Kratzfestigkeit von Handy-Displayschutzfolien verstehen
Schutzbeschichtungen auf Telefonbildschirmen spielen eine entscheidende Rolle bei der Kratzfestigkeit, der Haftfestigkeit und der langfristigen Haltbarkeit. Im Laufe der Zeit können Kratzer, Mikrorisse und Delaminationen der Beschichtung die optische Klarheit und Zuverlässigkeit beeinträchtigen - insbesondere in stark beanspruchten Umgebungen. Um die Widerstandsfähigkeit verschiedener Displayschutzfolien gegen mechanische Beschädigungen zu bewerten, bieten instrumentierte Kratztests einen quantifizierbaren Einblick in die Mechanismen des Versagens der Beschichtung, einschließlich Adhäsion, Kohäsion und Bruchverhalten.
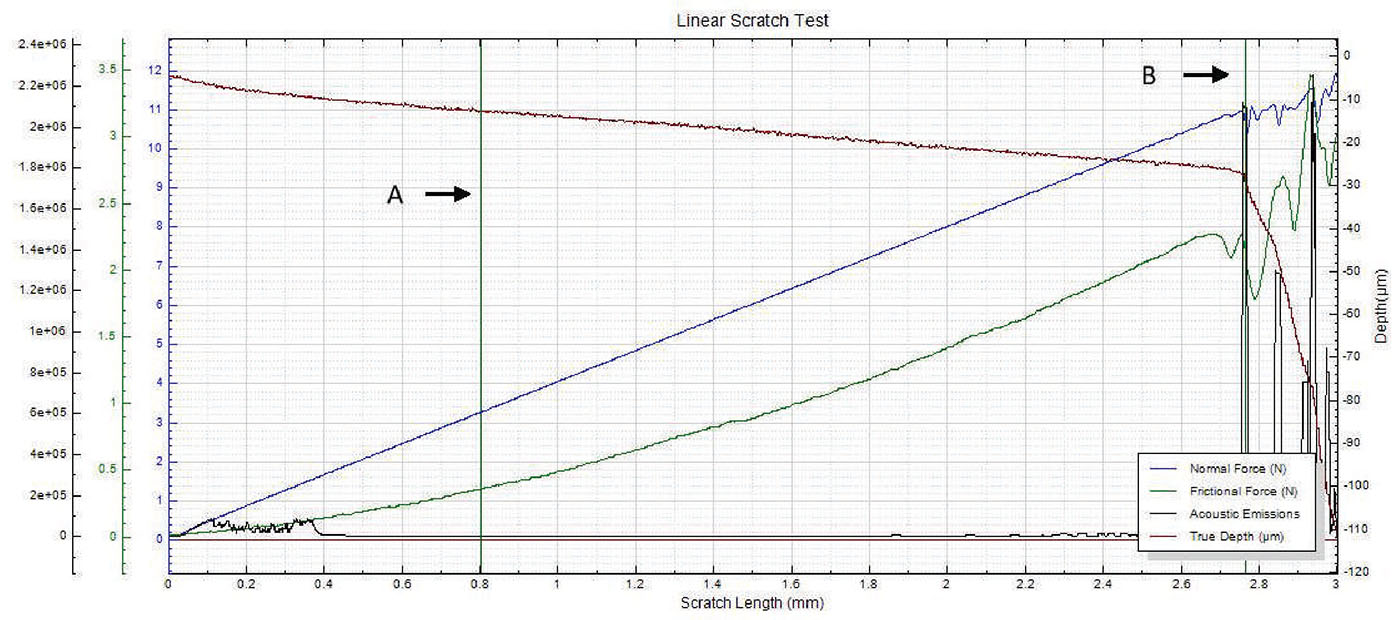
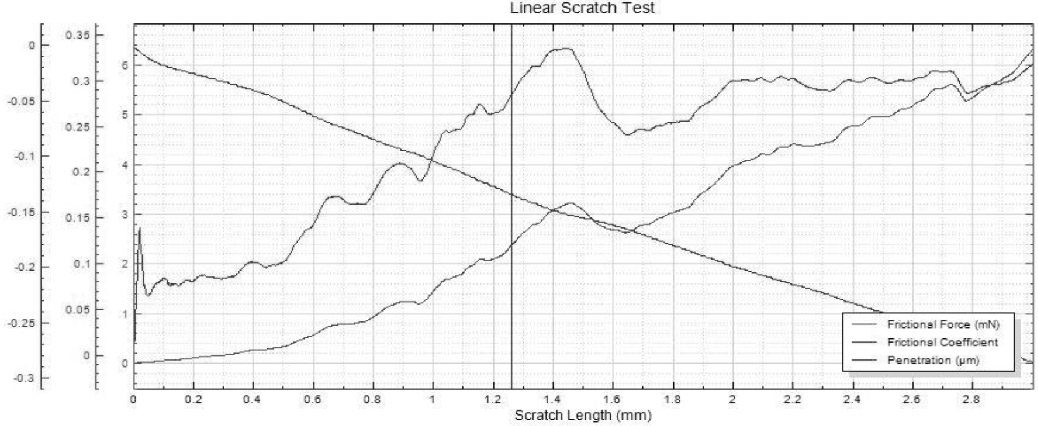
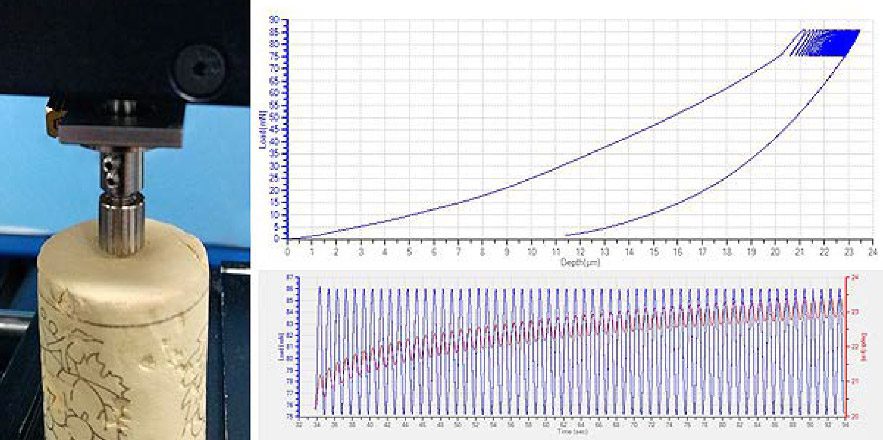
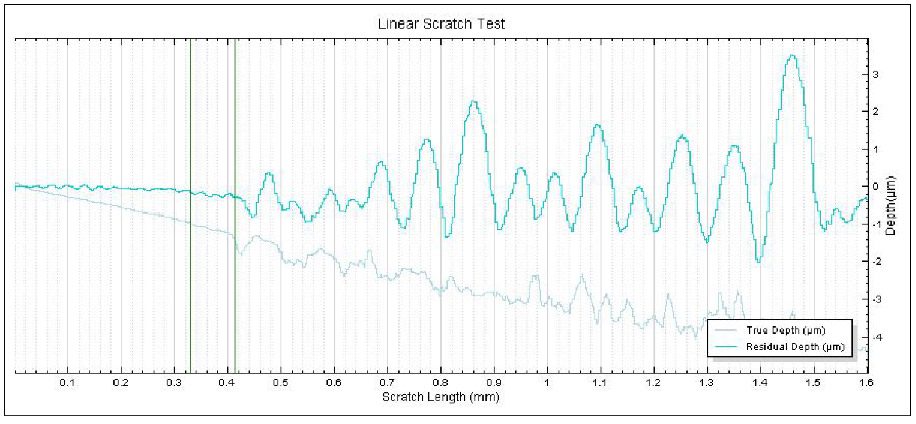
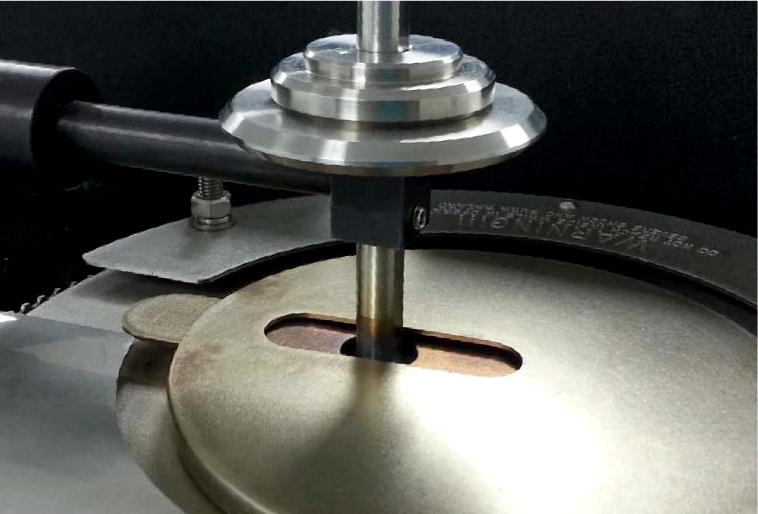
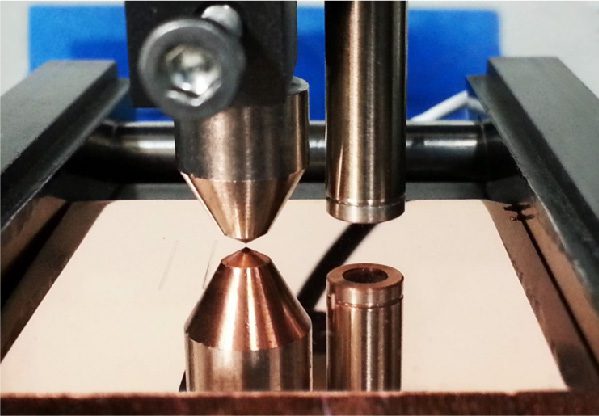
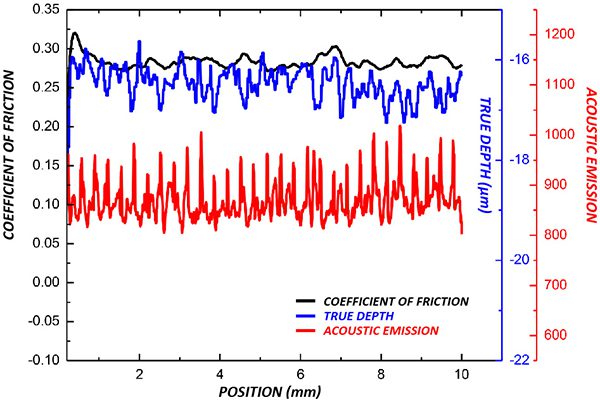
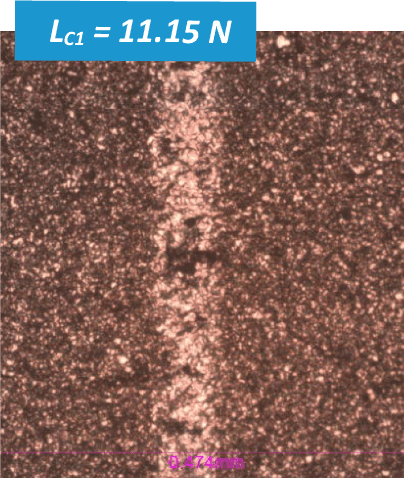
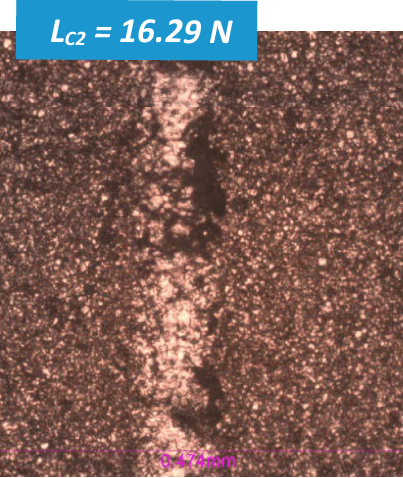
