EINFÜHRUNG
Der Reibungsverlust macht bei einem Dieselmotor etwa 10% der gesamten Energie im Kraftstoff aus.[1]. 40-55% der Reibungsverluste gehen auf das Konto des Antriebszylindersystems. Der Energieverlust durch Reibung kann durch ein besseres Verständnis der tribologischen Wechselwirkungen im System des Antriebszylinders verringert werden.
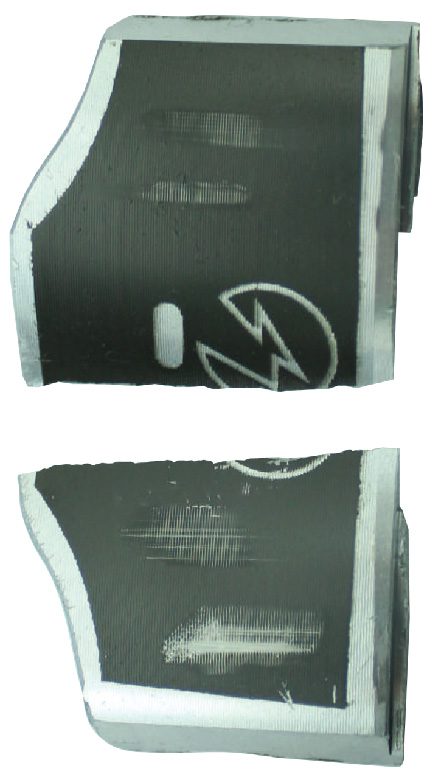
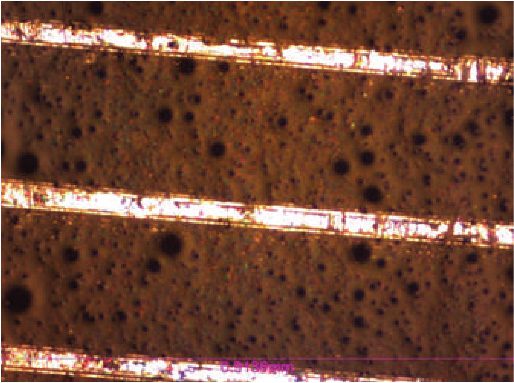
Ein erheblicher Teil der Reibungsverluste in einem Triebwerkzylinder stammt aus dem Kontakt zwischen Kolbenschaft und Zylinderlaufbuchse. Die Wechselwirkung zwischen Kolbenschaft, Schmiermittel und Zylindergrenzflächen ist aufgrund der ständigen Veränderungen von Kraft, Temperatur und Geschwindigkeit in einem realen Motor recht komplex. Die Optimierung jedes einzelnen Faktors ist der Schlüssel zum Erreichen einer optimalen Motorleistung. Diese Studie konzentriert sich auf die Nachbildung der Mechanismen, die die Reibungskräfte und den Verschleiß an den Grenzflächen zwischen Kolbenschaft, Schmiermittel und Zylinderlaufbuchse (P-L-C) verursachen.
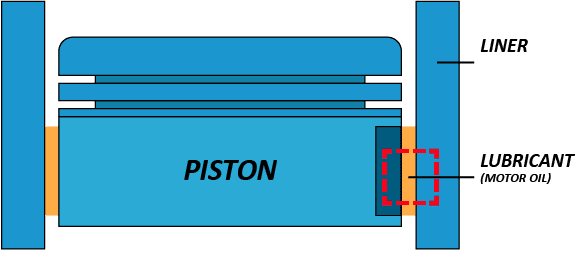
Schematische Darstellung des Antriebszylindersystems und der Schnittstellen Kolbenschaft-Schmiermittel-Zylinderlaufbuchse.
[1] Bai, Dongfang. Modellierung der Kolbenhemdschmierung in Verbrennungsmotoren. Diss. MIT, 2012