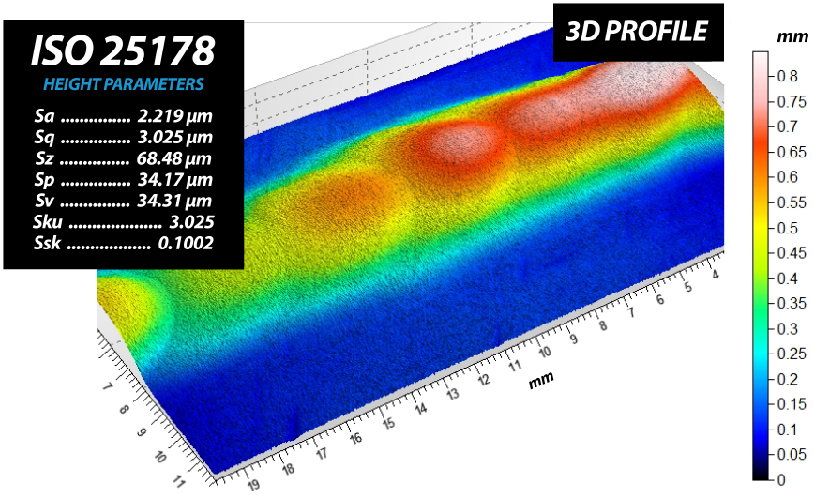
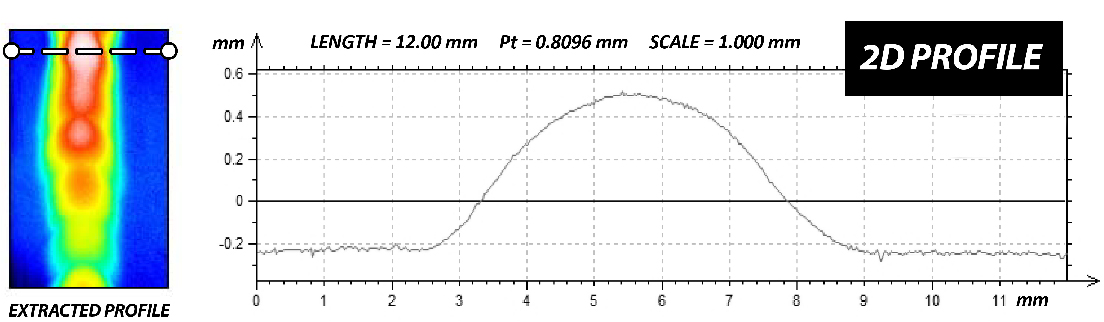
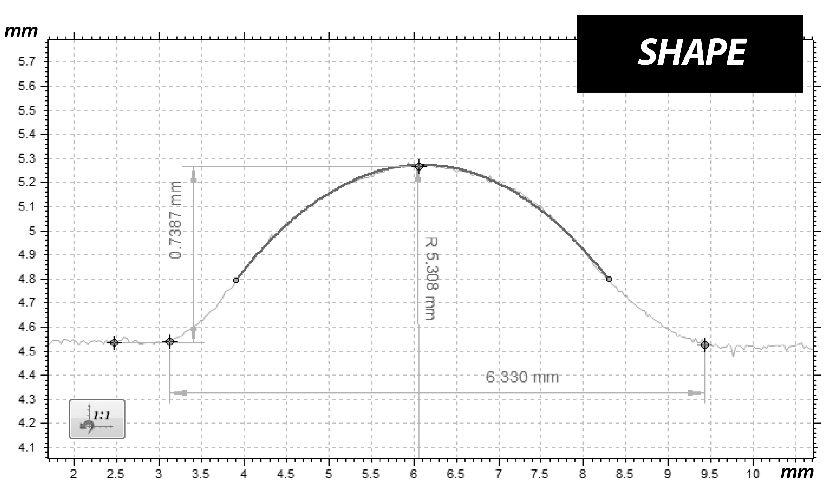
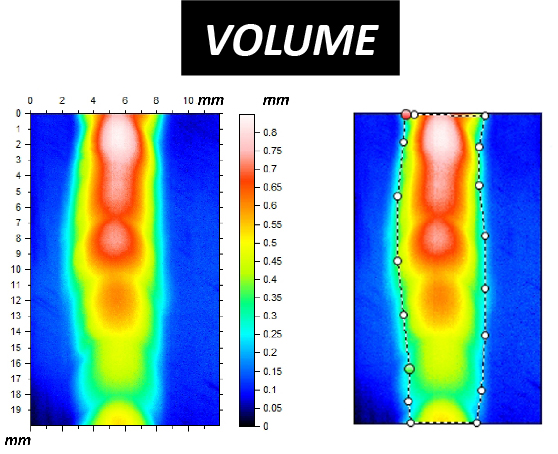
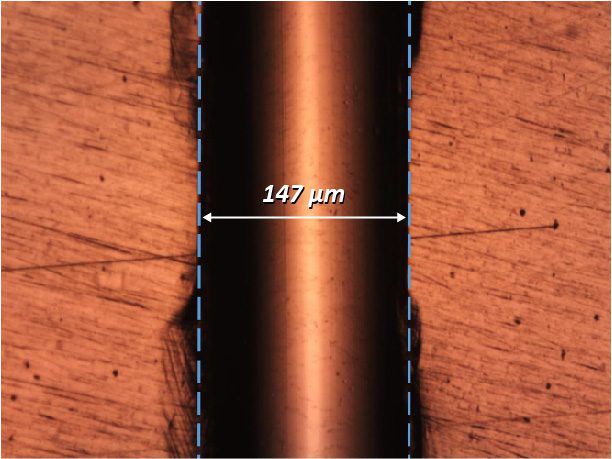
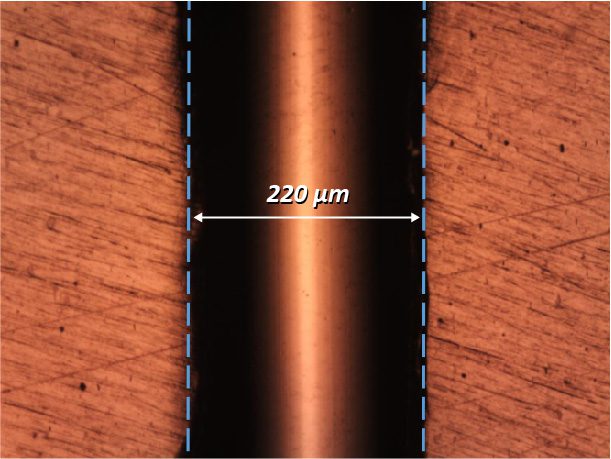
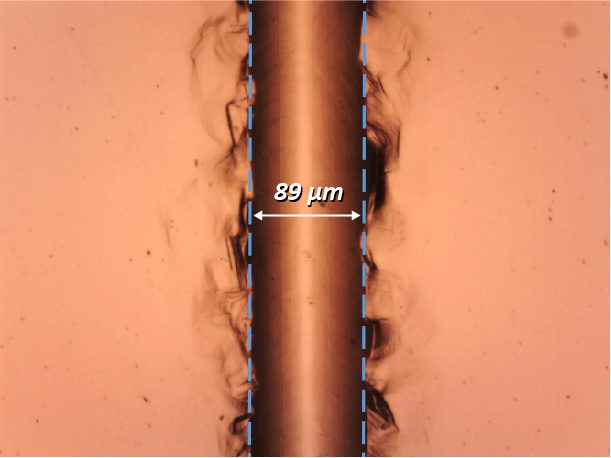
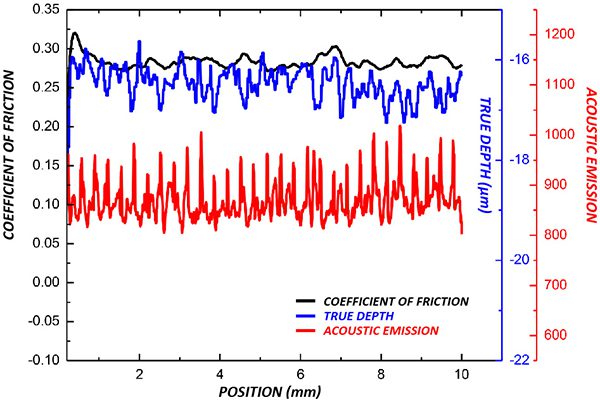
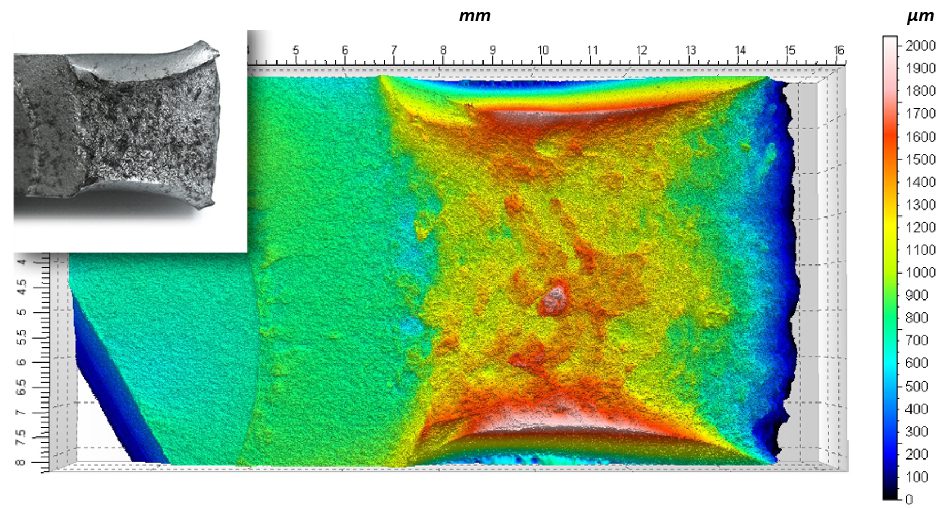
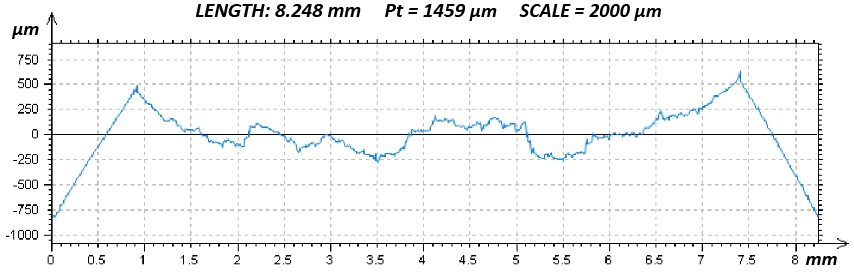
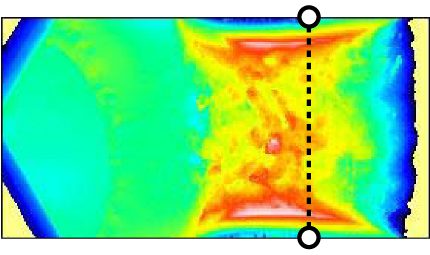
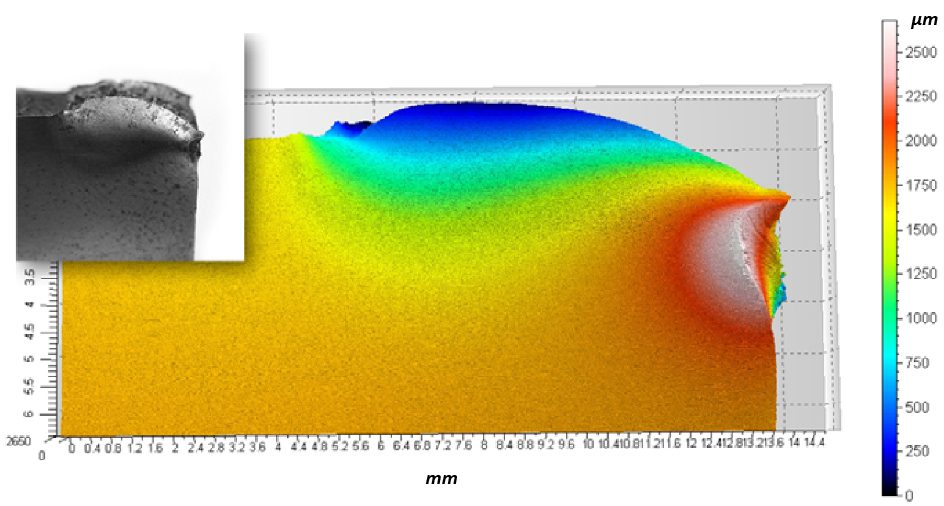
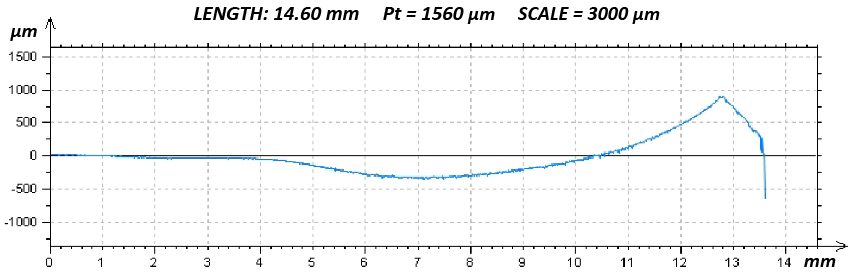
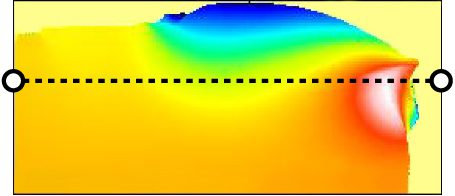
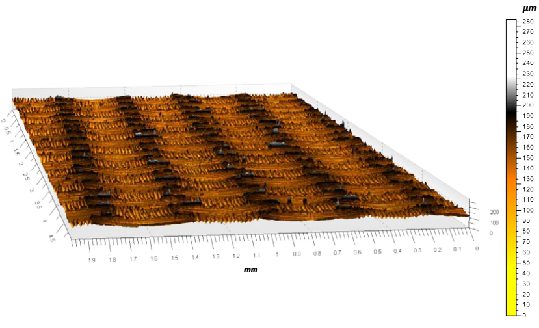
