Blog-Archiv

Verbesserung der Bergbauverfahren mit Microindendation
MIKROINDENTATIONSFORSCHUNG UND QUALITÄTSKONTROLLE
Die Gesteinsmechanik befasst sich mit dem mechanischen Verhalten von Gesteinsmassen und wird im Bergbau, bei Bohrungen, bei der Förderung von Lagerstätten und im Bauwesen eingesetzt. Hochentwickelte Instrumente zur präzisen Messung der mechanischen Eigenschaften ermöglichen die Verbesserung von Bauteilen und Verfahren in diesen Branchen. Erfolgreiche Qualitätskontrollverfahren werden durch das Verständnis der Gesteinsmechanik auf der Mikroebene gewährleistet.
Mikroindentation ist ein wichtiges Instrument für felsmechanische Studien. Diese Techniken verbessern die Ausgrabungstechniken, indem sie ein besseres Verständnis der Gesteinseigenschaften ermöglichen. Die Mikroindentation wird zur Verbesserung von Bohrköpfen eingesetzt, die die Abbauverfahren verbessern. Die Mikroindentation wurde zur Untersuchung der Kreide- und Pulverbildung von Mineralien eingesetzt. Mikroindentationsstudien können Härte, Elastizitätsmodul, Kriechverhalten, Spannungs-Dehnungs-Verhalten, Bruchzähigkeit und Druck mit einem einzigen Instrument untersuchen.
MESSZIEL
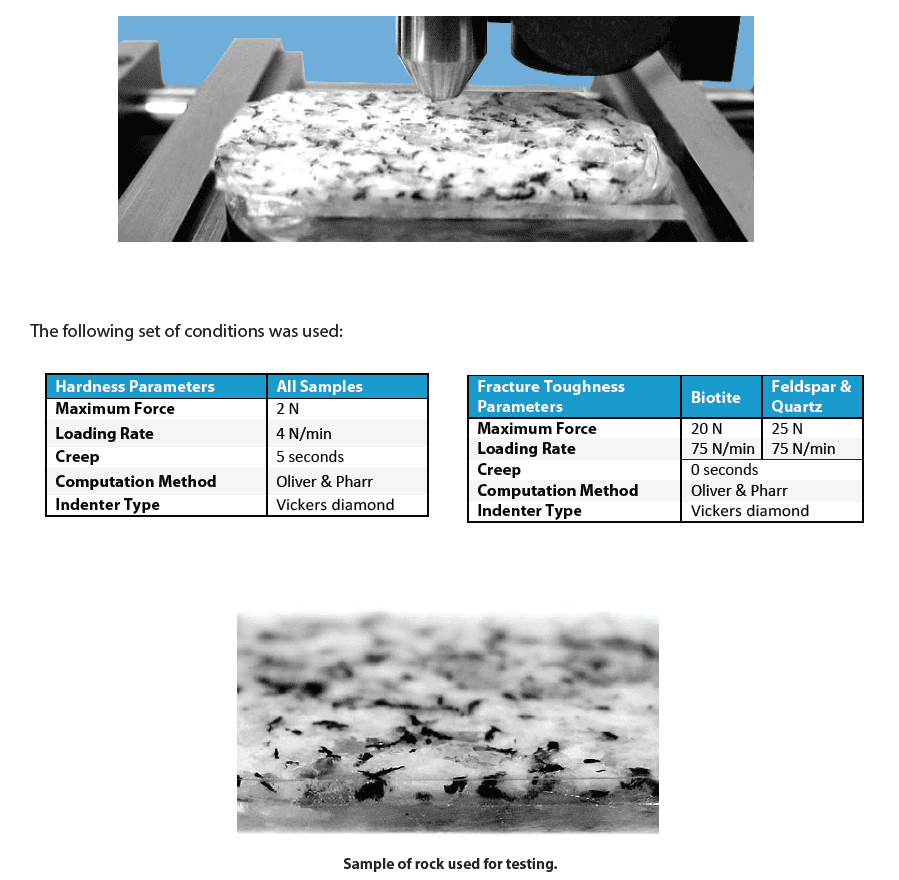
In dieser Anwendung ist Nanovea mechanischer Prüfer Misst die Vickers-Härte (Hv), den Elastizitätsmodul und die Bruchzähigkeit einer Mineralgesteinsprobe. Das Gestein besteht aus Biotit, Feldspat und Quarz, die den Standard-Granitverbund bilden. Jeder wird separat getestet.
ERGEBNISSE UND DISKUSSION
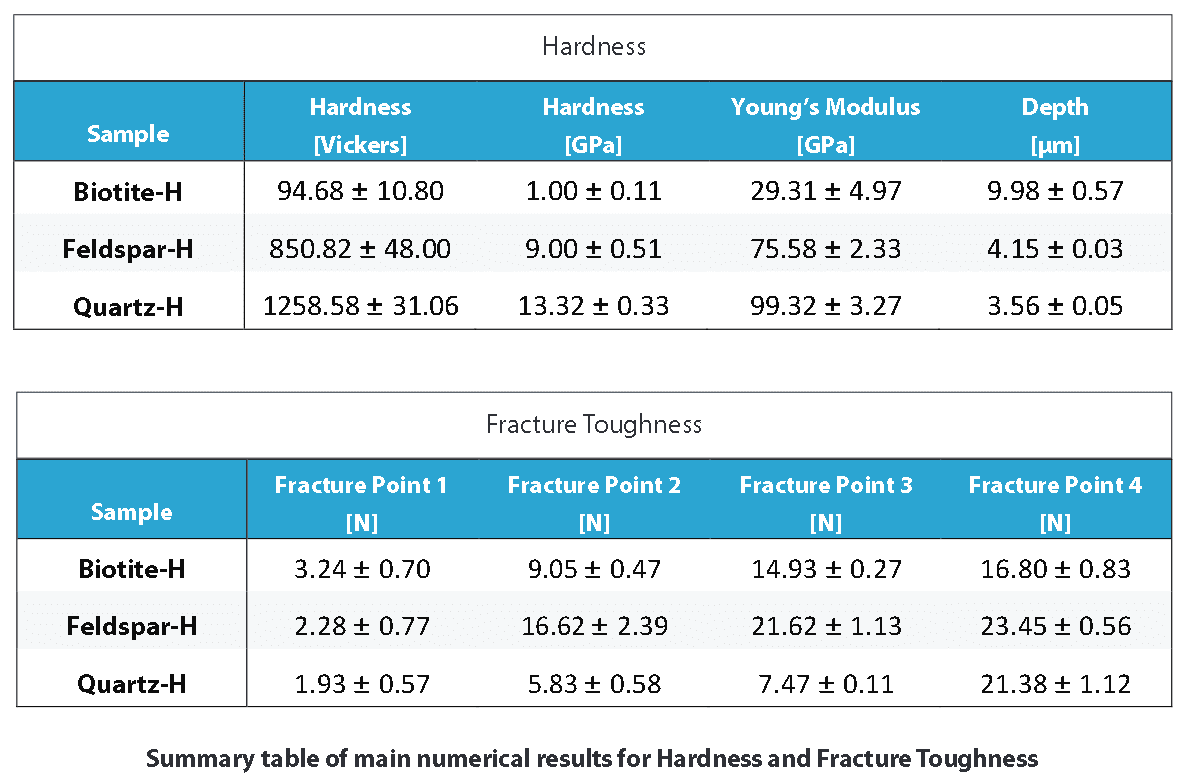
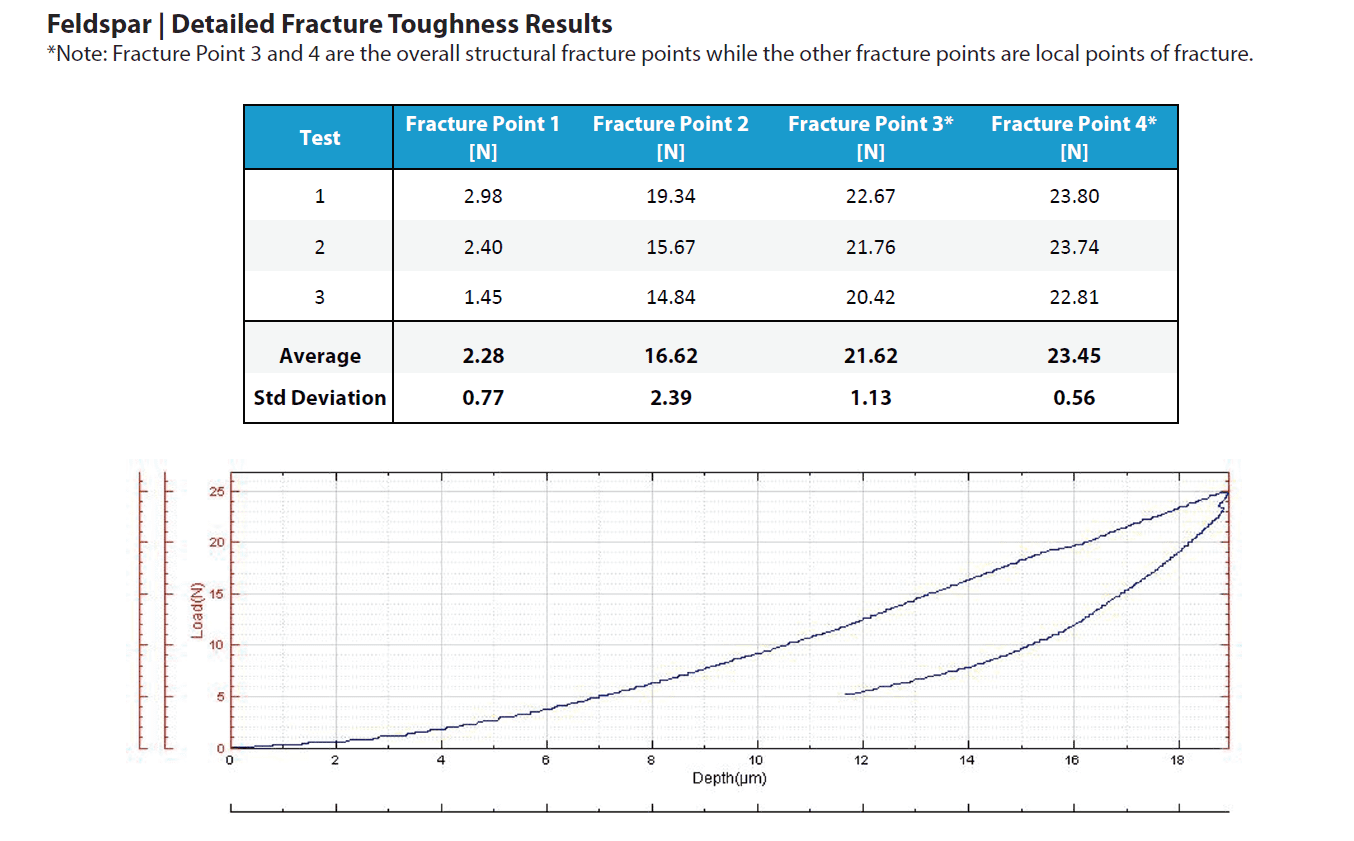
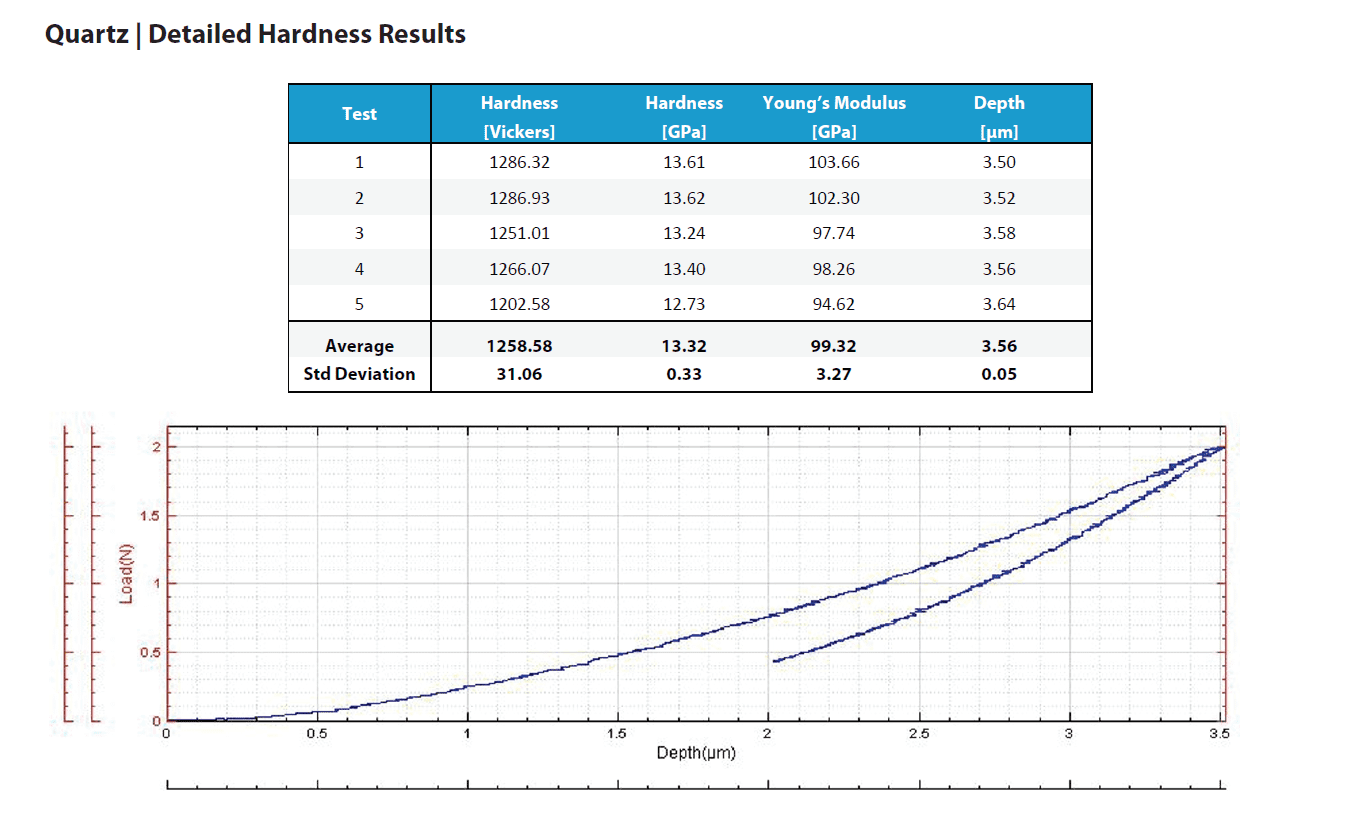
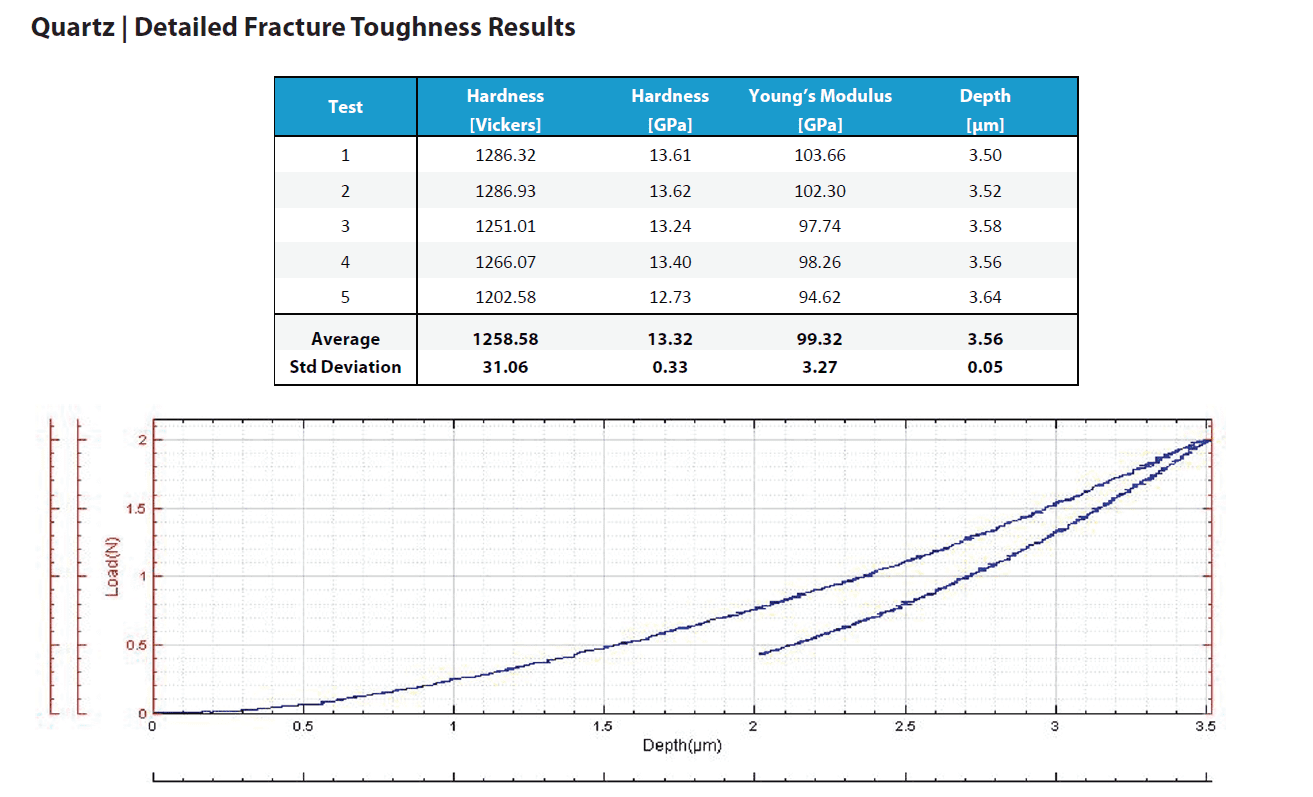
Dieser Abschnitt enthält eine zusammenfassende Tabelle, in der die wichtigsten numerischen Ergebnisse für die verschiedenen Proben verglichen werden, gefolgt von der Auflistung der vollständigen Ergebnisse, einschließlich der einzelnen durchgeführten Eindrücke, begleitet von mikroskopischen Aufnahmen der Eindrücke, sofern verfügbar. Diese vollständigen Ergebnisse enthalten die gemessenen Werte der Härte und des Elastizitätsmoduls sowie die Eindringtiefe (Δd) mit ihren Mittelwerten und Standardabweichungen. Es ist zu beachten, dass die Ergebnisse stark schwanken können, wenn die Oberflächenrauheit im gleichen Größenbereich liegt wie der Eindruck.
Zusammenfassende Tabelle der wichtigsten numerischen Ergebnisse für Härte und Bruchzähigkeit

SCHLUSSFOLGERUNG

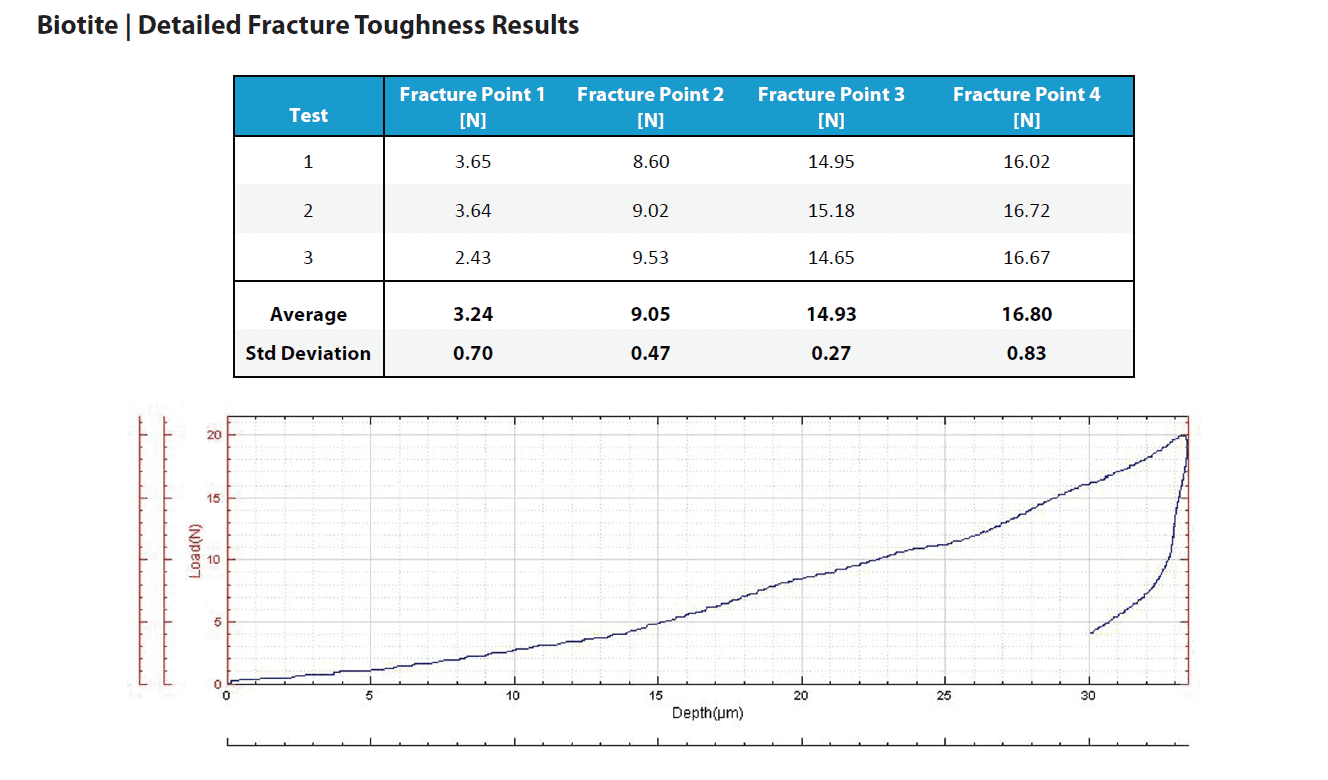
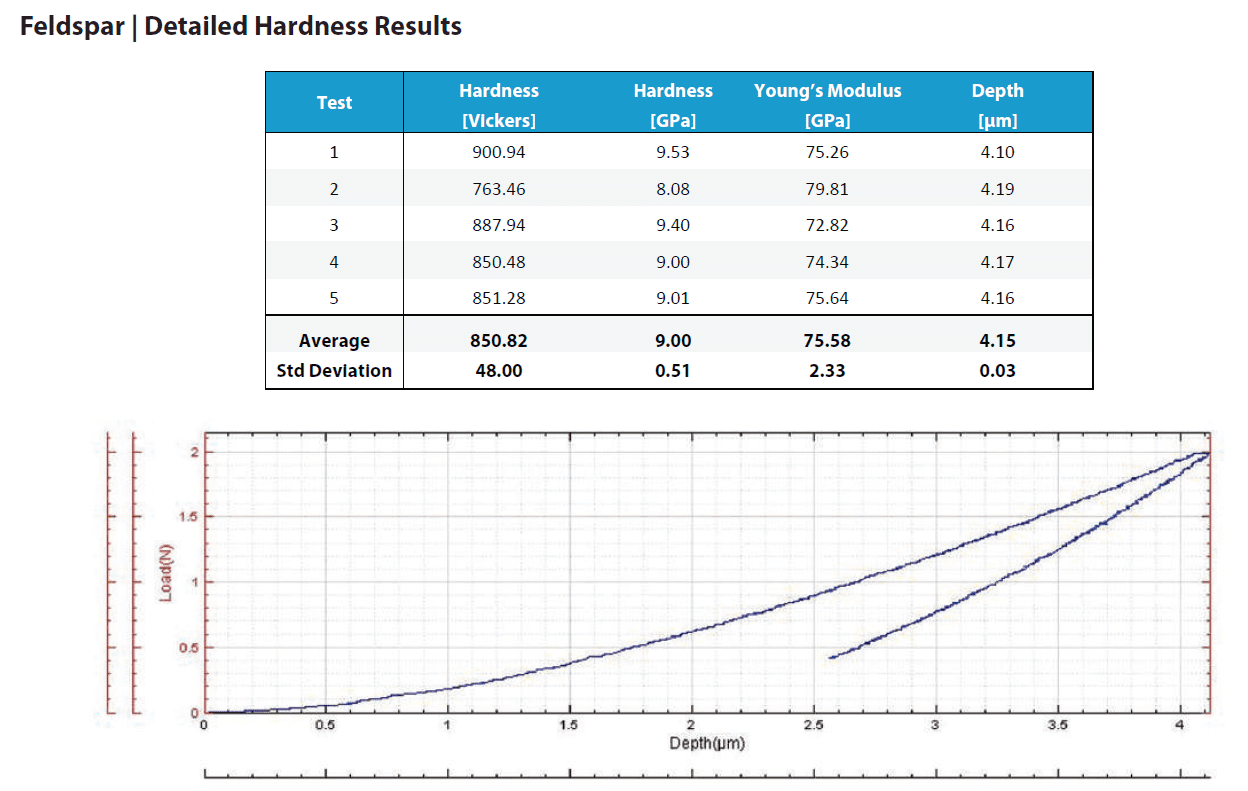
Der Nanovea-Mechanik-Tester demonstriert Reproduzierbarkeit und präzise Eindrückergebnisse auf der harten Oberfläche von Mineralgestein. Die Härte und der Elastizitätsmodul der einzelnen Materialien, aus denen der Granit besteht, wurden direkt aus den Kurven zwischen Tiefe und Belastung gemessen. Die raue Oberfläche bedeutete, dass die Prüfungen mit höheren Lasten durchgeführt wurden, was zu Mikrorissen geführt haben könnte. Mikrorisse würden einige der bei den Messungen festgestellten Schwankungen erklären. Aufgrund der rauen Oberfläche der Probe waren Risse bei einer normalen mikroskopischen Betrachtung nicht erkennbar. Daher ist es nicht möglich, herkömmliche Bruchzähigkeitswerte zu berechnen, die eine Messung der Risslänge erfordern. Stattdessen nutzten wir das System, um die Entstehung von Rissen anhand der Versetzungen in den Kurven der Tiefe gegenüber der Belastung bei steigender Belastung zu erkennen.
Bruchschwellenbelastungen wurden bei Belastungen angegeben, bei denen Versagen auftrat. Im Gegensatz zu herkömmlichen Bruchzähigkeitsprüfungen, bei denen lediglich die Risslänge gemessen wird, wird eine Last ermittelt, bei der der Schwellenbruch beginnt. Außerdem ermöglicht die kontrollierte und genau überwachte Umgebung die Messung der Härte als quantitativen Wert für den Vergleich einer Vielzahl von Proben zu verwenden.

