EINFÜHRUNG
Im Allgemeinen wird mit Härteprüfungen die Widerstandsfähigkeit von Werkstoffen gegen dauerhafte oder plastische Verformung gemessen. Es gibt drei Arten von Härtemessungen: Ritzhärte, Eindrückhärte und Rückprallhärte. Die Ritzhärteprüfung misst die Widerstandsfähigkeit eines Materials gegen Kratzer und Abrieb durch Reibung mit einem scharfen Gegenstand1. Sie wurde ursprünglich von dem deutschen Mineralogen Friedrich Mohs im Jahr 1820 entwickelt und wird immer noch häufig zur Bewertung der physikalischen Eigenschaften von Mineralien verwendet2. Diese Prüfmethode ist auch auf Metalle, Keramiken, Polymere und beschichtete Oberflächen anwendbar.
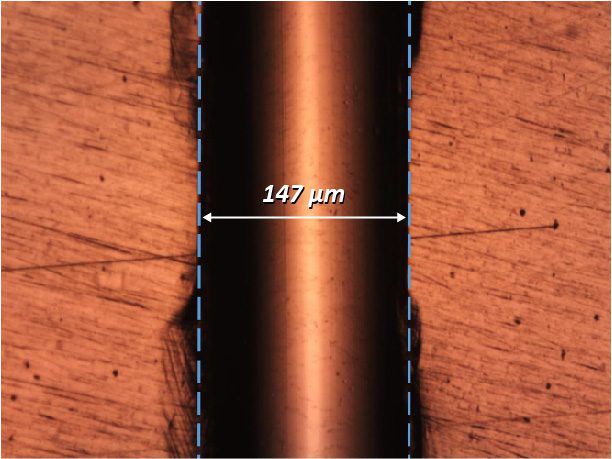
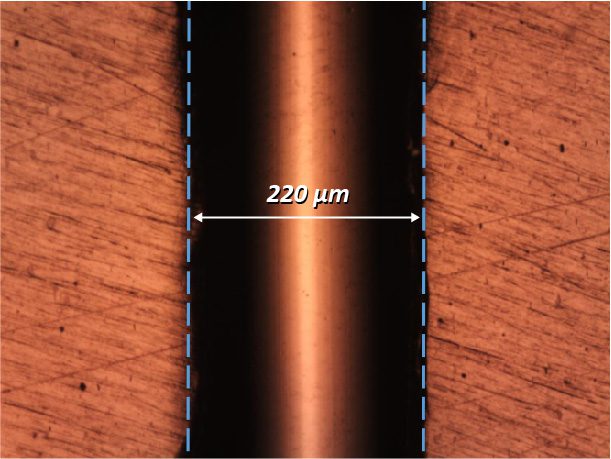
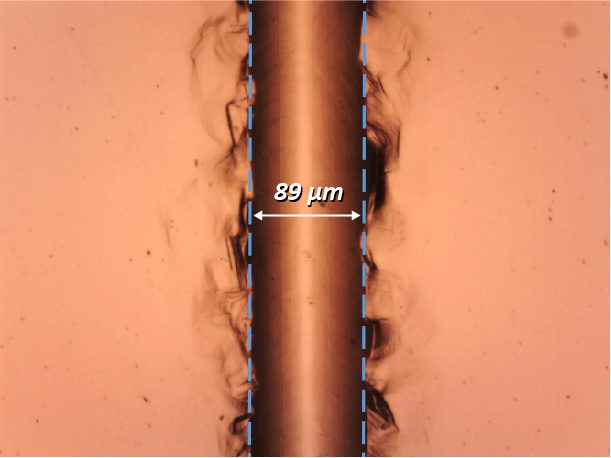
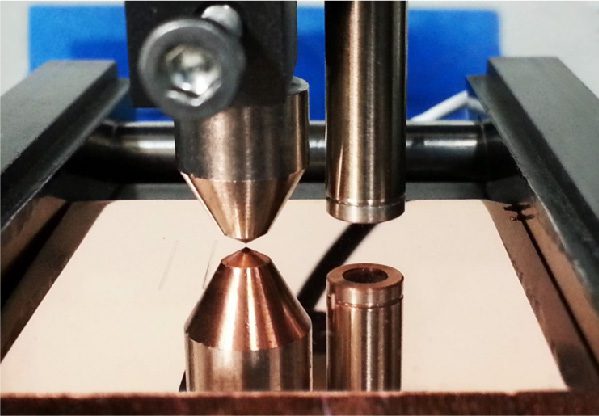
Bei einer Ritzhärtemessung kratzt ein Diamantstift mit vorgegebener Geometrie unter einer konstanten Normalkraft und mit konstanter Geschwindigkeit entlang einer linearen Bahn in die Oberfläche eines Materials. Die durchschnittliche Breite des Kratzers wird gemessen und zur Berechnung der Ritzhärtezahl (HSP) verwendet. Diese Technik bietet eine einfache Lösung für die Skalierung der Härte verschiedener Materialien.