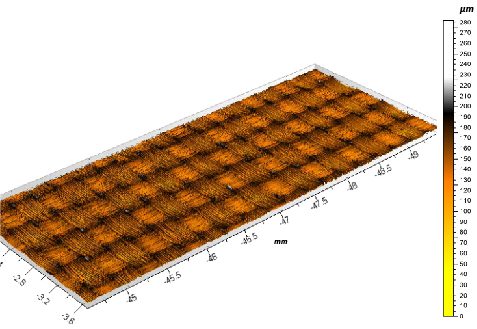
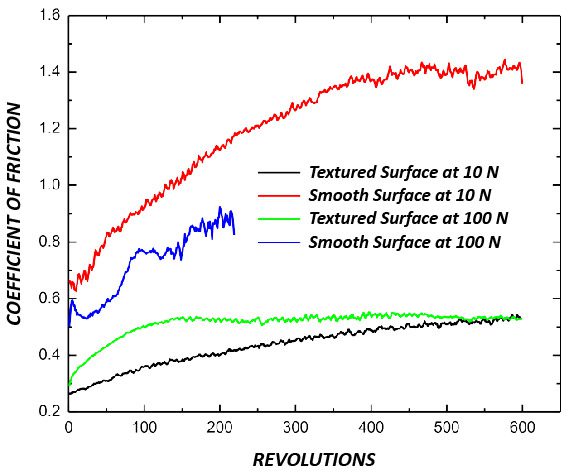
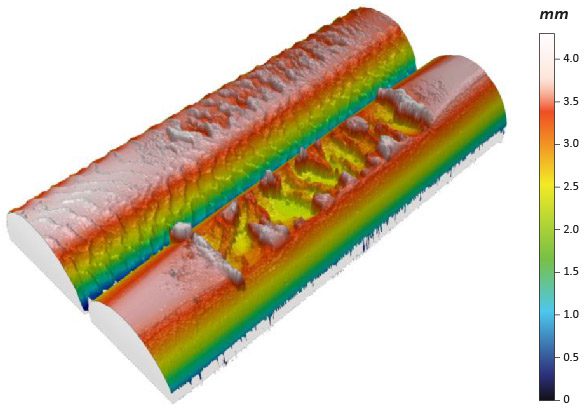
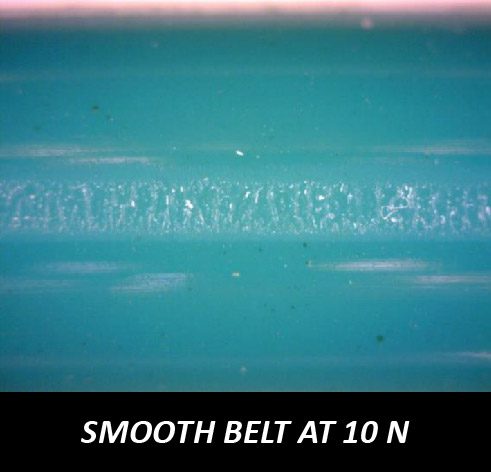
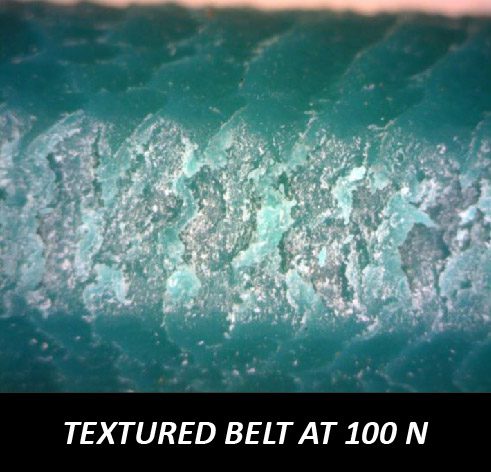
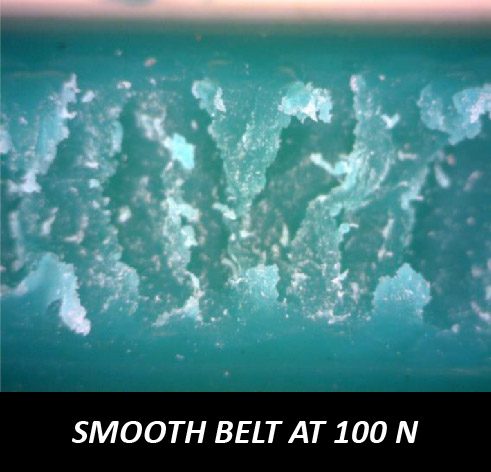
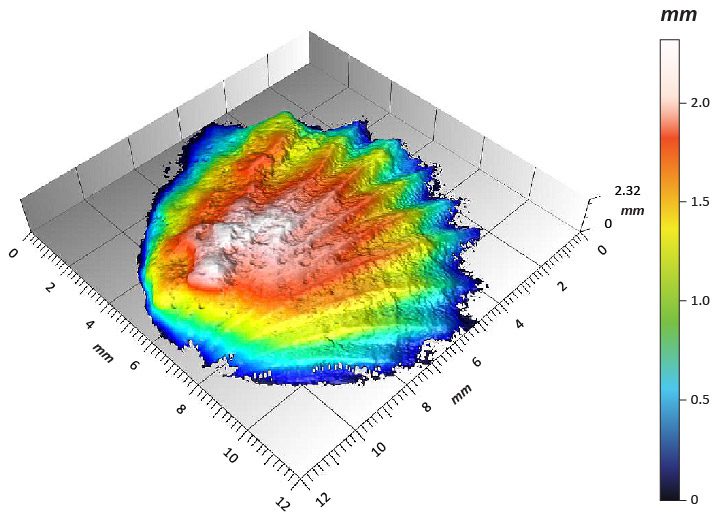
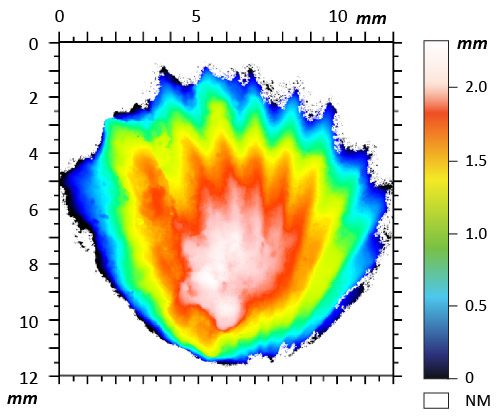
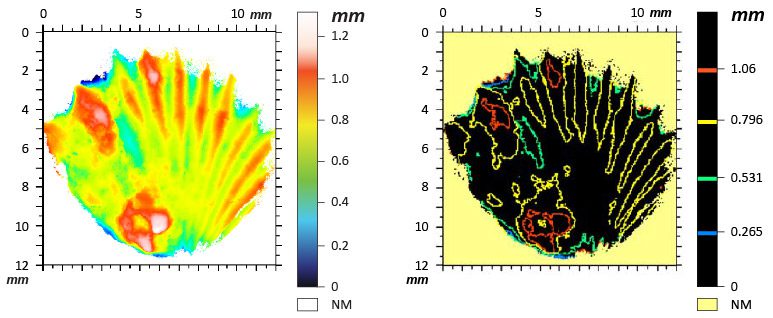
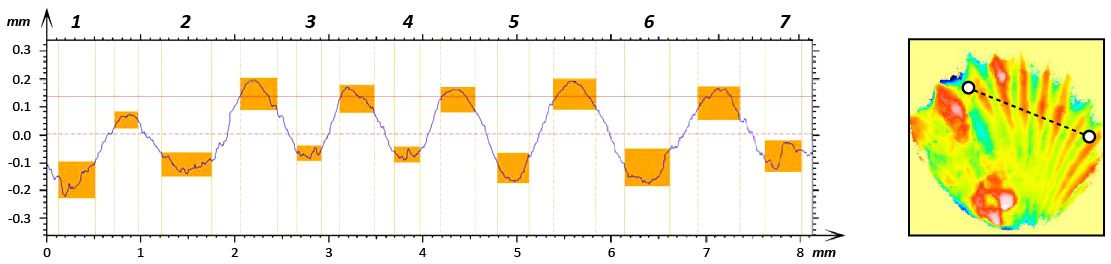
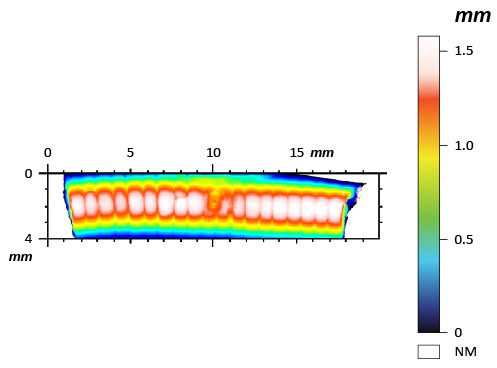
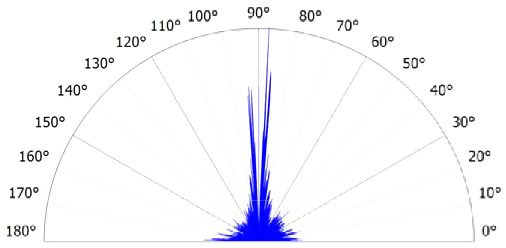
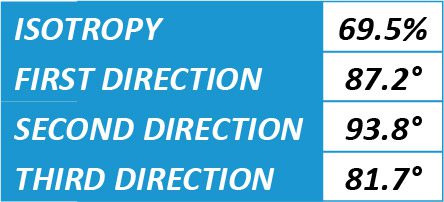
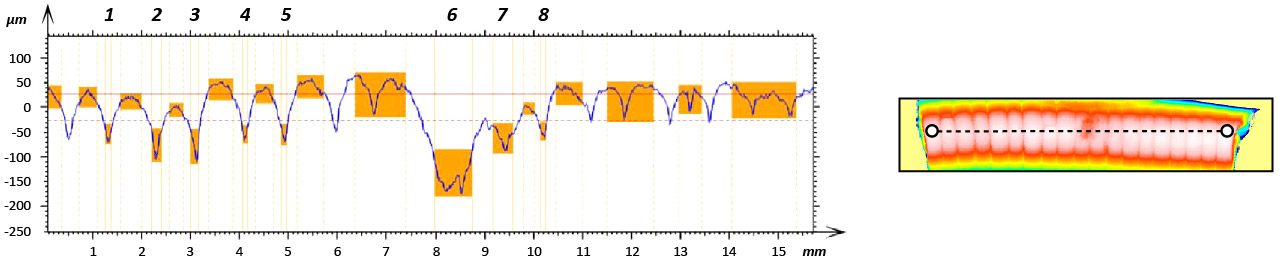