Inline-Rauhigkeitsprüfung
Oberflächenfehler entstehen durch Materialverarbeitung und Produktherstellung. Die Inline-Oberflächenqualitätsprüfung gewährleistet eine strengste Qualitätskontrolle der Endprodukte. Der Nanovea Berührungslose 3D-Profilometer nutzen die chromatische Konfokaltechnologie mit der einzigartigen Fähigkeit, die Rauheit einer Probe berührungslos zu bestimmen. Es können mehrere Profilsensoren installiert werden, um die Rauheit und Textur verschiedener Bereiche des Produkts gleichzeitig zu überwachen. Der von der Analysesoftware in Echtzeit berechnete Rauheitsschwellenwert dient als schnelles und zuverlässiges Pass/Fail-Tool.
MESSZIEL
In dieser Studie wird das mit einem Punktsensor ausgestattete Nanovea-Förderbandsystem für die Rauheitsprüfung von Acryl- und Sandpapierproben eingesetzt. Wir zeigen die Fähigkeit des berührungslosen Nanovea-Profilometers, eine schnelle und zuverlässige Inline-Rauheitsinspektion in einer Produktionslinie in Echtzeit durchzuführen.

ERGEBNISSE UND DISKUSSION
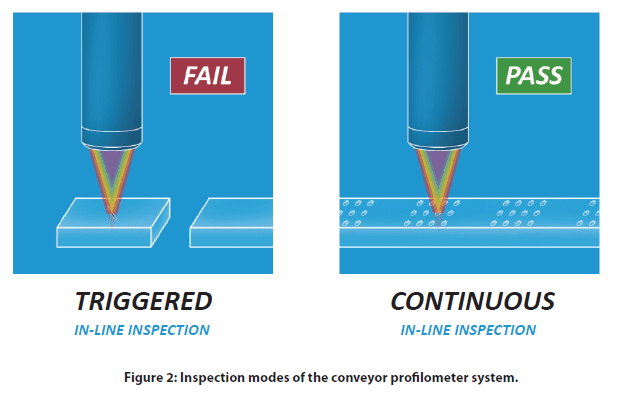
Das Bandprofilometersystem kann in zwei Betriebsarten arbeiten, nämlich im Auslösemodus und im Dauermodus. Wie in Abbildung 2 dargestellt, wird im Auslösemodus die Oberflächenrauheit der Proben gemessen, wenn sie unter den optischen Profilmessköpfen hindurchlaufen. Im Vergleich dazu ermöglicht der Dauermodus die kontinuierliche Messung der Oberflächenrauheit auf einer kontinuierlichen Probe, wie z. B. Metallblech und Gewebe. Es können mehrere optische Profiler-Sensoren installiert werden, um die Rauheit verschiedener Probenbereiche zu überwachen und aufzuzeichnen.
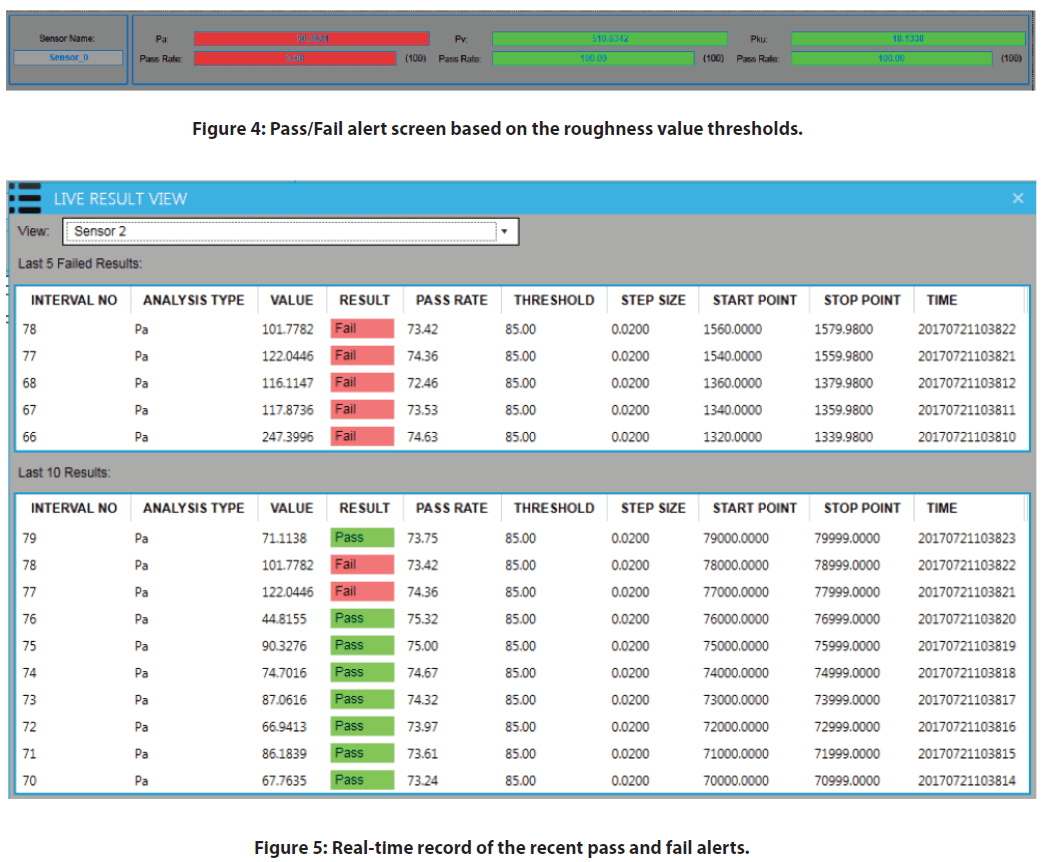
Während der Echtzeit-Rauheitsmessung werden in den Softwarefenstern die Warnungen "bestanden" und "nicht bestanden" angezeigt, wie in Abbildung 4 und Abbildung 5 dargestellt. Wenn der Rauheitswert innerhalb der vorgegebenen Schwellenwerte liegt, wird der gemessene Rauheitswert grün hervorgehoben. Die Markierung wird jedoch rot, wenn die gemessene Oberflächenrauheit außerhalb des Bereichs der festgelegten Schwellenwerte liegt. Damit steht dem Benutzer ein Werkzeug zur Verfügung, mit dem er die Qualität der Oberflächenbeschaffenheit eines Produkts bestimmen kann.
In den folgenden Abschnitten werden zwei Arten von Proben, z. B. Acryl und Sandpapier, verwendet, um den Auslösemodus und den kontinuierlichen Modus des Inspektionssystems zu demonstrieren.


Auslösemodus: Oberflächeninspektion der Acrylprobe
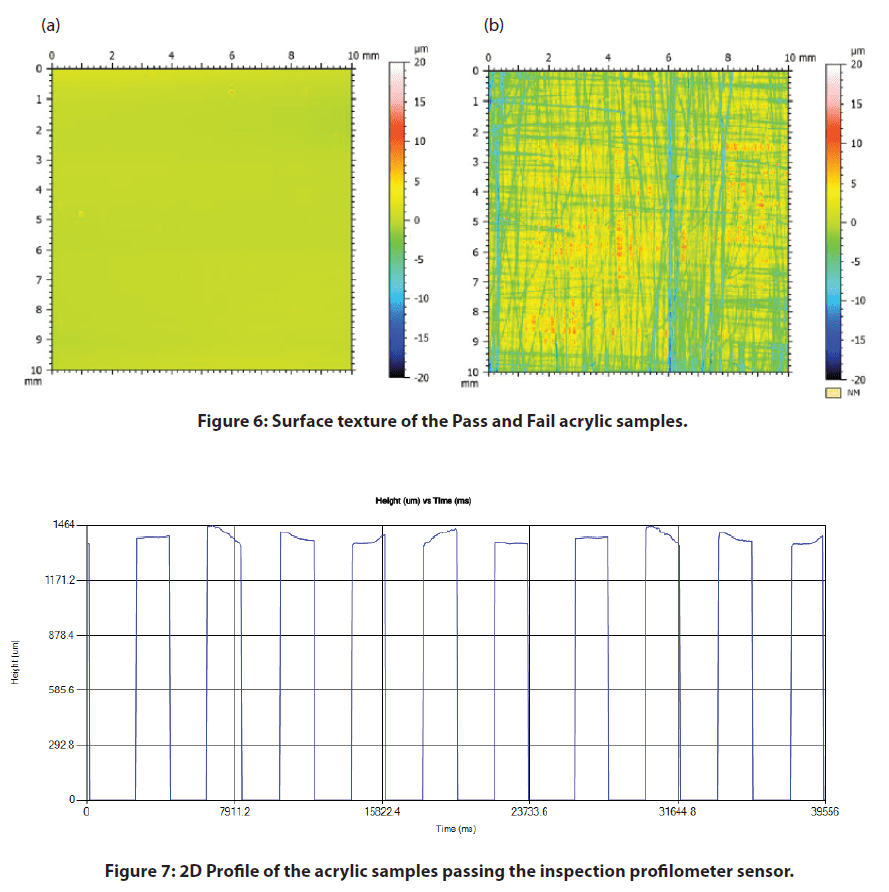
Eine Reihe von Acrylproben werden auf dem Förderband ausgerichtet und unter dem optischen Profilierkopf hindurchbewegt, wie in Abbildung 1 dargestellt. Die Falschfarbenansicht in Abbildung 6 zeigt die Veränderung der Oberflächenhöhe. Einige der spiegelglatten Acrylproben wurden geschliffen, um eine raue Oberflächenstruktur zu erzeugen (siehe Abbildung 6b).
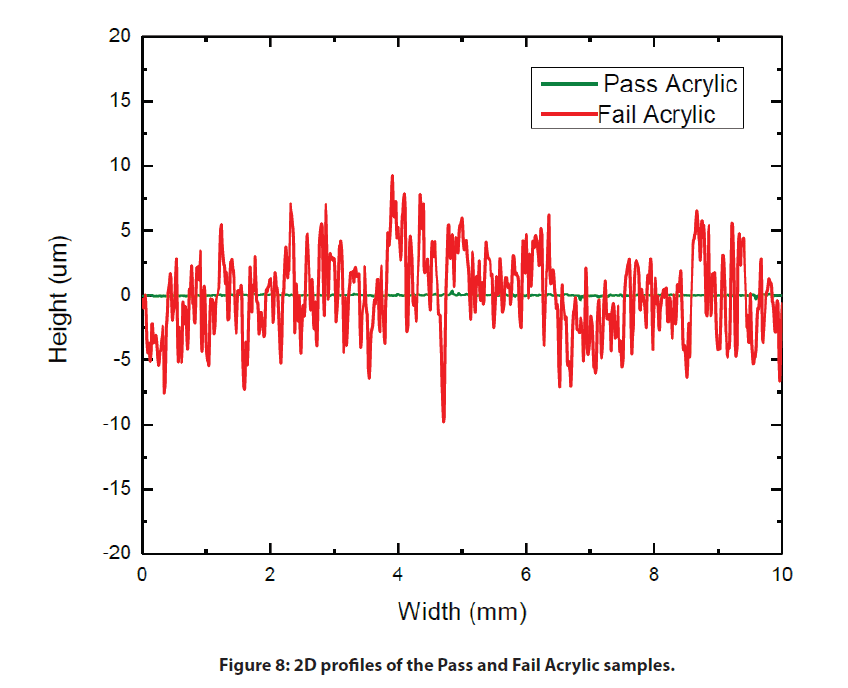
Während sich die Acrylproben mit konstanter Geschwindigkeit unter dem optischen Profilierkopf bewegen, wird das Oberflächenprofil gemessen, wie in Abbildung 7 und Abbildung 8 dargestellt. Der Rauheitswert des gemessenen Profils wird gleichzeitig berechnet und mit den Schwellenwerten verglichen. Wenn der Rauheitswert über dem eingestellten Schwellenwert liegt, wird ein roter Fehleralarm ausgelöst, so dass der Benutzer das fehlerhafte Produkt in der Produktionslinie sofort erkennen und lokalisieren kann.
Kontinuierlicher Modus: Oberflächeninspektion der Schleifpapierprobe
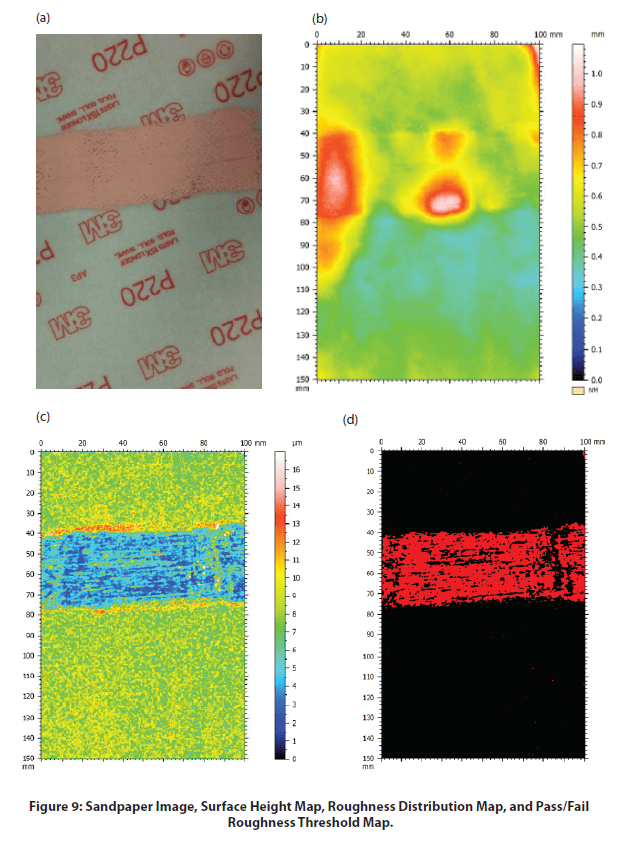
Oberflächenhöhenkarte, Rauheitsverteilungskarte und Pass/Fail-Rauheitsschwellenkarte der Oberfläche der Sandpapierprobe, wie in Abbildung 9 dargestellt. Die Sandpapierprobe hat einige höhere Spitzen in dem verwendeten Teil, wie in der Oberflächenhöhenkarte dargestellt. Die verschiedenen Farben in der Palette von Abbildung 9C stellen den Rauheitswert der lokalen Oberfläche dar. Die Rauheitskarte zeigt eine homogene Rauheit im intakten Bereich der Sandpapierprobe, während der benutzte Bereich in dunkelblauer Farbe hervorgehoben ist, was auf den geringeren Rauheitswert in diesem Bereich hinweist. Ein Schwellenwert für die Pass/Fail-Rauheit kann eingerichtet werden, um solche Regionen zu lokalisieren, wie in Abbildung 9D gezeigt.
Während das Schleifpapier kontinuierlich unter dem Inline-Profiler-Sensor hindurchläuft, wird der lokale Rauheitswert in Echtzeit berechnet und aufgezeichnet, wie in Abbildung 10 dargestellt. Die Pass/Fail-Warnungen werden auf dem Softwarebildschirm auf der Grundlage der eingestellten Rauheitsschwellenwerte angezeigt und dienen als schnelles und zuverlässiges Werkzeug für die Qualitätskontrolle. Die Qualität der Produktoberfläche in der Produktionslinie wird vor Ort geprüft, um fehlerhafte Bereiche rechtzeitig zu entdecken.

SCHLUSSFOLGERUNG
In dieser Anwendung haben wir gezeigt, dass das Nanovea Conveyor Profilometer, ausgestattet mit einem optischen, berührungslosen Profilsensor, als zuverlässiges Inline-Qualitätskontrollinstrument effektiv und effizient arbeitet.
Das Inspektionssystem kann in der Produktionslinie installiert werden, um die Oberflächenqualität der Produkte an Ort und Stelle zu überwachen. Der Rauheitsschwellenwert dient als zuverlässiges Kriterium zur Bestimmung der Oberflächenqualität der Produkte und ermöglicht es dem Benutzer, fehlerhafte Produkte rechtzeitig zu erkennen. Zwei Inspektionsmodi, nämlich der Auslösemodus und der Dauermodus, werden angeboten, um die Anforderungen an die Inspektion verschiedener Produkttypen zu erfüllen.
Die hier gezeigten Daten stellen nur einen Teil der in der Analysesoftware verfügbaren Berechnungen dar. Nanovea Profilometer messen praktisch jede Oberfläche in Bereichen wie Halbleiter, Mikroelektronik, Solar, Glasfaser, Optik, Automobil, Luft- und Raumfahrt, Metallurgie, Bearbeitung, Beschichtungen, Pharmazeutik, Biomedizin, Umwelt und vielen anderen.

