



EINFÜHRUNG
Polytetrafluorethylen (PTFE), allgemein bekannt als Teflon, ist ein Polymer mit einem außergewöhnlich niedrigen Reibungskoeffizienten (COF) und einer hervorragenden Verschleißfestigkeit, abhängig von den angewendeten Belastungen. PTFE weist eine hervorragende chemische Inertheit, einen hohen Schmelzpunkt von 327 °C (620 °F) auf und behält eine hohe Festigkeit, Zähigkeit und Selbstschmierung bei niedrigen Temperaturen bei. Die außergewöhnliche Verschleißfestigkeit von PTFE-Beschichtungen macht sie in einer Vielzahl industrieller Anwendungen sehr gefragt, beispielsweise in der Automobilindustrie, in der Luft- und Raumfahrt, in der Medizintechnik und insbesondere bei Kochgeschirr.
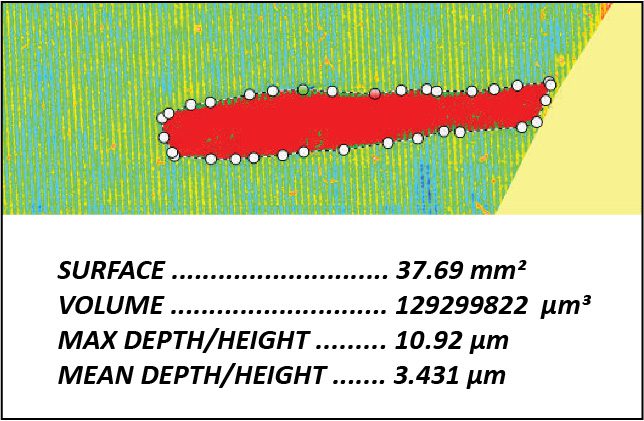
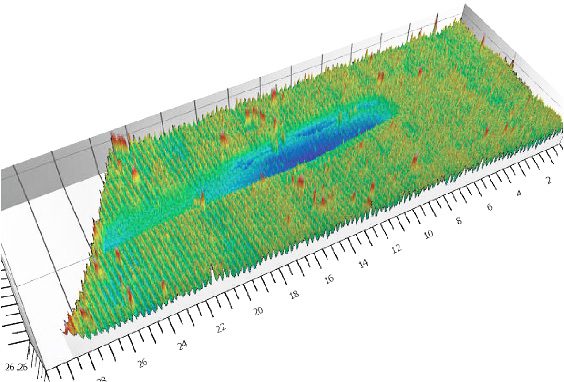
WICHTIGKEIT DER QUANTITATIVEN BEWERTUNG VON PTFE-BESCHICHTUNGEN
Die Kombination aus einem extrem niedrigen Reibungskoeffizienten (COF), ausgezeichneter Verschleißfestigkeit und außergewöhnlicher chemischer Inertheit bei hohen Temperaturen macht PTFE zur idealen Wahl für Antihaft-Pfannenbeschichtungen. Um seine mechanischen Prozesse während der Forschung und Entwicklung weiter zu verbessern und eine optimale Kontrolle über Fehlfunktionsvermeidungs- und Sicherheitsmaßnahmen im Qualitätskontrollprozess sicherzustellen, ist es von entscheidender Bedeutung, über eine zuverlässige Technik zur Mengenbewertung der tribomechanischen Prozesse von PTFE-Beschichtungen zu verfügen. Um die beabsichtigte Leistung sicherzustellen, ist eine genaue Kontrolle der Oberflächenreibung, des Verschleißes und der Haftung der Beschichtungen unerlässlich.