Kategorie: Profilometrie | Volumen und Fläche

Inspektion bearbeiteter Teile


Block-On-Ring-Verschleißtest
BEDEUTUNG DER BEWERTUNG DES BLOCK-AUF-RING-VERSCHLEISSES
Gleitverschleiß ist der fortschreitende Materialverlust, der dadurch entsteht, dass zwei Werkstoffe unter Belastung an der Kontaktfläche gegeneinander gleiten. Er tritt unweigerlich in einer Vielzahl von Branchen auf, in denen Maschinen und Motoren in Betrieb sind, darunter die Automobilindustrie, die Luft- und Raumfahrt, die Öl- und Gasindustrie und viele andere. Eine solche Gleitbewegung führt zu ernsthaftem mechanischem Verschleiß und Materialtransfer an der Oberfläche, was zu einer verringerten Produktionseffizienz, Maschinenleistung oder sogar zu Schäden an der Maschine führen kann.
Beim Gleitverschleiß treten häufig komplexe Verschleißmechanismen an der Kontaktfläche auf, wie z. B. Adhäsionsverschleiß, Zweikörperabrieb, Dreikörperabrieb und Ermüdungsverschleiß. Das Verschleißverhalten von Werkstoffen wird maßgeblich von der Arbeitsumgebung wie Normalbelastung, Geschwindigkeit, Korrosion und Schmierung beeinflusst. Ein vielseitiges Tribometer die verschiedene realistische Arbeitsbedingungen simulieren können, sind ideal für die Verschleißbewertung.
Der Block-on-Ring-Test (ASTM G77) ist eine weit verbreitete Technik, die das Gleitverschleißverhalten von Materialien unter verschiedenen simulierten Bedingungen bewertet und eine zuverlässige Einstufung von Materialpaaren für bestimmte tribologische Anwendungen ermöglicht.
Der Block-on-Ring-Test (ASTM G77) ist eine weit verbreitete Technik, die das Gleitverschleißverhalten von Materialien unter verschiedenen simulierten Bedingungen bewertet und eine zuverlässige Einstufung von Materialpaaren für bestimmte tribologische Anwendungen ermöglicht.
MESSZIEL
In dieser Anwendung misst der Nanovea Mechanical Tester die YS- und UTS-Werte von Proben aus rostfreiem Stahl SS304 und Aluminiumlegierung Al6061. Die Proben wurden aufgrund ihrer allgemein anerkannten YS- und UTS-Werte ausgewählt, die die Zuverlässigkeit der Eindringmethoden von Nanovea belegen.
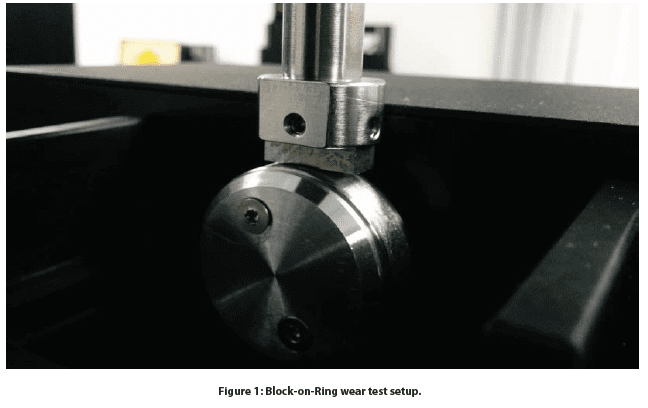
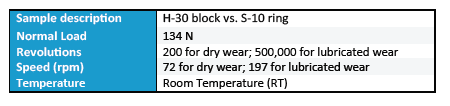
Das Gleitverschleißverhalten eines H-30-Blocks auf einem S-10-Ring wurde mit dem Tribometer von Nanovea unter Verwendung des Block-on-Ring-Moduls bewertet. Der H-30-Block besteht aus 01-Werkzeugstahl mit einer Härte von 30 HRC, während der S-10-Ring aus Stahl des Typs 4620 mit einer Oberflächenhärte von 58 bis 63 HRC und einem Ringdurchmesser von ~34,98 mm besteht. Um die Auswirkung auf das Verschleißverhalten zu untersuchen, wurden Block-on-Ring-Tests in trockenen und geschmierten Umgebungen durchgeführt. Schmierungstests wurden in USP-Schwermineralöl durchgeführt. Die Verschleißspur wurde mit Nanovea untersucht Berührungsloses 3D-Profilometer. Die Testparameter sind in Tabelle 1 zusammengefasst. Die Verschleißrate (K) wurde anhand der Formel K=V/(F×s) bewertet, wobei V das abgenutzte Volumen, F die normale Belastung und s die Gleitstrecke ist.
ERGEBNISSE UND DISKUSSION
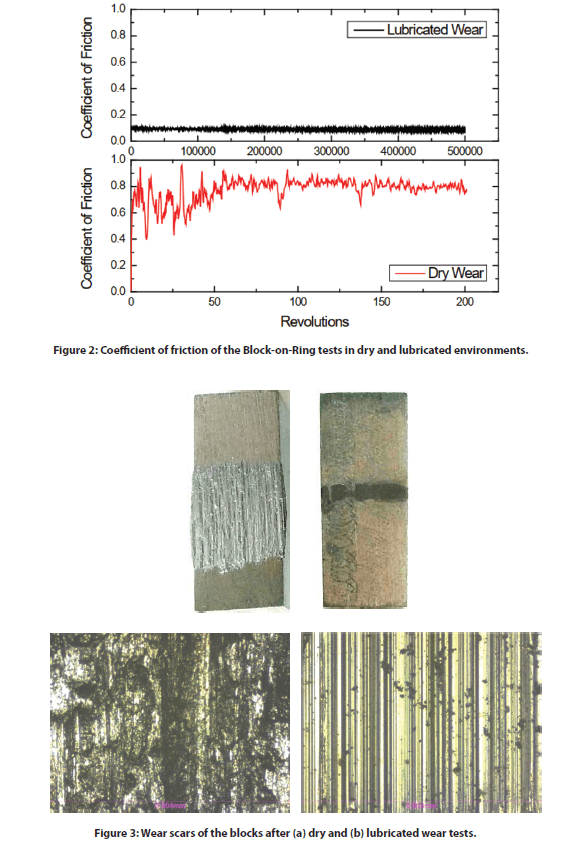
Abbildung 2 vergleicht den Reibungskoeffizienten (COF) der Block-auf-Ring-Tests in trockenen und geschmierten Umgebungen. Der Block hat in einer trockenen Umgebung deutlich mehr Reibung als in einer geschmierten Umgebung. COF
schwankt während der Einlaufphase in den ersten 50 Umdrehungen und erreicht für den Rest des 200-Umdrehungen-Verschleißtests einen konstanten COF von ~0,8. Im Vergleich dazu zeigt der Block-on-Ring-Test, der mit der USP-Schwermineralölschmierung durchgeführt wurde, einen konstant niedrigen COF von 0,09 während des gesamten Verschleißtests mit 500.000 Umdrehungen. Das Schmiermittel reduziert den COF zwischen den Oberflächen deutlich um das ~90-fache.
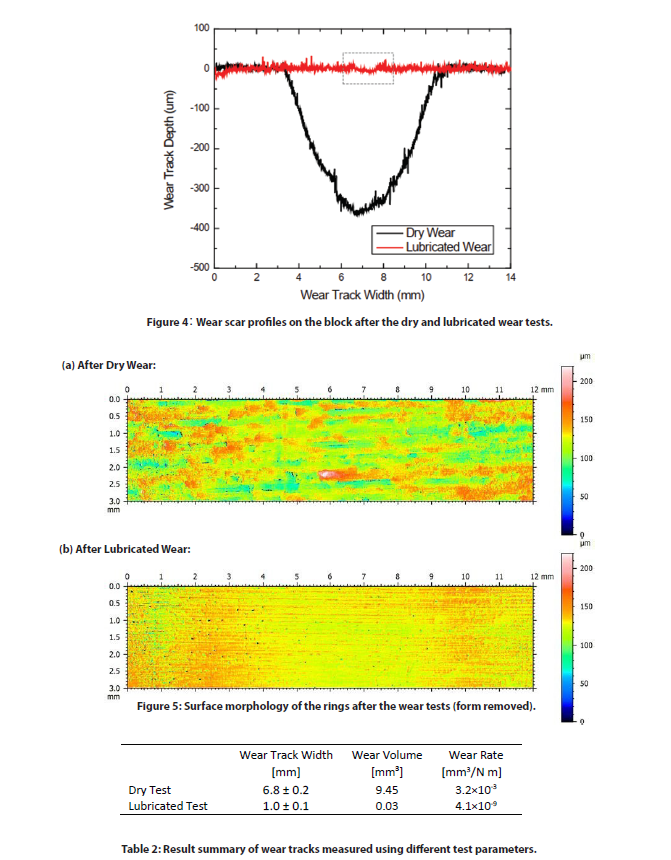
Die Abbildungen 3 und 4 zeigen die optischen Bilder und 2D-Querschnittsprofile der Verschleißnarben auf den Blöcken nach trockenen und geschmierten Verschleißtests. Das Volumen der Verschleißspuren und die Verschleißraten sind in Tabelle 2 aufgeführt. Der Stahlblock nach dem Trockenverschleißtest bei einer niedrigeren Drehzahl von 72 U/min für 200 Umdrehungen weist ein großes Verschleißspurenvolumen von 9,45 mm˙ auf. Im Vergleich dazu erzeugt der Verschleißtest, der bei einer höheren Drehzahl von 197 U/min für 500.000 Umdrehungen im Mineralölschmierstoff durchgeführt wird, ein wesentlich kleineres Verschleißspurvolumen von 0,03 mm˙.
Die Bilder in Abbildung 3 zeigen, dass bei den Tests unter trockenen Bedingungen ein starker Verschleiß auftritt, verglichen mit dem geringen Verschleiß bei den Tests mit geschmiertem Verschleiß. Die hohe Hitze und die starken Vibrationen, die während des Trockenverschleißtests erzeugt werden, fördern die Oxidation der metallischen Ablagerungen, was zu einem starken Dreikörperabrieb führt. Bei der geschmierten Prüfung reduziert das Mineralöl die Reibung und kühlt die Kontaktfläche, während es gleichzeitig die beim Verschleiß entstehenden Abriebpartikel abtransportiert. Dies führt zu einer erheblichen Reduzierung der Verschleißrate um einen Faktor von ~8×10ˆ. Ein solch erheblicher Unterschied in der Verschleißfestigkeit in unterschiedlichen Umgebungen zeigt, wie wichtig eine korrekte Simulation des Gleitverschleißes unter realistischen Betriebsbedingungen ist.
Das Verschleißverhalten kann sich drastisch ändern, wenn kleine Änderungen der Testbedingungen eingeführt werden. Die Vielseitigkeit des Tribometers von Nanovea ermöglicht Verschleißmessungen bei hohen Temperaturen, bei Schmierung und unter Tribokorrosionsbedingungen. Dank der präzisen Geschwindigkeits- und Positionssteuerung durch den fortschrittlichen Motor können Verschleißtests bei Geschwindigkeiten von 0,001 bis 5000 U/min durchgeführt werden, was es zu einem idealen Werkzeug für Forschungs-/Testlabors macht, um den Verschleiß unter verschiedenen tribologischen Bedingungen zu untersuchen.
