
Contrôle de la rugosité en ligne
Les défauts de surface proviennent du traitement des matériaux et de la fabrication des produits. L'inspection de la qualité des surfaces en ligne garantit le contrôle qualité le plus strict des produits finaux. La Nanovéa Profilomètres 3D sans contact utilise la technologie confocale chromatique avec une capacité unique pour déterminer la rugosité d'un échantillon sans contact. Plusieurs capteurs profileurs peuvent être installés pour surveiller simultanément la rugosité et la texture de différentes zones du produit. Le seuil de rugosité calculé en temps réel par le logiciel d’analyse constitue un outil réussite/échec rapide et fiable.
OBJECTIF DE MESURE
Dans cette étude, le système de convoyeur d'inspection de la rugosité Nanovea équipé d'un capteur ponctuel est utilisé pour inspecter la rugosité de surface des échantillons d'acrylique et de papier de verre. Nous démontrons la capacité du profilomètre sans contact Nanovea à fournir une inspection rapide et fiable de la rugosité en ligne sur une ligne de production en temps réel.

RÉSULTATS ET DISCUSSION
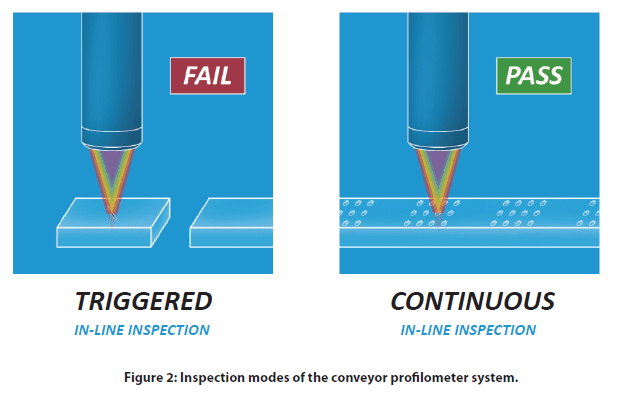