Block-On-Ring-Verschleißtest
BEDEUTUNG DER BEWERTUNG DES BLOCK-AUF-RING-VERSCHLEISSES
Gleitverschleiß ist der fortschreitende Materialverlust, der dadurch entsteht, dass zwei Werkstoffe unter Belastung an der Kontaktfläche gegeneinander gleiten. Er tritt unweigerlich in einer Vielzahl von Branchen auf, in denen Maschinen und Motoren in Betrieb sind, darunter die Automobilindustrie, die Luft- und Raumfahrt, die Öl- und Gasindustrie und viele andere. Eine solche Gleitbewegung führt zu ernsthaftem mechanischem Verschleiß und Materialtransfer an der Oberfläche, was zu einer verringerten Produktionseffizienz, Maschinenleistung oder sogar zu Schäden an der Maschine führen kann.
Beim Gleitverschleiß treten häufig komplexe Verschleißmechanismen an der Kontaktfläche auf, wie z. B. Adhäsionsverschleiß, Zweikörperabrieb, Dreikörperabrieb und Ermüdungsverschleiß. Das Verschleißverhalten von Werkstoffen wird maßgeblich von der Arbeitsumgebung wie Normalbelastung, Geschwindigkeit, Korrosion und Schmierung beeinflusst. Ein vielseitiges Tribometer die verschiedene realistische Arbeitsbedingungen simulieren können, sind ideal für die Verschleißbewertung.
Der Block-on-Ring-Test (ASTM G77) ist eine weit verbreitete Technik, die das Gleitverschleißverhalten von Materialien unter verschiedenen simulierten Bedingungen bewertet und eine zuverlässige Einstufung von Materialpaaren für bestimmte tribologische Anwendungen ermöglicht.
Der Block-on-Ring-Test (ASTM G77) ist eine weit verbreitete Technik, die das Gleitverschleißverhalten von Materialien unter verschiedenen simulierten Bedingungen bewertet und eine zuverlässige Einstufung von Materialpaaren für bestimmte tribologische Anwendungen ermöglicht.
MESSZIEL
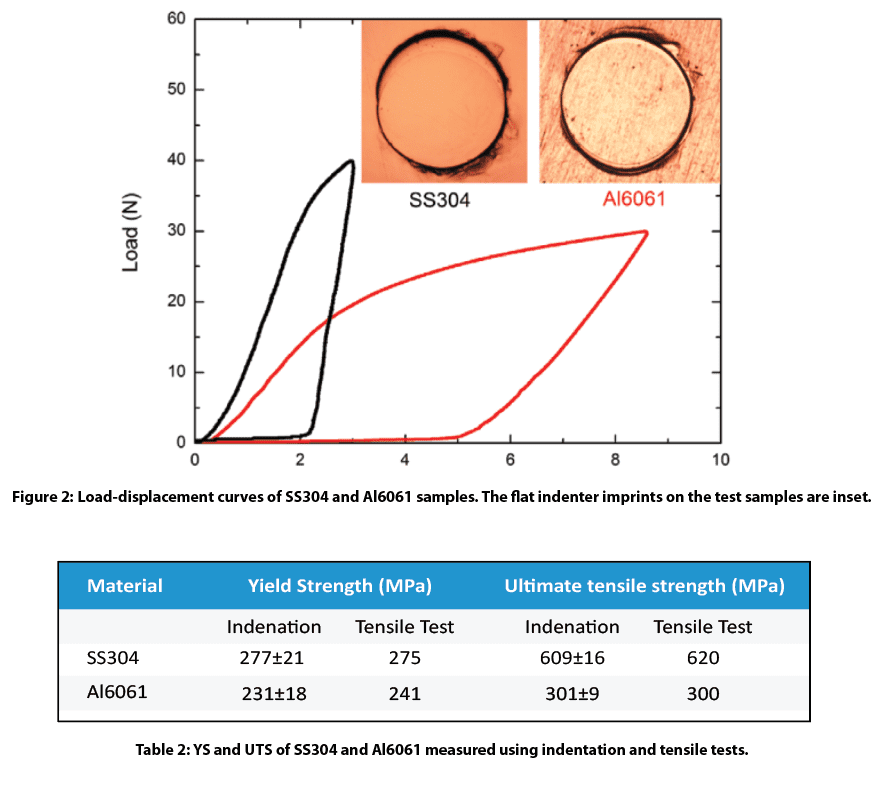
In dieser Anwendung misst der Nanovea Mechanical Tester die YS- und UTS-Werte von Proben aus rostfreiem Stahl SS304 und Aluminiumlegierung Al6061. Die Proben wurden aufgrund ihrer allgemein anerkannten YS- und UTS-Werte ausgewählt, die die Zuverlässigkeit der Eindringmethoden von Nanovea belegen.
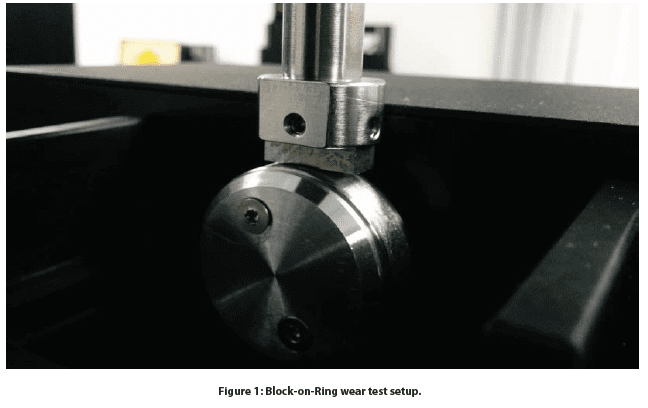
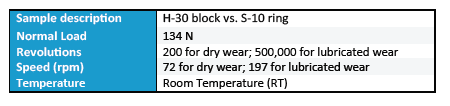
Das Gleitverschleißverhalten eines H-30-Blocks auf einem S-10-Ring wurde mit dem Tribometer von Nanovea unter Verwendung des Block-on-Ring-Moduls bewertet. Der H-30-Block besteht aus 01-Werkzeugstahl mit einer Härte von 30 HRC, während der S-10-Ring aus Stahl des Typs 4620 mit einer Oberflächenhärte von 58 bis 63 HRC und einem Ringdurchmesser von ~34,98 mm besteht. Um die Auswirkung auf das Verschleißverhalten zu untersuchen, wurden Block-on-Ring-Tests in trockenen und geschmierten Umgebungen durchgeführt. Schmierungstests wurden in USP-Schwermineralöl durchgeführt. Die Verschleißspur wurde mit Nanovea untersucht Berührungsloses 3D-Profilometer. Die Testparameter sind in Tabelle 1 zusammengefasst. Die Verschleißrate (K) wurde anhand der Formel K=V/(F×s) bewertet, wobei V das abgenutzte Volumen, F die normale Belastung und s die Gleitstrecke ist.
ERGEBNISSE UND DISKUSSION
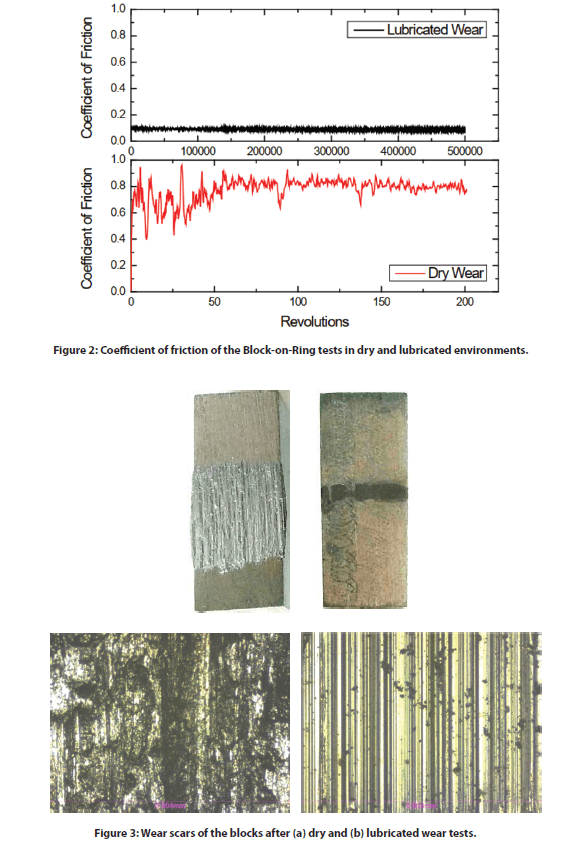
Abbildung 2 vergleicht den Reibungskoeffizienten (COF) der Block-auf-Ring-Tests in trockenen und geschmierten Umgebungen. Der Block hat in einer trockenen Umgebung deutlich mehr Reibung als in einer geschmierten Umgebung. COF
schwankt während der Einlaufphase in den ersten 50 Umdrehungen und erreicht für den Rest des 200-Umdrehungen-Verschleißtests einen konstanten COF von ~0,8. Im Vergleich dazu zeigt der Block-on-Ring-Test, der mit der USP-Schwermineralölschmierung durchgeführt wurde, einen konstant niedrigen COF von 0,09 während des gesamten Verschleißtests mit 500.000 Umdrehungen. Das Schmiermittel reduziert den COF zwischen den Oberflächen deutlich um das ~90-fache.
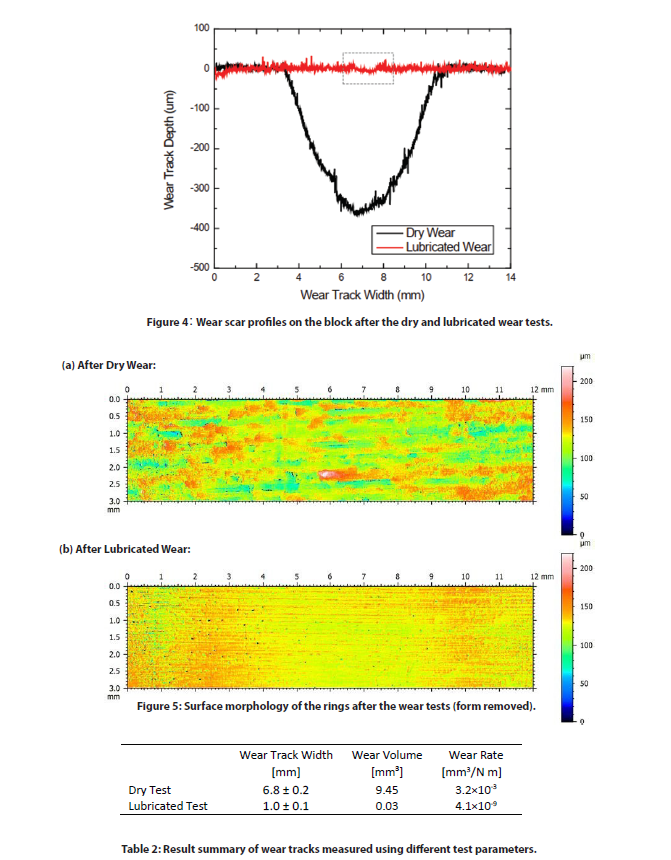
Die Abbildungen 3 und 4 zeigen die optischen Bilder und 2D-Querschnittsprofile der Verschleißnarben auf den Blöcken nach trockenen und geschmierten Verschleißtests. Das Volumen der Verschleißspuren und die Verschleißraten sind in Tabelle 2 aufgeführt. Der Stahlblock nach dem Trockenverschleißtest bei einer niedrigeren Drehzahl von 72 U/min für 200 Umdrehungen weist ein großes Verschleißspurenvolumen von 9,45 mm˙ auf. Im Vergleich dazu erzeugt der Verschleißtest, der bei einer höheren Drehzahl von 197 U/min für 500.000 Umdrehungen im Mineralölschmierstoff durchgeführt wird, ein wesentlich kleineres Verschleißspurvolumen von 0,03 mm˙.
Die Bilder in Abbildung 3 zeigen, dass bei den Tests unter trockenen Bedingungen ein starker Verschleiß auftritt, verglichen mit dem geringen Verschleiß bei den Tests mit geschmiertem Verschleiß. Die hohe Hitze und die starken Vibrationen, die während des Trockenverschleißtests erzeugt werden, fördern die Oxidation der metallischen Ablagerungen, was zu einem starken Dreikörperabrieb führt. Bei der geschmierten Prüfung reduziert das Mineralöl die Reibung und kühlt die Kontaktfläche, während es gleichzeitig die beim Verschleiß entstehenden Abriebpartikel abtransportiert. Dies führt zu einer erheblichen Reduzierung der Verschleißrate um einen Faktor von ~8×10ˆ. Ein solch erheblicher Unterschied in der Verschleißfestigkeit in unterschiedlichen Umgebungen zeigt, wie wichtig eine korrekte Simulation des Gleitverschleißes unter realistischen Betriebsbedingungen ist.
Das Verschleißverhalten kann sich drastisch ändern, wenn kleine Änderungen der Testbedingungen eingeführt werden. Die Vielseitigkeit des Tribometers von Nanovea ermöglicht Verschleißmessungen bei hohen Temperaturen, bei Schmierung und unter Tribokorrosionsbedingungen. Dank der präzisen Geschwindigkeits- und Positionssteuerung durch den fortschrittlichen Motor können Verschleißtests bei Geschwindigkeiten von 0,001 bis 5000 U/min durchgeführt werden, was es zu einem idealen Werkzeug für Forschungs-/Testlabors macht, um den Verschleiß unter verschiedenen tribologischen Bedingungen zu untersuchen.
Der Oberflächenzustand der Proben wurde mit dem berührungslosen optischen Proÿlometer von Nanovea untersucht. Abbildung 5 zeigt die Oberflächenmorphologie der Ringe nach den Verschleißtests. Die Zylinderform ist entfernt, um die Oberflächenmorphologie und -rauheit, die durch den Gleitverschleißprozess entstanden ist, besser darstellen zu können. Während des Trockenverschleißtests mit 200 Umdrehungen kam es zu einer deutlichen Aufrauung der Oberfläche durch den Dreikörperabrieb. Der Block und der Ring weisen nach dem Trockenverschleißtest eine Rauheit Ra von 14,1 bzw. 18,1 µm auf, verglichen mit 5,7 und 9,1 µm beim Langzeitverschleißtest mit Schmierung und 500.000 Umdrehungen bei einer höheren Drehzahl. Dieser Test zeigt, wie wichtig die richtige Schmierung des Kolbenring-Zylinder-Kontakts ist. Starker Verschleiß beschädigt ohne Schmierung schnell die Kontaktfläche und führt zu einer irreversiblen Verschlechterung der Betriebsqualität und sogar zum Ausfall des Motors.
SCHLUSSFOLGERUNG
In dieser Studie zeigen wir, wie das Tribometer von Nanovea zur Bewertung des Gleitverschleißverhaltens eines Stahl-Metall-Paares mithilfe des Block-on-Ring-Moduls nach dem ASTM G77-Standard verwendet wird. Der Schmierstoff spielt eine entscheidende Rolle für die Verschleißeigenschaften des Werkstoffpaares. Das Mineralöl reduziert die Verschleißrate des H-30-Blocks um den Faktor ~8×10ˆ und den COF um das ~90-fache. Die Vielseitigkeit des Tribometers von Nanovea macht es zu einem idealen Werkzeug zur Messung des Verschleißverhaltens unter verschiedenen Schmier-, Hochtemperatur- und Tribokorrosionsbedingungen.
Das Tribometer von Nanovea bietet präzise und wiederholbare Verschleiß- und Reibungstests im ISO- und ASTM-konformen Rotations- und Linearmodus, mit optionalen Modulen für Hochtemperaturverschleiß, Schmierung und Tribokorrosion, die in einem vorintegrierten System verfügbar sind. Das unübertroffene Sortiment von Nanovea ist eine ideale Lösung zur Bestimmung des gesamten Spektrums tribologischer Eigenschaften dünner oder dicker, weicher oder harter Beschichtungen, Filme und Substrate.

