Archivos mensuales: enero 2016
Página de nuevas publicaciones
¡MÁS DE 250 ARTÍCULOS DE INVESTIGACIÓN UTILIZAN LOS INSTRUMENTOS DE NANOVEA! Nanovea sigue avanzando en la tecnología de medición e investigación de superficies. Se han publicado más de 250 artículos de investigación sobre los instrumentos de Nanovea en revistas revisadas por pares.
Ver la lista
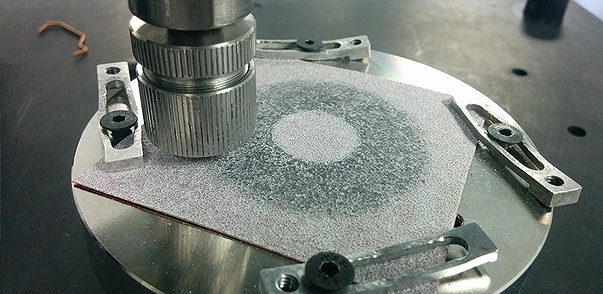
Macrotribología de rodamientos de bolas
Los rodamientos de bolas pueden fabricarse con muchos materiales diferentes, como metales, entre ellos acero inoxidable y acero cromado, y cerámicas, como WC y Si.3N4. Para garantizar que los rodamientos de bolas fabricados posean la resistencia al desgaste requerida en las condiciones de aplicación, es necesaria una evaluación tribológica fiable bajo una carga elevada. Esto nos permite comparar cuantitativamente el comportamiento frente al desgaste de diferentes rodamientos de bolas de forma controlada y supervisada, y seleccionar el mejor candidato para la aplicación prevista. Los tribómetros convencionales de pin-on-disc suelen tener un radio de pista de desgaste fijo. El rodamiento de bolas siempre se desliza en la misma pista de desgaste durante toda la prueba de desgaste. El papel de lija puede desgastarse más rápidamente que los rodamientos de bolas cerámicos con una resistencia al desgaste superior, lo que socava la reproducibilidad de la prueba de desgaste en los rodamientos de bolas.
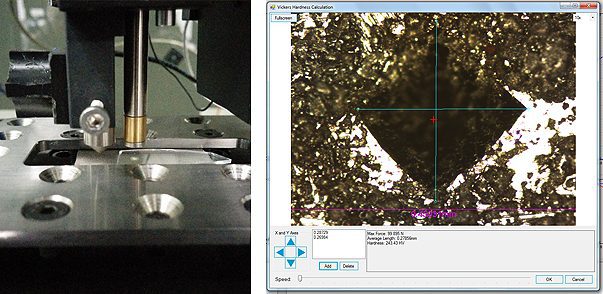
Dureza Vickers frente a macroindentación instrumentada
Las pruebas de dureza por macroindentación se utilizan ampliamente para determinar la dureza general de un material. Existen diversas mediciones de macro dureza, entre las que se incluyen, entre otras, la prueba de dureza Vickers (HV), la prueba de dureza Brinell (HB), la prueba de dureza Knoop (HK) y la prueba de dureza Rockwell (HR). Con una de las escalas más amplias entre las pruebas de dureza, la prueba Vickers se utiliza ampliamente para medir la dureza de todos los metales. La dureza Vickers utiliza un diamante en forma de pirámide de base cuadrada con un ángulo de 22° con respecto al plano horizontal en cada lado. Se indenta en la superficie de la muestra y crea una huella cuadrada. Mediante la medición de la longitud media de la diagonal, d, se puede calcular la dureza Vickers utilizando la fórmula: donde F está en N y d en milímetros. En este caso, la medición precisa del valor d es fundamental para obtener valores de dureza precisos. En comparación, la técnica de indentación instrumentada mide directamente las propiedades mecánicas a partir de las mediciones de la carga y el desplazamiento de la indentación. No se requiere la observación visual de la indentación, lo que elimina el error del usuario al determinar los valores d de la indentación.
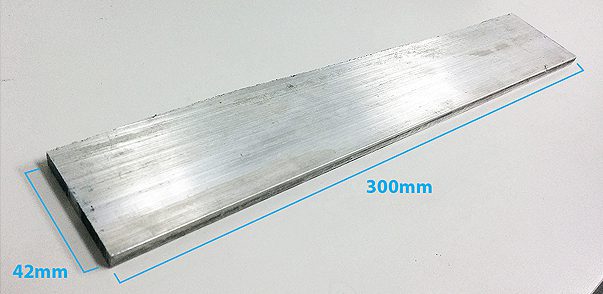
Mida superficies grandes con perfilometría 3D
Los talleres de fabricación y los talleres mecánicos suelen manejar grandes cantidades de metal para su fabricación. Por lo tanto, es necesario realizar una medición rápida y precisa de la morfología de la superficie 3D en una superficie grande para garantizar las tolerancias más estrictas en el control de calidad. También permite implementar el perfilómetro 3D Nanovea en la línea de producción/fabricación para supervisar la calidad de la superficie de las piezas metálicas. in situ. El escaneo 3D de alta resolución puede detectar y reportar rápidamente cualquier defecto, como picaduras, grietas o extrusiones creadas durante los procesos de fabricación. Además de los metales, prácticamente cualquier tipo de superficie fabricada con diferentes materiales, como cerámica, plástico y vidrio, puede medirse de manera oportuna con el perfilómetro sin contacto Nanovea 3D, lo que lo convierte en una herramienta ideal para la inspección de superficies en líneas de fabricación.