Le système de profilomètre à convoyeur peut fonctionner en deux modes, à savoir le mode déclenchement et le mode continu. Comme l'illustre la figure 2, la rugosité de surface des échantillons est mesurée lorsqu'ils passent sous les têtes de profilage optiques en mode Trigger. En comparaison, le mode continu permet de mesurer en continu la rugosité de la surface d'un échantillon continu, tel qu'une feuille de métal ou un tissu. Plusieurs capteurs de profileurs optiques peuvent être installés pour surveiller et enregistrer la rugosité de différentes zones de l'échantillon.
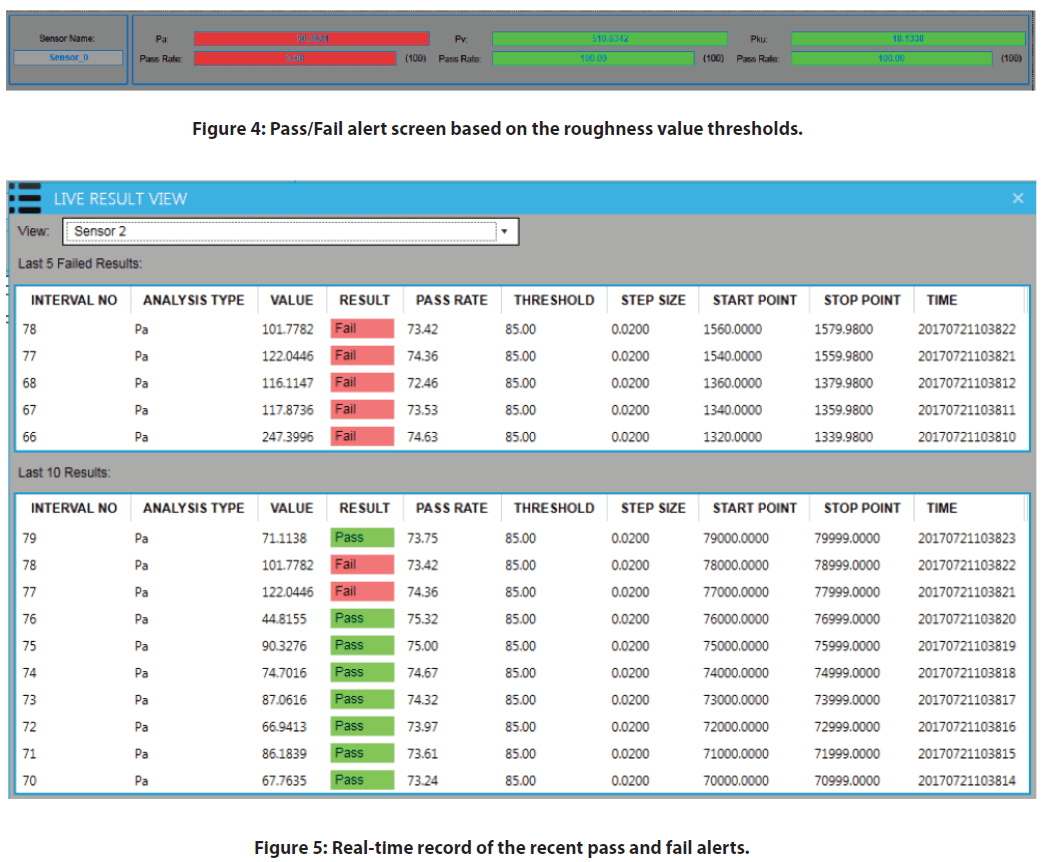
Pendant la mesure d'inspection de la rugosité en temps réel, les alertes de réussite et d'échec s'affichent sur les fenêtres du logiciel, comme le montrent la Figure 4 et la Figure 5. Lorsque la valeur de la rugosité se situe dans les limites des seuils fixés, la rugosité mesurée est mise en évidence en vert. Cependant, la surbrillance devient rouge lorsque la rugosité de surface mesurée est en dehors de la plage des valeurs seuils définies. L'utilisateur dispose ainsi d'un outil lui permettant de déterminer la qualité de la finition de surface d'un produit.
