta en la carga normal desempeña un papel en el estado de deslizamiento inestable en el contacto.
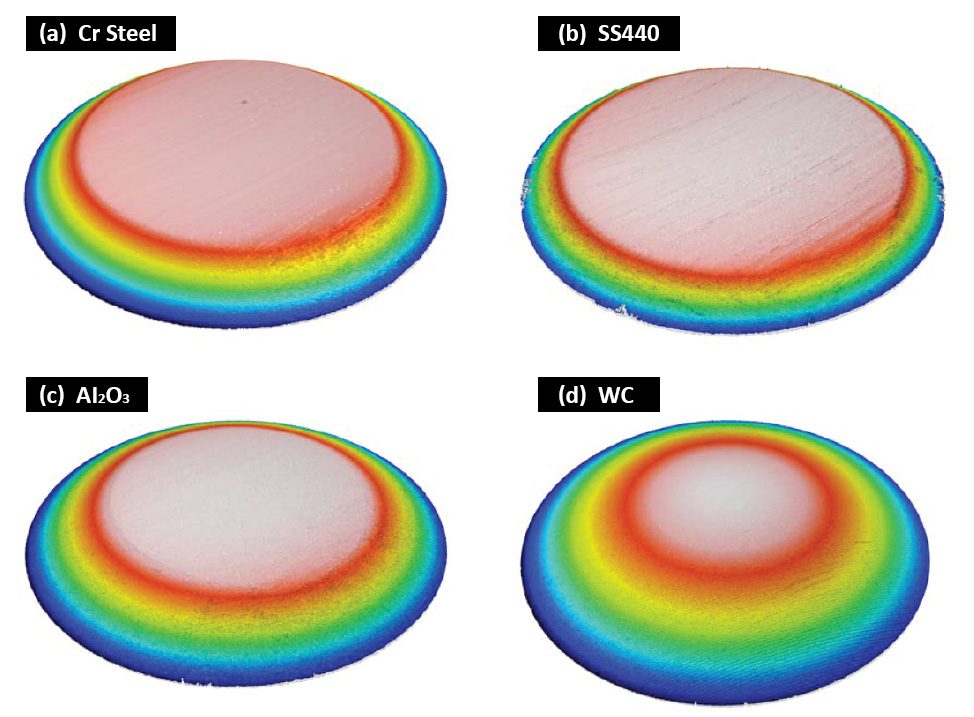
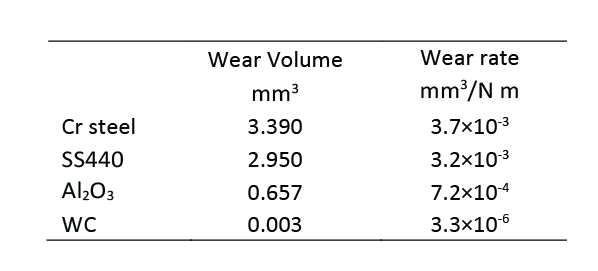
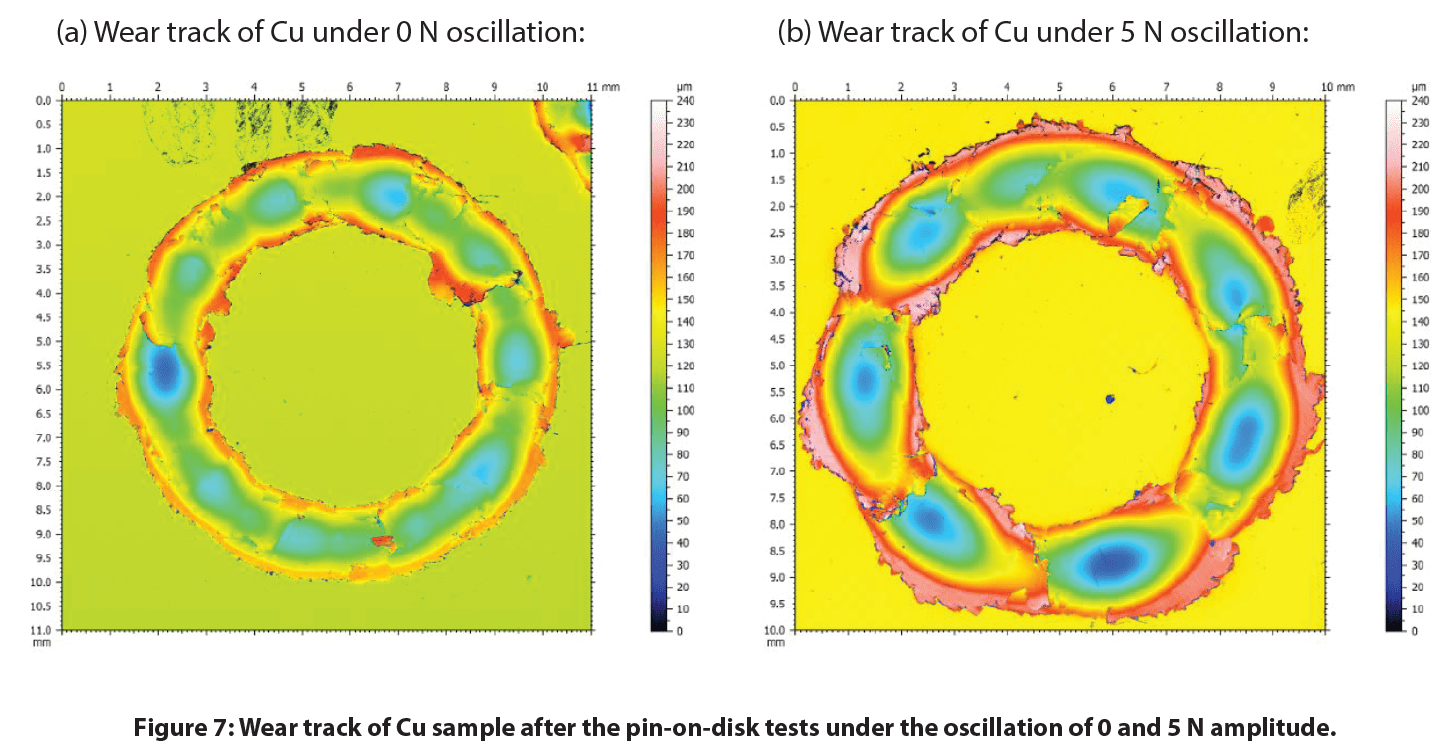
La Fig. 7 compara la morfología de la huella de desgaste medida por el perfilómetro óptico integrado sin contacto. Puede observarse que la muestra de Cu sometida a una amplitud de oscilación controlada de 5 N presenta una huella de desgaste mucho mayor, con un volumen de 1,35 x 109 µm3, en comparación con 5,03 x 108 µm3 sin oscilación impuesta. La oscilación controlada acelera significativamente la velocidad de desgaste en un factor de ~2,7, lo que demuestra el efecto crítico de la oscilación en el comportamiento de desgaste.

Oscilación controlada en el desgaste del revestimiento de TiN
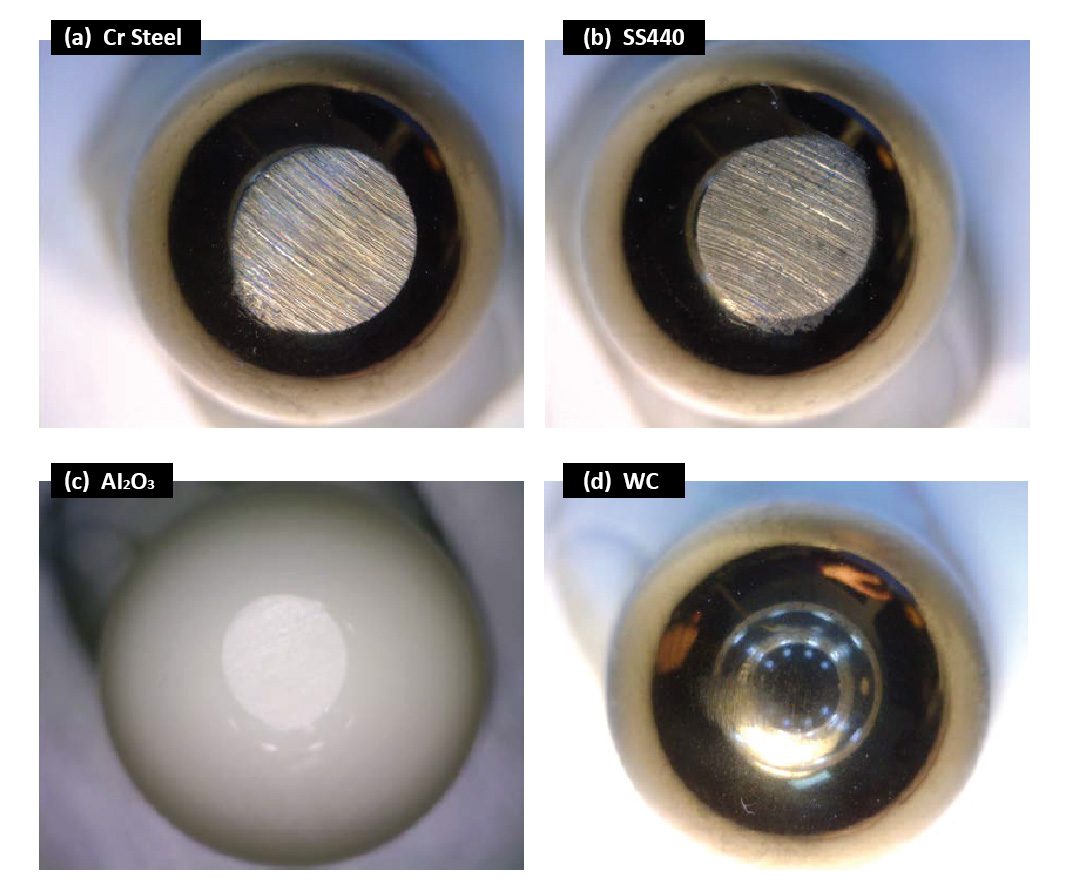
En la Fig. 8 se muestran el COF y las huellas de desgaste de la muestra de revestimiento de TiN. El revestimiento de TiN muestra comportamientos de desgaste significativamente diferentes bajo oscilación, como indica la evolución del COF durante las pruebas. El recubrimiento de TiN muestra un COF constante de ~0,3 tras el periodo de rodaje al principio de la prueba de desgaste, debido al contacto de deslizamiento estable en la interfaz entre el recubrimiento de TiN y la bola de Al₂O₃. Sin embargo, cuando el revestimiento de TiN empieza a fallar, la bola de Al₂O₃ penetra a través del revestimiento y se desliza contra el sustrato de acero fresco que hay debajo. Al mismo tiempo, se genera una cantidad significativa de restos de revestimiento duro de TiN en la pista de desgaste, lo que convierte un desgaste por deslizamiento estable de dos cuerpos en un desgaste por abrasión de tres cuerpos. Este cambio de las características de la pareja de materiales provoca