Analyse von Verbundwerkstoffen mit 3D-Profilometrie
Die Bedeutung der berührungslosen Profilometrie für Verbundwerkstoffe
Es ist von entscheidender Bedeutung, dass Defekte minimiert werden, damit die Verbundwerkstoffe bei Verstärkungsanwendungen so stark wie möglich sind. Da es sich um ein anisotropes Material handelt, ist es von entscheidender Bedeutung, dass die Geweberichtung konsistent ist, um eine hohe Leistungsvorhersage zu gewährleisten. Verbundwerkstoffe haben eines der höchsten Festigkeits-Gewichts-Verhältnisse und sind daher in einigen Fällen stärker als Stahl. Es ist wichtig, die exponierte Oberfläche von Verbundwerkstoffen zu begrenzen, um die chemische Anfälligkeit und die Auswirkungen der Wärmeausdehnung zu minimieren. Die profilometrische Oberflächenprüfung ist für die Qualitätskontrolle bei der Herstellung von Verbundwerkstoffen von entscheidender Bedeutung, um eine hohe Leistungsfähigkeit über eine lange Nutzungsdauer zu gewährleisten.
Nanoveas Berührungsloses 3D-Profilometer unterscheidet sich von anderen Oberflächenmesstechniken wie Tastsonden oder Interferometrie. Unsere Profilometer verwenden axialen Chromatismus, um nahezu jede Oberfläche zu messen, und die offene Lagerung ermöglicht Proben jeder Größe, ohne dass eine Vorbereitung erforderlich ist. Nano- bis Makromessungen werden während der Oberflächenprofilmessung ohne Einfluss des Probenreflexionsvermögens oder der Probenabsorption erzielt. Unsere Profilometer messen problemlos jedes Material: transparent, undurchsichtig, spiegelnd, diffusiv, poliert und rau, mit der erweiterten Fähigkeit, große Oberflächenwinkel ohne Softwaremanipulation zu messen. Die berührungslose Profilometertechnik bietet die ideale und benutzerfreundliche Möglichkeit, die Oberflächenuntersuchungen von Verbundwerkstoffen zu maximieren. zusammen mit den Vorteilen der kombinierten 2D- und 3D-Fähigkeit.
Messung Zielsetzung
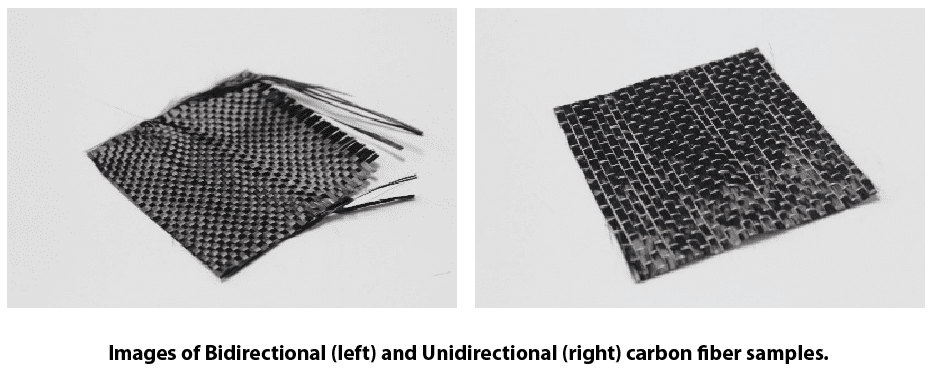
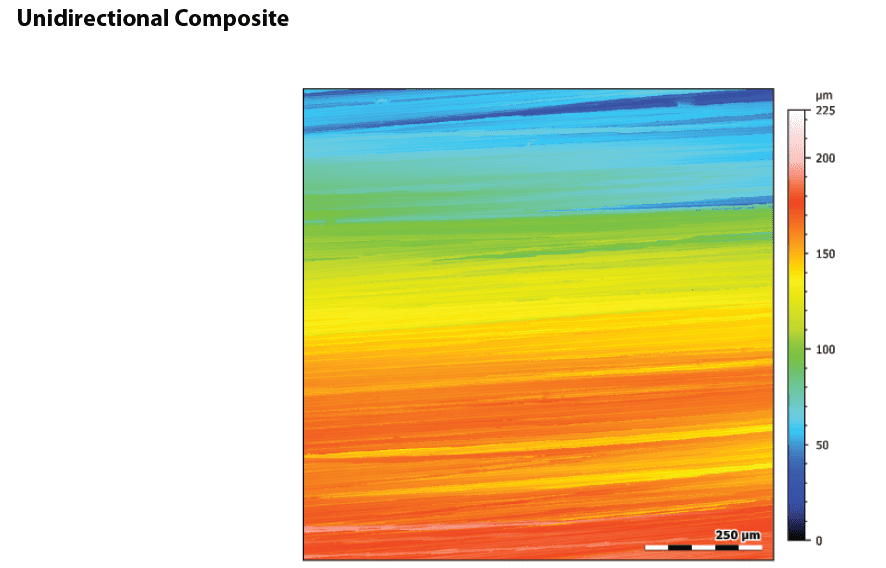
Das Nanovea HS2000L Profilometer, das in dieser Anwendung verwendet wird, misst die Oberfläche von zwei Geweben aus Kohlefaserverbundwerkstoffen. Oberflächenrauhigkeit, Gewebelänge, Isotropie, Fraktalanalyse und andere Oberflächenparameter werden zur Charakterisierung der Verbundwerkstoffe verwendet. Der gemessene Bereich wurde nach dem Zufallsprinzip ausgewählt und als groß genug angenommen, damit die Eigenschaftswerte mit der leistungsstarken Oberflächenanalyse-Software von Nanovea verglichen werden können.
Ergebnisse und Diskussion
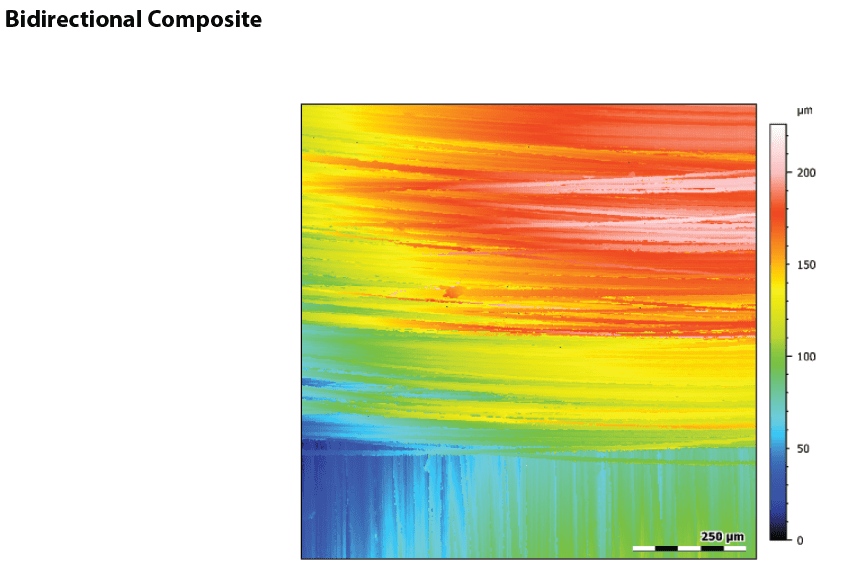
Oberflächenanalyse
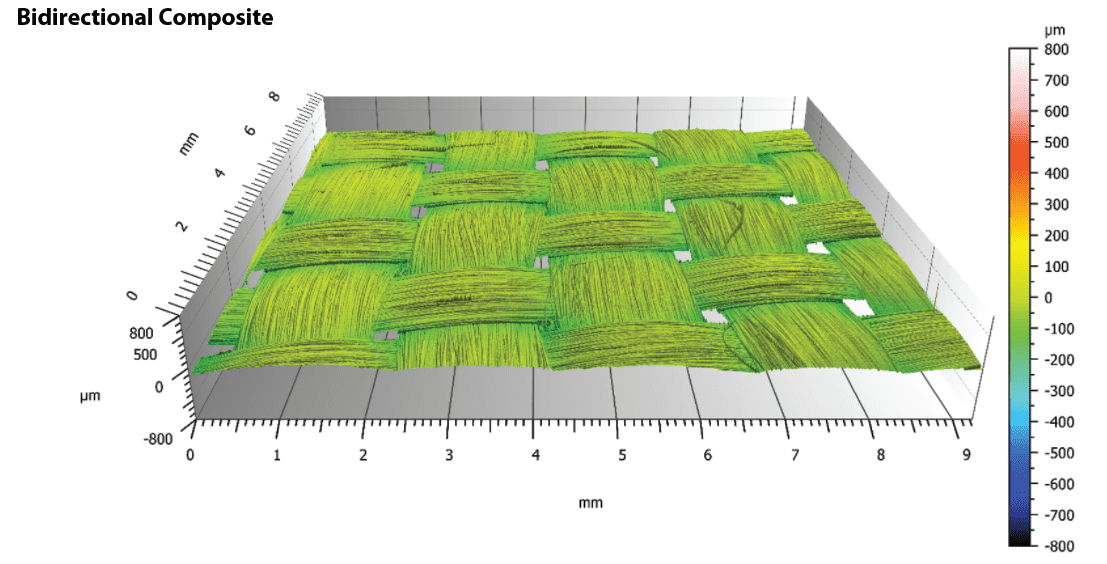
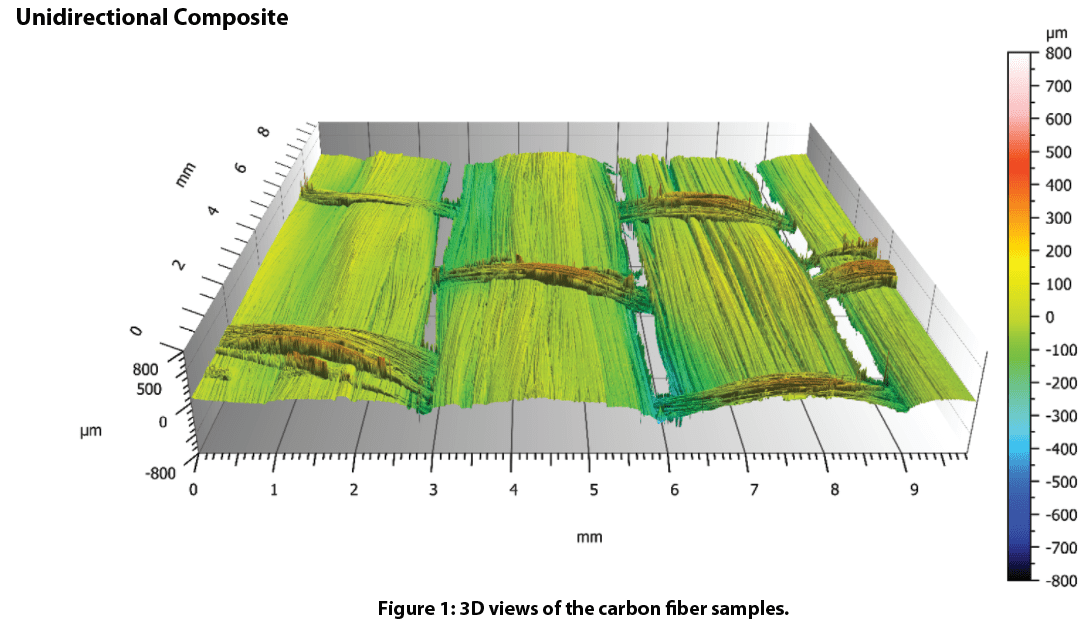
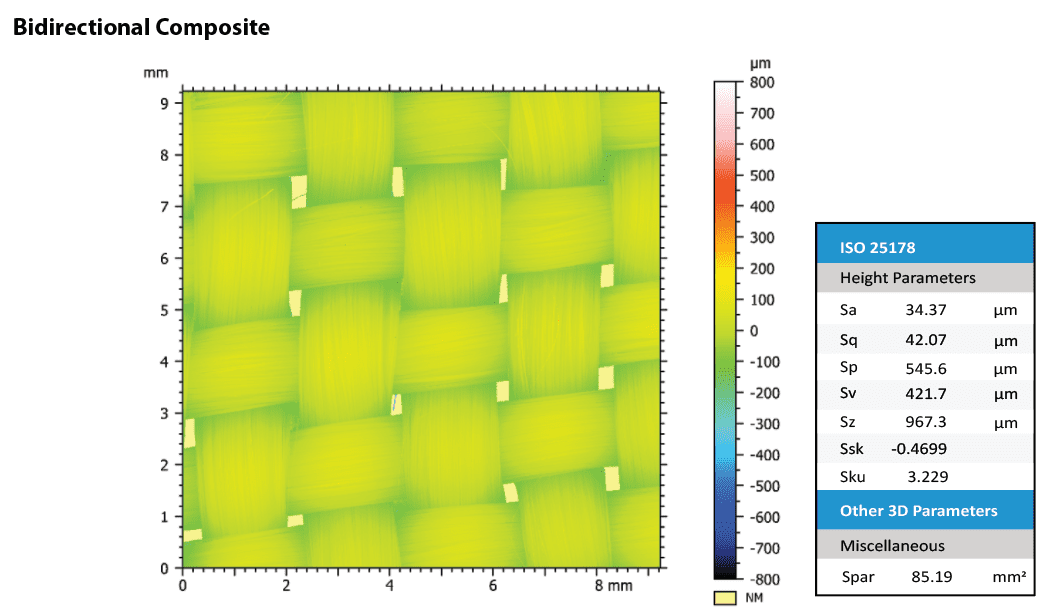
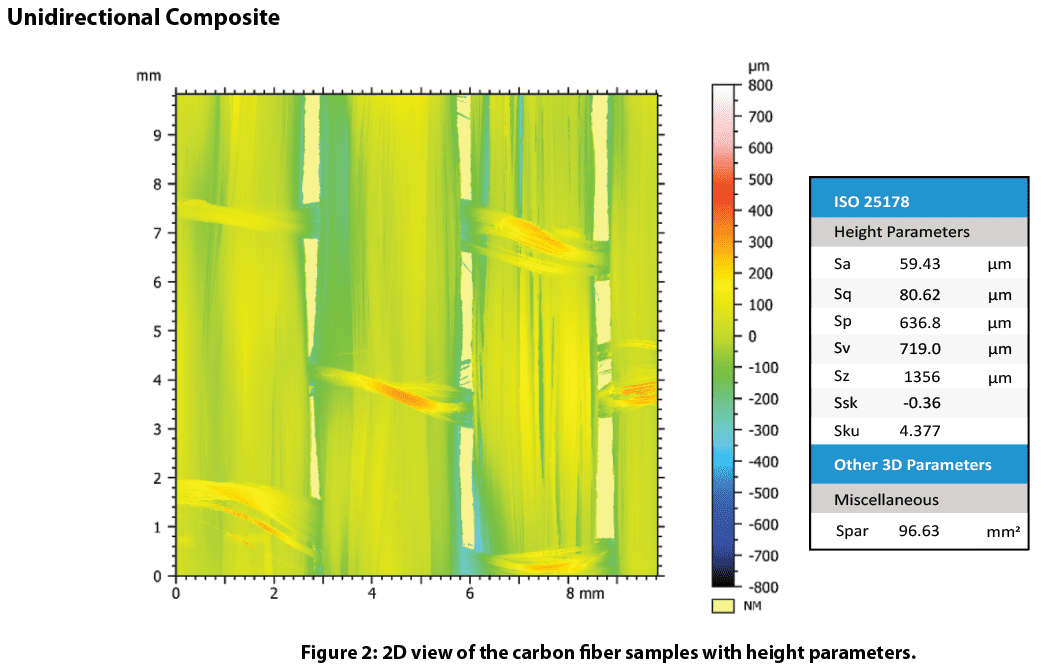
Die Höhenparameter bestimmen, wie rau Verbundwerkstoffteile mit einem geringen Faser-Matrix-Verhältnis sein werden. Unsere Ergebnisse vergleichen verschiedene Gewebetypen und Gewebe zur Bestimmung der Oberflächengüte nach der Verarbeitung. Die Oberflächenbeschaffenheit wird bei Anwendungen kritisch, bei denen die Aerodynamik eine Rolle spielen kann.
Isotropie
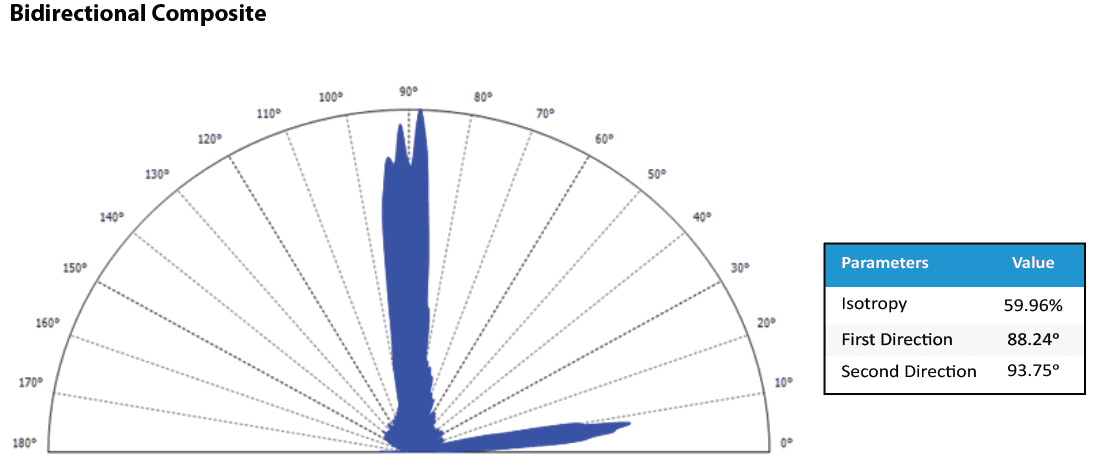
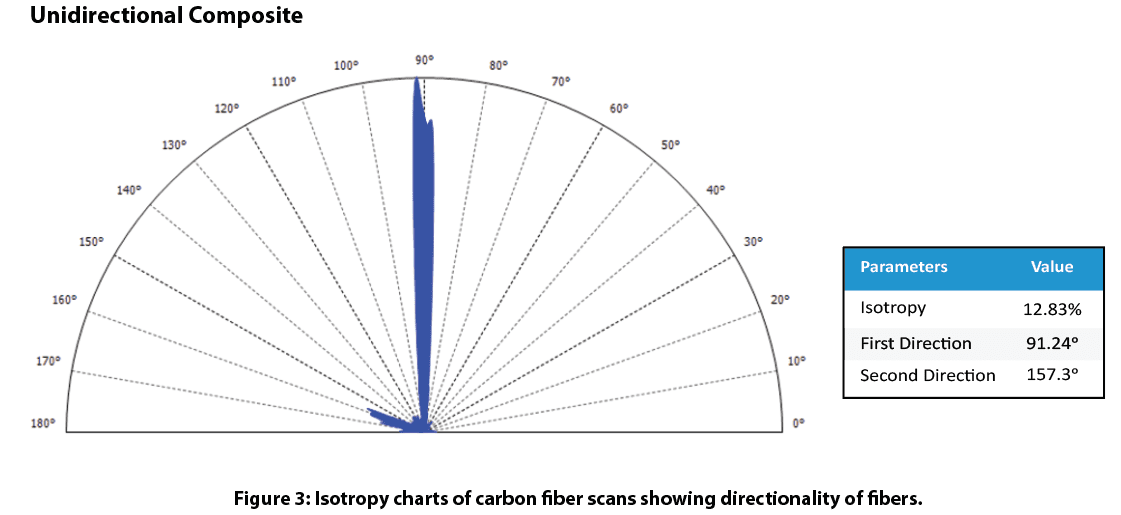
Isotropie zeigt die Richtungsabhängigkeit des Gewebes, um die erwarteten Eigenschaftswerte zu bestimmen. Unsere Studie zeigt, dass der bidirektionale Verbundwerkstoff wie erwartet ~60% isotrop ist. In der Zwischenzeit ist der unidirektionale Verbundwerkstoff ~13% isotrop, was auf die starke Einzelfaserrichtung der Faser zurückzuführen ist.
Webart-Analyse
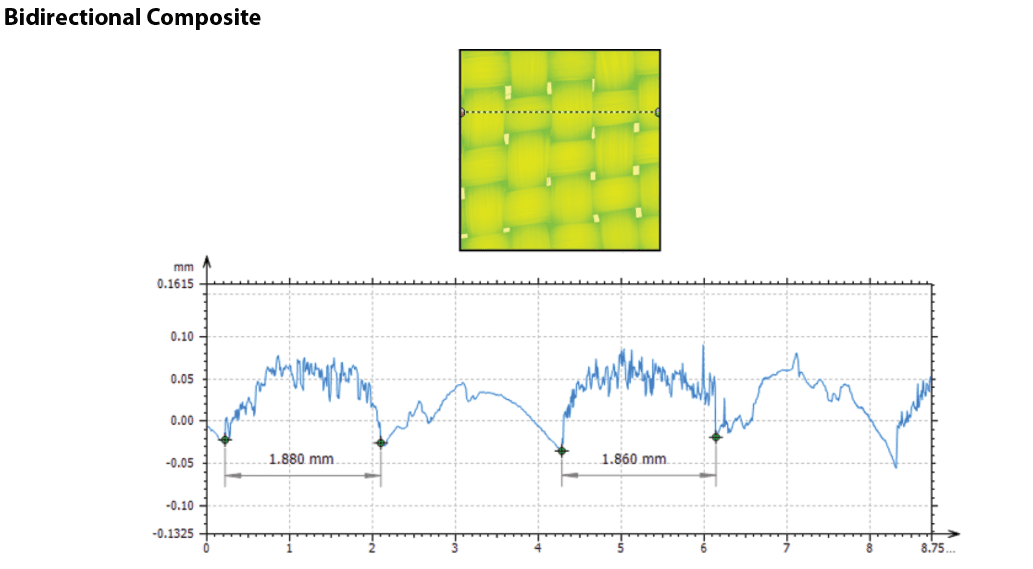
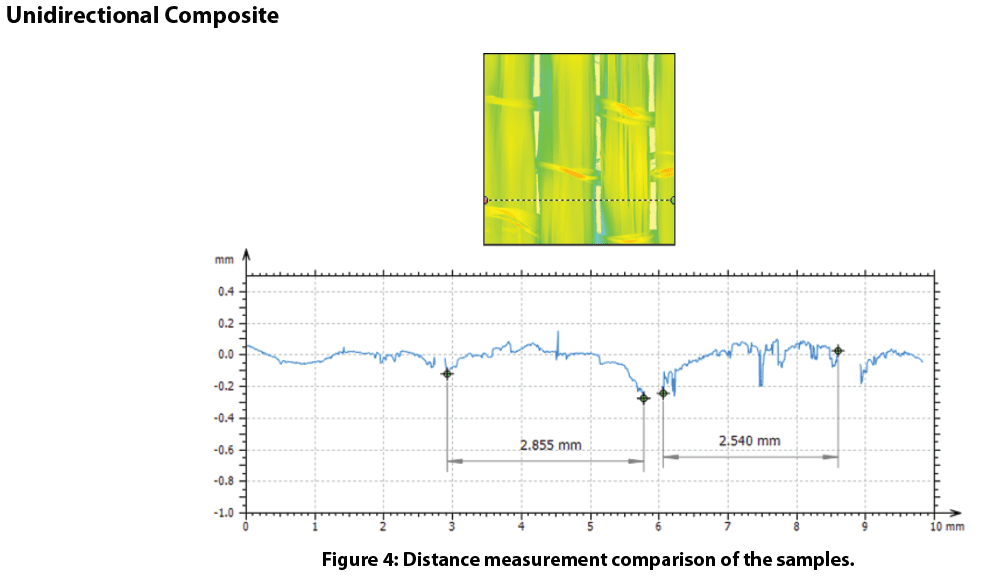
Die Größe des Gewebes bestimmt die Konsistenz der Packung und die Breite der im Verbundstoff verwendeten Fasern. Unsere Studie zeigt, wie einfach es ist, die Gewebegröße bis auf den Mikrometer genau zu messen, um die Qualität der Teile sicherzustellen.
Textur-Analyse
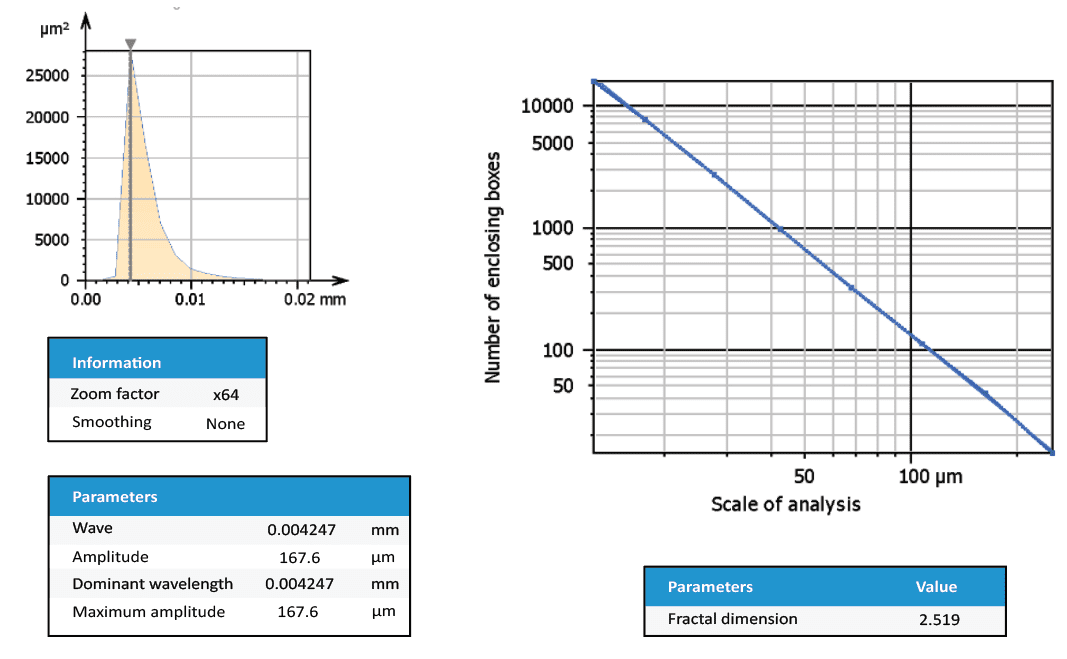

Die Texturanalyse der dominanten Wellenlänge deutet darauf hin, dass die Strähnengröße bei beiden Verbundwerkstoffen 4,27 Mikrometer dick ist. Die Analyse der fraktalen Dimension der Faseroberfläche bestimmt die Glätte, um herauszufinden, wie leicht sich die Fasern in einer Matrix verfestigen. Die fraktale Dimension der unidirektionalen Faser ist höher als die der bidirektionalen Faser, was sich auf die Verarbeitung der Verbundwerkstoffe auswirken kann.
Schlussfolgerung

In dieser Anwendung haben wir gezeigt, dass das berührungslose Profilometer Nanovea HS2000L die faserige Oberfläche von Verbundwerkstoffen präzise charakterisiert. Wir haben Unterschiede zwischen den Gewebetypen von Kohlenstofffasern mit Höhenparametern, Isotropie, Texturanalyse und Abstandsmessungen und vieles mehr unterschieden.
Unsere Profilometer-Oberflächenmessungen mildern präzise und schnell Schäden an Verbundwerkstoffen, wodurch Defekte in Teilen verringert und die Leistungsfähigkeit von Verbundwerkstoffen maximiert werden. Die Geschwindigkeit der 3D-Profilometer von Nanovea reicht von <1mm/s bis 500mm/s und eignet sich für Forschungsanwendungen ebenso wie für die Anforderungen der Hochgeschwindigkeitsinspektion. Das Nanovea-Profilometer ist die Lösung
für jeden Bedarf an zusammengesetzten Messungen.