Dans les sections suivantes, deux types d'échantillons, par exemple de l'acrylique et du papier de verre, sont utilisés pour démontrer les modes de déclenchement et continu du système d'inspection.


Mode de déclenchement : Inspection de la surface de l'échantillon d'acrylique
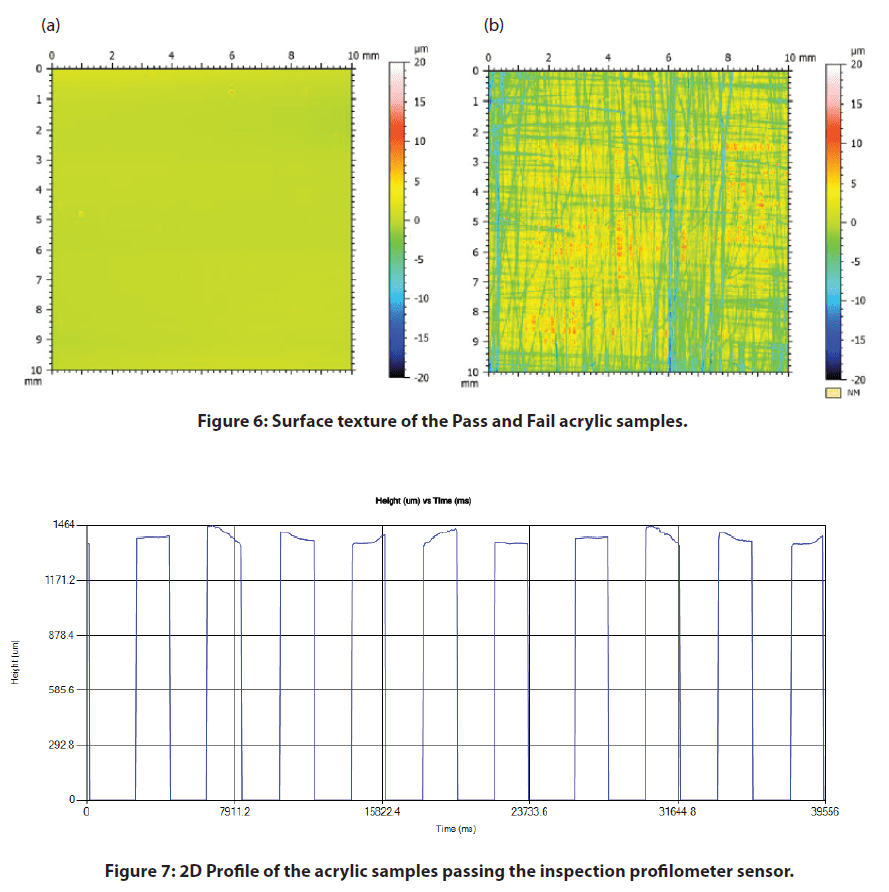
Une série d'échantillons d'acrylique sont alignés sur la bande transporteuse et se déplacent sous la tête du profileur optique, comme le montre la figure 1. La vue en fausses couleurs de la figure 6 montre le changement de la hauteur de la surface. Certains des échantillons d'acrylique finis en miroir ont été poncés pour créer une texture de surface rugueuse, comme le montre la figure 6b.
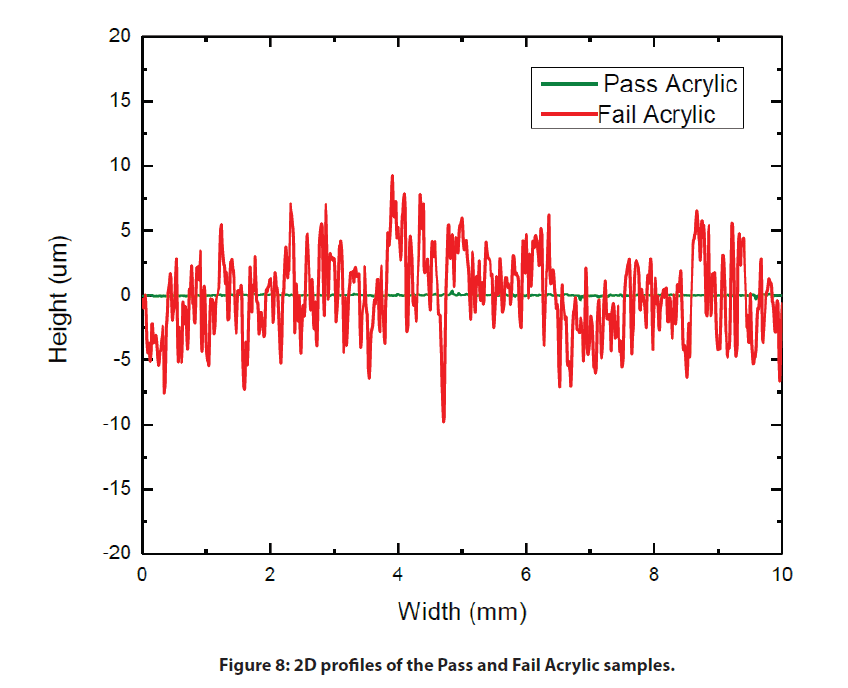
Lorsque les échantillons d'acrylique se déplacent à une vitesse constante sous la tête du profileur optique, le profil de la surface est mesuré, comme le montrent les Figure 7 et Figure 8. La valeur de rugosité du profil mesuré est calculée en même temps et comparée aux valeurs seuils. L'alerte rouge est déclenchée lorsque la valeur de rugosité est supérieure au seuil fixé, ce qui permet aux utilisateurs de détecter et de localiser immédiatement le produit défectueux sur la ligne de production.