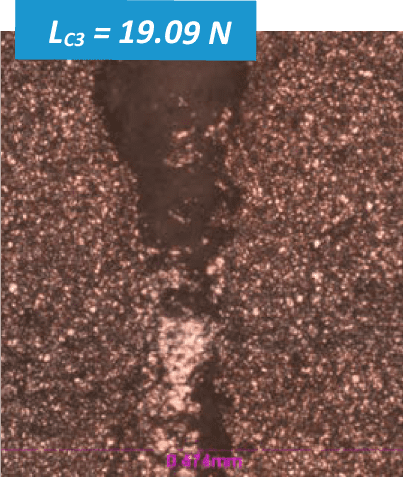
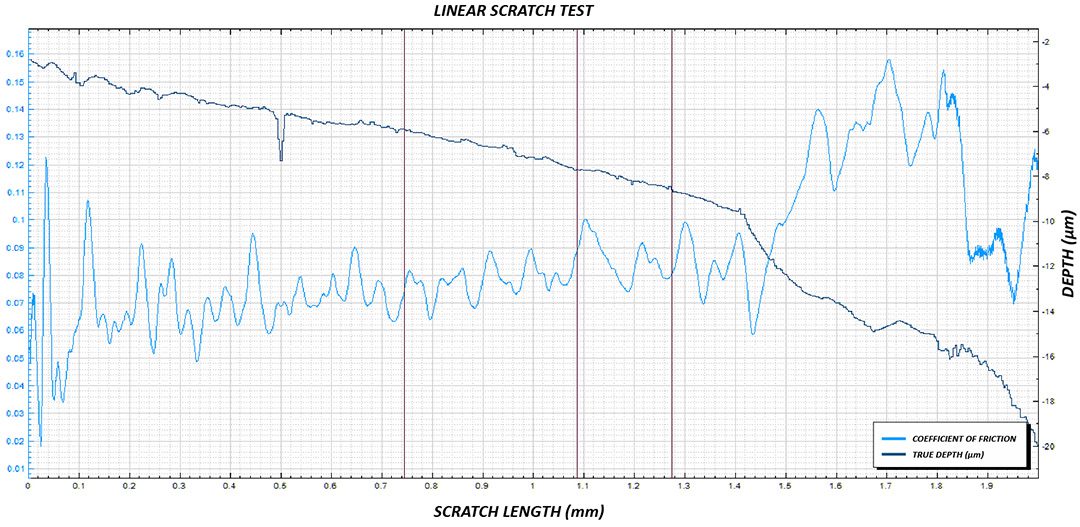
In dieser Studie, NANOVEA PB1000 Mechanischer Tester wird zum Vergleich von TPU und gehärtetem Glas unter kontrollierter progressiver Belastung verwendet. Mithilfe der präzisen Erkennung akustischer Emissionen identifizieren wir kritische Bruchlasten und charakterisieren, wie jedes Material auf zunehmende mechanische Belastung reagiert.
Warum die Kratzfestigkeitsprüfung für Displayschutzfolien wichtig ist