Bewertung der Härte von biologischem Gewebe durch Nanoindentation
Herkömmliche mechanische Prüfungen (Härte, Adhäsion, Druck, Durchstoß, Streckgrenze usw.) erfordern in den heutigen Qualitätskontrollumgebungen mit einem breiten Spektrum fortschrittlicher Materialien - von Gewebe bis hin zu spröden Werkstoffen - mehr Präzision und Zuverlässigkeit. Herkömmliche mechanische Messgeräte bieten nicht die empfindliche Lastkontrolle und Auflösung, die für hochentwickelte Materialien erforderlich sind. Die Herausforderungen, die mit Biomaterialien verbunden sind, erfordern die Entwicklung mechanischer Tests, die eine genaue Kraftkontrolle bei extrem weichen Materialien ermöglichen. Diese Materialien erfordern sehr niedrige Prüfkräfte unter mN mit einem großen Tiefenbereich, um eine korrekte Messung der Eigenschaften zu gewährleisten. Darüber hinaus können mit einem einzigen System viele verschiedene mechanische Prüfungen durchgeführt werden, was eine größere Funktionalität ermöglicht. Dies ermöglicht eine Reihe wichtiger Messungen an Biomaterialien, einschließlich Härte, Elastizitätsmodul, Verlust- und Speichermodul und Kriechen, sowie Kratzfestigkeit und Streckgrenze.
Messung Zielsetzung
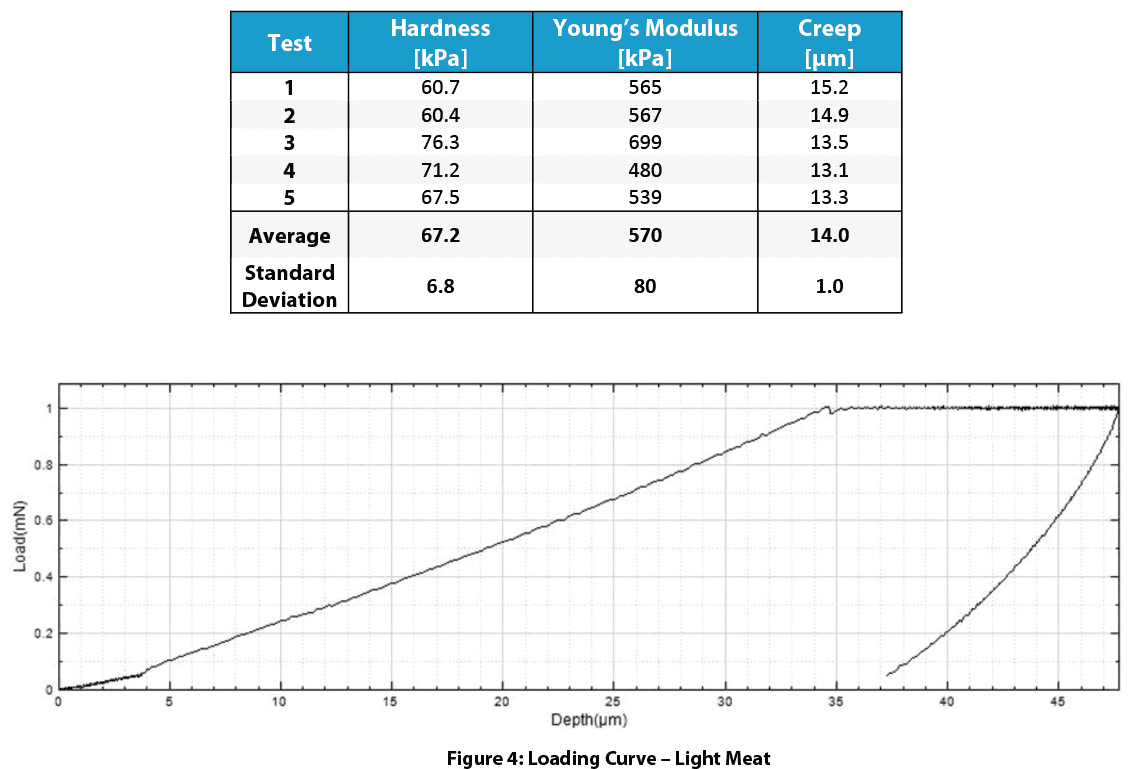
In dieser Anwendung wird das mechanische Prüfgerät von Nanovea im Nanoindentationsmodus verwendet, um die Härte und den Elastizitätsmodul von 3 separaten Bereichen eines Biomaterialersatzes an fetten, hellen und dunklen Fleischbereichen von Prosciutto zu untersuchen.
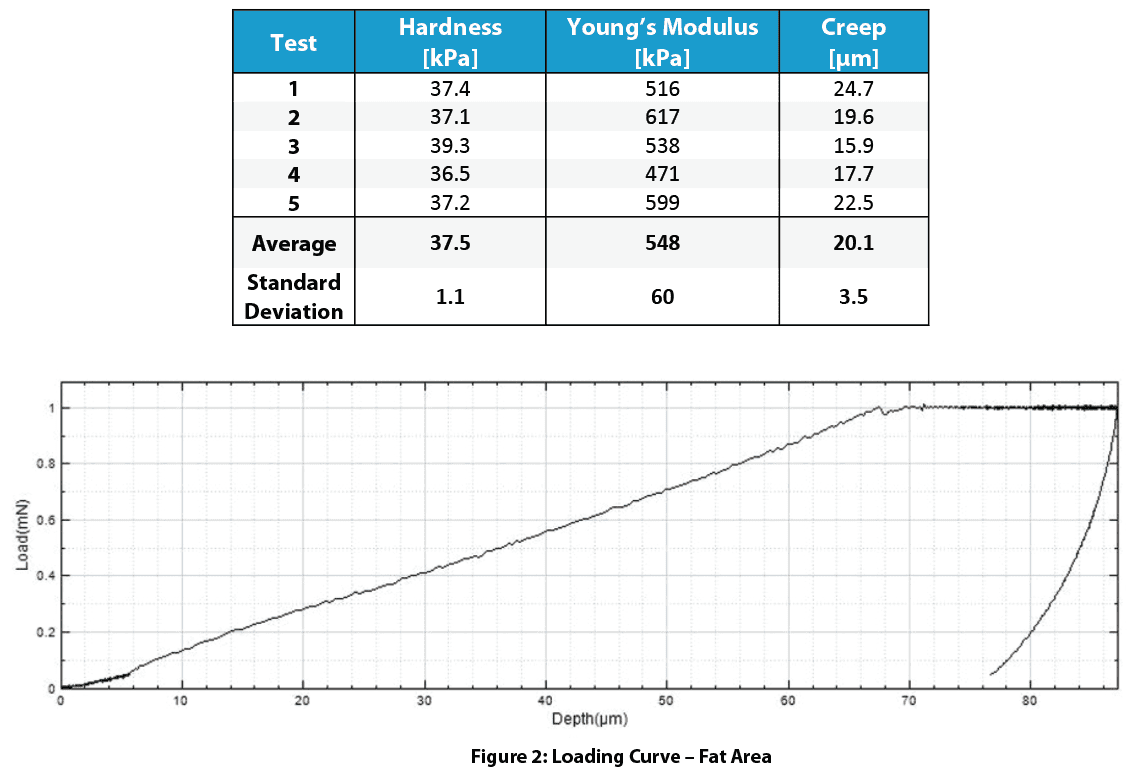
Die Nanoindentation basiert auf den Normen für instrumentierte Eindrücke ASTM E2546 und ISO 14577. Dabei werden etablierte Methoden verwendet, bei denen eine Eindringspitze mit bekannter Geometrie mit einer kontrolliert ansteigenden Normallast in eine bestimmte Stelle des Prüfmaterials getrieben wird. Bei Erreichen einer voreingestellten Maximaltiefe wird die Normalkraft reduziert, bis eine vollständige Entspannung eintritt. Die Kraft wird von einem Piezoaktor aufgebracht und in einem Regelkreis mit einer hochempfindlichen Kraftmessdose gemessen. Während der Versuche wird die Position des Eindringkörpers relativ zur Probenoberfläche mit einem hochpräzisen kapazitiven Sensor überwacht. Die sich daraus ergebenden Kraft- und Verschiebungskurven liefern spezifische Daten über die mechanische Beschaffenheit des geprüften Materials. Mit Hilfe etablierter Modelle werden aus den Messdaten quantitative Härte- und Modulwerte berechnet. Die Nanoindentation eignet sich für Messungen mit geringer Belastung und Eindringtiefe im Nanometerbereich.
Ergebnisse und Diskussion
In den nachstehenden Tabellen sind die gemessenen Werte für Härte und Elastizitätsmodul mit Durchschnittswerten und Standardabweichungen aufgeführt. Eine hohe Oberflächenrauhigkeit kann aufgrund der geringen Größe des Eindrucks zu großen Abweichungen bei den Ergebnissen führen.
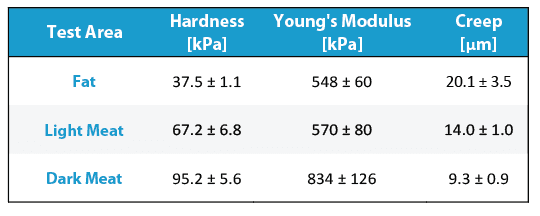
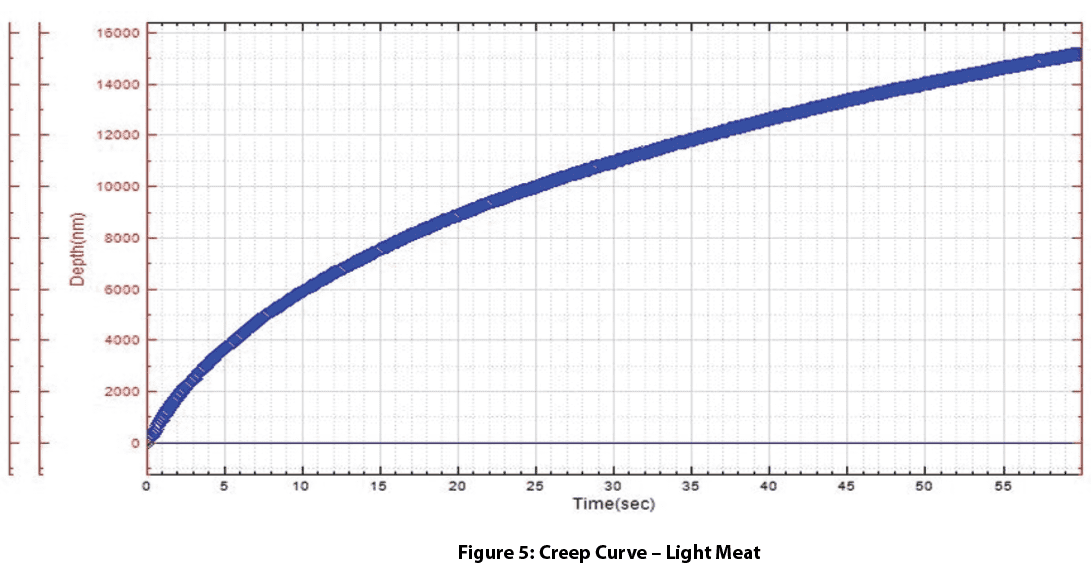
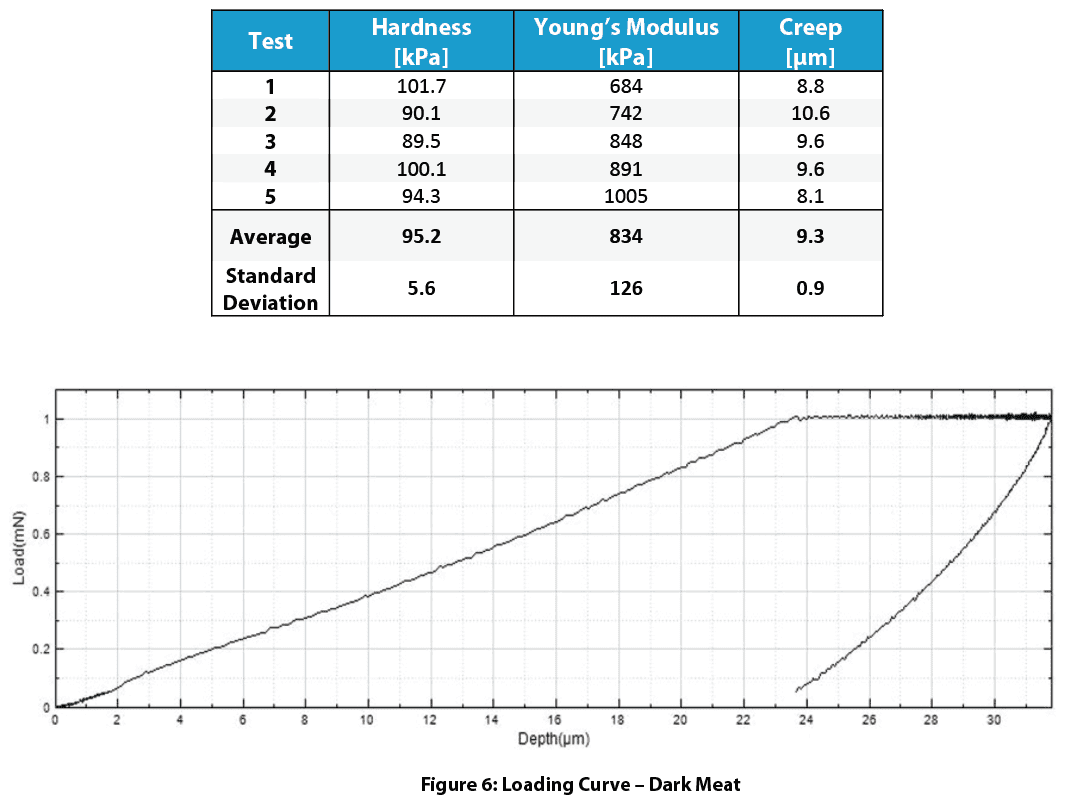
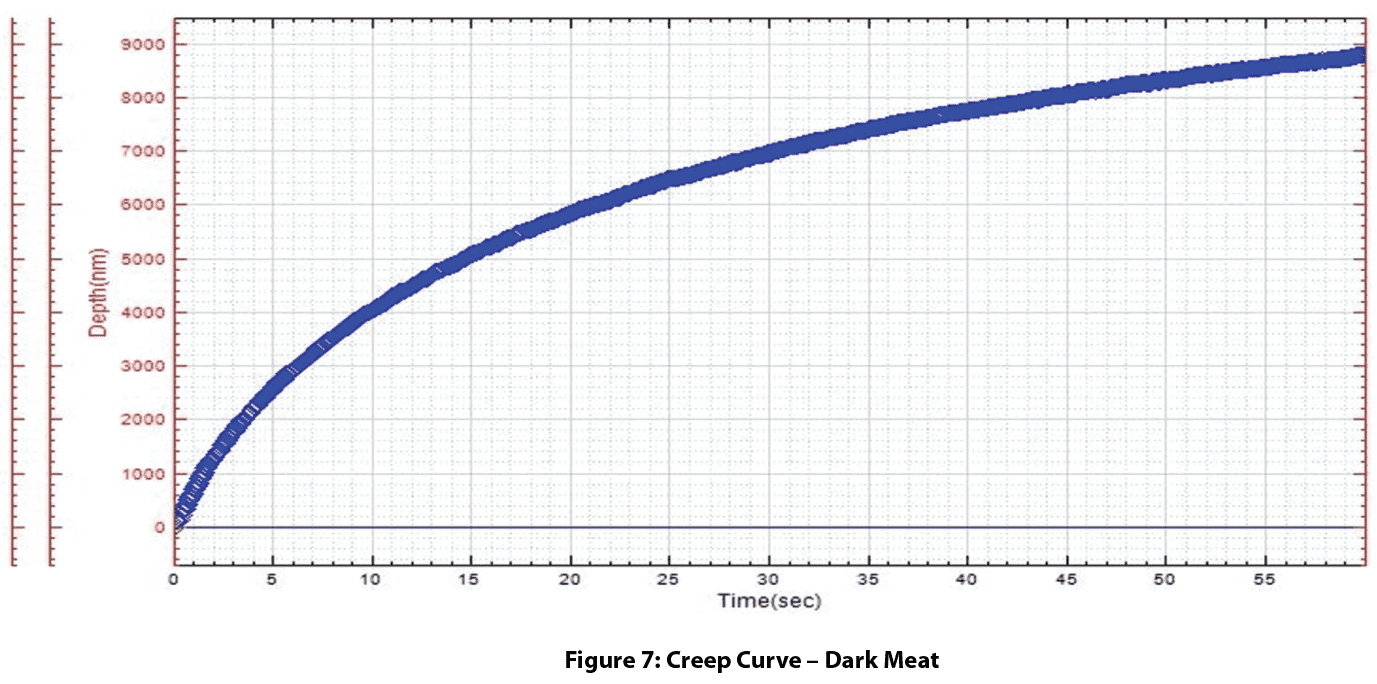
Der Fettbereich hatte etwa die Hälfte der Härte der Fleischbereiche. Die Fleischbehandlung bewirkte, dass der dunklere Fleischbereich härter war als der helle Fleischbereich. Elastizitätsmodul und Härte stehen in direktem Zusammenhang mit dem Kaugefühl der Fett- und Fleischbereiche. Der Fett- und der helle Fleischbereich haben nach 60 Sekunden eine höhere Kriechrate als das dunkle Fleisch.
Detaillierte Ergebnisse - Fett

Detaillierte Ergebnisse - Leichtes Fleisch
Detaillierte Ergebnisse - Dunkles Fleisch
Schlussfolgerung

In dieser Anwendung ist Nanovea's mechanischer Prüfer Im Nanoindentationsmodus wurden die mechanischen Eigenschaften der Fett- und Fleischbereiche zuverlässig bestimmt und gleichzeitig die hohe Rauheit der Probenoberfläche überwunden. Dies demonstrierte die umfassende und unübertroffene Leistungsfähigkeit des mechanischen Testers von Nanovea. Das System ermöglicht gleichzeitig präzise Messungen der mechanischen Eigenschaften von extrem harten Materialien und weichen biologischen Geweben.
Die Kraftmesszelle im geschlossenen Regelkreis mit dem Piezotisch gewährleistet eine präzise Messung von harten oder weichen Gelmaterialien von 1 bis 5 kPa. Mit demselben System ist es möglich, Biomaterialien bei höheren Belastungen bis zu 400N zu testen. Für Ermüdungsprüfungen können mehrere Belastungszyklen verwendet werden, und mit einer flachen zylindrischen Diamantspitze können Informationen über die Streckgrenze in jeder Zone gewonnen werden. Darüber hinaus können mit der dynamisch-mechanischen Analyse (DMA) die viskoelastischen Eigenschaften, der Verlust und die Speichermodule mit hoher Genauigkeit unter Verwendung der Laststeuerung im geschlossenen Regelkreis bewertet werden. Tests bei verschiedenen Temperaturen und unter Flüssigkeiten sind mit demselben System ebenfalls möglich.
Das mechanische Prüfgerät von Nanovea ist nach wie vor das beste Werkzeug für biologische und weiche Polymer/Gel-Anwendungen.

Bewertung der Abnutzung und des Kratzens von oberflächenbehandeltem Kupferdraht
Bedeutung der Bewertung von Verschleiß und Kratzern bei Kupferdraht
Kupfer wird seit der Erfindung des Elektromagneten und des Telegrafen seit langem für die elektrische Verdrahtung verwendet. Kupferdrähte werden dank ihrer Korrosionsbeständigkeit, ihrer Lötbarkeit und ihrer Leistungsfähigkeit bei hohen Temperaturen von bis zu 150 °C in einer Vielzahl elektronischer Geräte wie Schalttafeln, Messgeräten, Computern, Geschäftsmaschinen und Haushaltsgeräten eingesetzt. Ungefähr die Hälfte des gesamten geförderten Kupfers wird für die Herstellung von elektrischen Drähten und Kabeln verwendet.
Die Oberflächenqualität von Kupferdrähten ist entscheidend für die Leistungsfähigkeit und Lebensdauer der Anwendung. Mikrodefekte in Drähten können zu übermäßigem Verschleiß, Rissentstehung und -ausbreitung, verminderter Leitfähigkeit und unzureichender Lötbarkeit führen. Eine ordnungsgemäße Oberflächenbehandlung von Kupferdrähten beseitigt die beim Drahtziehen entstandenen Oberflächenfehler und verbessert die Korrosions-, Kratz- und Verschleißfestigkeit. Viele Anwendungen in der Luft- und Raumfahrt mit Kupferdrähten erfordern ein kontrolliertes Verhalten, um unerwartete Ausfälle zu vermeiden. Um die Verschleiß- und Kratzfestigkeit der Kupferdrahtoberfläche richtig zu bewerten, sind quantifizierbare und zuverlässige Messungen erforderlich.
Messung Zielsetzung
In dieser Anwendung simulieren wir einen kontrollierten Verschleißprozess verschiedener Kupferdrahtoberflächenbehandlungen. Kratztests misst die Last, die erforderlich ist, um einen Ausfall der behandelten Oberflächenschicht zu verursachen. Diese Studie stellt den Nanovea vor Tribometer und Mechanischer Tester als ideale Werkzeuge zur Bewertung und Qualitätskontrolle elektrischer Leitungen.
Testverfahren und -abläufe
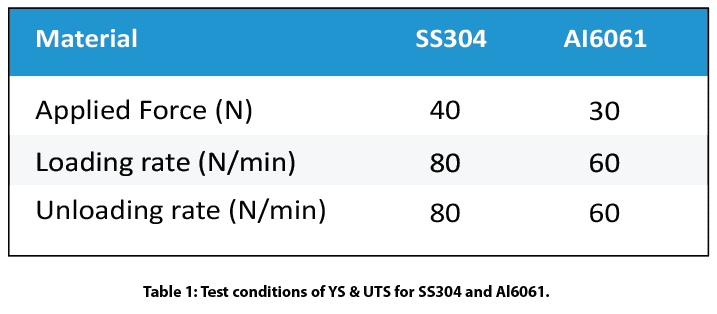
Der Reibungskoeffizient (COF) und die Verschleißfestigkeit von zwei verschiedenen Oberflächenbehandlungen auf Kupferdrähten (Draht A und Draht B) wurden mit dem Nanovea-Tribometer unter Verwendung eines linear hin- und hergehenden Verschleißmoduls bewertet. Als Gegenmaterial kommt bei dieser Anwendung eine Al₂O₃-Kugel (6 mm Durchmesser) zum Einsatz. Die Verschleißspur wurde mit Nanovea untersucht Berührungsloses 3D-Profilometer. Die Testparameter sind in Tabelle 1 zusammengefasst.
Eine glatte Al₂O₃-Kugel als Gegenmaterial wurde in dieser Studie als Beispiel verwendet. Jedes feste Material mit unterschiedlicher Form und Oberflächenbeschaffenheit kann mit einer kundenspezifischen Vorrichtung aufgebracht werden, um die tatsächliche Anwendungssituation zu simulieren.