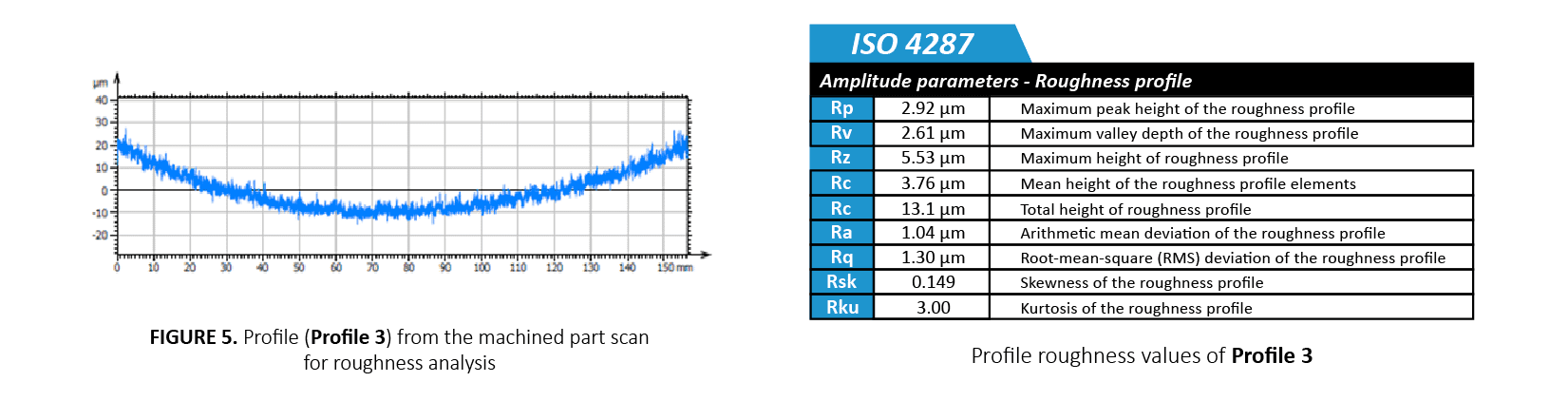
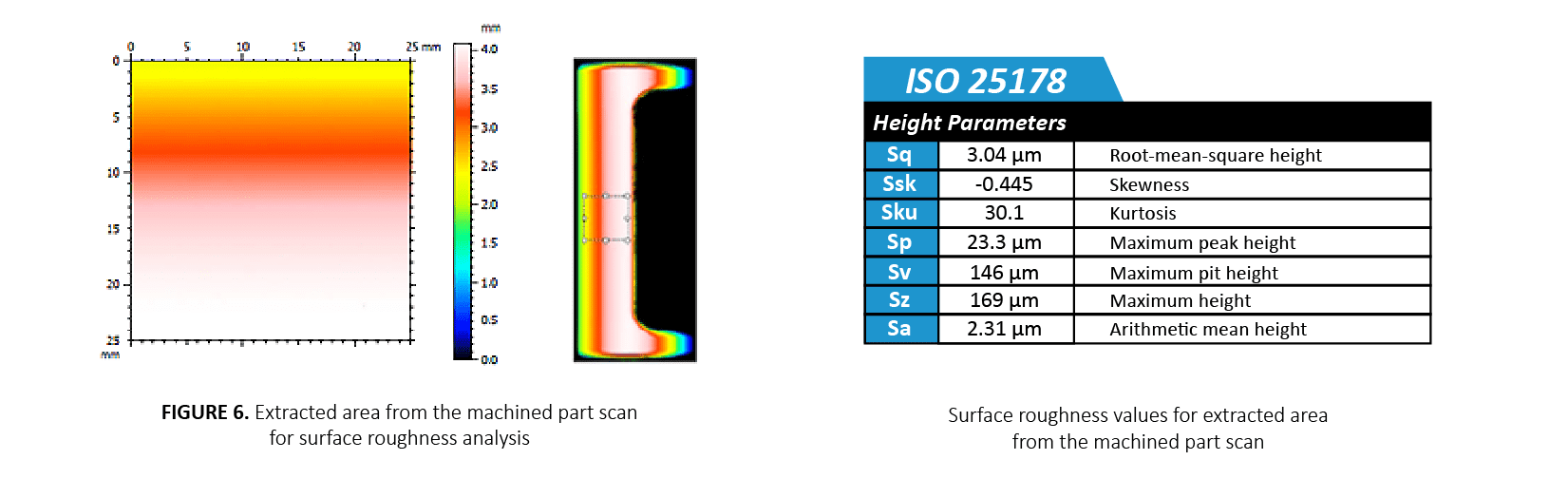
Der Oberflächenzustand der Proben wurde mit dem berührungslosen optischen Proÿlometer von Nanovea untersucht. Abbildung 5 zeigt die Oberflächenmorphologie der Ringe nach den Verschleißtests. Die Zylinderform ist entfernt, um die Oberflächenmorphologie und -rauheit, die durch den Gleitverschleißprozess entstanden ist, besser darstellen zu können. Während des Trockenverschleißtests mit 200 Umdrehungen kam es zu einer deutlichen Aufrauung der Oberfläche durch den Dreikörperabrieb. Der Block und der Ring weisen nach dem Trockenverschleißtest eine Rauheit Ra von 14,1 bzw. 18,1 µm auf, verglichen mit 5,7 und 9,1 µm beim Langzeitverschleißtest mit Schmierung und 500.000 Umdrehungen bei einer höheren Drehzahl. Dieser Test zeigt, wie wichtig die richtige Schmierung des Kolbenring-Zylinder-Kontakts ist. Starker Verschleiß beschädigt ohne Schmierung schnell die Kontaktfläche und führt zu einer irreversiblen Verschlechterung der Betriebsqualität und sogar zum Ausfall des Motors.
SCHLUSSFOLGERUNG
In dieser Studie zeigen wir, wie das Tribometer von Nanovea zur Bewertung des Gleitverschleißverhaltens eines Stahl-Metall-Paares mithilfe des Block-on-Ring-Moduls nach dem ASTM G77-Standard verwendet wird. Der Schmierstoff spielt eine entscheidende Rolle für die Verschleißeigenschaften des Werkstoffpaares. Das Mineralöl reduziert die Verschleißrate des H-30-Blocks um den Faktor ~8×10ˆ und den COF um das ~90-fache. Die Vielseitigkeit des Tribometers von Nanovea macht es zu einem idealen Werkzeug zur Messung des Verschleißverhaltens unter verschiedenen Schmier-, Hochtemperatur- und Tribokorrosionsbedingungen.
Das Tribometer von Nanovea bietet präzise und wiederholbare Verschleiß- und Reibungstests im ISO- und ASTM-konformen Rotations- und Linearmodus, mit optionalen Modulen für Hochtemperaturverschleiß, Schmierung und Tribokorrosion, die in einem vorintegrierten System verfügbar sind. Das unübertroffene Sortiment von Nanovea ist eine ideale Lösung zur Bestimmung des gesamten Spektrums tribologischer Eigenschaften dünner oder dicker, weicher oder harter Beschichtungen, Filme und Substrate.
Dynamische Belastung Tribologie
Einführung
Verschleiß findet in praktisch jedem Industriesektor statt und verursacht Kosten in Höhe von ~0,75% des BIP1. Die Tribologieforschung ist von entscheidender Bedeutung für die Verbesserung der Produktionseffizienz und der Anwendungsleistung sowie für die Erhaltung von Material, Energie und Umwelt. Vibrationen und Schwingungen treten bei einer Vielzahl von tribologischen Anwendungen unvermeidlich auf. Übermäßige externe Vibrationen beschleunigen den Verschleißprozess und verringern die Betriebsleistung, was zu katastrophalen Ausfällen der mechanischen Teile führt.
Herkömmliche Totlasttribometer bringen normale Lasten durch Massengewichte auf. Eine solche Belastungstechnik schränkt nicht nur die Belastungsmöglichkeiten auf eine konstante Last ein, sondern erzeugt auch starke unkontrollierte Schwingungen bei hohen Lasten und Geschwindigkeiten, was zu begrenzten und uneinheitlichen Bewertungen des Verschleißverhaltens führt. Eine zuverlässige Bewertung der Auswirkungen kontrollierter Schwingungen auf das Verschleißverhalten von Werkstoffen ist für Forschung und Entwicklung sowie für die Qualitätskontrolle in verschiedenen industriellen Anwendungen wünschenswert.
Die bahnbrechende Hochlast von Nanovea Tribometer verfügt über eine maximale Tragfähigkeit von 2000 N mit einem dynamischen Lastkontrollsystem. Das fortschrittliche pneumatische Druckluft-Ladesystem ermöglicht es Benutzern, das tribologische Verhalten eines Materials unter hohen normalen Belastungen zu bewerten, mit dem Vorteil, unerwünschte Vibrationen zu dämpfen, die während des Verschleißprozesses entstehen. Daher wird die Last direkt gemessen, ohne dass Pufferfedern wie bei älteren Konstruktionen erforderlich sind. Ein oszillierendes Belastungsmodul mit parallelem Elektromagneten erzeugt eine gut kontrollierte Schwingung mit der gewünschten Amplitude von bis zu 20 N und einer Frequenz von bis zu 150 Hz.
Die Reibung wird mit hoher Genauigkeit direkt anhand der auf den oberen Halter ausgeübten Seitenkraft gemessen. Die Verschiebung wird vor Ort überwacht und gibt Aufschluss über die Entwicklung des Verschleißverhaltens der Testproben. Der Verschleißtest unter kontrollierter Schwingungsbelastung kann auch in Korrosions-, Hochtemperatur-, Feuchtigkeits- und Schmierumgebungen durchgeführt werden, um die realen Arbeitsbedingungen für tribologische Anwendungen zu simulieren. Ein integrierter Hochgeschwindigkeitsmotor berührungsloses Profilometer Misst automatisch die Morphologie der Verschleißspur und das Verschleißvolumen in wenigen Sekunden.
Messung Zielsetzung
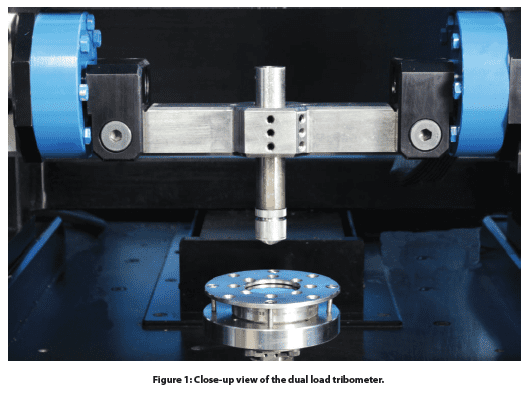
In dieser Studie zeigen wir die Leistungsfähigkeit des Nanovea T2000 Dynamic Load Tribometers bei der Untersuchung des tribologischen Verhaltens verschiedener Beschichtungs- und Metallproben unter kontrollierten Schwingungsbelastungen.
Testverfahren
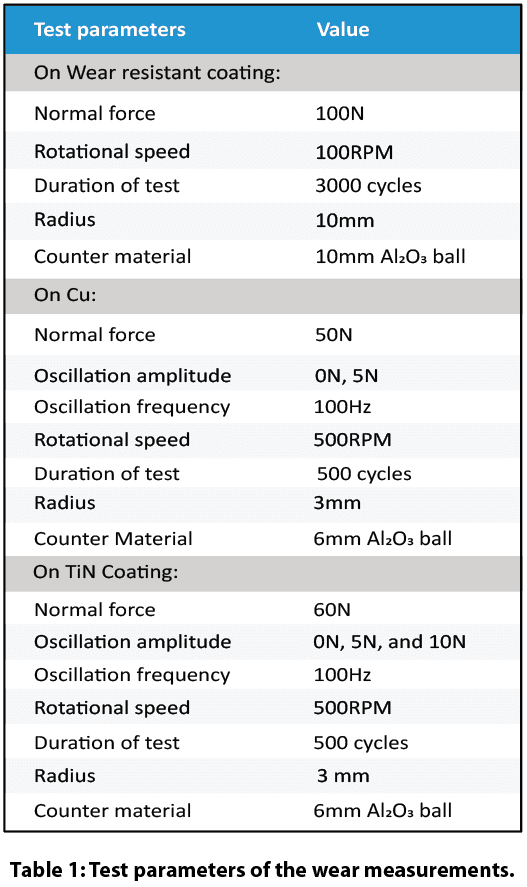
Das tribologische Verhalten, z.B. der Reibungskoeffizient (COF) und die Verschleißfestigkeit einer 300 µm dicken verschleißfesten Beschichtung wurde mit dem Nanovea T2000 Tribometer und einem konventionellen Totlasttribometer unter Verwendung eines Stift-Scheibe-Aufbaus nach ASTM G992 bewertet und verglichen.
Separate Cu- und TiN-beschichtete Proben gegen eine 6 mm große Al₂O₃-Kugel unter kontrollierter Oszillation wurden im Dynamic Load Tribology Mode des Nanovea T2000 Tribometers bewertet.
Die Prüfparameter sind in Tabelle 1 zusammengefasst.
Das integrierte 3D-Profilometer mit Zeilensensor tastet die Verschleißspur nach den Tests automatisch ab und liefert in Sekundenschnelle die genaueste Messung des Verschleißvolumens.
Ergebnisse und Diskussion
Pneumatisches Ladesystem vs. Totlastsystem
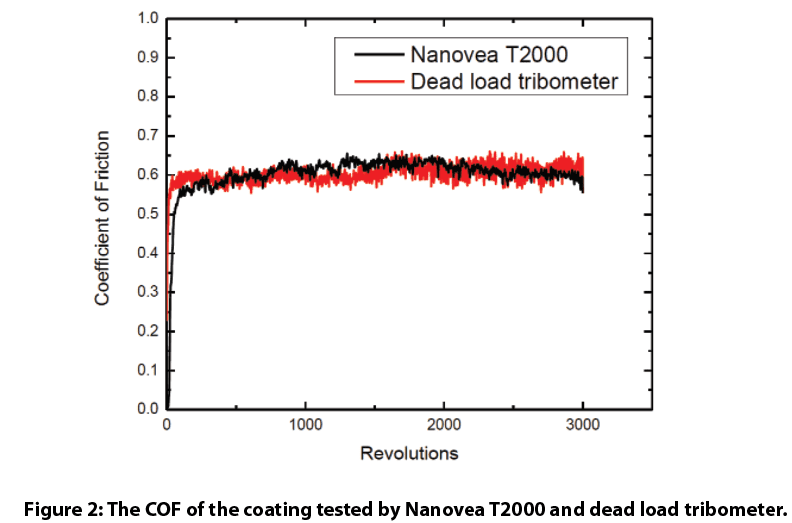
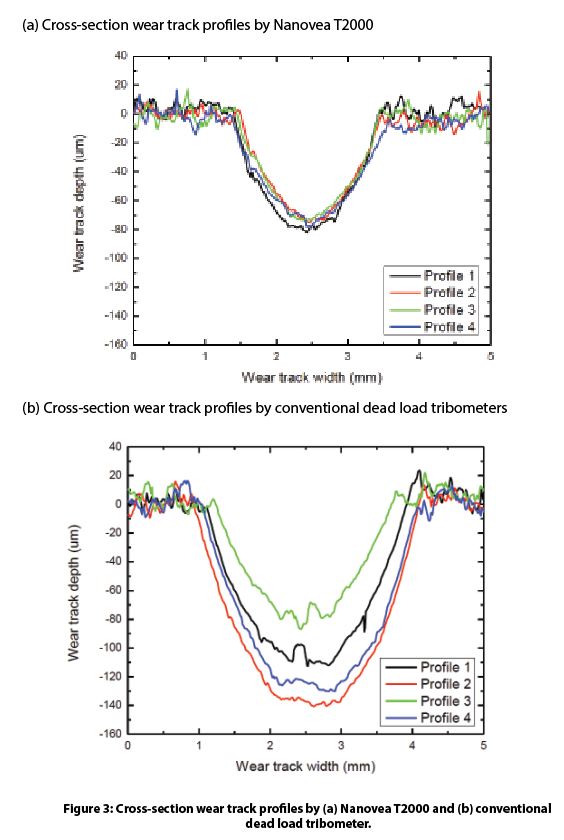
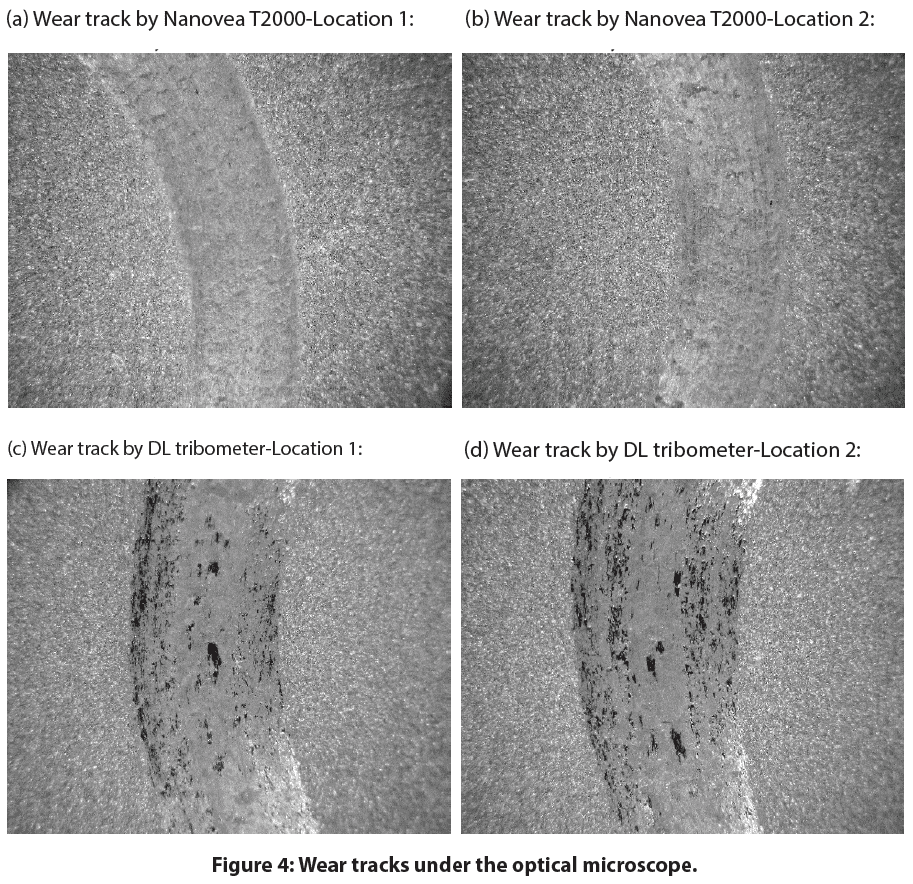
Das tribologische Verhalten einer verschleißfesten Beschichtung unter Verwendung des Nanovea T2000 Tribometers wird mit einem herkömmlichen Totlasttribometer (DL) verglichen. Die Entwicklung des COF der Beschichtung ist in Abb. 2 dargestellt. Wir stellen fest, dass die Beschichtung einen vergleichbaren COF-Wert von ~0,6 während des Verschleißtests aufweist. Die 20 Querschnittsprofile an verschiedenen Stellen der Verschleißspur in Abb. 3 zeigen jedoch, dass die Beschichtung unter dem Totlastsystem einen viel stärkeren Verschleiß erfährt.
