INTRODUCTION
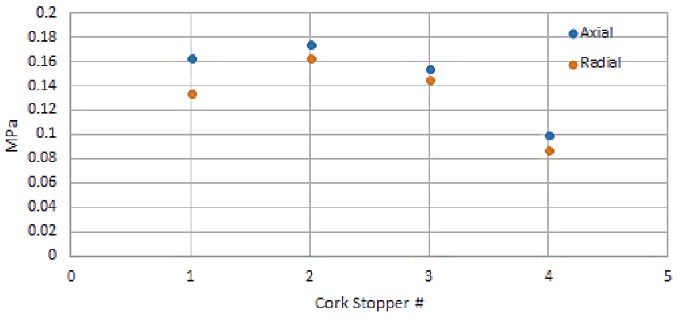
L'analyse mécanique dynamique (DMA) est une technique puissante utilisée pour étudier les propriétés mécaniques des matériaux. Dans cette application, nous nous concentrons sur l'analyse du liège, un matériau largement utilisé dans les processus de scellage et de vieillissement du vin. Le liège, obtenu à partir de l'écorce du chêne Quercus suber, présente des structures cellulaires distinctes qui lui confèrent des propriétés mécaniques semblables à celles des polymères synthétiques. Dans un axe, le liège a une structure en nid d'abeille. Les deux autres axes sont structurés en de multiples prismes rectangulaires. Cela confère au liège des propriétés mécaniques différentes en fonction de l'orientation testée.
IMPORTANCE DES ESSAIS D'ANALYSE MÉCANIQUE DYNAMIQUE (AMD) DANS L'ÉVALUATION DES PROPRIÉTÉS MÉCANIQUES DU LIÈGE
La qualité des bouchons dépend en grande partie de leurs propriétés mécaniques et physiques, qui sont cruciales pour leur effectivité dans le bouchage du vin. Les facteurs clés qui déterminent la qualité du liège sont la flexibilité, l'isolation, la résilience et l'imperméabilité aux gaz et aux liquides. En utilisant l'analyse mécanique dynamique (DMA), nous pouvons évaluer quantitativement les propriétés de flexibilité et de résilience des bouchons, fournissant ainsi une méthode d'évaluation fiable.
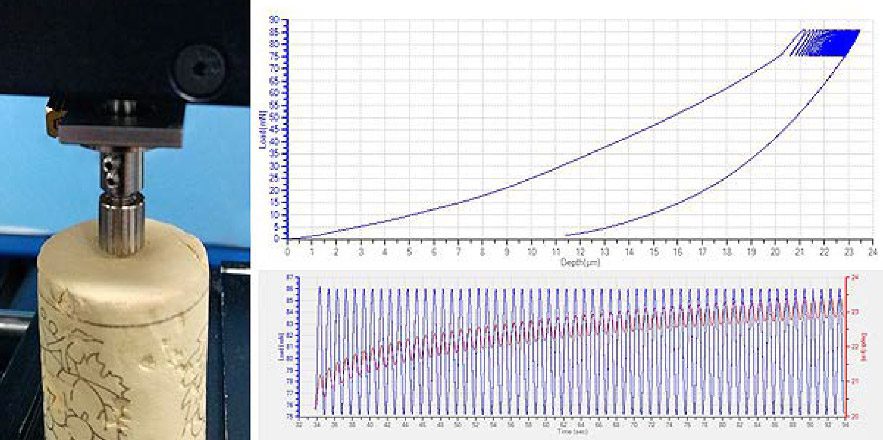
L'appareil d'essai mécanique NANOVEA PB1000 dans le secteur de l'agriculture et de l'élevage. Nanoindentation permet de caractériser ces propriétés, en particulier le module de Young, le module de stockage, le module de perte et le tan delta (tan (δ)). Les essais DMA permettent également de recueillir des données précieuses sur le déphasage, la dureté, la contrainte et la déformation du matériau liège. Ces analyses complètes nous permettent de mieux comprendre le comportement mécanique des bouchons et leur adéquation aux applications de bouchage du vin.