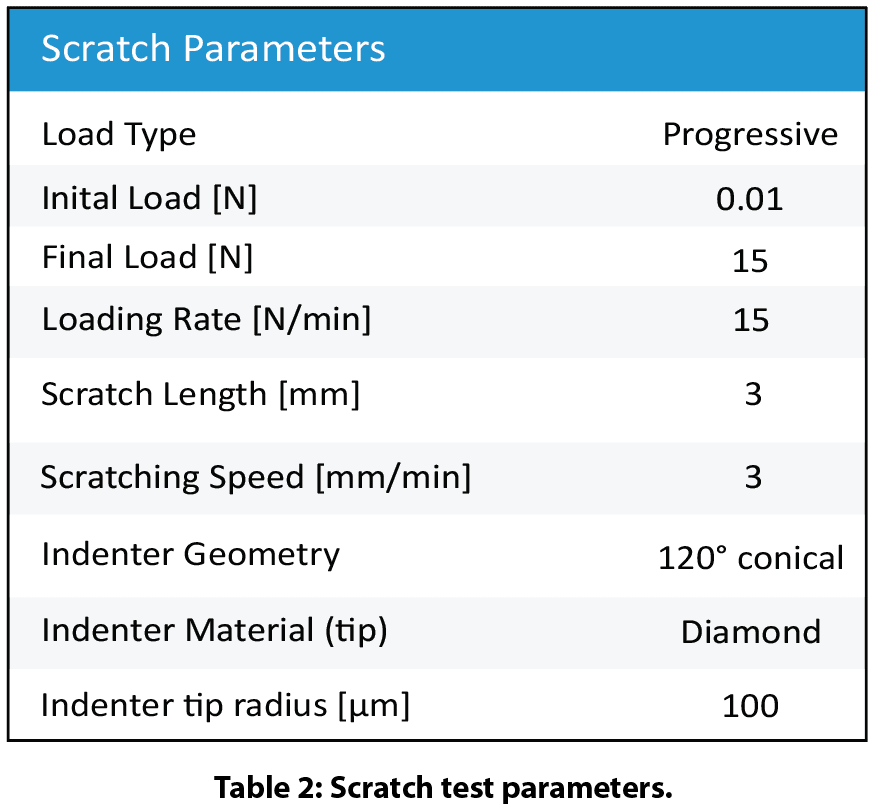
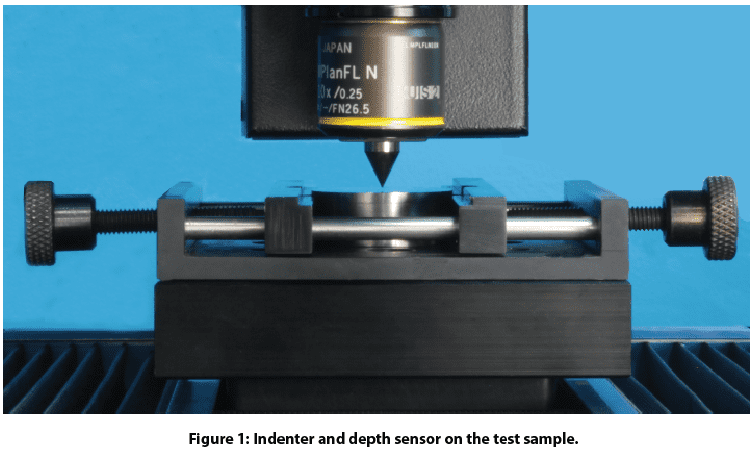
Mit dem mechanischen Prüfgerät von Nanovea, das mit einer Rockwell-C-Diamantnadel (Radius 100 μm) ausgestattet ist, wurden Kratztests mit progressiver Belastung an den beschichteten Drähten im Mikrokratzmodus durchgeführt. Die Parameter des Kratztests und die Geometrie der Spitze sind in Tabelle 2 aufgeführt.
Ergebnisse und Diskussion
Abnutzung von Kupferdraht:
Abbildung 2 zeigt die COF-Entwicklung der Kupferdrähte während der Verschleißtests. Draht A zeigt während des gesamten Verschleißtests einen stabilen COF von ~0,4, während Draht B in den ersten 100 Umdrehungen einen COF von ~0,35 aufweist, der dann schrittweise auf ~0,4 ansteigt.
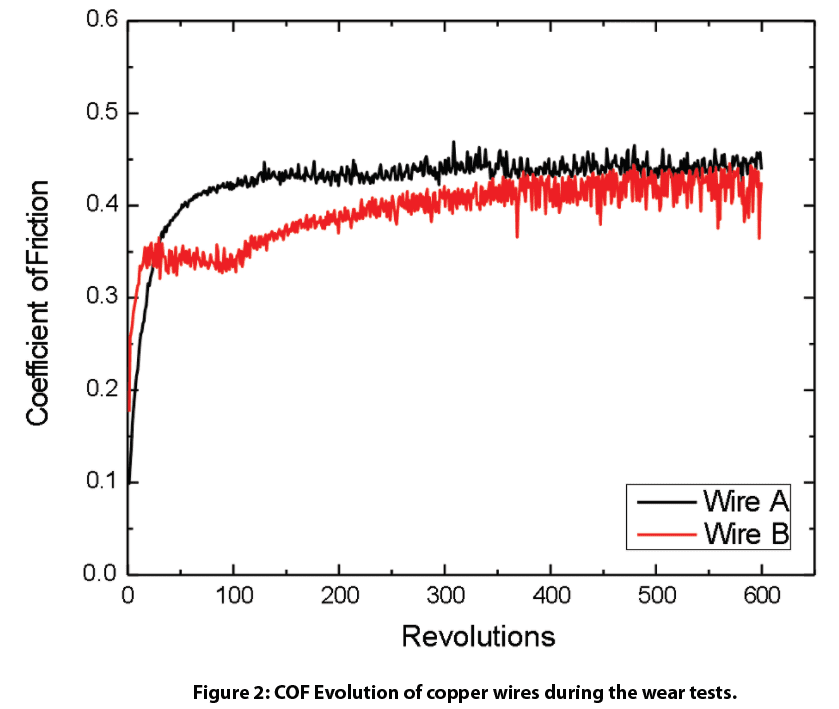
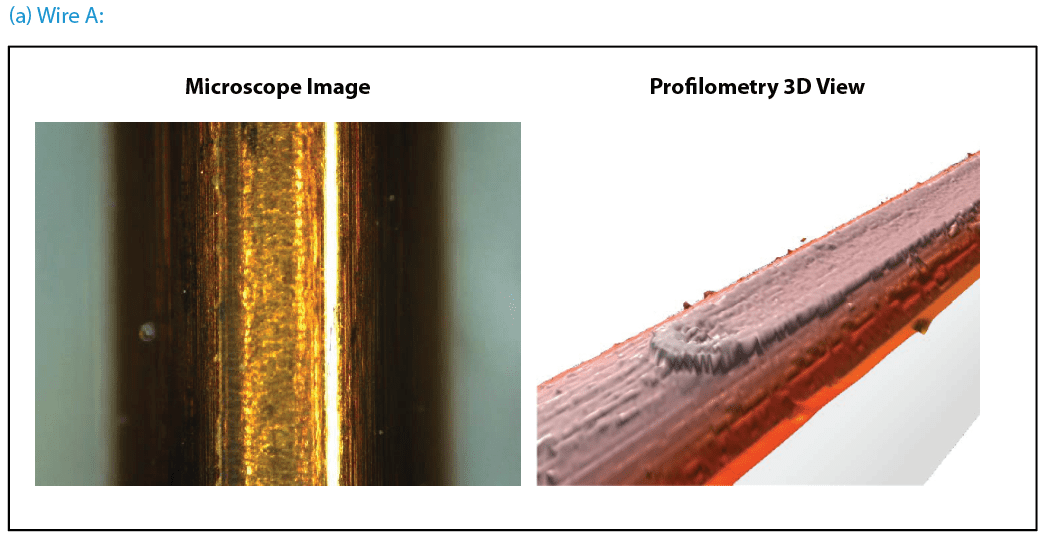
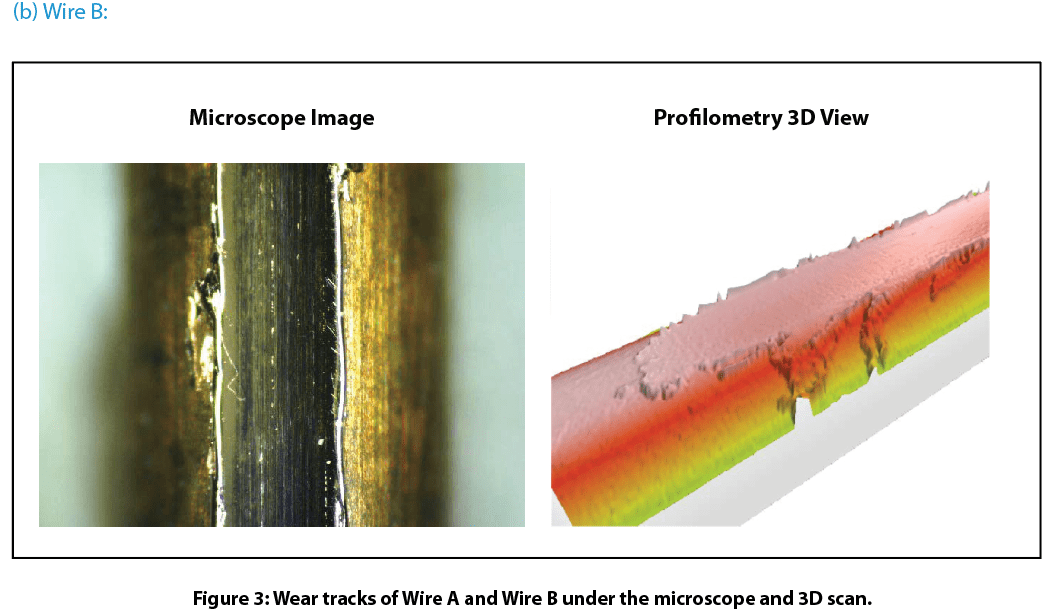
Abbildung 3 vergleicht die Verschleißspuren der Kupferdrähte nach den Tests. Das berührungslose 3D-Profilometer von Nanovea bietet eine hervorragende Analyse der detaillierten Morphologie der Verschleißspuren. Es ermöglicht eine direkte und genaue Bestimmung des Volumens der Verschleißspuren, indem es ein grundlegendes Verständnis für den Verschleißmechanismus liefert. Die Oberfläche von Draht B weist nach einem Verschleißtest mit 600 Umdrehungen erhebliche Verschleißspurenschäden auf. Die 3D-Ansicht des Profilometers zeigt, dass die oberflächenbehandelte Schicht von Draht B vollständig entfernt wurde, was den Verschleißprozess erheblich beschleunigte. Dies hinterließ eine abgeflachte Verschleißspur auf Draht B, wo das Kupfersubstrat freiliegt. Dies kann zu einer erheblich verkürzten Lebensdauer von elektrischen Geräten führen, in denen Draht B verwendet wird. Im Vergleich dazu weist Draht A einen relativ geringen Verschleiß auf, der sich in einer flachen Verschleißspur auf der Oberfläche zeigt. Die oberflächenbehandelte Schicht auf Draht A ließ sich nicht wie die Schicht auf Draht B unter denselben Bedingungen abtragen.
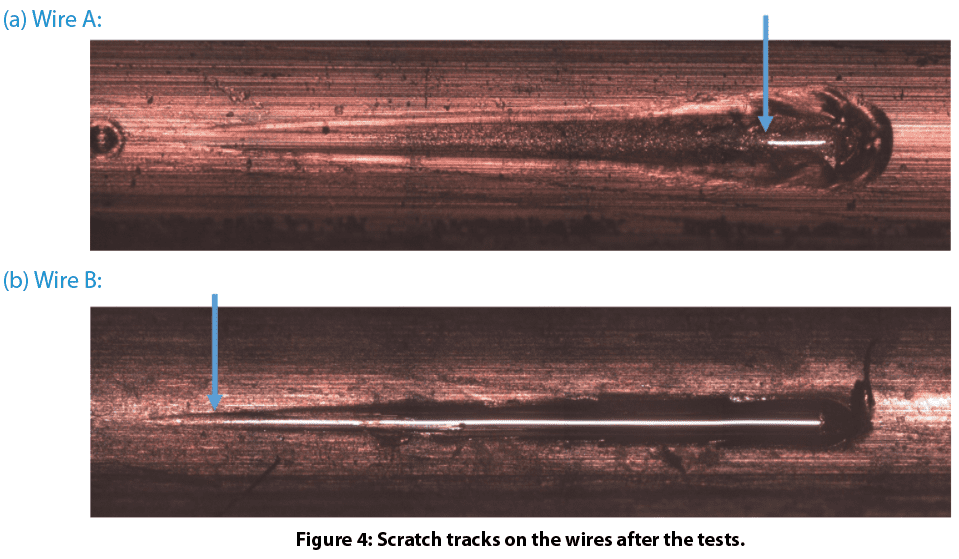
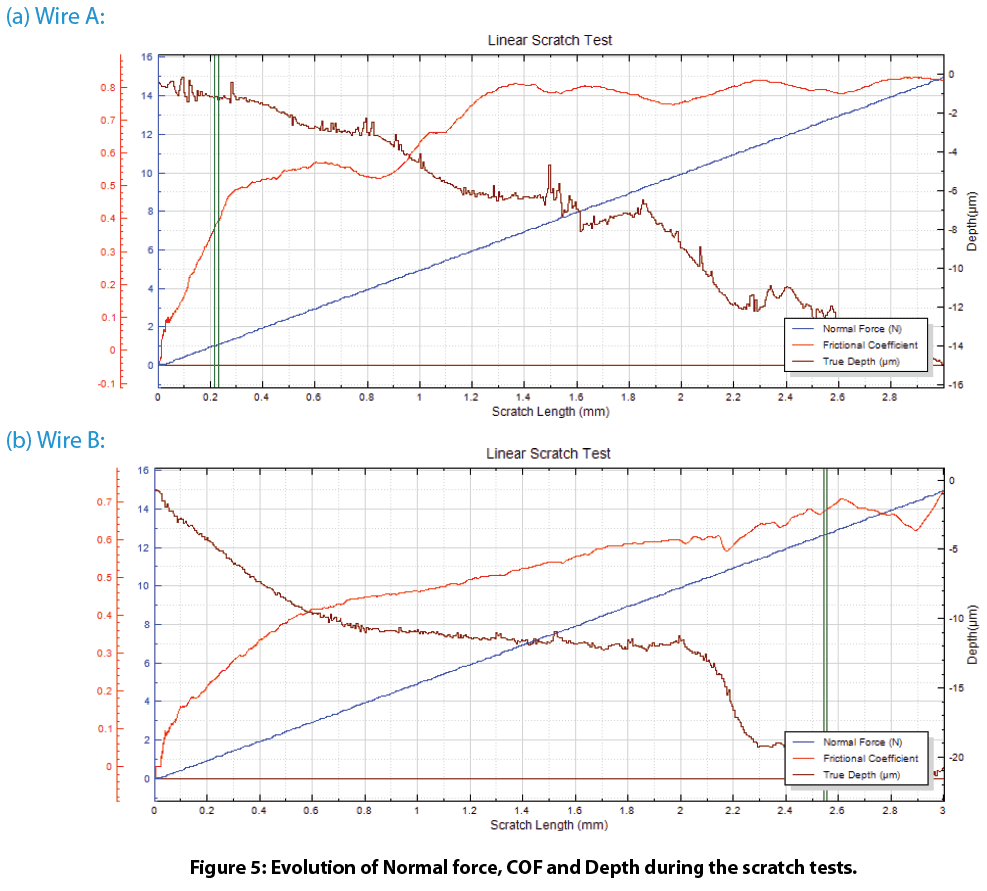
Kratzfestigkeit der Kupferdrahtoberfläche:
Abbildung 4 zeigt die Kratzspuren auf den Drähten nach der Prüfung. Die Schutzschicht von Draht A weist eine sehr gute Kratzfestigkeit auf. Sie delaminiert bei einer Belastung von ~12,6 N. Im Vergleich dazu versagt die Schutzschicht von Draht B bei einer Belastung von ~1,0 N. Ein solch signifikanter Unterschied in der Kratzfestigkeit dieser Drähte trägt zu ihrer Verschleißleistung bei, wobei Draht A eine wesentlich höhere Verschleißfestigkeit aufweist. Die Entwicklung der Normalkraft, des COF und der Tiefe während der Kratztests, die in Abb. 5 dargestellt sind, geben weitere Einblicke in das Versagen der Beschichtung während der Tests.
Schlussfolgerung

In dieser kontrollierten Studie stellten wir das Tribometer von Nanovea vor, das eine quantitative Bewertung der Verschleißfestigkeit von oberflächenbehandelten Kupferdrähten durchführt, und den mechanischen Tester von Nanovea, der eine zuverlässige Beurteilung der Kratzfestigkeit von Kupferdrähten ermöglicht. Die Oberflächenbehandlung von Drähten spielt eine entscheidende Rolle für die tribomechanischen Eigenschaften während ihrer Lebensdauer. Durch die richtige Oberflächenbehandlung von Drähten wird die Verschleiß- und Kratzfestigkeit erheblich verbessert, was für die Leistung und Lebensdauer elektrischer Drähte in rauen Umgebungen von entscheidender Bedeutung ist.
Das Tribometer von Nanovea bietet präzise und wiederholbare Verschleiß- und Reibungstests im ISO- und ASTM-konformen Rotations- und Linearmodus, mit optionalen Modulen für Hochtemperaturverschleiß, Schmierung und Tribokorrosion, die in einem vorintegrierten System verfügbar sind. Das unübertroffene Sortiment von Nanovea ist eine ideale Lösung zur Bestimmung des gesamten Spektrums tribologischer Eigenschaften dünner oder dicker, weicher oder harter Beschichtungen, Filme und Substrate.