Durch den Verschleißprozess des Totlastsystems bei hoher Belastung und Geschwindigkeit wurden intensive Vibrationen erzeugt. Der massive, konzentrierte Druck an der Kontaktfläche in Verbindung mit einer hohen Gleitgeschwindigkeit erzeugt erhebliche Gewichts- und Strukturschwingungen, die zu einem beschleunigten Verschleiß führen. Beim herkömmlichen Totlasttribometer wird die Belastung durch Massengewichte aufgebracht. Diese Methode ist bei niedrigeren Kontaktbelastungen unter milden Verschleißbedingungen zuverlässig; unter aggressiven Verschleißbedingungen bei höheren Belastungen und Geschwindigkeiten führen die erheblichen Vibrationen jedoch dazu, dass die Gewichte wiederholt ausschlagen, was zu einer ungleichmäßigen Verschleißspur und damit zu einer unzuverlässigen tribologischen Bewertung führt. Die berechnete Verschleißrate beträgt 8,0±2,4 x 10-4 mm3/N m, was eine hohe Verschleißrate und große Standardabweichung bedeutet.
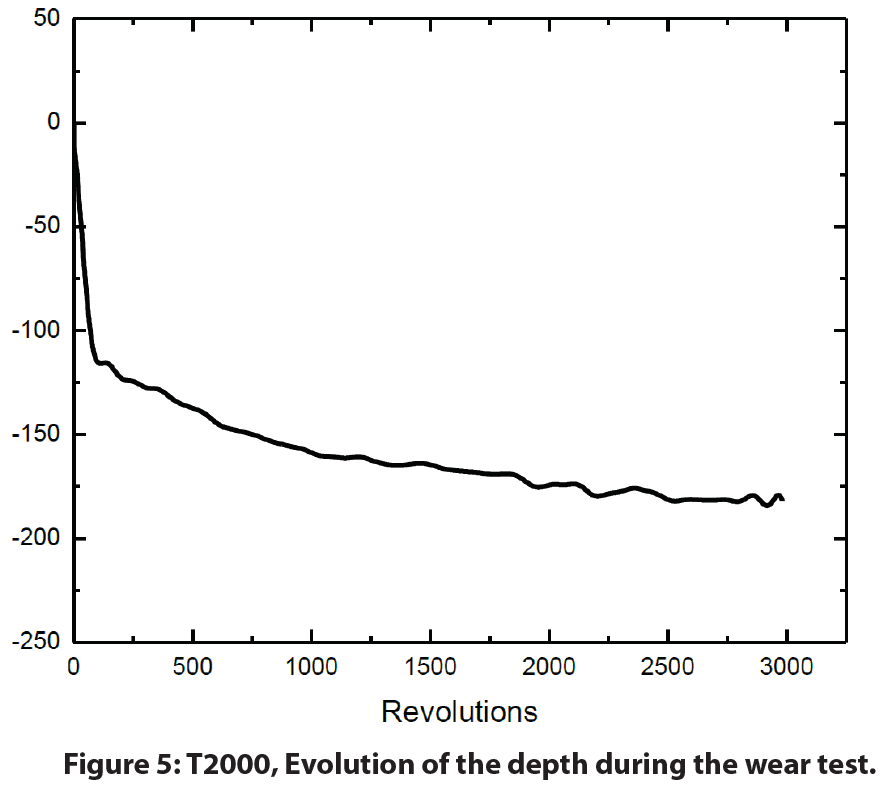
Das Nanovea T2000 Tribometer ist mit einem dynamischen Kontroll-Ladesystem ausgestattet, um die Schwingungen zu dämpfen. Die normale Last wird mit Druckluft aufgebracht, wodurch unerwünschte Schwingungen während des Verschleißprozesses minimiert werden. Darüber hinaus sorgt die aktive Belastungssteuerung im geschlossenen Regelkreis dafür, dass während des gesamten Verschleißtests eine konstante Last aufgebracht wird und der Taststift der Tiefenänderung der Verschleißspur folgt. Wie in Abb. 3a zu sehen ist, wird ein deutlich gleichmäßigeres Profil der Verschleißspur gemessen, was zu einer niedrigen Verschleißrate von 3,4±0,5 x 10-4 mm3/N m führt.
Die in Abb. 4 gezeigte Analyse der Verschleißspur bestätigt, dass der Verschleißtest, der mit dem pneumatischen Druckluftsystem des Nanovea T2000 Tribometers durchgeführt wird, eine glattere und gleichmäßigere Verschleißspur im Vergleich zu einem konventionellen Totlasttribometer erzeugt. Darüber hinaus misst das Nanovea T2000 Tribometer die Verschiebung des Tastereinsatzes während des Verschleißprozesses, was einen weiteren Einblick in den Verlauf des Verschleißverhaltens in situ ermöglicht.
Kontrollierte Oszillation bei Abnutzung der Cu-Probe
Mit dem parallel oszillierenden Belastungs-Elektromagnetmodul des Nanovea T2000 Tribometers können die Auswirkungen von kontrollierten Amplituden- und Frequenzschwingungen auf das Verschleißverhalten von Materialien untersucht werden. Die COF der Cu-Proben wird in situ aufgezeichnet, wie in Abb. 6 dargestellt. Die Cu-Probe weist während der ersten Messung mit 330 Umdrehungen eine konstante COF von ~0,3 auf, was auf die Bildung eines stabilen Kontakts an der Grenzfläche und eine relativ glatte Verschleißspur hinweist. Im weiteren Verlauf des Verschleißtests deutet die Variation des COF auf eine Veränderung des Verschleißmechanismus hin. Im Vergleich dazu zeigen die Verschleißtests unter einer amplitudengesteuerten Oszillation von 5 N bei 50 N ein anderes Verschleißverhalten: Die COF steigt zu Beginn des Verschleißprozesses sofort an und zeigt während des gesamten Verschleißtests erhebliche Schwankungen. Dieses Verhalten der COF deutet darauf hin, dass die aufgezwungene Oszillation in der Normallast eine Rolle für den instabilen Gleitzustand am Kontakt spielt.
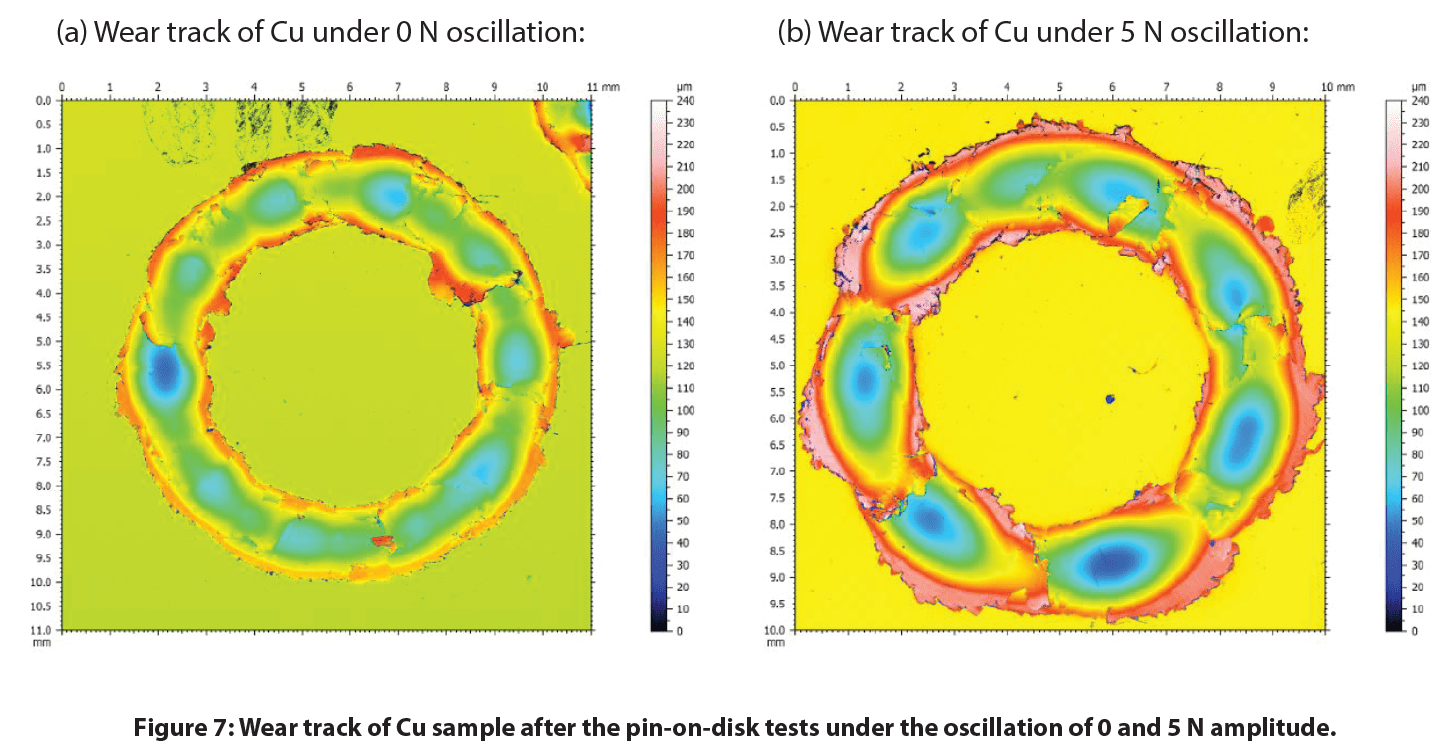
Abb. 7 vergleicht die mit dem integrierten berührungslosen optischen Profilometer gemessene Morphologie der Verschleißspur. Es ist zu beobachten, dass die Cu-Probe unter einer kontrollierten Schwingungsamplitude von 5 N eine viel größere Verschleißspur mit einem Volumen von 1,35 x 109 µm3 aufweist, verglichen mit 5,03 x 108 µm3 ohne auferlegte Schwingung. Die kontrollierte Oszillation beschleunigt die Verschleißrate signifikant um einen Faktor von ~2,7, was die kritische Wirkung der Oszillation auf das Verschleißverhalten zeigt.

Kontrollierte Oszillation bei der Abnutzung der TiN-Beschichtung
Die COF und die Verschleißspuren der TiN-Beschichtungsprobe sind in Abb. 8 dargestellt. Die TiN-Beschichtung weist ein deutlich unterschiedliches Verschleißverhalten unter Oszillation auf, wie die Entwicklung der COF während der Tests zeigt. Die TiN-Beschichtung zeigt nach der Einlaufphase zu Beginn des Verschleißtests einen konstanten COF von ~0,3, was auf den stabilen Gleitkontakt an der Schnittstelle zwischen der TiN-Beschichtung und der Al₂O₃-Kugel zurückzuführen ist. Wenn jedoch die TiN-Beschichtung zu versagen beginnt, dringt die Al₂O₃-Kugel durch die Beschichtung und gleitet gegen das frische Stahlsubstrat darunter. Gleichzeitig entsteht in der Verschleißspur eine beträchtliche Menge harter TiN-Beschichtungsreste, wodurch aus einem stabilen Zweikörper-Gleitverschleiß ein Dreikörper-Abriebverschleiß wird. Eine solche Änderung der Materialpaarungseigenschaften führt zu größeren Schwankungen bei der Entwicklung der COF. Die aufgezwungene Oszillation von 5 N und 10 N beschleunigt das Versagen der TiN-Beschichtung von ~400 Umdrehungen auf unter 100 Umdrehungen. Die größeren Verschleißspuren auf den TiN-Beschichtungsproben nach den Verschleißtests unter der kontrollierten Oszillation stehen im Einklang mit einer solchen Änderung der COF.