Viele Anwender gehen davon aus, dass dickere oder härtere Schutzschichten automatisch besser sind. Die tatsächliche Haltbarkeit hängt jedoch davon ab, wie sich das Material bei fortschreitender Belastung, Oberflächenverformung und lokaler Beanspruchung verhält. Mit instrumentierten Kratztests können Ingenieure die Haftung der Beschichtung, die Kohäsionsfestigkeit, die Oberflächenverschleißfestigkeit und die genauen Belastungen messen, bei denen Ausfälle beginnen oder sich ausbreiten.
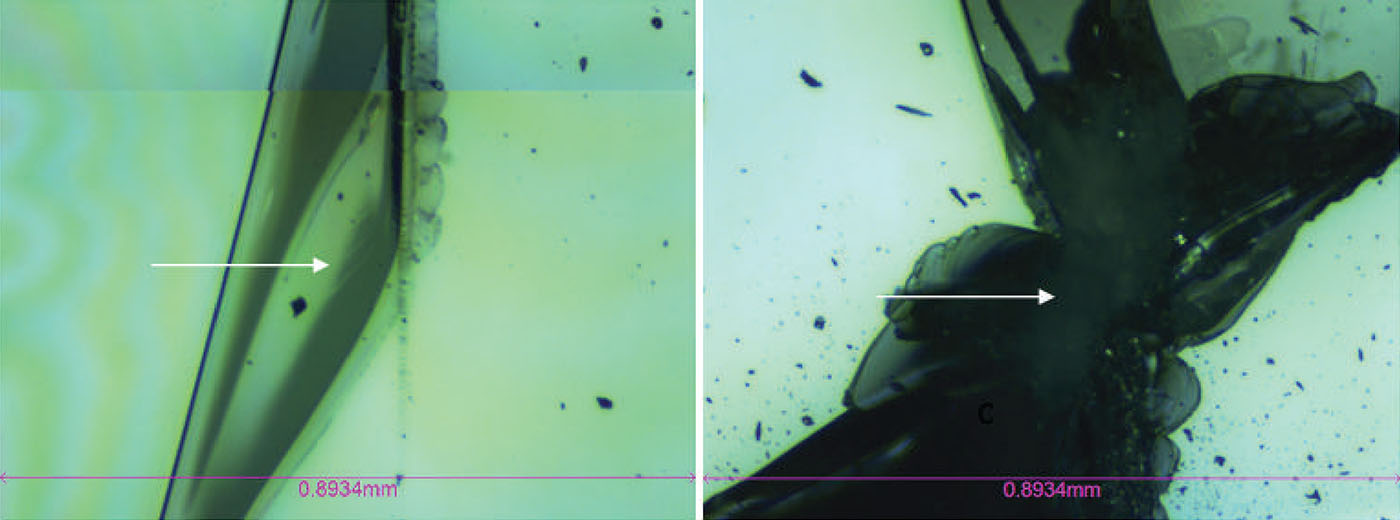
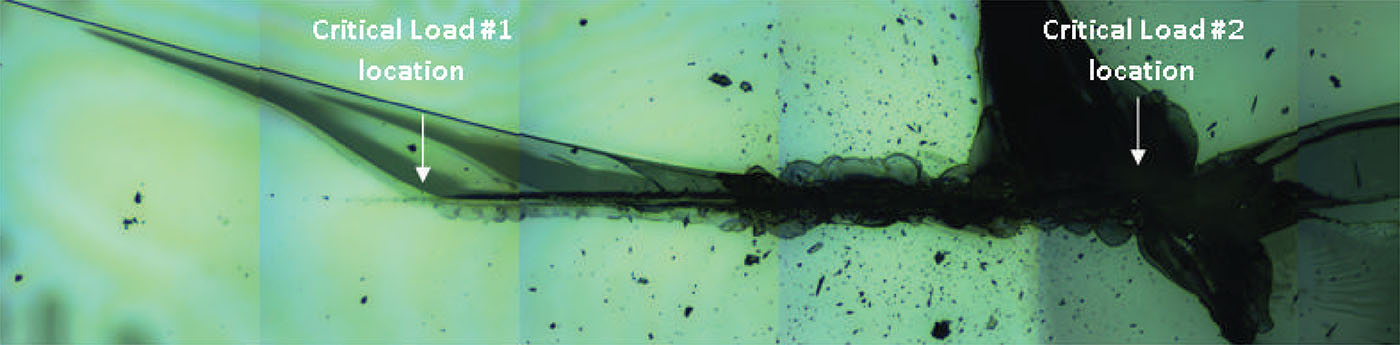