un aumento de las variaciones en la evolución del COF. La oscilación impuesta de 5 N y 10 N acelera el fallo del revestimiento de TiN de ~400 revoluciones a menos de 100 revoluciones. Las mayores huellas de desgaste en las muestras de revestimiento de TiN tras las pruebas de desgaste bajo la oscilación controlada concuerdan con dicho cambio en el COF.

Conclusión
El avanzado sistema de carga neumática del tribómetro Nanovea T2000 posee una ventaja intrínseca como amortiguador de vibraciones naturalmente rápido en comparación con los sistemas tradicionales de carga muerta. Esta ventaja tecnológica de los sistemas neumáticos es cierta en comparación con los sistemas de carga controlada que utilizan una combinación de servomotores y muelles para aplicar la carga. Esta tecnología garantiza una evaluación fiable y mejor controlada del desgaste con cargas elevadas, como se demuestra en este estudio. Además, el sistema de carga activa en bucle cerrado puede cambiar la carga normal a un valor deseado durante las pruebas de desgaste para simular las aplicaciones reales que se ven en los sistemas de frenado.
En lugar de tener influencia de condiciones de vibración no controladas durante las pruebas, hemos demostrado que el tribómetro de carga dinámica Nanovea T2000 permite a los usuarios evaluar cuantitativamente los comportamientos tribológicos de los materiales en diferentes condiciones de oscilación controlada. Las vibraciones desempeñan un papel importante en el comportamiento de desgaste de las muestras de recubrimientos metálicos y cerámicos.