Schlussfolgerung
Das fortschrittliche pneumatische Belastungssystem des Nanovea T2000 Tribometers besitzt einen intrinsischen Vorteil als ein natürlich schneller Schwingungsdämpfer im Vergleich zu traditionellen Totlastsystemen. Dieser technologische Vorteil pneumatischer Systeme gilt auch im Vergleich zu lastgesteuerten Systemen, die eine Kombination aus Servomotoren und Federn zur Aufbringung der Last verwenden. Die Technologie gewährleistet eine zuverlässige und besser kontrollierte Verschleißbewertung bei hohen Belastungen, wie in dieser Studie gezeigt wurde. Darüber hinaus kann das aktive Lastsystem mit geschlossenem Regelkreis die normale Last während der Verschleißtests auf einen gewünschten Wert ändern, um reale Anwendungen in Bremssystemen zu simulieren.
Anstelle der Beeinflussung durch unkontrollierte Schwingungsbedingungen während der Tests haben wir gezeigt, dass das Nanovea T2000 Dynamic-Load Tribometer es dem Benutzer ermöglicht, das tribologische Verhalten von Materialien unter verschiedenen kontrollierten Schwingungsbedingungen quantitativ zu bewerten. Schwingungen spielen eine wichtige Rolle für das Verschleißverhalten von Metall- und Keramikbeschichtungsproben.
Das parallele elektromagnetische Schwingungsbelastungsmodul liefert präzise kontrollierte Schwingungen mit festgelegten Amplituden und Frequenzen, so dass der Benutzer den Verschleißprozess unter realen Bedingungen simulieren kann, bei denen Umgebungsschwingungen oft ein wichtiger Faktor sind. Bei Vorhandensein von aufgezwungenen Schwingungen während des Verschleißes zeigen sowohl die Cu- als auch die TiN-Beschichtungsproben eine deutlich erhöhte Verschleißrate. Die Entwicklung des Reibungskoeffizienten und die in situ gemessene Tasterauslenkung sind wichtige Indikatoren für die Leistung des Materials während der tribologischen Anwendungen. Das integrierte berührungslose 3D-Profilometer bietet ein Werkzeug zur präzisen Messung des Verschleißvolumens und zur sekundenschnellen Analyse der detaillierten Morphologie der Verschleißspuren, was zu einem besseren Verständnis des Verschleißmechanismus führt.
Das T2000 ist mit einem selbstabgestimmten, hochwertigen und drehmomentstarken Motor mit einem internen 20-Bit-Drehzahl- und einem externen 16-Bit-Positionsgeber ausgestattet. Er ermöglicht dem Tribometer einen unübertroffenen Drehzahlbereich von 0,01 bis 5000 U/min, der sich schrittweise oder kontinuierlich ändern kann. Im Gegensatz zu Systemen, die einen unten angebrachten Drehmomentsensor verwenden, nutzt das Nanovea-Tribometer eine oben angebrachte hochpräzise Kraftmesszelle, um die Reibungskräfte genau und separat zu messen.
Nanovea Tribometer bietet präzise und wiederholbare Verschleiß- und Reibungstests mit ISO- und ASTM-konformen Rotations- und Linearmodi (einschließlich 4-Kugel-, Anlaufscheiben- und Block-auf-Ring-Tests), mit optionalen Hochtemperatur-Verschleiß-, Schmier- und Tribokorrosionsmodulen in einem vorintegrierten System. Die unübertroffene Bandbreite des Nanovea T2000 ist eine ideale Lösung für die Bestimmung des gesamten Spektrums tribologischer Eigenschaften von dünnen oder dicken, weichen oder harten Beschichtungen, Filmen und Substraten.

Tribologie der Polymere
Einführung
Polymere werden in einer Vielzahl von Anwendungen eingesetzt und sind aus dem täglichen Leben nicht mehr wegzudenken. Natürliche Polymere wie Bernstein, Seide und Naturkautschuk haben in der Geschichte der Menschheit eine wesentliche Rolle gespielt. Der Herstellungsprozess von synthetischen Polymeren kann optimiert werden, um einzigartige physikalische Eigenschaften wie Zähigkeit, Viskoelastizität, Selbstschmierung und viele andere zu erzielen.
Bedeutung des Verschleißes und der Reibung von Polymeren
Polymere werden in der Regel für tribologische Anwendungen wie Reifen, Lager und Förderbänder verwendet.
Je nach den mechanischen Eigenschaften des Polymers, den Kontaktbedingungen und den Eigenschaften des während des Verschleißvorgangs gebildeten Abriebs oder Transferfilms treten unterschiedliche Verschleißmechanismen auf. Um sicherzustellen, dass die Polymere unter den Einsatzbedingungen eine ausreichende Verschleißfestigkeit aufweisen, ist eine zuverlässige und quantifizierbare tribologische Bewertung erforderlich. Die tribologische Bewertung ermöglicht einen kontrollierten und überwachten quantitativen Vergleich des Verschleißverhaltens verschiedener Polymere, um das geeignete Material für die gewünschte Anwendung auszuwählen.
Das Nanovea Tribometer bietet wiederholbare Verschleiß- und Reibungstests mit ISO- und ASTM-konformen Rotations- und Linearmodi, mit optionalen Hochtemperatur-Verschleiß- und Schmiermodulen, die in einem vorintegrierten System erhältlich sind. Mit diesem unübertroffenen Angebot können Benutzer die verschiedenen Arbeitsumgebungen der Polymere simulieren, einschließlich konzentrierter Belastung, Verschleiß und hoher Temperatur usw.
MESSZIEL
In dieser Studie haben wir gezeigt, dass Nanovea Tribometer ist ein ideales Werkzeug, um die Reibungs- und Verschleißfestigkeit verschiedener Polymere kontrolliert und quantitativ zu vergleichen.
TESTVORGANG
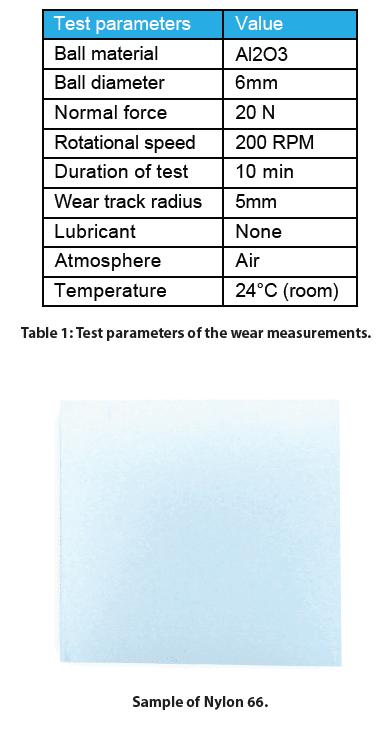
Der Reibungskoeffizient (COF) und die Verschleißfestigkeit verschiedener gängiger Polymere wurden mit dem Nanovea Tribometer bewertet. Als Gegenmaterial (Stift, statische Probe) wurde eine Al2O3-Kugel verwendet. Die Verschleißspuren auf den Polymeren (dynamisch rotierende Proben) wurden mit a gemessen berührungsloses 3D-Profilometer und optisches Mikroskop nach Abschluss der Tests. Es ist zu beachten, dass optional ein berührungsloser endoskopischer Sensor zur Messung der Eindringtiefe des Stifts in die dynamische Probe während eines Verschleißtests verwendet werden kann. Die Testparameter sind in Tabelle 1 zusammengefasst. Die Verschleißrate K wurde mithilfe der Formel K=Vl(Fxs) bewertet, wobei V das abgenutzte Volumen, F die normale Belastung und s die Gleitstrecke ist.
Bitte beachten Sie, dass in dieser Studie Al2O3-Kugeln als Gegenmaterial verwendet wurden. Jedes feste Material kann ersetzt werden, um die Leistung von zwei Proben unter realen Anwendungsbedingungen besser zu simulieren.
ERGEBNISSE UND DISKUSSION
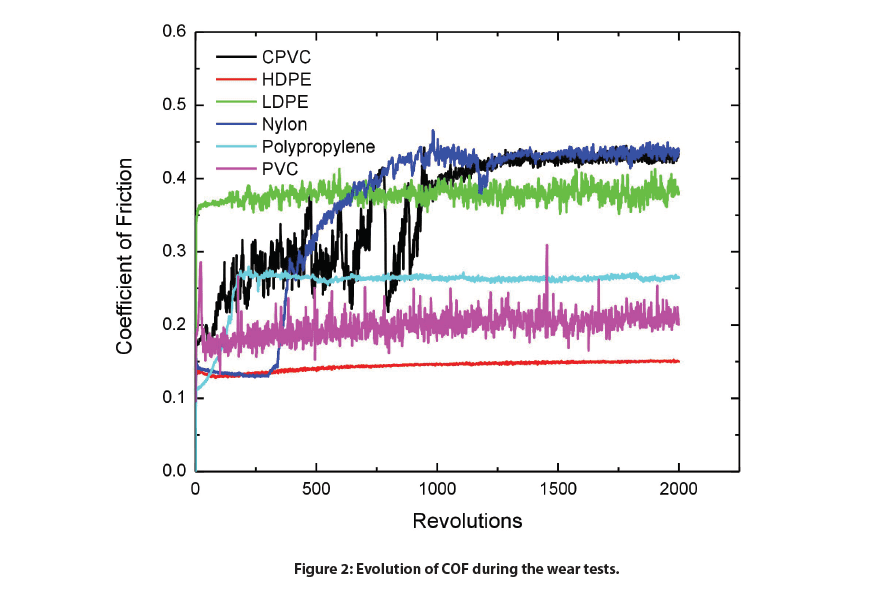
Die Verschleißrate ist ein wichtiger Faktor für die Bestimmung der Lebensdauer der Materialien, während die Reibung bei tribologischen Anwendungen eine entscheidende Rolle spielt. Abbildung 2 vergleicht die Entwicklung der COF für verschiedene Polymere gegen die Al2O3-Kugel während der Verschleißtests. Die COF dient als Indikator dafür, wann es zu Ausfällen kommt und der Verschleißprozess in eine neue Phase eintritt. Von den getesteten Polymeren weist HDPE die niedrigste konstante COF von ~0,15 während des gesamten Verschleißtests auf. Die gleichmäßige COF bedeutet, dass sich ein stabiler Tribokontakt bildet.
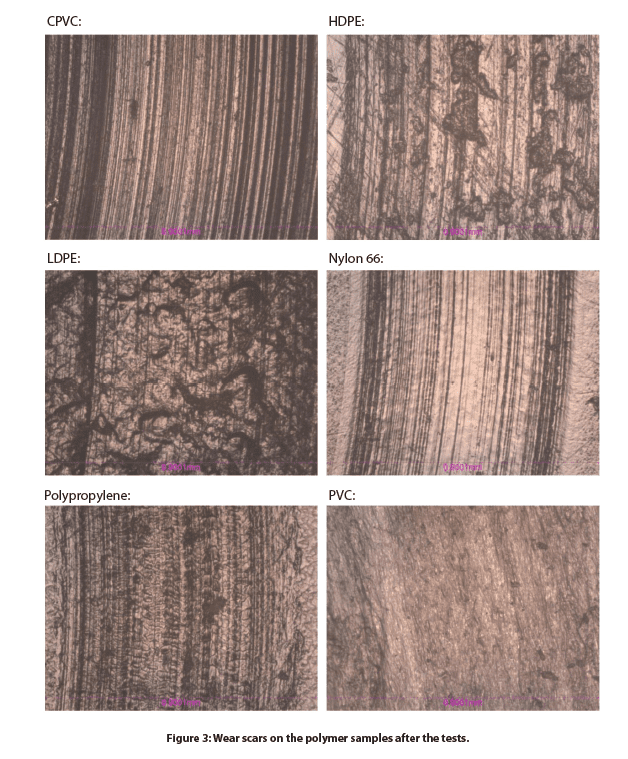
In Abbildung 3 und Abbildung 4 werden die Verschleißspuren der Polymerproben nach dem Test mit dem Lichtmikroskop gemessen. Das berührungslose In-situ-3D-Profilometer bestimmt präzise das Abnutzungsvolumen der Polymerproben und ermöglicht die genaue Berechnung von Abnutzungsraten von 0,0029, 0,0020 bzw. 0,0032m3/N m. Im Vergleich dazu zeigt die CPVC-Probe die höchste Verschleißrate von 0,1121 m3/N m. In der Verschleißspur von CPVC sind tiefe parallele Verschleißnarben vorhanden.
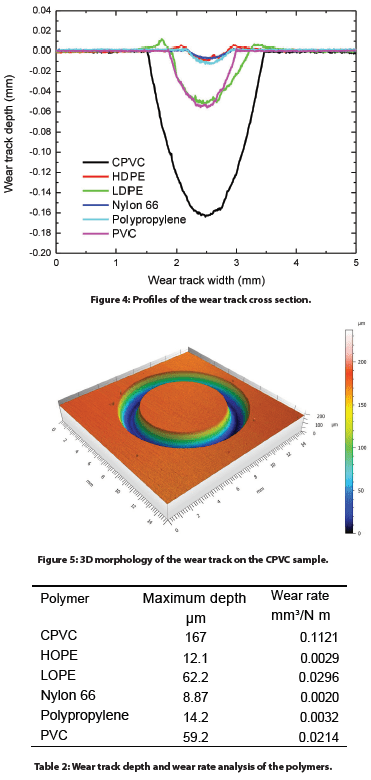
SCHLUSSFOLGERUNG

Die Verschleißfestigkeit der Polymere spielt eine entscheidende Rolle für ihre Einsatzfähigkeit. In dieser Studie haben wir gezeigt, dass das Nanovea Tribometer den Reibungskoeffizienten und die Verschleißrate verschiedener Polymere in einem
gut kontrollierten und quantitativen Weise. HDPE weist unter den getesteten Polymeren den niedrigsten COF von ~0,15 auf. HDPE-, Nylon 66- und Polypropylen-Proben weisen niedrige Verschleißraten von 0,0029, 0,0020 bzw. 0,0032 m3/N m auf. Die Kombination aus geringer Reibung und hoher Verschleißfestigkeit macht HDPE zu einem guten Kandidaten für tribologische Anwendungen von Polymeren.