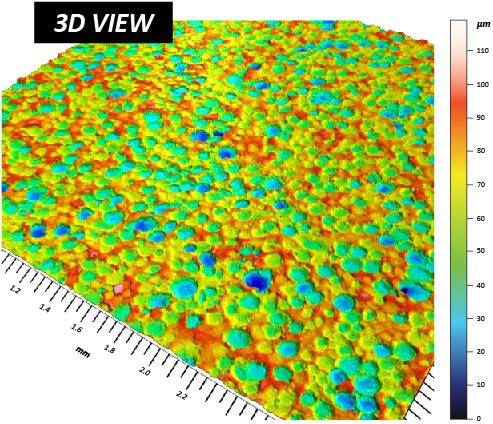
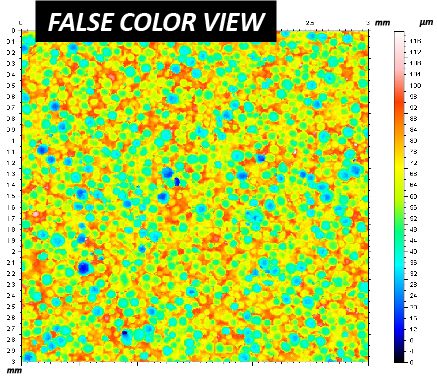
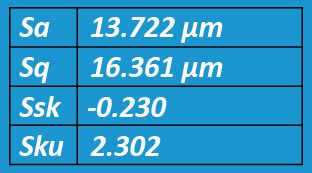
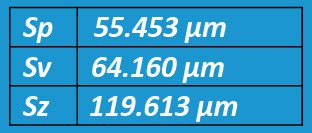
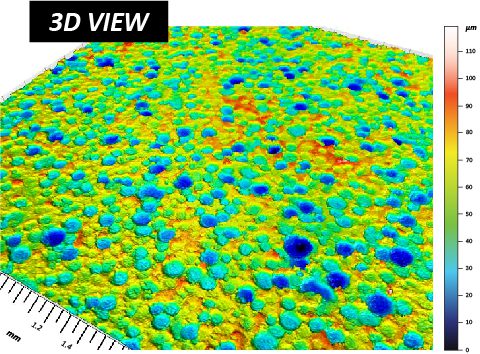
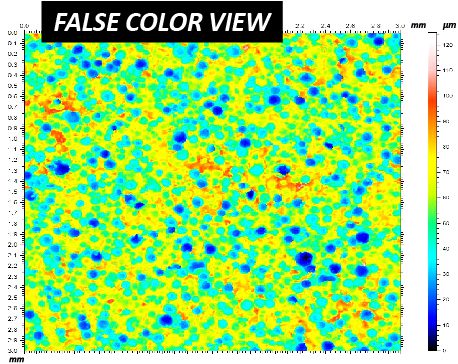
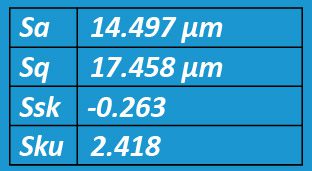
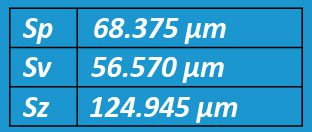
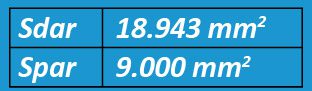
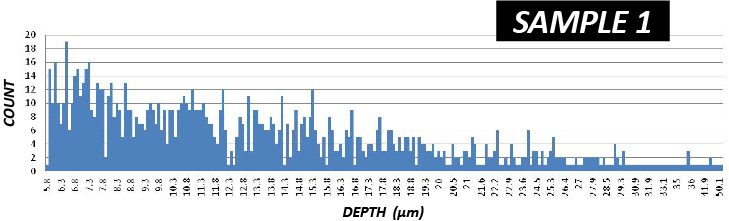
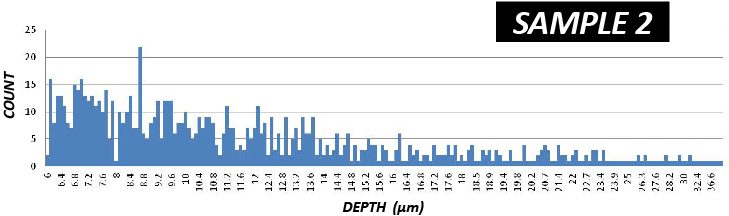
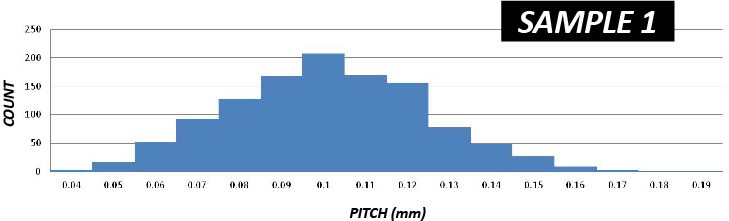
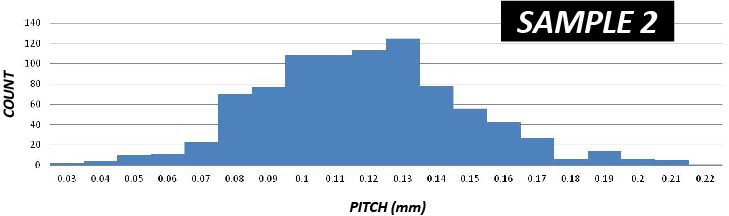
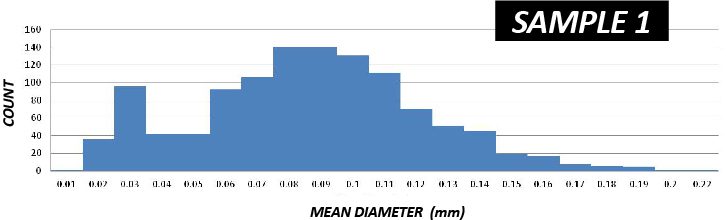
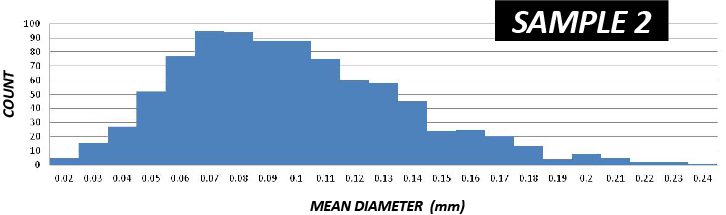