Streckgrenze und Zugfestigkeit von Stahl und Aluminium
Traditionell werden Streckgrenze und Zugfestigkeit mit einer großen Zugprüfmaschine geprüft, die eine enorme Kraft benötigt, um die Proben auseinander zu ziehen. Es ist kostspielig und zeitaufwändig, viele Testkupons für ein Material zu bearbeiten, bei dem jede Probe nur einmal geprüft werden kann. Kleine Defekte in der Probe führen zu einer deutlichen Abweichung der Prüfergebnisse. Unterschiedliche Konfigurationen und Ausrichtungen der auf dem Markt befindlichen Zugprüfgeräte führen oft zu erheblichen Abweichungen in der Prüfmechanik und den Ergebnissen.
Die innovative Eindringmethode von Nanovea liefert direkt Werte für die Streckgrenze und die Zugfestigkeit, die mit den Werten vergleichbar sind, die mit herkömmlichen Zugtests gemessen werden. Diese Messung eröffnet neue Prüfmöglichkeiten für alle Branchen. Der einfache Versuchsaufbau reduziert die Zeit und die Kosten für die Probenvorbereitung im Vergleich zur komplexen Couponform, die für Zugversuche erforderlich ist, erheblich. Mehrere Messungen an einer einzigen Probe sind bei einer geringen Größe der Vertiefung möglich. Sie verhindert den Einfluss von Defekten, die bei der Bearbeitung von Zugproben entstehen. YS- und UTS-Messungen an kleinen Proben in einem begrenzten Bereich ermöglichen die Kartierung und Erkennung lokaler Defekte in Rohrleitungen oder Autostrukturen.
Messung Zielsetzung
Bei dieser Anwendung wird das Nanovea Mechanischer Tester Misst die Streckgrenze und Zugfestigkeit von Proben aus Edelstahl SS304 und Aluminium Al6061-Metalllegierungen. Die Proben wurden aufgrund ihrer allgemein anerkannten Streckgrenzen- und Zugfestigkeitswerte ausgewählt, die die Zuverlässigkeit der Eindruckmethoden von Nanovea belegen.
Testverfahren und -abläufe
Die Prüfungen der Streckgrenze und der Zugfestigkeit wurden mit dem Nanovea-Mechanik-Testgerät in der Mikroindentation Modus. Für diese Anwendung wurde eine zylindrische flache Diamantspitze mit einem Durchmesser von 200 μm verwendet. Die Legierungen SS304 und Al6061 wurden aufgrund ihrer umfangreichen industriellen Anwendung und ihrer allgemein anerkannten Werte für die Streckgrenze und die Zugfestigkeit ausgewählt, um das große Potenzial und die Zuverlässigkeit der Eindringmethode zu zeigen. Die Proben wurden vor der Prüfung mechanisch auf Hochglanz poliert, um eine Beeinflussung der Prüfergebnisse durch Oberflächenrauhigkeit oder -fehler zu vermeiden. Die Prüfbedingungen sind in Tabelle 1 aufgeführt. An jeder Probe wurden mehr als zehn Prüfungen durchgeführt, um die Wiederholbarkeit der Prüfwerte zu gewährleisten.
Ergebnisse und Diskussion
Die Kraft-Weg-Kurven der SS304- und Al6061-Legierungsproben sind in Abbildung 3 dargestellt, wobei die Abdrücke der flachen Eindringkörper auf den Testproben eingezeichnet sind. Die Analyse der "S"-förmigen Belastungskurve mit Hilfe spezieller, von Nanovea entwickelter Algorithmen berechnet die Streckgrenze und die Zugfestigkeit. Die Werte werden von der Software automatisch berechnet und sind in Tabelle 1 zusammengefasst. Zum Vergleich sind die Werte für die Streckgrenze und die Zugfestigkeit aufgeführt, die mit herkömmlichen Zugversuchen ermittelt wurden.
Schlussfolgerung
In dieser Studie haben wir die Leistungsfähigkeit des Nanovea Mechanical Tester bei der Bewertung der Streckgrenze und Zugfestigkeit von Blechproben aus rostfreiem Stahl und Aluminiumlegierungen demonstriert. Der einfache Versuchsaufbau reduziert den Zeit- und Kostenaufwand für die Probenvorbereitung für Zugversuche erheblich. Die kleine Vertiefungsgröße ermöglicht die Durchführung mehrerer Messungen an einer einzigen Probe. Diese Methode ermöglicht YS/UTS-Messungen an kleinen Proben und lokalisierten Bereichen und bietet eine Lösung für die YS/UTS-Kartierung und lokale Defekterkennung von Rohrleitungen oder Autostrukturen.
Die Nano-, Mikro- oder Makromodule des Nanovea Mechanical Tester umfassen alle ISO- und ASTM-konforme Eindring-, Kratz- und Verschleißtestmodi und bieten so das umfassendste und benutzerfreundlichste Testspektrum, das in einem einzigen System verfügbar ist. Das unübertroffene Sortiment von Nanovea ist eine ideale Lösung zur Bestimmung des gesamten Spektrums mechanischer Eigenschaften dünner oder dicker, weicher oder harter Beschichtungen, Filme und Substrate, einschließlich Härte, Elastizitätsmodul, Bruchzähigkeit, Haftung, Verschleißfestigkeit und vielen anderen. Darüber hinaus sind ein optionaler berührungsloser 3D-Profiler und ein AFM-Modul für die hochauflösende 3D-Bildgebung von Eindrücken, Kratzern und Verschleißspuren zusätzlich zu anderen Oberflächenmessungen wie Rauheit erhältlich.
Dynamische Belastung Tribologie
Einführung
Verschleiß findet in praktisch jedem Industriesektor statt und verursacht Kosten in Höhe von ~0,75% des BIP1. Die Tribologieforschung ist von entscheidender Bedeutung für die Verbesserung der Produktionseffizienz und der Anwendungsleistung sowie für die Erhaltung von Material, Energie und Umwelt. Vibrationen und Schwingungen treten bei einer Vielzahl von tribologischen Anwendungen unvermeidlich auf. Übermäßige externe Vibrationen beschleunigen den Verschleißprozess und verringern die Betriebsleistung, was zu katastrophalen Ausfällen der mechanischen Teile führt.
Herkömmliche Totlasttribometer bringen normale Lasten durch Massengewichte auf. Eine solche Belastungstechnik schränkt nicht nur die Belastungsmöglichkeiten auf eine konstante Last ein, sondern erzeugt auch starke unkontrollierte Schwingungen bei hohen Lasten und Geschwindigkeiten, was zu begrenzten und uneinheitlichen Bewertungen des Verschleißverhaltens führt. Eine zuverlässige Bewertung der Auswirkungen kontrollierter Schwingungen auf das Verschleißverhalten von Werkstoffen ist für Forschung und Entwicklung sowie für die Qualitätskontrolle in verschiedenen industriellen Anwendungen wünschenswert.
Die bahnbrechende Hochlast von Nanovea Tribometer verfügt über eine maximale Tragfähigkeit von 2000 N mit einem dynamischen Lastkontrollsystem. Das fortschrittliche pneumatische Druckluft-Ladesystem ermöglicht es Benutzern, das tribologische Verhalten eines Materials unter hohen normalen Belastungen zu bewerten, mit dem Vorteil, unerwünschte Vibrationen zu dämpfen, die während des Verschleißprozesses entstehen. Daher wird die Last direkt gemessen, ohne dass Pufferfedern wie bei älteren Konstruktionen erforderlich sind. Ein oszillierendes Belastungsmodul mit parallelem Elektromagneten erzeugt eine gut kontrollierte Schwingung mit der gewünschten Amplitude von bis zu 20 N und einer Frequenz von bis zu 150 Hz.
Die Reibung wird mit hoher Genauigkeit direkt anhand der auf den oberen Halter ausgeübten Seitenkraft gemessen. Die Verschiebung wird vor Ort überwacht und gibt Aufschluss über die Entwicklung des Verschleißverhaltens der Testproben. Der Verschleißtest unter kontrollierter Schwingungsbelastung kann auch in Korrosions-, Hochtemperatur-, Feuchtigkeits- und Schmierumgebungen durchgeführt werden, um die realen Arbeitsbedingungen für tribologische Anwendungen zu simulieren. Ein integrierter Hochgeschwindigkeitsmotor berührungsloses Profilometer Misst automatisch die Morphologie der Verschleißspur und das Verschleißvolumen in wenigen Sekunden.
Messung Zielsetzung
In dieser Studie zeigen wir die Leistungsfähigkeit des Nanovea T2000 Dynamic Load Tribometers bei der Untersuchung des tribologischen Verhaltens verschiedener Beschichtungs- und Metallproben unter kontrollierten Schwingungsbelastungen.
Testverfahren
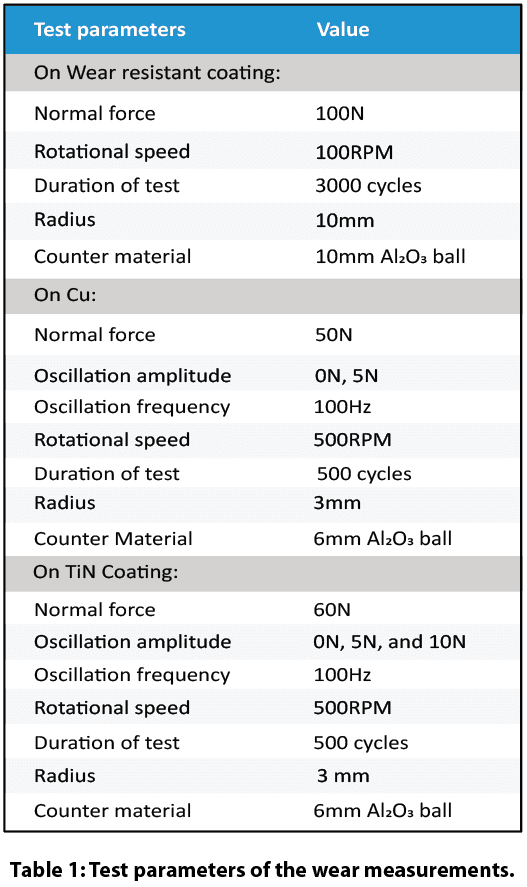
Das tribologische Verhalten, z.B. der Reibungskoeffizient (COF) und die Verschleißfestigkeit einer 300 µm dicken verschleißfesten Beschichtung wurde mit dem Nanovea T2000 Tribometer und einem konventionellen Totlasttribometer unter Verwendung eines Stift-Scheibe-Aufbaus nach ASTM G992 bewertet und verglichen.
Separate Cu- und TiN-beschichtete Proben gegen eine 6 mm große Al₂O₃-Kugel unter kontrollierter Oszillation wurden im Dynamic Load Tribology Mode des Nanovea T2000 Tribometers bewertet.
Die Prüfparameter sind in Tabelle 1 zusammengefasst.
Das integrierte 3D-Profilometer mit Zeilensensor tastet die Verschleißspur nach den Tests automatisch ab und liefert in Sekundenschnelle die genaueste Messung des Verschleißvolumens.
Ergebnisse und Diskussion
Pneumatisches Ladesystem vs. Totlastsystem
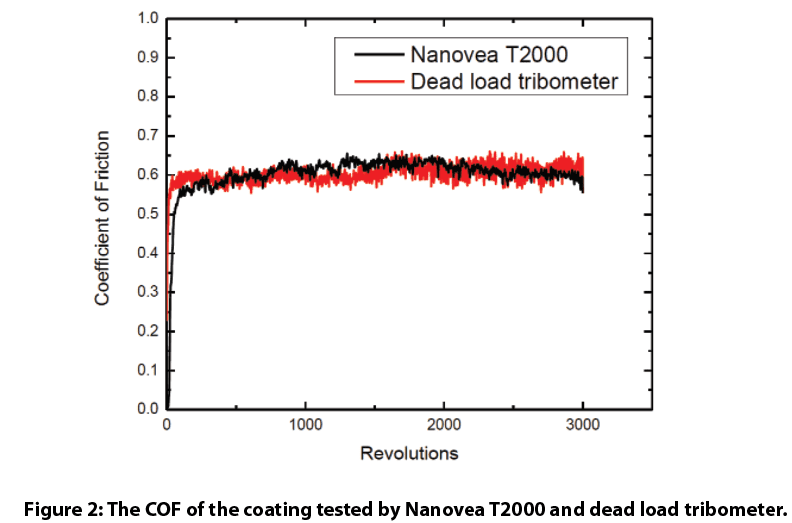
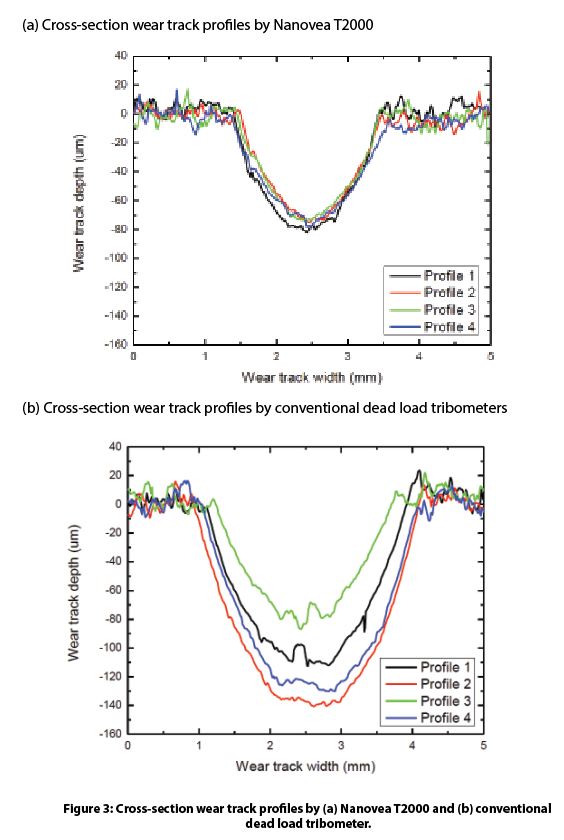
Das tribologische Verhalten einer verschleißfesten Beschichtung unter Verwendung des Nanovea T2000 Tribometers wird mit einem herkömmlichen Totlasttribometer (DL) verglichen. Die Entwicklung des COF der Beschichtung ist in Abb. 2 dargestellt. Wir stellen fest, dass die Beschichtung einen vergleichbaren COF-Wert von ~0,6 während des Verschleißtests aufweist. Die 20 Querschnittsprofile an verschiedenen Stellen der Verschleißspur in Abb. 3 zeigen jedoch, dass die Beschichtung unter dem Totlastsystem einen viel stärkeren Verschleiß erfährt.
Durch den Verschleißprozess des Totlastsystems bei hoher Belastung und Geschwindigkeit wurden intensive Vibrationen erzeugt. Der massive, konzentrierte Druck an der Kontaktfläche in Verbindung mit einer hohen Gleitgeschwindigkeit erzeugt erhebliche Gewichts- und Strukturschwingungen, die zu einem beschleunigten Verschleiß führen. Beim herkömmlichen Totlasttribometer wird die Belastung durch Massengewichte aufgebracht. Diese Methode ist bei niedrigeren Kontaktbelastungen unter milden Verschleißbedingungen zuverlässig; unter aggressiven Verschleißbedingungen bei höheren Belastungen und Geschwindigkeiten führen die erheblichen Vibrationen jedoch dazu, dass die Gewichte wiederholt ausschlagen, was zu einer ungleichmäßigen Verschleißspur und damit zu einer unzuverlässigen tribologischen Bewertung führt. Die berechnete Verschleißrate beträgt 8,0±2,4 x 10-4 mm3/N m, was eine hohe Verschleißrate und große Standardabweichung bedeutet.
Das Nanovea T2000 Tribometer ist mit einem dynamischen Kontroll-Ladesystem ausgestattet, um die Schwingungen zu dämpfen. Die normale Last wird mit Druckluft aufgebracht, wodurch unerwünschte Schwingungen während des Verschleißprozesses minimiert werden. Darüber hinaus sorgt die aktive Belastungssteuerung im geschlossenen Regelkreis dafür, dass während des gesamten Verschleißtests eine konstante Last aufgebracht wird und der Taststift der Tiefenänderung der Verschleißspur folgt. Wie in Abb. 3a zu sehen ist, wird ein deutlich gleichmäßigeres Profil der Verschleißspur gemessen, was zu einer niedrigen Verschleißrate von 3,4±0,5 x 10-4 mm3/N m führt.
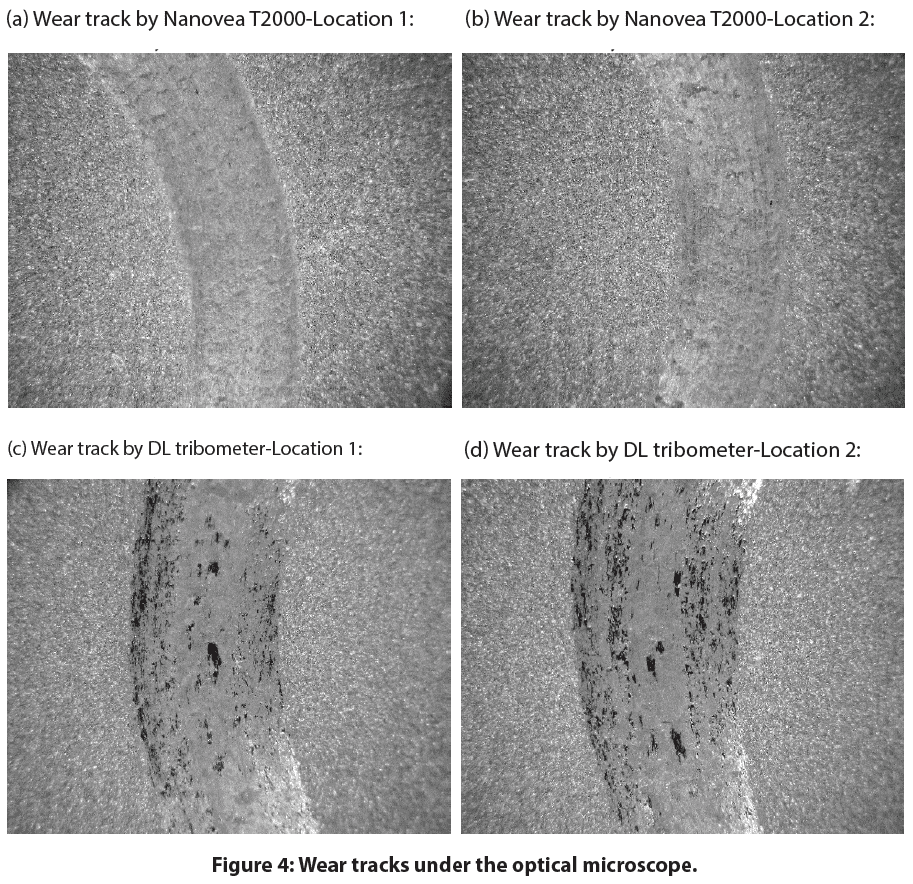
Die in Abb. 4 gezeigte Analyse der Verschleißspur bestätigt, dass der Verschleißtest, der mit dem pneumatischen Druckluftsystem des Nanovea T2000 Tribometers durchgeführt wird, eine glattere und gleichmäßigere Verschleißspur im Vergleich zu einem konventionellen Totlasttribometer erzeugt. Darüber hinaus misst das Nanovea T2000 Tribometer die Verschiebung des Tastereinsatzes während des Verschleißprozesses, was einen weiteren Einblick in den Verlauf des Verschleißverhaltens in situ ermöglicht.
Kontrollierte Oszillation bei Abnutzung der Cu-Probe
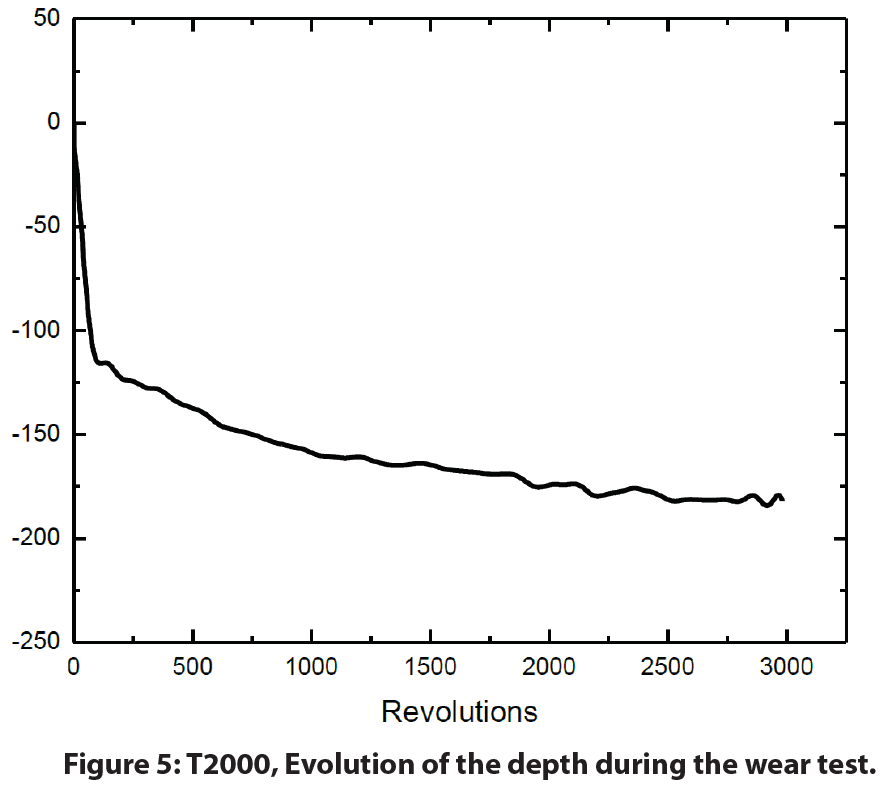
Mit dem parallel oszillierenden Belastungs-Elektromagnetmodul des Nanovea T2000 Tribometers können die Auswirkungen von kontrollierten Amplituden- und Frequenzschwingungen auf das Verschleißverhalten von Materialien untersucht werden. Die COF der Cu-Proben wird in situ aufgezeichnet, wie in Abb. 6 dargestellt. Die Cu-Probe weist während der ersten Messung mit 330 Umdrehungen eine konstante COF von ~0,3 auf, was auf die Bildung eines stabilen Kontakts an der Grenzfläche und eine relativ glatte Verschleißspur hinweist. Im weiteren Verlauf des Verschleißtests deutet die Variation des COF auf eine Veränderung des Verschleißmechanismus hin. Im Vergleich dazu zeigen die Verschleißtests unter einer amplitudengesteuerten Oszillation von 5 N bei 50 N ein anderes Verschleißverhalten: Die COF steigt zu Beginn des Verschleißprozesses sofort an und zeigt während des gesamten Verschleißtests erhebliche Schwankungen. Dieses Verhalten der COF deutet darauf hin, dass die aufgezwungene Oszillation in der Normallast eine Rolle für den instabilen Gleitzustand am Kontakt spielt.
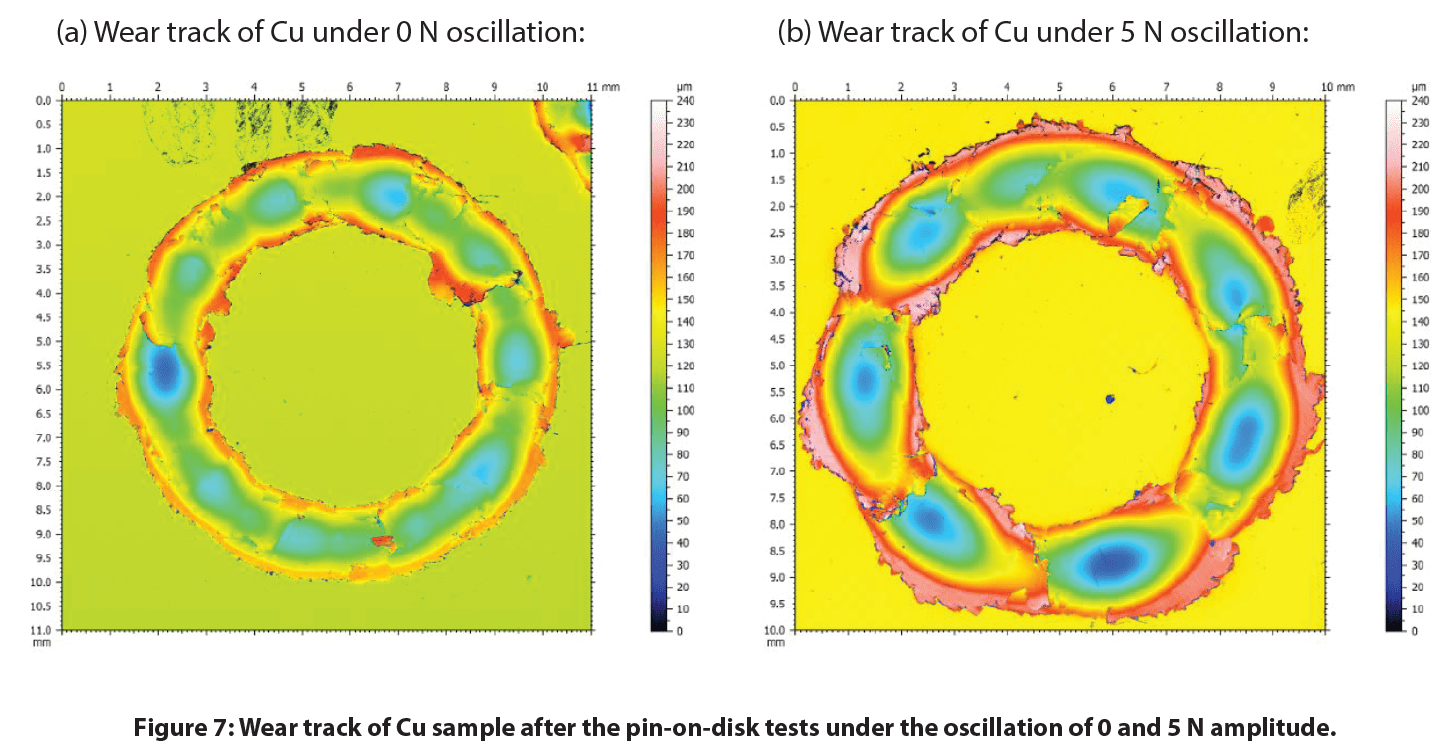
Abb. 7 vergleicht die mit dem integrierten berührungslosen optischen Profilometer gemessene Morphologie der Verschleißspur. Es ist zu beobachten, dass die Cu-Probe unter einer kontrollierten Schwingungsamplitude von 5 N eine viel größere Verschleißspur mit einem Volumen von 1,35 x 109 µm3 aufweist, verglichen mit 5,03 x 108 µm3 ohne auferlegte Schwingung. Die kontrollierte Oszillation beschleunigt die Verschleißrate signifikant um einen Faktor von ~2,7, was die kritische Wirkung der Oszillation auf das Verschleißverhalten zeigt.

Kontrollierte Oszillation bei der Abnutzung der TiN-Beschichtung
Die COF und die Verschleißspuren der TiN-Beschichtungsprobe sind in Abb. 8 dargestellt. Die TiN-Beschichtung weist ein deutlich unterschiedliches Verschleißverhalten unter Oszillation auf, wie die Entwicklung der COF während der Tests zeigt. Die TiN-Beschichtung zeigt nach der Einlaufphase zu Beginn des Verschleißtests einen konstanten COF von ~0,3, was auf den stabilen Gleitkontakt an der Schnittstelle zwischen der TiN-Beschichtung und der Al₂O₃-Kugel zurückzuführen ist. Wenn jedoch die TiN-Beschichtung zu versagen beginnt, dringt die Al₂O₃-Kugel durch die Beschichtung und gleitet gegen das frische Stahlsubstrat darunter. Gleichzeitig entsteht in der Verschleißspur eine beträchtliche Menge harter TiN-Beschichtungsreste, wodurch aus einem stabilen Zweikörper-Gleitverschleiß ein Dreikörper-Abriebverschleiß wird. Eine solche Änderung der Materialpaarungseigenschaften führt zu größeren Schwankungen bei der Entwicklung der COF. Die aufgezwungene Oszillation von 5 N und 10 N beschleunigt das Versagen der TiN-Beschichtung von ~400 Umdrehungen auf unter 100 Umdrehungen. Die größeren Verschleißspuren auf den TiN-Beschichtungsproben nach den Verschleißtests unter der kontrollierten Oszillation stehen im Einklang mit einer solchen Änderung der COF.

Schlussfolgerung
Das fortschrittliche pneumatische Belastungssystem des Nanovea T2000 Tribometers besitzt einen intrinsischen Vorteil als ein natürlich schneller Schwingungsdämpfer im Vergleich zu traditionellen Totlastsystemen. Dieser technologische Vorteil pneumatischer Systeme gilt auch im Vergleich zu lastgesteuerten Systemen, die eine Kombination aus Servomotoren und Federn zur Aufbringung der Last verwenden. Die Technologie gewährleistet eine zuverlässige und besser kontrollierte Verschleißbewertung bei hohen Belastungen, wie in dieser Studie gezeigt wurde. Darüber hinaus kann das aktive Lastsystem mit geschlossenem Regelkreis die normale Last während der Verschleißtests auf einen gewünschten Wert ändern, um reale Anwendungen in Bremssystemen zu simulieren.
Anstelle der Beeinflussung durch unkontrollierte Schwingungsbedingungen während der Tests haben wir gezeigt, dass das Nanovea T2000 Dynamic-Load Tribometer es dem Benutzer ermöglicht, das tribologische Verhalten von Materialien unter verschiedenen kontrollierten Schwingungsbedingungen quantitativ zu bewerten. Schwingungen spielen eine wichtige Rolle für das Verschleißverhalten von Metall- und Keramikbeschichtungsproben.
Das parallele elektromagnetische Schwingungsbelastungsmodul liefert präzise kontrollierte Schwingungen mit festgelegten Amplituden und Frequenzen, so dass der Benutzer den Verschleißprozess unter realen Bedingungen simulieren kann, bei denen Umgebungsschwingungen oft ein wichtiger Faktor sind. Bei Vorhandensein von aufgezwungenen Schwingungen während des Verschleißes zeigen sowohl die Cu- als auch die TiN-Beschichtungsproben eine deutlich erhöhte Verschleißrate. Die Entwicklung des Reibungskoeffizienten und die in situ gemessene Tasterauslenkung sind wichtige Indikatoren für die Leistung des Materials während der tribologischen Anwendungen. Das integrierte berührungslose 3D-Profilometer bietet ein Werkzeug zur präzisen Messung des Verschleißvolumens und zur sekundenschnellen Analyse der detaillierten Morphologie der Verschleißspuren, was zu einem besseren Verständnis des Verschleißmechanismus führt.
Das T2000 ist mit einem selbstabgestimmten, hochwertigen und drehmomentstarken Motor mit einem internen 20-Bit-Drehzahl- und einem externen 16-Bit-Positionsgeber ausgestattet. Er ermöglicht dem Tribometer einen unübertroffenen Drehzahlbereich von 0,01 bis 5000 U/min, der sich schrittweise oder kontinuierlich ändern kann. Im Gegensatz zu Systemen, die einen unten angebrachten Drehmomentsensor verwenden, nutzt das Nanovea-Tribometer eine oben angebrachte hochpräzise Kraftmesszelle, um die Reibungskräfte genau und separat zu messen.
Nanovea Tribometer bietet präzise und wiederholbare Verschleiß- und Reibungstests mit ISO- und ASTM-konformen Rotations- und Linearmodi (einschließlich 4-Kugel-, Anlaufscheiben- und Block-auf-Ring-Tests), mit optionalen Hochtemperatur-Verschleiß-, Schmier- und Tribokorrosionsmodulen in einem vorintegrierten System. Die unübertroffene Bandbreite des Nanovea T2000 ist eine ideale Lösung für die Bestimmung des gesamten Spektrums tribologischer Eigenschaften von dünnen oder dicken, weichen oder harten Beschichtungen, Filmen und Substraten.