Das berührungslose In-situ-3D-Profilometer ermöglicht eine präzise Messung des Verschleißvolumens und bietet ein Werkzeug zur Analyse der detaillierten Morphologie der Verschleißspuren, was einen besseren Einblick in das grundlegende Verständnis der Verschleißmechanismen ermöglicht.

Oberflächenbeschaffenheit von Wabenplatten mit 3D-Profilometrie
EINFÜHRUNG
Rauheit, Porosität und Textur der Oberfläche von Wabenplatten sind für das endgültige Plattendesign von entscheidender Bedeutung. Diese Oberflächenqualitäten können direkt mit der Ästhetik und den funktionalen Eigenschaften der Plattenoberfläche korrelieren. Ein besseres Verständnis der Oberflächentextur und -porosität kann dazu beitragen, die Verarbeitung und Herstellbarkeit der Plattenoberfläche zu optimieren. Eine quantitative, präzise und zuverlässige Oberflächenmessung der Wabenplatte ist erforderlich, um die Oberflächenparameter für die Anwendung und die Lackieranforderungen zu kontrollieren. Die berührungslosen Nanovea 3D-Sensoren nutzen eine einzigartige chromatische Konfokaltechnologie, die eine präzise Messung dieser Plattenoberflächen ermöglicht.
MESSZIEL
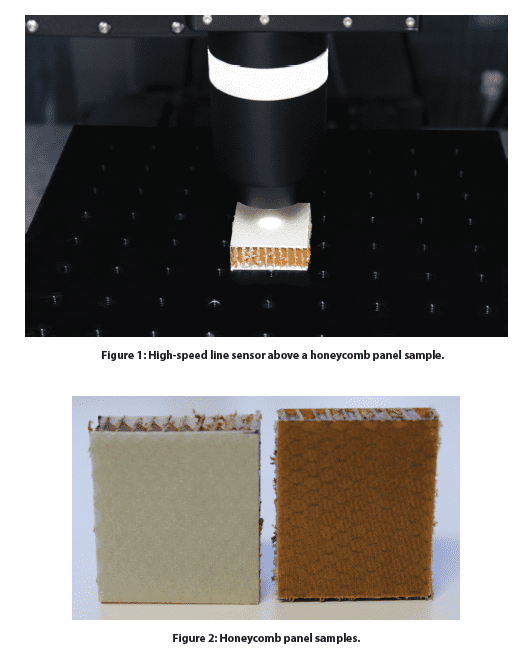
In dieser Studie wurde die Nanovea HS2000-Plattform, die mit einem Hochgeschwindigkeits-Liniensensor ausgestattet ist, verwendet, um zwei Wabenplatten mit unterschiedlichen Oberflächenbeschaffenheiten zu messen und zu vergleichen. Wir präsentieren den Nanovea berührungsloses ProfilometerDie Fähigkeit des Unternehmens, schnelle und präzise 3D-Profilmessungen und eine umfassende, tiefgehende Analyse der Oberflächenbeschaffenheit durchzuführen.
ERGEBNISSE UND DISKUSSION
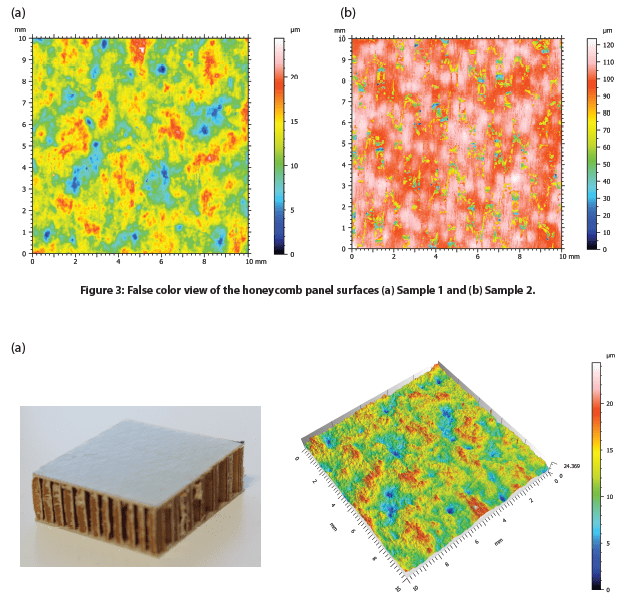
Die Oberfläche von zwei Wabenplattenmustern mit unterschiedlicher Oberflächenbeschaffenheit, nämlich Probe 1 und Probe 2, wurde gemessen. Die Falschfarben- und 3D-Ansicht der Oberflächen der Proben 1 und 2 sind in Abbildung 3 bzw. Abbildung 4 dargestellt. Die Rauheits- und Ebenheitswerte wurden mit einer fortschrittlichen Analysesoftware berechnet und werden in Tabelle 1 verglichen. Probe 2 weist im Vergleich zu Probe 1 eine porösere Oberfläche auf. Infolgedessen weist Probe 2 einen höheren Rauheitswert Sa von 14,7 µm auf, verglichen mit einem Sa-Wert von 4,27 µm für Probe 1.
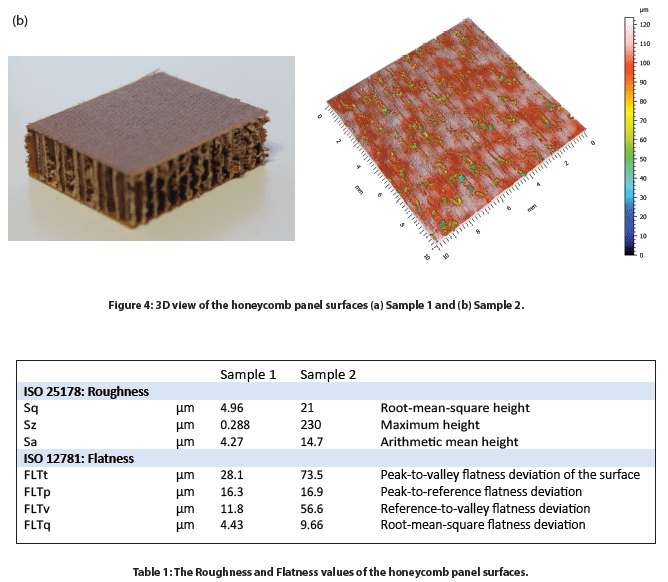
Die 2D-Profile der Wabenplattenoberflächen wurden in Abbildung 5 verglichen, um dem Benutzer einen visuellen Vergleich der Höhenänderung an verschiedenen Stellen der Probenoberfläche zu ermöglichen. Wir können feststellen, dass Probe 1 eine Höhenvariation von ~25 µm zwischen der höchsten Spitze und der niedrigsten Talstelle aufweist. Andererseits weist Probe 2 mehrere tiefe Poren im gesamten 2D-Profil auf. Die fortschrittliche Analysesoftware ist in der Lage, die Tiefe von sechs relativ tiefen Poren automatisch zu lokalisieren und zu messen, wie in der Tabelle in Abbildung 4.b Probe 2 dargestellt. Die tiefste der sechs Poren weist eine maximale Tiefe von fast 90 µm auf (Schritt 4).
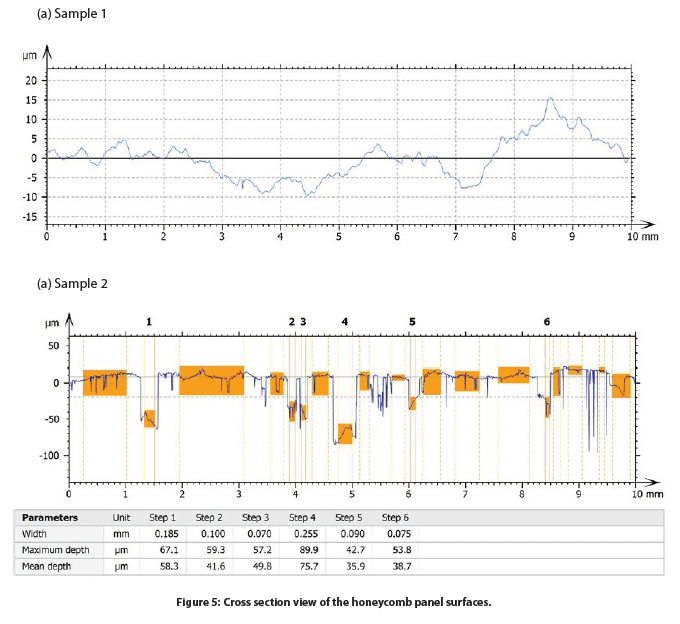
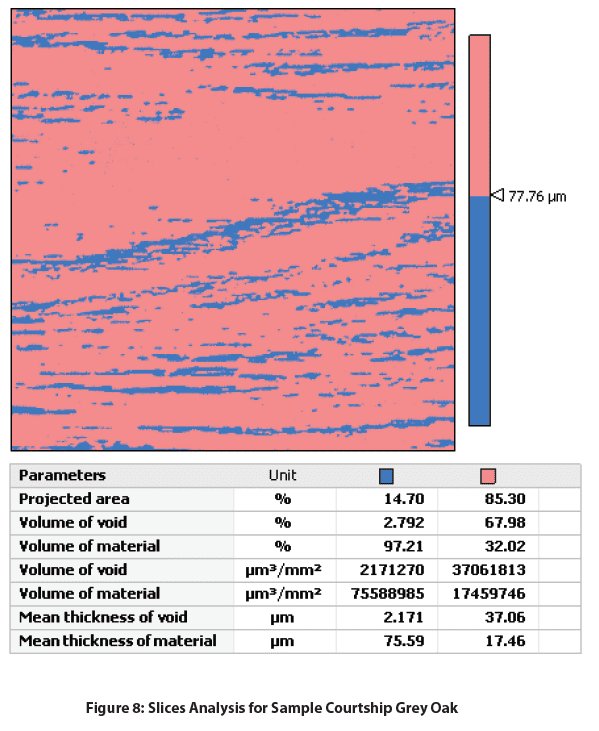
Um die Porengröße und -verteilung von Probe 2 weiter zu untersuchen, wurde eine Porositätsbewertung durchgeführt, die im folgenden Abschnitt erläutert wird. Die Schnittansicht ist in Abbildung 5 dargestellt und die Ergebnisse sind in Tabelle 2 zusammengefasst. Wir können feststellen, dass die Poren, die in Abbildung 5 blau markiert sind, eine relativ homogene Verteilung auf der Probenoberfläche aufweisen. Die projizierte Fläche der Poren macht 18,9% der gesamten Probenoberfläche aus. Das Volumen pro mm² der gesamten Poren beträgt ~0,06 mm³. Die Poren haben eine durchschnittliche Tiefe von 42,2 µm, und die maximale Tiefe beträgt 108,1 µm.

SCHLUSSFOLGERUNG
In dieser Anwendung haben wir gezeigt, dass die Nanovea HS2000 Plattform, die mit einem Hochgeschwindigkeits-Zeilensensor ausgestattet ist, ein ideales Werkzeug für die schnelle und genaue Analyse und den Vergleich der Oberflächenbeschaffenheit von Wabenplattenproben ist. Die hochauflösenden profilometrischen Scans in Verbindung mit einer fortschrittlichen Analysesoftware ermöglichen eine umfassende und quantitative Bewertung der Oberflächenbeschaffenheit von Wabenplattenproben.
Die hier gezeigten Daten stellen nur einen kleinen Teil der in der Analysesoftware verfügbaren Berechnungen dar. Nanovea Profilometer messen praktisch jede Oberfläche für eine Vielzahl von Anwendungen in der Halbleiter-, Mikroelektronik-, Solar-, Faseroptik-, Automobil-, Luft- und Raumfahrt-, Metallurgie-, Bearbeitungs-, Beschichtungs-, Pharma-, Biomedizin-, Umwelt- und vielen anderen Branchen.
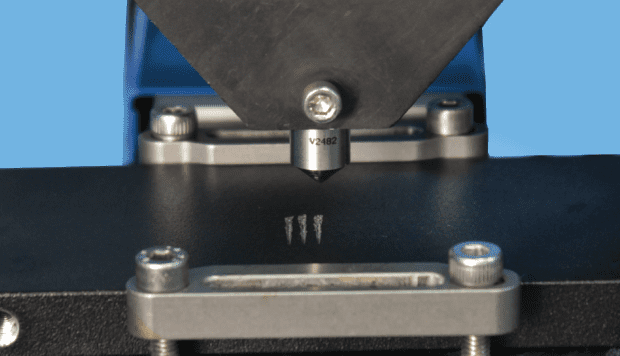
Verständnis von Beschichtungsfehlern durch Kratztests
Einleitung:
Die Oberflächentechnik von Werkstoffen spielt eine wichtige Rolle bei einer Vielzahl von funktionellen Anwendungen, die vom dekorativen Aussehen bis zum Schutz der Substrate vor Verschleiß, Korrosion und anderen Angriffen reichen. Ein wichtiger und übergeordneter Faktor, der die Qualität und Lebensdauer der Beschichtungen bestimmt, ist ihre Kohäsions- und Haftfestigkeit.