An jeder Probe wurden vier Stift-auf-Scheibe-Verschleißtests mit unterschiedlichen Umdrehungszahlen (100, 150, 300 und 800 Zyklen) durchgeführt, um die Entwicklung des Verschleißes zu beobachten. Die Oberflächenmorphologie der Proben wurde mit einem berührungslosen NANOVEA 3D-Profiler gemessen, um die Oberflächenrauheit vor der Durchführung der Verschleißtests zu quantifizieren. Alle Proben wiesen eine vergleichbare Oberflächenrauhigkeit von etwa 1 μm auf, wie in ABBILDUNG 1 dargestellt. Die COF wurde während der Verschleißtests vor Ort aufgezeichnet, wie in ABBILDUNG 2 dargestellt. ABBILDUNG 4 zeigt die Entwicklung der Verschleißspuren nach 100, 150, 300 und 800 Zyklen, und ABBILDUNG 3 fasst die durchschnittliche Verschleißrate der verschiedenen Proben in den verschiedenen Phasen des Verschleißprozesses zusammen.
Im Vergleich zu einem COF-Wert von ~0,07 für die anderen drei Proben weist Probe A zu Beginn einen viel höheren COF-Wert von ~0,15 auf, der allmählich ansteigt und nach 300 Verschleißzyklen bei ~0,3 stabil wird. Ein solch hoher COF beschleunigt den Abnutzungsprozess und erzeugt eine beträchtliche Menge an Lackresten, wie in ABBILDUNG 4 zu sehen ist - die