El módulo de carga oscilante de electroimanes paralelos proporciona oscilaciones controladas con precisión a amplitudes y frecuencias establecidas, lo que permite a los usuarios simular el proceso de desgaste en condiciones reales, cuando las vibraciones ambientales suelen ser un factor importante. En presencia de oscilaciones impuestas durante el desgaste, tanto las muestras de revestimiento de Cu como las de TiN muestran un aumento sustancial de la tasa de desgaste. La evolución del coeficiente de fricción y el desplazamiento del palpador medidos in situ son indicadores importantes del rendimiento del material durante las aplicaciones tribológicas. El perfilómetro 3D sin contacto integrado ofrece una herramienta para medir con precisión el volumen de desgaste y analizar la morfología detallada de las huellas de desgaste en cuestión de segundos, proporcionando más información sobre la comprensión fundamental del mecanismo de desgaste.
El T2000 está equipado con un motor autoajustable, de alta calidad y alto par, con una velocidad interna de 20 bits y un codificador de posición externo de 16 bits. Esto permite al tribómetro proporcionar una gama incomparable de velocidades de rotación de 0,01 a 5000 rpm que pueden cambiar en saltos escalonados o a velocidades continuas. A diferencia de los sistemas que utilizan un sensor de par situado en la parte inferior, el tribómetro Nanovea utiliza una célula de carga de alta precisión situada en la parte superior para medir de forma precisa y separada las fuerzas de fricción.
Los tribómetros Nanovea ofrecen pruebas de desgaste y fricción precisas y repetibles mediante modos rotativos y lineales conformes con las normas ISO y ASTM (incluidas pruebas de 4 bolas, arandela de empuje y bloque sobre anillo), con módulos opcionales de desgaste a alta temperatura, lubricación y tribo-corrosión disponibles en un sistema preintegrado. La incomparable gama de Nanovea T2000 es una solución ideal para determinar toda la gama de propiedades tribológicas de revestimientos, películas y sustratos finos o gruesos, blandos o duros.