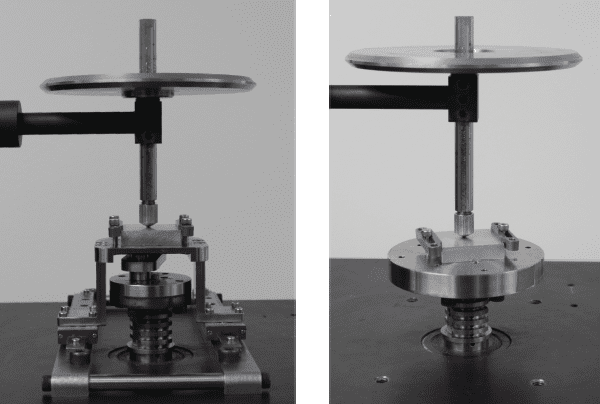
Rotativer oder linearer Verschleiß & COF? (Eine umfassende Studie unter Verwendung des Nanovea Tribometers)
Unter Verschleiß versteht man den Prozess der Abtragung und Verformung von Material auf einer Oberfläche infolge der mechanischen Einwirkung der gegenüberliegenden Oberfläche. Es wird durch eine Vielzahl von Faktoren beeinflusst, darunter unidirektionales Gleiten, Rollen, Geschwindigkeit, Temperatur und viele andere. Das Studium des Verschleißes, der Tribologie, umfasst viele Disziplinen, von Physik und Chemie bis hin zu Maschinenbau und Materialwissenschaften. Die komplexe Natur des Verschleißes erfordert isolierte Studien zu spezifischen Verschleißmechanismen oder -prozessen, wie z. B. adhäsiver Verschleiß, abrasiver Verschleiß, Oberflächenermüdung, Reibverschleiß und erosiver Verschleiß. Bei „industrieller Abnutzung“ handelt es sich jedoch häufig um mehrere Verschleißmechanismen, die synergetisch wirken.
Lineare hin- und hergehende und rotative Verschleißtests (Stift auf Scheibe) sind zwei weit verbreitete ASTM-konforme Aufbauten zur Messung des Gleitverschleißverhaltens von Materialien. Da der Verschleißratenwert einer Verschleißtestmethode häufig zur Vorhersage der relativen Rangfolge von Materialkombinationen verwendet wird, ist es äußerst wichtig, die Wiederholbarkeit der mit verschiedenen Testaufbauten gemessenen Verschleißrate zu bestätigen. Dadurch können Benutzer den in der Literatur angegebenen Verschleißratenwert sorgfältig berücksichtigen, was für das Verständnis der tribologischen Eigenschaften von Materialien von entscheidender Bedeutung ist.
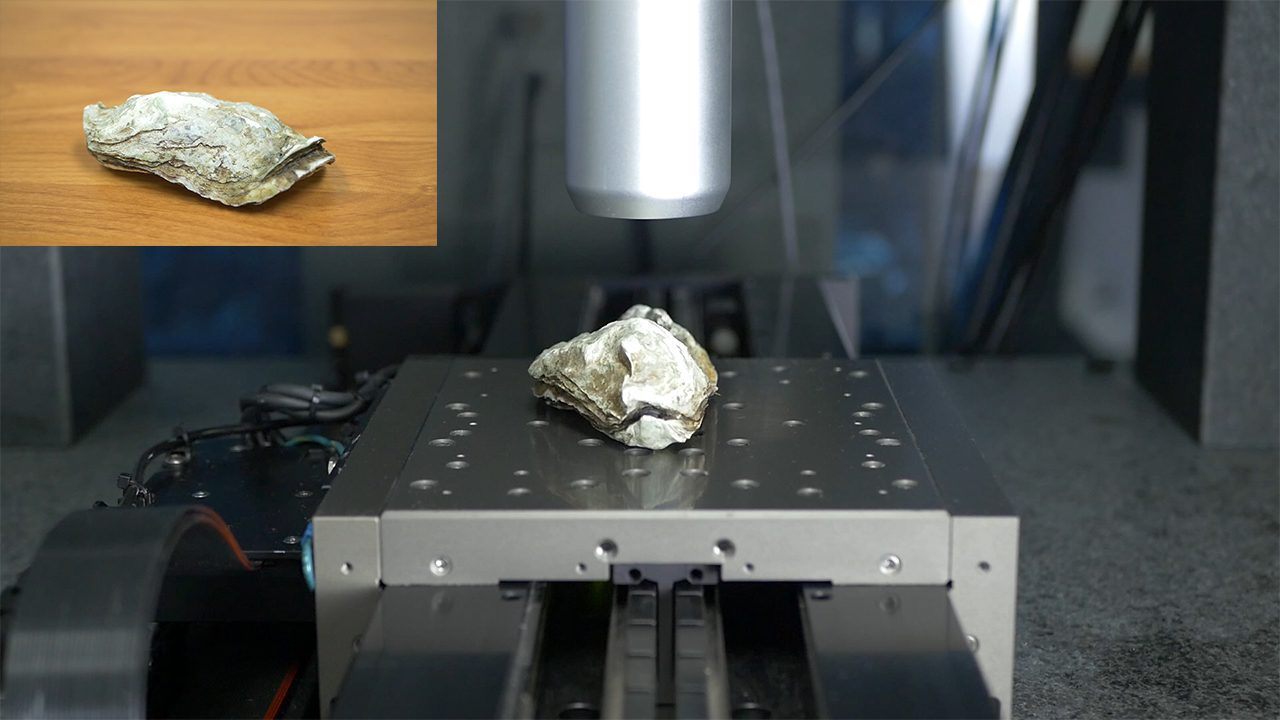
Hochgeschwindigkeitscharakterisierung einer Austernschale
Große Proben mit komplexen Geometrien können aufgrund der Probenvorbereitung, der Größe, scharfer Winkel und Krümmungen schwierig zu bearbeiten sein. In dieser Studie wird eine Austernschale gescannt, um die Fähigkeit des Nanovea HS2000 Zeilensensors zu demonstrieren, eine große, biologische Probe mit komplexer Geometrie zu scannen. Obwohl in dieser Studie eine biologische Probe verwendet wurde, können die gleichen Konzepte auch auf andere Proben angewendet werden.
Inspektion der Oberflächenbeschaffenheit von Holzfußböden
Bedeutung der Profilierung von Holzoberflächen
In verschiedenen Industriezweigen besteht der Zweck einer Holzveredelung darin, die Holzoberfläche vor verschiedenen Arten von Schäden, z. B. chemischer, mechanischer oder biologischer Art, zu schützen und/oder ihr eine bestimmte visuelle Ästhetik zu verleihen. Für Hersteller und Käufer gleichermaßen kann die Quantifizierung der Oberflächeneigenschaften ihrer Holzoberflächen für die Qualitätskontrolle oder die Optimierung von Holzveredelungsprozessen von entscheidender Bedeutung sein. In dieser Anwendung werden wir die verschiedenen Oberflächenmerkmale untersuchen, die mit einem berührungslosen Nanovea 3D-Profilometer quantifiziert werden können.
Die Quantifizierung der Rauheit und Textur einer Holzoberfläche kann von entscheidender Bedeutung sein, um sicherzustellen, dass sie den Anforderungen der jeweiligen Anwendung gerecht wird. Die Verfeinerung des Veredelungsprozesses oder die Überprüfung der Qualität von Holzoberflächen auf der Grundlage einer quantifizierbaren, wiederholbaren und zuverlässigen Oberflächeninspektionsmethode würde es den Herstellern ermöglichen, kontrollierte Oberflächenbehandlungen zu entwickeln, und den Käufern die Möglichkeit geben, Holzwerkstoffe entsprechend ihren Anforderungen zu prüfen und auszuwählen.
Messung Zielsetzung
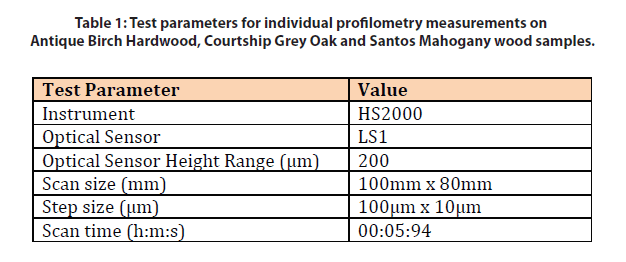
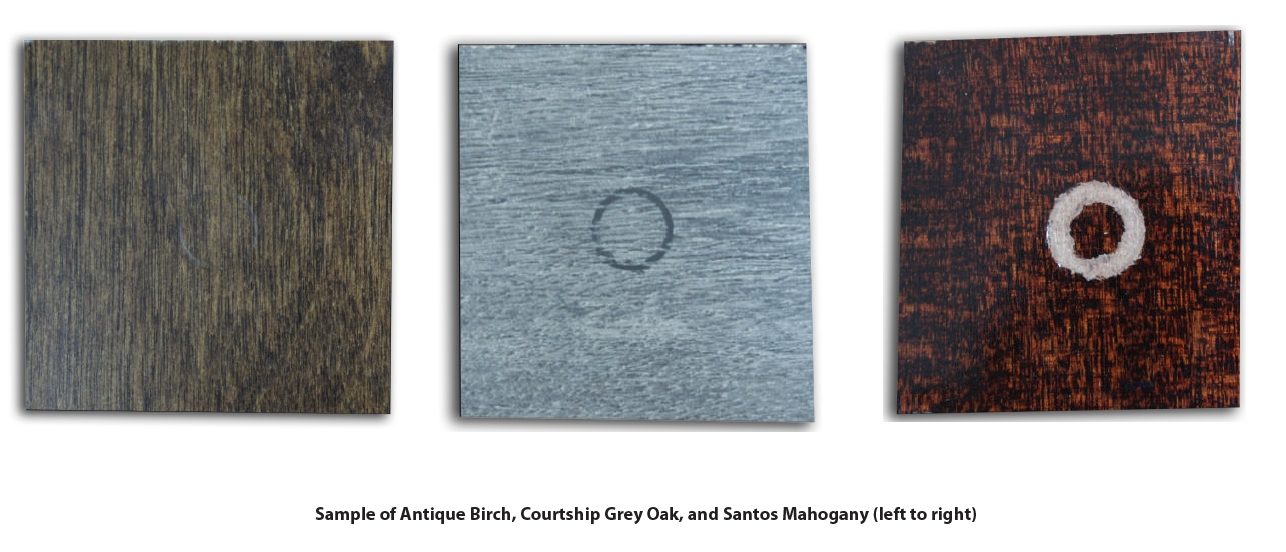
In dieser Studie der Hochgeschwindigkeits-Nanovea HS2000 profilometer Ausgestattet mit einem berührungslosen Profilliniensensor wurde die Oberflächenbeschaffenheit von drei Bodenbelagsproben gemessen und verglichen: Antiker Birken-Hartholzboden, Courtship Grey Oak-Bodenbelag und Santos Mahagoni-Bodenbelag. Wir demonstrieren die Fähigkeit des Nanovea Non-Tact Profilometers, bei der Messung von drei Arten von Oberflächenbereichen sowohl Geschwindigkeit als auch Präzision zu liefern und eine umfassende, tiefgehende Analyse der Scans durchzuführen.
Testverfahren und -abläufe

Ergebnisse und Diskussion
Beschreibung der Muster: Courtship Grey Oak und Santos Mahogany sind Laminatfußböden. Courtship Grey Oak ist ein niedrigglänzendes, strukturiertes schiefergraues Muster mit einer EIR-Oberfläche. Santos Mahagoni ist ein hochglänzendes, dunkles burgunderrotes Muster, das vorlackiert wurde. Antique Birch Hardwood ist mit einer 7-schichtigen Aluminiumoxid-Beschichtung versehen, die Schutz vor täglicher Abnutzung bietet.