Deckschicht von Probe A wurde bereits bei den ersten 100 Umdrehungen entfernt. Wie in ABBILDUNG 3 dargestellt, weist Probe A die höchste Verschleißrate von ~5 μm2/N in den ersten 300 Zyklen auf, die aufgrund der besseren Verschleißfestigkeit des Metallsubstrats leicht auf ~3,5 μm2/N abnimmt. Die Deckschicht von Probe C beginnt nach 150 Verschleißzyklen zu versagen, wie in ABBILDUNG 4 dargestellt, was auch durch den Anstieg der COF in ABBILDUNG 2 angezeigt wird.
Im Vergleich dazu zeigen Probe B und Probe D verbesserte tribologische Eigenschaften. Probe B behält während des gesamten Tests einen niedrigen COF bei - der COF steigt leicht von ~0,05 auf ~0,1 an. Ein solcher Schmiereffekt erhöht die Verschleißfestigkeit erheblich - die Deckschicht bietet auch nach 800 Verschleißzyklen noch einen besseren Schutz als die darunter liegende Grundierung. Die niedrigste durchschnittliche Abnutzungsrate von nur ~0,77 μm2/N wird für Probe B bei 800 Zyklen gemessen. Die Deckschicht von Probe D beginnt sich nach 375 Zyklen abzulösen, wie der abrupte Anstieg der COF in ABBILDUNG 2 zeigt. Die durchschnittliche Verschleißrate von Probe D beträgt ~1,1 μm2/N bei 800 Zyklen.
Im Vergleich zu den herkömmlichen Taber-Abriebmessungen liefert das NANOVEA Tribometer gut kontrollierte, quantifizierbare und zuverlässige Verschleißbewertungen, die eine reproduzierbare Bewertung und Qualitätskontrolle von kommerziellen Boden-/Autolacken gewährleisten. Darüber hinaus ermöglicht die Fähigkeit der In-situ-COF-Messungen den Nutzern, die verschiedenen Stadien eines Verschleißprozesses mit der Entwicklung der COF zu korrelieren, was für die Verbesserung des grundlegenden Verständnisses des Verschleißmechanismus und der tribologischen Eigenschaften verschiedener Lackbeschichtungen entscheidend ist.