Mode continu : Inspection de la surface de l'échantillon de papier de verre
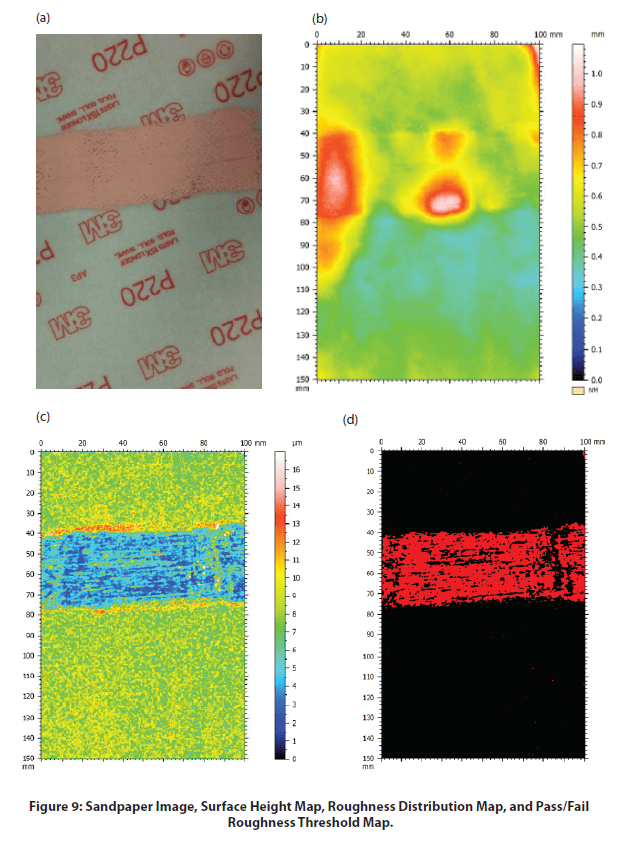
Carte de hauteur de surface, carte de distribution de la rugosité et carte de seuil de rugosité Pass / Fail de la surface de l'échantillon de papier de verre, comme le montre la figure 9. L'échantillon de papier de verre présente quelques pics plus élevés dans la partie utilisée, comme le montre la carte de hauteur de surface. Les différentes couleurs de la palette de la figure 9C représentent la valeur de rugosité de la surface locale. La carte de rugosité montre une rugosité homogène dans la zone intacte de l'échantillon de papier de verre, tandis que la zone utilisée est surlignée en bleu foncé, indiquant la valeur de rugosité réduite dans cette région. Un seuil de rugosité Pass/Fail peut être défini pour localiser ces régions, comme le montre la figure 9D.
Lorsque le papier de verre passe en continu sous le capteur du profileur en ligne, la valeur de la rugosité locale en temps réel est calculée et enregistrée, comme le montre la figure 10. Les alertes de réussite/échec sont affichées sur l'écran du logiciel en fonction des valeurs seuils de rugosité définies, ce qui constitue un outil rapide et fiable pour le contrôle de la qualité. La qualité de la surface du produit dans la ligne de production est inspectée in situ pour découvrir à temps les zones défectueuses.

CONCLUSION
Dans cette application, nous avons montré que le profilomètre de convoyeur Nanovea équipé d'un capteur de profilage optique sans contact fonctionne comme un outil fiable de contrôle de la qualité en ligne de manière efficace et efficiente.
Le système d'inspection peut être installé sur la ligne de production pour contrôler la qualité de surface des produits sur place. Le seuil de rugosité est un critère fiable pour déterminer la qualité de la surface des produits, ce qui permet aux utilisateurs de détecter à temps les produits défectueux. Deux modes d'inspection, à savoir le mode de déclenchement et le mode continu, sont prévus pour répondre aux besoins d'inspection de différents types de produits.
Les données présentées ici ne représentent qu'une partie des calculs disponibles dans le logiciel d'analyse. Les profilomètres Nanovea mesurent pratiquement n'importe quelle surface dans des domaines tels que les semi-conducteurs, la microélectronique, le solaire, les fibres, l'optique, l'automobile, l'aérospatiale, la métallurgie, l'usinage, les revêtements, la pharmacie, le biomédical, l'environnement et bien d'autres.