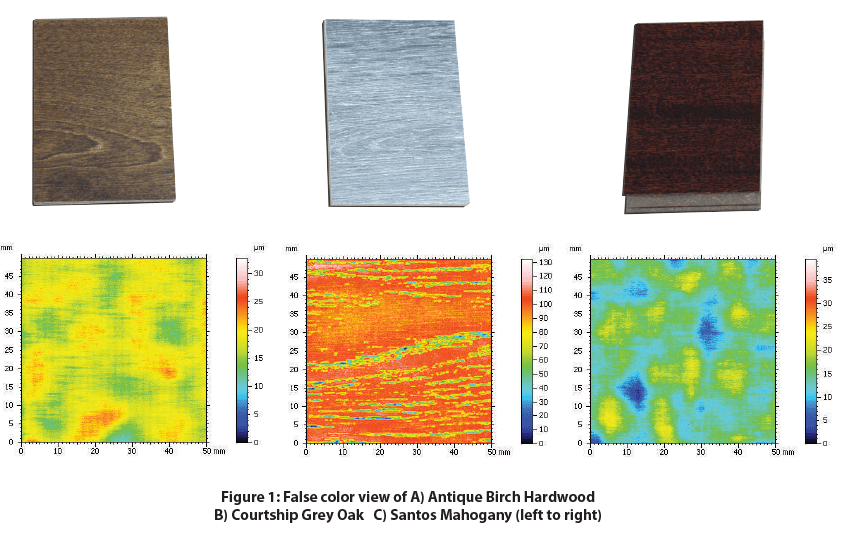
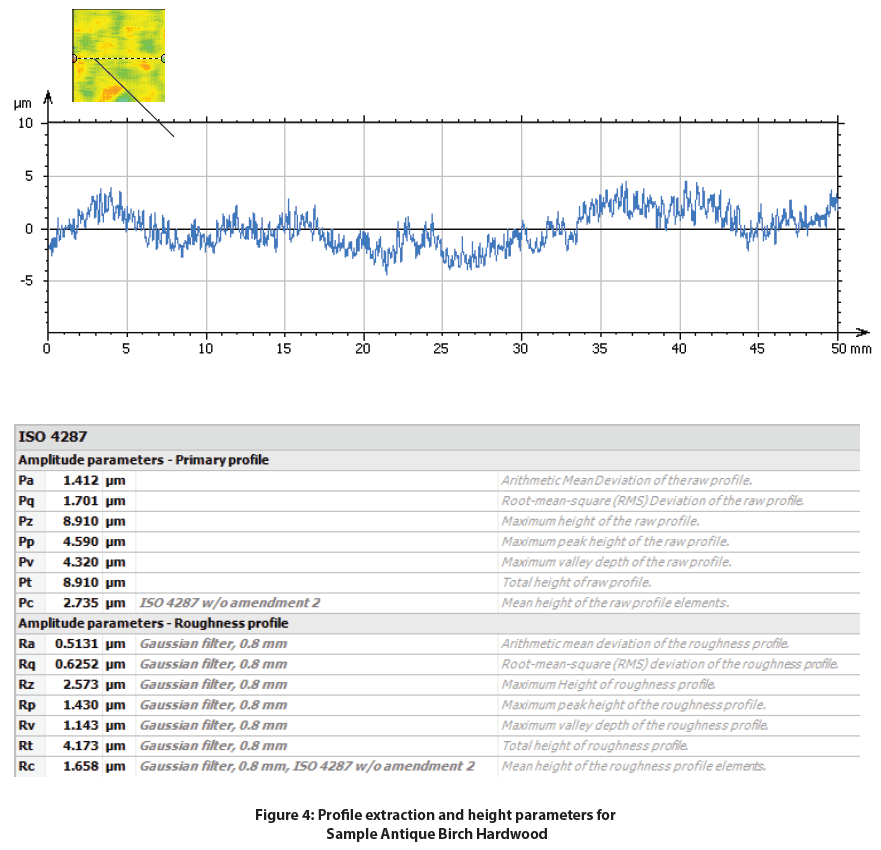
Antike Birke Hartholz
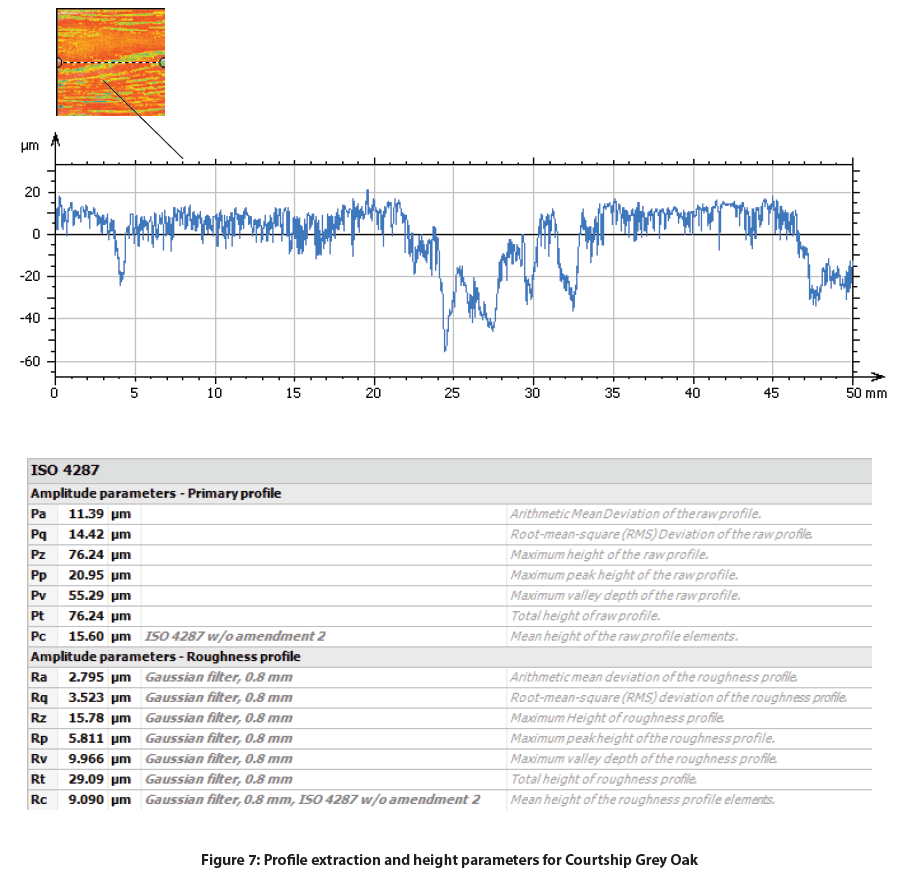
Brautwerbung Graue Eiche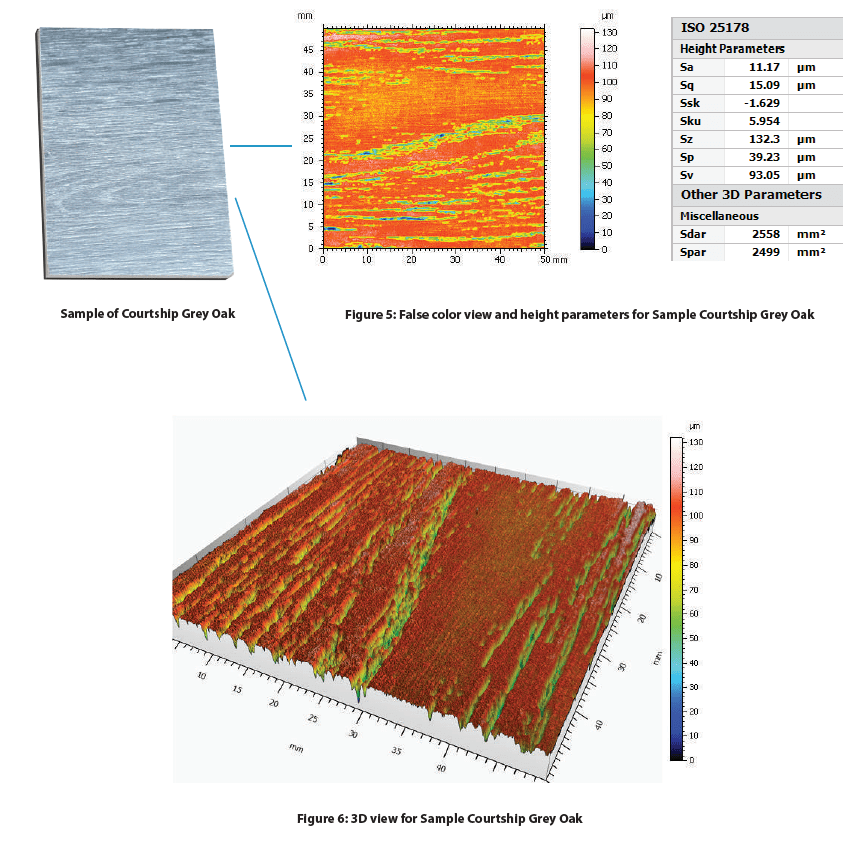
Santos Mahagoni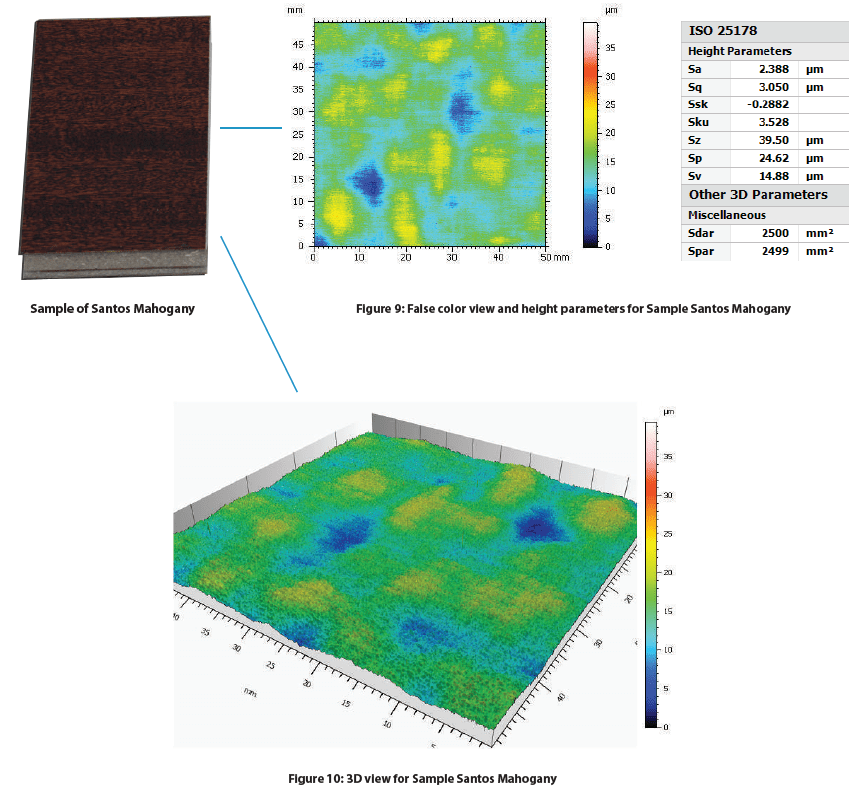

Diskussion
Es gibt einen deutlichen Unterschied zwischen den Sa-Werten aller Proben. Am glattesten war Antique Birch Hardwood mit einem Sa-Wert von 1,716 µm, gefolgt von Santos Mahogany mit einem Sa-Wert von 2,388 µm und einem signifikanten Anstieg bei Courtship Grey Oak mit einem Sa-Wert von 11,17 µm. P-Werte und R-Werte sind ebenfalls gängige Rauheitswerte, die zur Beurteilung der Rauheit bestimmter Profile entlang der Oberfläche verwendet werden können. Die Courtship Grey Oak besitzt eine grobe Textur mit rissartigen Merkmalen entlang der Zell- und Faserrichtung des Holzes. Aufgrund der strukturierten Oberfläche wurde die Probe der Grauen Eiche Courtship einer zusätzlichen Analyse unterzogen. Bei der Probe der Eiche Courtship Grey wurden Scheiben verwendet, um die Tiefe und das Volumen der Risse von der flacheren, gleichmäßigen Oberfläche zu trennen und zu berechnen.
Schlussfolgerung

In dieser Anwendung haben wir gezeigt, wie das Hochgeschwindigkeitsprofilometer Nanovea HS2000 zur effektiven und effizienten Prüfung der Oberflächenbeschaffenheit von Holzproben verwendet werden kann. Messungen der Oberflächenbeschaffenheit können sowohl für Hersteller als auch für Verbraucher von Hartholzfußböden wichtig sein, um zu verstehen, wie sie einen Herstellungsprozess verbessern oder das geeignete Produkt auswählen können, das für eine bestimmte Anwendung am besten geeignet ist.

Holzverschleißtest mit dem Nanovea Tribometer
Die Bedeutung des Vergleichs von Holzverschleiß und COF
Holz wird seit Jahrtausenden als Baumaterial für Häuser, Möbel und Fußböden verwendet. Es verfügt über eine Kombination aus natürlicher Schönheit und Haltbarkeit, was es zu einem idealen Kandidaten für Bodenbeläge macht. Im Gegensatz zu Teppichen behalten Hartholzböden ihre Farbe lange und lassen sich leicht reinigen und pflegen. Da es sich jedoch um ein natürliches Material handelt, ist bei den meisten Holzböden eine Oberflächenbehandlung erforderlich, um das Holz vor verschiedenen Arten von Schäden wie Abnutzung und Abnutzung zu schützen splittert mit der Zeit. In dieser Studie ein Nanovea Tribometer wurde zur Messung der Verschleißrate und des Reibungskoeffizienten (COF) verwendet, um die Vergleichsleistung von drei Holzoberflächen besser zu verstehen.
Das Nutzungsverhalten einer Holzart, die für Fußböden verwendet wird, hängt häufig mit ihrer Verschleißfestigkeit zusammen. Die Veränderungen in der individuellen Zell- und Faserstruktur der verschiedenen Holzarten tragen zu ihrem unterschiedlichen mechanischen und tribologischen Verhalten bei. Tatsächliche Gebrauchsprüfungen von Holz als Bodenbelag sind teuer, schwer zu reproduzieren und erfordern lange Prüfzeiten. Daher ist es wichtig, einen einfachen Verschleißtest zu entwickeln, der zuverlässig, reproduzierbar und einfach durchzuführen ist.
Messung Zielsetzung
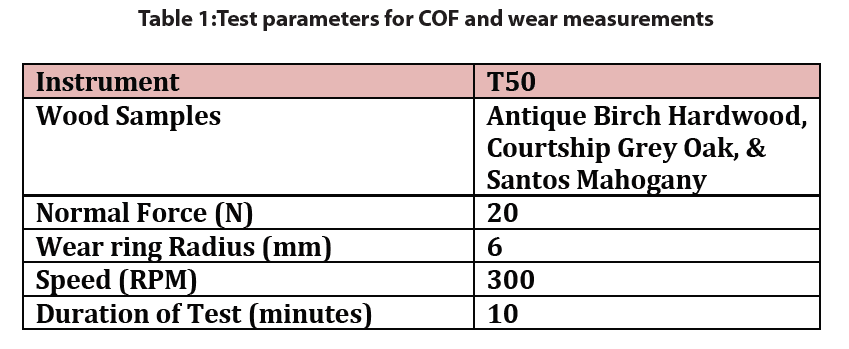
In dieser Studie haben wir das Verschleißverhalten von drei Holzarten simuliert und verglichen, um die Fähigkeit des Nanovea Tribometers zu demonstrieren, die tribologischen Eigenschaften von Holz kontrolliert und überwacht zu bewerten.
Diskussion
Muster Beschreibung: Antique Birch Hardwood ist mit einer 7-schichtigen Aluminiumoxid-Oberfläche versehen, die Schutz vor täglicher Abnutzung bietet. Courtship Grey Oak und Santos Mahogany sind beides Laminatböden, die sich in der Oberflächenbeschaffenheit und im Glanz unterscheiden. Courtship Grey Oak hat eine schiefergraue Farbe, eine EIR-Oberfläche und einen niedrigen Glanzgrad. Santos Mahagoni hingegen hat eine dunkle burgunderrote Farbe, ist vorlackiert und hochglänzend, wodurch Kratzer und Defekte auf der Oberfläche leichter verborgen werden können.