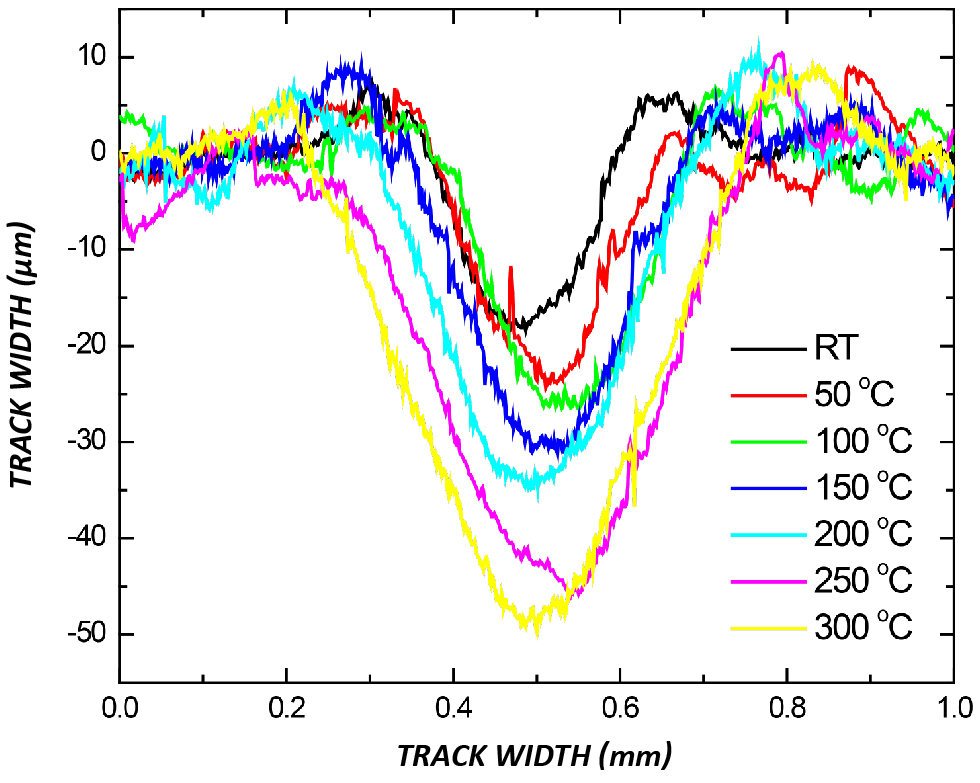
Durch die Analyse von Rissinitiierungspunkten, Delaminationsverhalten und Fehlermodi können Hersteller die Leistung von Bildschirmschutzvorrichtungen für F&E, Qualitätskontrolle oder vergleichende Benchmarking-Tests validieren. Nano- und Mikrokratztests bieten wiederholbare, datengestützte Einblicke in die reale Haltbarkeit, die weit über die traditionellen Härtewerte hinausgehen.
ℹ️ Erfahren Sie mehr über Kratz- und Adhäsionstests für Beschichtungen und Bildschirmschutzfolien.