Die Entwicklung des COF-Wertes während der Abnutzungstests der drei Holzfußbodenproben ist in Abb. 1 dargestellt. Die Proben "Antique Birch Hardwood", "Courtship Grey Oak" und "Santos Mahogany" zeigten alle ein unterschiedliches COF-Verhalten.
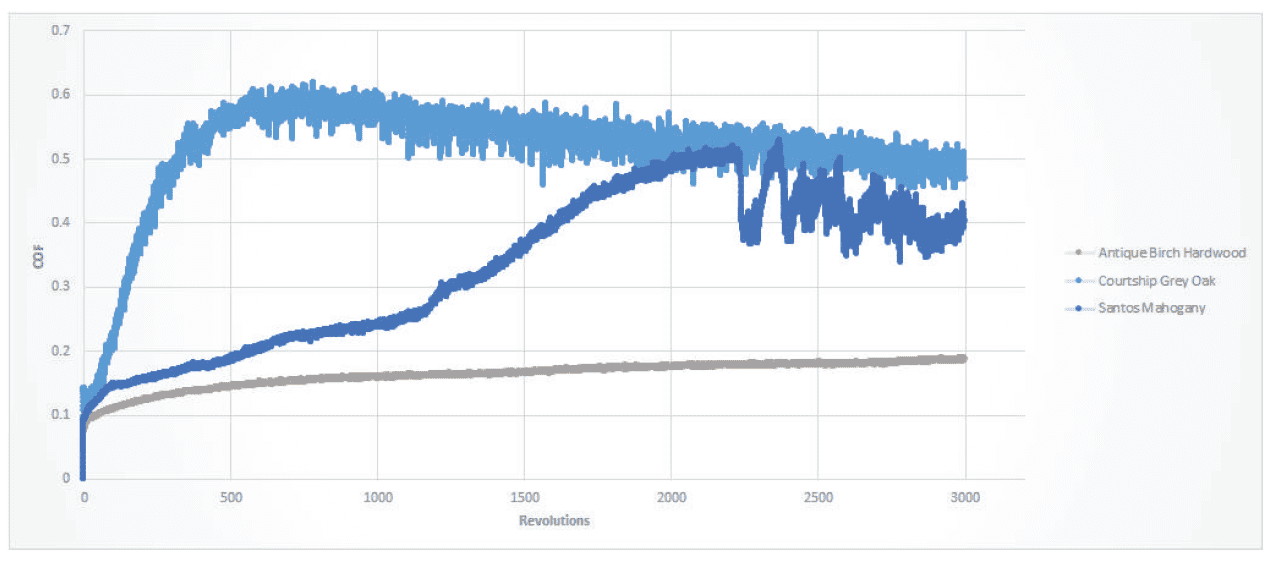
Aus dem obigen Diagramm ist ersichtlich, dass das Laubholz Antique Birch die einzige Probe war, die während der gesamten Testdauer einen gleichmäßigen COF aufwies. Der starke Anstieg des COF der Eiche Courtship Grey und der anschließende allmähliche Rückgang könnten darauf hindeuten, dass die Oberflächenrauhigkeit der Probe weitgehend zu ihrem COF-Verhalten beigetragen hat. Mit der Abnutzung der Probe nahm die Oberflächenrauheit ab und wurde homogener, was den Rückgang des COF erklärt, da die Oberfläche der Probe durch die mechanische Abnutzung glatter wurde. Die COF von Santos Mahagoni zeigt zu Beginn des Tests einen gleichmäßigen, allmählichen Anstieg der COF und geht dann abrupt in einen abgehackten COF-Trend über. Dies könnte darauf hindeuten, dass die Stahlkugel (Gegenmaterial) mit dem Holzsubstrat in Berührung kam, sobald die Laminatbeschichtung zu verschleißen begann, was zu einer schnelleren und turbulenteren Abnutzung führte, die gegen Ende des Tests zu einem lauteren COF-Verhalten führte.
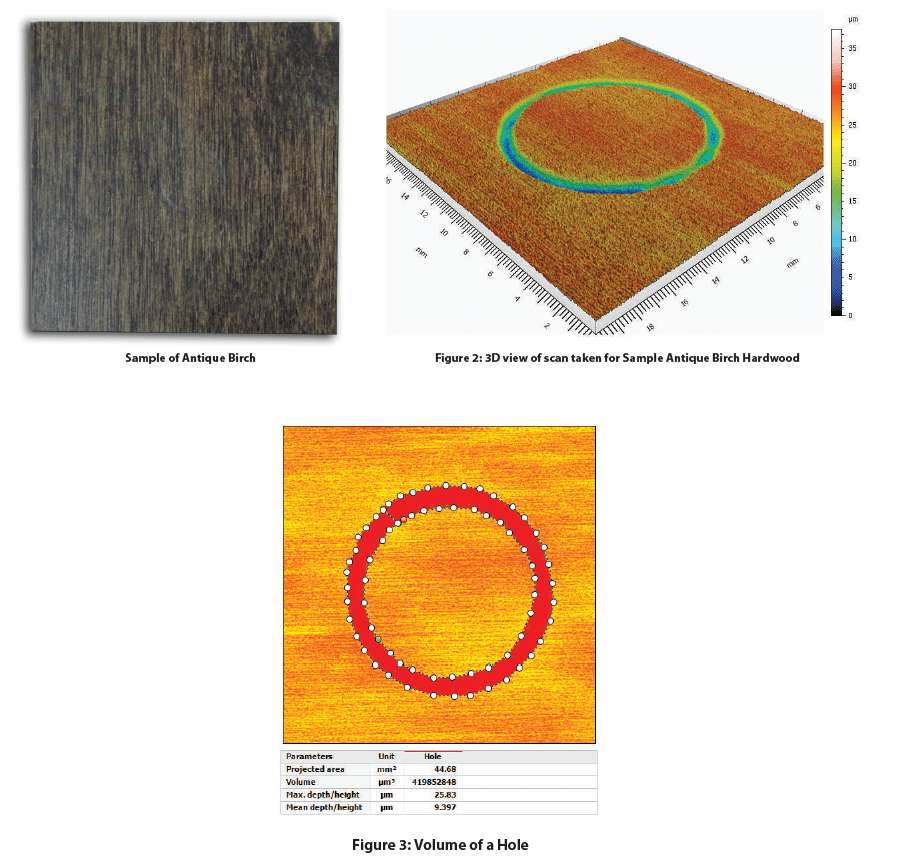
Antikes Birken-Hartholz:
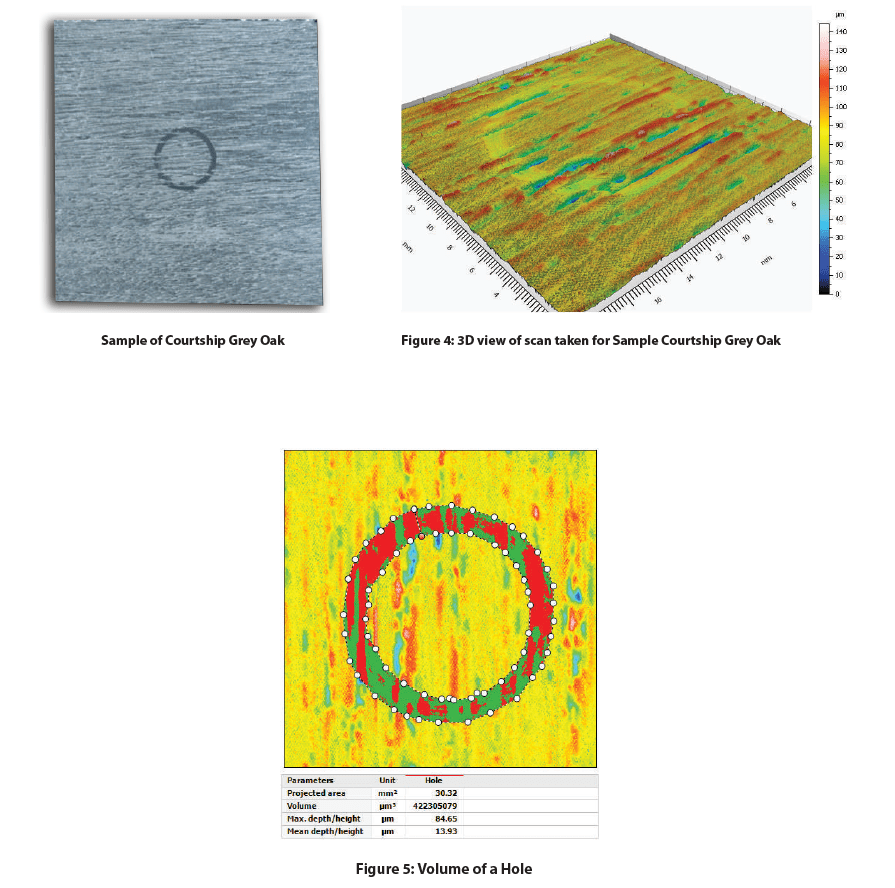
Brautwerbung Graue Eiche:
Santos Mahagoni
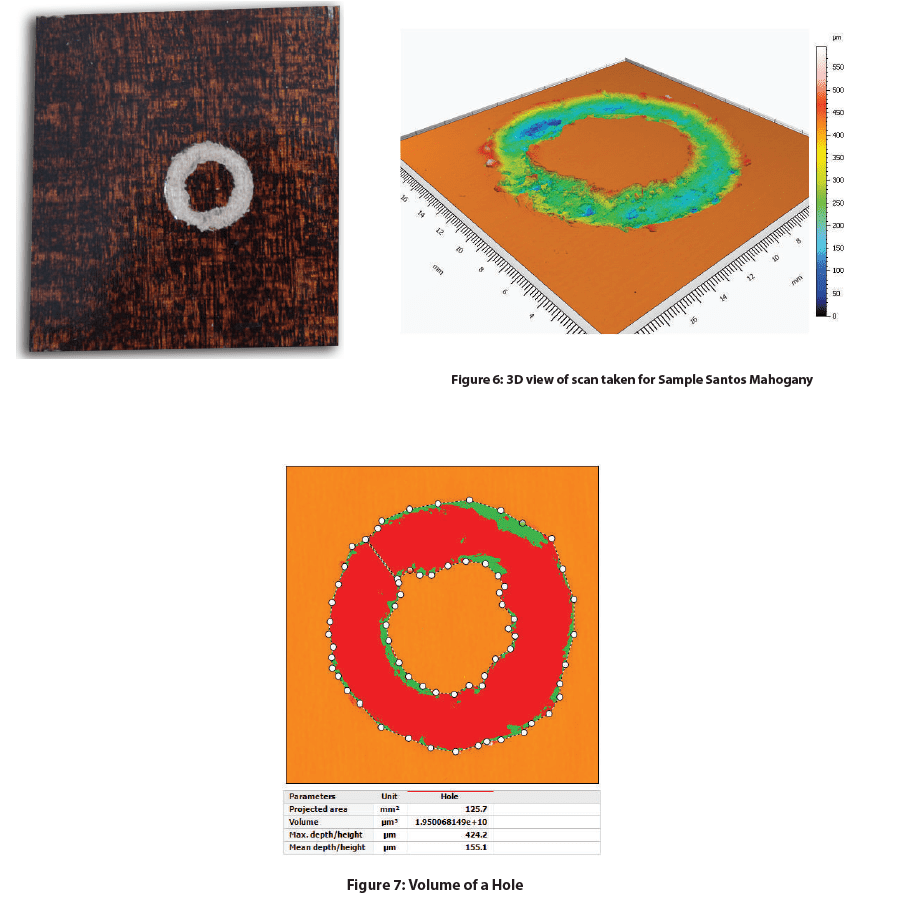
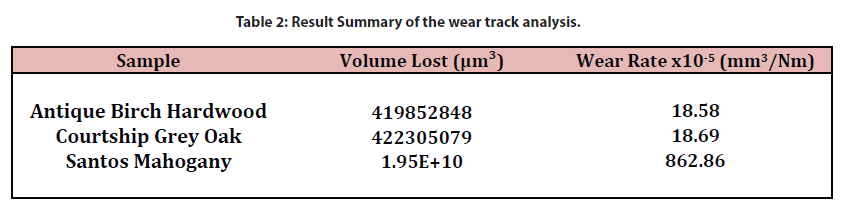
Tabelle 2 fasst die Ergebnisse der Verschleißspuren-Scans und -Analysen aller Holzbodenproben nach der Durchführung der Verschleißtests zusammen. Detaillierte Informationen und Bilder für jede Probe sind in den Abbildungen 2-7 zu sehen. Aus dem Vergleich der Abnutzungsraten aller drei Proben lässt sich ableiten, dass sich Santos Mahagoni als weniger widerstandsfähig gegenüber mechanischer Abnutzung erweist als die beiden anderen Proben. Antique Birch Hardwood und Courtship Grey Oak hatten sehr ähnliche Abnutzungsraten, obwohl sich ihr Abnutzungsverhalten während der Tests deutlich unterschied. Antikes Birken-Laubholz wies einen allmählichen und gleichmäßigeren Abnutzungstrend auf, während Eiche Courtship Grey aufgrund der bereits vorhandenen Oberflächentextur und -behandlung eine flache und löchrige Abnutzungsspur zeigte.
Schlussfolgerung

In dieser Studie haben wir die Leistungsfähigkeit des Tribometers von Nanovea bei der kontrollierten und überwachten Bewertung des Reibungskoeffizienten und der Verschleißfestigkeit der drei Holzarten Antikes Birken-Hartholz, Graue Eiche und Santos-Mahagoni unter Beweis gestellt. Die überlegenen mechanischen Eigenschaften des antiken Birken-Hartholzes führen zu seiner besseren Verschleißfestigkeit. Die Textur und Homogenität der Holzoberfläche spielen eine wichtige Rolle für das Verschleißverhalten. Die Oberflächentextur von Courtship Grey Oak, wie z. B. Lücken oder Risse zwischen den Zellfasern des Holzes, können zu Schwachstellen werden, an denen der Verschleiß einsetzt und sich ausbreitet.