Analyse der Textur von Orangenschalen mit 3D-Profilometrie
Einführung
Die Größe und Häufigkeit von Oberflächenstrukturen auf Substraten wirken sich auf die Qualität von Glanzlacken aus. Die Orangenschalentextur, die nach ihrem Aussehen benannt ist, kann sich durch den Einfluss des Substrats und der Lackauftragungstechnik entwickeln. Texturprobleme werden in der Regel anhand der Welligkeit, der Wellenlänge und der visuellen Wirkung, die sie auf Glanzlacke haben, quantifiziert. Kleinste Texturen führen zu einer Glanzminderung, während größere Texturen zu sichtbaren Wellen auf der beschichteten Oberfläche führen. Für die Qualitätskontrolle ist es wichtig, die Entwicklung dieser Texturen und ihre Beziehung zu Substraten und Techniken zu verstehen.
Die Bedeutung der Profilometrie für die Texturmessung
Im Gegensatz zu herkömmlichen 2D-Instrumenten zur Messung der Glanztextur liefert die berührungslose 3D-Messung schnell ein 3D-Bild, das zum Verständnis von Oberflächeneigenschaften verwendet wird, mit der zusätzlichen Möglichkeit, interessierende Bereiche schnell zu untersuchen. Ohne Geschwindigkeit und 3D-Überprüfung würde sich eine Qualitätskontrollumgebung ausschließlich auf 2D-Informationen verlassen, die kaum eine Vorhersagbarkeit der gesamten Oberfläche ermöglichen. Das Verständnis von Texturen in 3D ermöglicht die beste Auswahl von Verarbeitungs- und Kontrollmaßnahmen. Die Gewährleistung der Qualitätskontrolle solcher Parameter hängt in hohem Maße von quantifizierbaren, reproduzierbaren und zuverlässigen Inspektionen ab. Nanovea 3D berührungslos Profilometer nutzen die chromatische Konfokaltechnologie, um die einzigartige Fähigkeit zu haben, die steilen Winkel zu messen, die bei schnellen Messungen auftreten. Nanovea-Profilometer sind dort erfolgreich, wo andere Techniken aufgrund von Sondenkontakt, Oberflächenvariation, Winkel oder Reflexionsvermögen keine zuverlässigen Daten liefern können.
Messung Zielsetzung
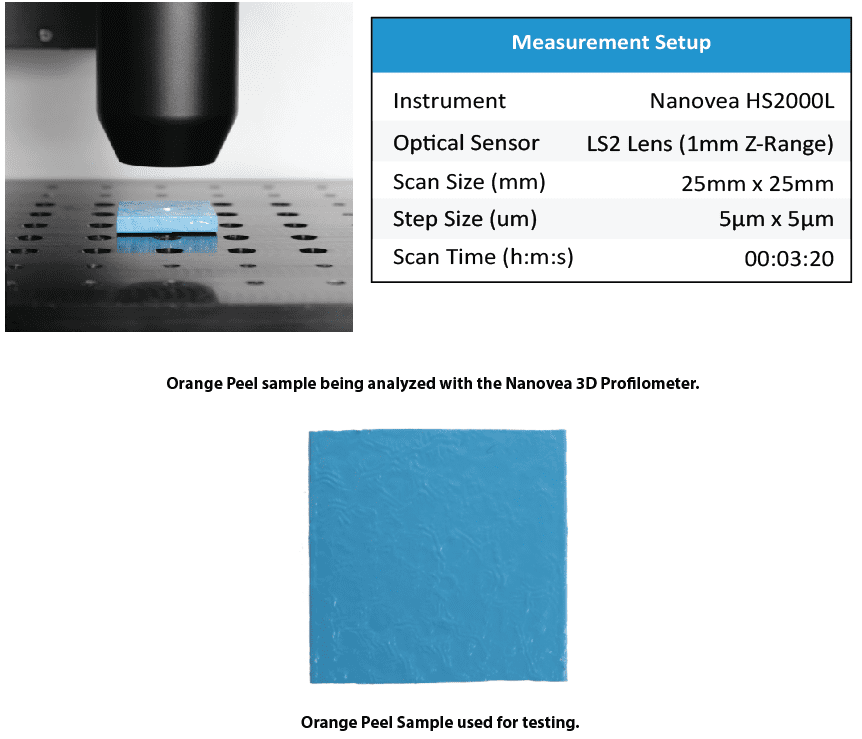
In dieser Anwendung misst der Nanovea HS2000L die Orangenschalentextur eines Glanzlacks. Aus dem 3D-Oberflächenscan werden automatisch unzählige Oberflächenparameter berechnet. Hier analysieren wir eine gescannte 3D-Oberfläche, indem wir die Merkmale der Orangenschalentextur quantifizieren.
Ergebnisse und Diskussion

Mit dem Nanovea HS2000L wurden die Isotropie- und Höhenparameter der Orangenschalenfarbe quantifiziert. Die Orangenschalentextur quantifizierte die Richtung des Zufallsmusters mit 94,4% Isotropie. Die Höhenparameter quantifizieren die Textur mit einer Höhendifferenz von 24,84µm.

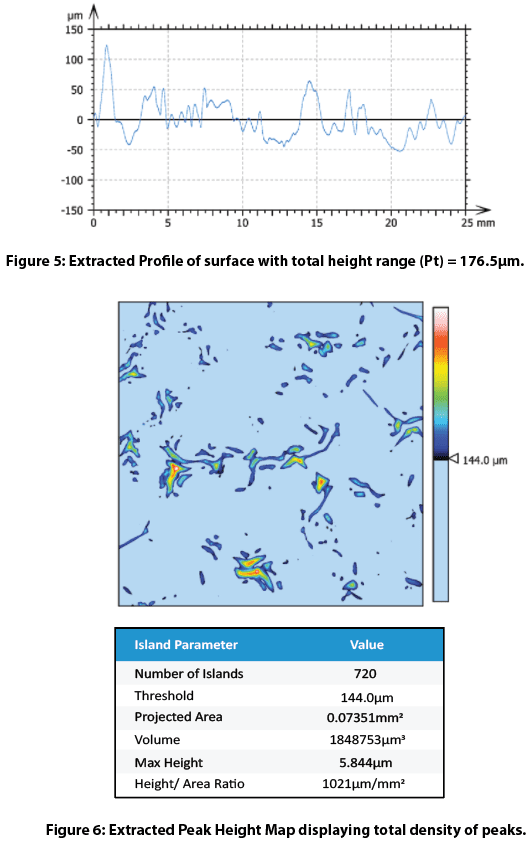
Die Kurve des Lagerungsverhältnisses in Abbildung 4 ist eine grafische Darstellung der Tiefenverteilung. Dabei handelt es sich um eine interaktive Funktion innerhalb der Software, die es dem Benutzer ermöglicht, Verteilungen und Prozentsätze in verschiedenen Tiefen anzuzeigen. Ein extrahiertes Profil in Abbildung 5 liefert nützliche Rauheitswerte für die Orangenschalentextur. Die Extraktion von Spitzenwerten oberhalb eines Schwellenwerts von 144 Mikrometern zeigt die Orangenschalentextur an. Diese Parameter können leicht an andere Bereiche oder Parameter von Interesse angepasst werden.
Schlussfolgerung
In dieser Anwendung charakterisiert das berührungslose 3D-Profilometer Nanovea HS2000L sowohl die Topografie als auch die Nanometer-Details der Orangenhauttextur auf einer glänzenden Beschichtung präzise. Interessante Bereiche aus 3D-Oberflächenmessungen werden schnell identifiziert und mit vielen nützlichen Messungen analysiert (Dimension, Rauheit, Oberflächenstruktur, Formtopographie, Ebenheit, Verzug, Planarität, Volumenbereich, Stufenhöhe usw.). Schnell ausgewählte 2D-Querschnitte bieten einen vollständigen Satz von Oberflächenmessressourcen zur Glanztextur. Spezielle Bereiche von Interesse können mit einem integrierten AFM-Modul weiter analysiert werden. Die Geschwindigkeit des Nanovea 3D Profilometers reicht von <1 mm/s bis 500 mm/s und eignet sich damit für Forschungsanwendungen ebenso wie für Hochgeschwindigkeitsinspektionen. Die Nanovea 3D-Profilometer verfügen über eine breite Palette von Konfigurationen, die für Ihre Anwendung geeignet sind.

Einfluss von Luftfeuchtigkeit auf die Tribologie von DLC-Beschichtungen
Bedeutung der Abnutzungsbewertung von DLC bei Luftfeuchtigkeit
Beschichtungen aus diamantähnlichem Kohlenstoff (DLC) verfügen über verbesserte tribologische Eigenschaften, nämlich eine hervorragende Verschleißfestigkeit und einen sehr niedrigen Reibungskoeffizienten (COF). DLC-Beschichtungen verleihen Diamanteigenschaften, wenn sie auf verschiedenen Materialien abgeschieden werden. Aufgrund ihrer günstigen tribomechanischen Eigenschaften sind DLC-Beschichtungen in verschiedenen industriellen Anwendungen bevorzugt, beispielsweise für Teile in der Luft- und Raumfahrt, Rasierklingen, Metallschneidewerkzeuge, Lager, Motorradmotoren und medizinische Implantate.
DLC-Beschichtungen weisen unter Hochvakuum und trockenen Bedingungen einen sehr niedrigen COF (unter 0,1) gegenüber Stahlkugeln auf12. DLC-Beschichtungen reagieren jedoch empfindlich auf Veränderungen der Umweltbedingungen, insbesondere der relativen Luftfeuchtigkeit (RH).3. Umgebungen mit hoher Luftfeuchtigkeit und Sauerstoffkonzentration können zu einem erheblichen Anstieg der COF führen4. Zuverlässige Verschleißbewertung bei kontrollierter Luftfeuchtigkeit simuliert realistische Umgebungsbedingungen von DLC-Beschichtungen für tribologische Anwendungen. Benutzer wählen durch einen entsprechenden Vergleich die besten DLC-Beschichtungen für ihre Zielanwendungen aus
des DLC-Verschleißverhaltens bei unterschiedlicher Luftfeuchtigkeit.
Messung Zielsetzung
Diese Studie stellt den Nanovea vor Tribometer Ausgestattet mit einem Feuchtigkeitsregler ist das ideale Werkzeug zur Untersuchung des Verschleißverhaltens von DLC-Beschichtungen bei verschiedenen relativen Luftfeuchtigkeiten.
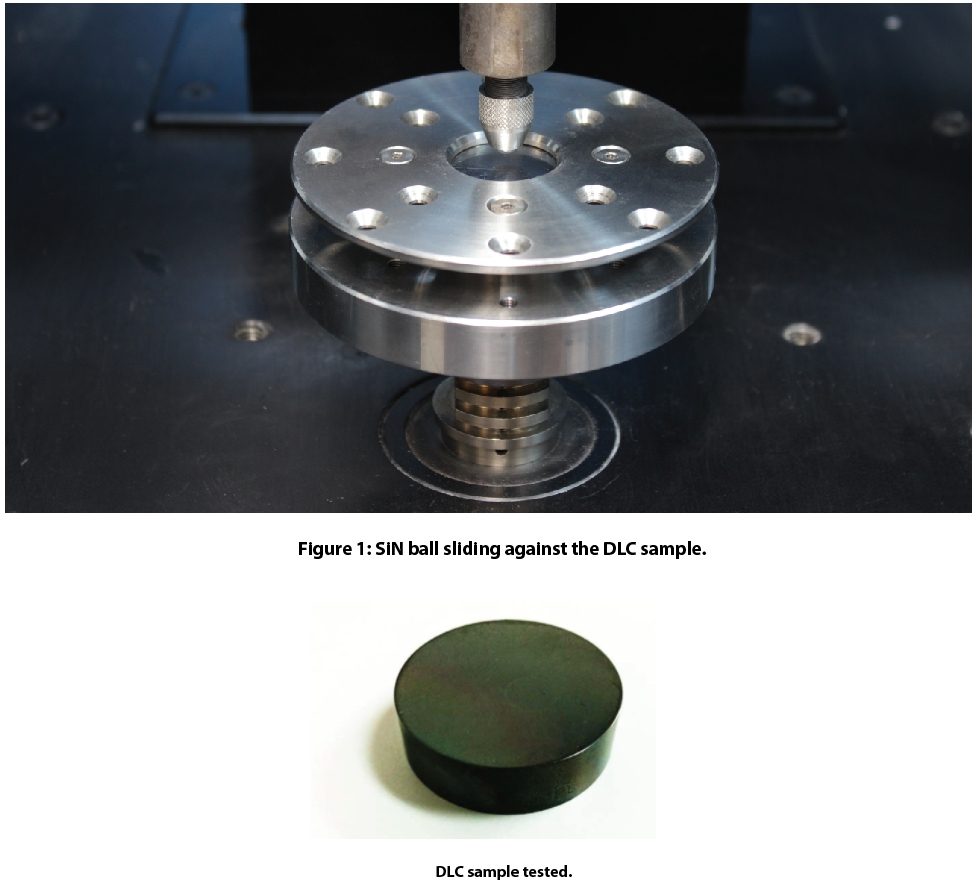
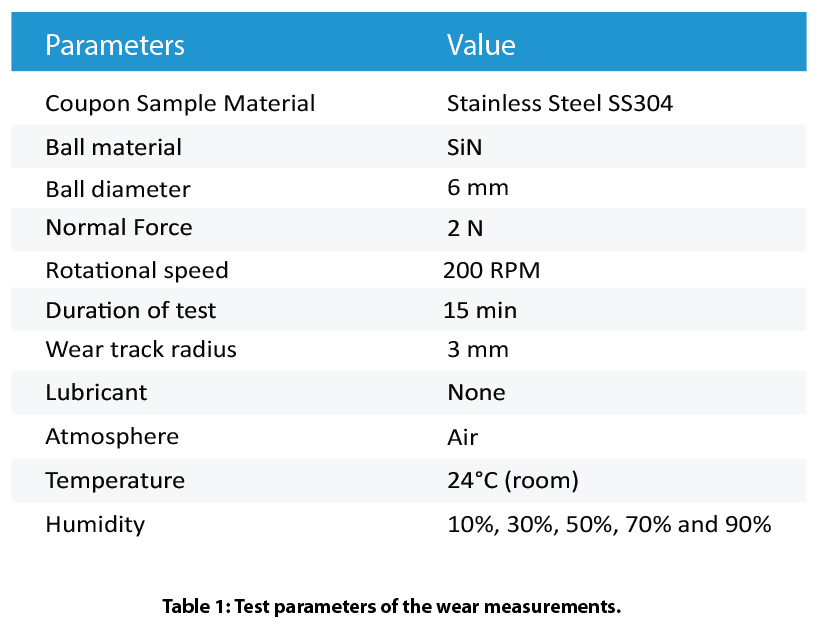
Testverfahren
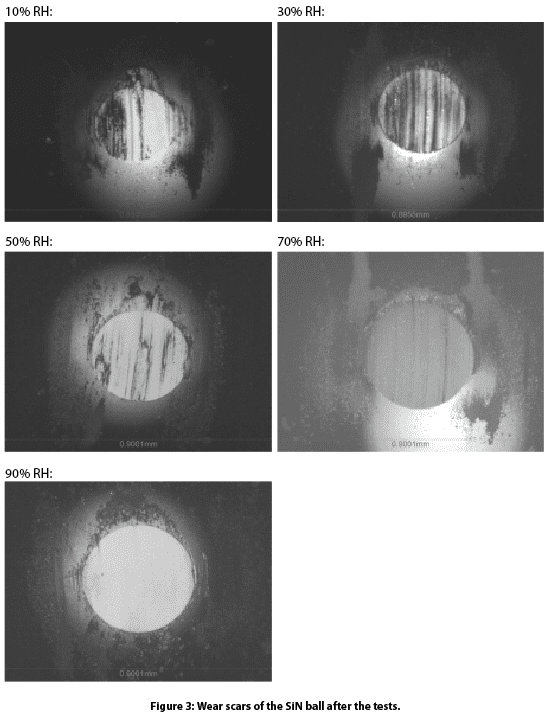
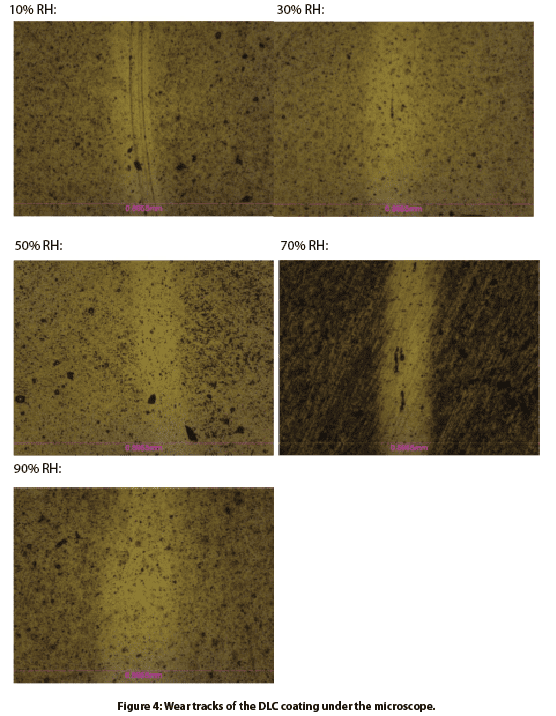
Reibung und Verschleißfestigkeit von DLC-Beschichtungen wurden mit dem Nanovea Tribometer bewertet. Die Testparameter sind in Tabelle 1 zusammengefasst. Ein an der Tribokammer angebrachter Feuchtigkeitsregler regelte die relative Luftfeuchtigkeit (RH) präzise mit einer Genauigkeit von ±1%. Verschleißspuren auf DLC-Beschichtungen und Verschleißnarben auf SiN-Kugeln wurden nach Tests mit einem optischen Mikroskop untersucht.
Hinweis: Jedes feste Kugelmaterial kann verwendet werden, um die Leistung verschiedener Materialkopplungen unter Umgebungsbedingungen wie Schmiermittel oder hohen Temperaturen zu simulieren.
Ergebnisse und Diskussion
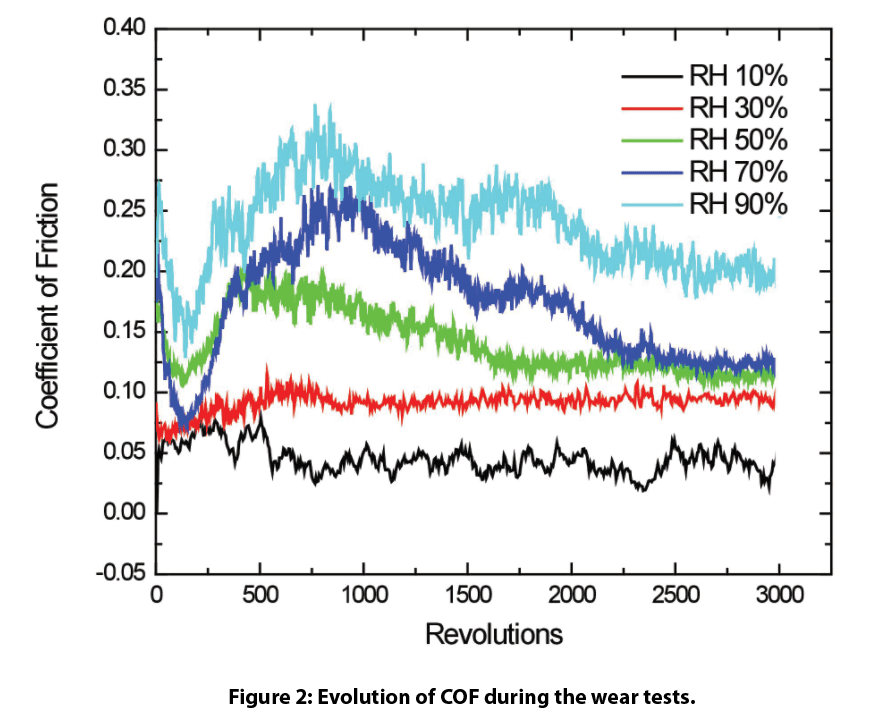
DLC-Beschichtungen sind aufgrund ihrer geringen Reibung und überlegenen Verschleißfestigkeit hervorragend für tribologische Anwendungen geeignet. Die Reibung der DLC-Beschichtung zeigt ein feuchtigkeitsabhängiges Verhalten, wie in Abbildung 2 dargestellt. Die DLC-Beschichtung zeigt einen sehr niedrigen COF von ~0,05 während des gesamten Verschleißtests unter relativ trockenen Bedingungen (10% RH). Die DLC-Beschichtung weist während des Tests einen konstanten COF von ~0,1 auf, wenn die RH auf 30% ansteigt. Die erste Einlaufphase der COF wird in den ersten 2000 Umdrehungen beobachtet, wenn die relative Luftfeuchtigkeit über 50% steigt. Die DLC-Beschichtung zeigt eine maximale COF von ~0,20, ~0,26 und ~0,33 bei einer relativen Luftfeuchtigkeit von 50, 70 bzw. 90%. Nach der Einlaufphase bleibt der COF der DLC-Beschichtung konstant bei ~0,11, 0,13 und 0,20 bei einer relativen Luftfeuchtigkeit von 50, 70 bzw. 90%.
In Abbildung 3 werden die Verschleißspuren der SiN-Kugel und in Abbildung 4 die Verschleißspuren der DLC-Beschichtung nach den Verschleißtests verglichen. Der Durchmesser der Verschleißnarbe war kleiner, wenn die DLC-Beschichtung einer Umgebung mit geringer Luftfeuchtigkeit ausgesetzt war. Während des wiederholten Gleitvorgangs an der Kontaktfläche sammelt sich eine DLC-Schicht auf der SiN-Kugeloberfläche an. In dieser Phase gleitet die DLC-Beschichtung gegen ihre eigene Transferschicht, die als effizientes Schmiermittel die Relativbewegung erleichtert und den durch Scherverformung verursachten weiteren Massenverlust eindämmt. In der Verschleißnarbe der SiN-Kugel wird in Umgebungen mit niedriger Luftfeuchtigkeit (z. B. 10% und 30%) ein Übertragungsfilm beobachtet, der zu einem verlangsamten Verschleißprozess der Kugel führt. Dieser Verschleißprozess spiegelt sich in der Morphologie der Verschleißspur der DLC-Beschichtung wider, wie in Abbildung 4 dargestellt. Die DLC-Beschichtung weist in trockenen Umgebungen eine kleinere Verschleißspur auf, was auf die Bildung eines stabilen DLC-Übertragungsfilms an der Kontaktfläche zurückzuführen ist, der die Reibung und die Verschleißrate erheblich verringert.
Schlussfolgerung

Luftfeuchtigkeit spielt eine entscheidende Rolle für die tribologische Leistung von DLC-Beschichtungen. Die DLC-Beschichtung verfügt über eine deutlich verbesserte Verschleißfestigkeit und eine überlegen niedrige Reibung unter trockenen Bedingungen aufgrund der Bildung einer stabilen Graphitschicht, die auf das gleitende Gegenstück (in dieser Studie eine SiN-Kugel) übertragen wird. Die DLC-Beschichtung gleitet auf ihrer eigenen Übertragungsschicht, die als effizientes Schmiermittel fungiert, um die Relativbewegung zu erleichtern und weiteren Massenverlust durch Scherverformung einzudämmen. Mit zunehmender relativer Luftfeuchtigkeit wird auf der SiN-Kugel kein Film beobachtet, was zu einer erhöhten Verschleißrate der SiN-Kugel und der DLC-Beschichtung führt.
Das Nanovea Tribometer bietet wiederholbare Verschleiß- und Reibungstests im ISO- und ASTM-konformen Rotations- und Linearmodus, wobei optionale Feuchtigkeitsmodule in einem vorintegrierten System verfügbar sind. Es ermöglicht Benutzern die Simulation der Arbeitsumgebung bei unterschiedlicher Luftfeuchtigkeit und bietet Benutzern ein ideales Werkzeug zur quantitativen Bewertung des tribologischen Verhaltens von Materialien unter verschiedenen Arbeitsbedingungen.
Erfahren Sie mehr über das Nanovea Tribometer und den Laborservice
1 C. Donnet, Surf. Coat. Technol. 100-101 (1998) 180.
2 K. Miyoshi, B. Pohlchuck, K.W. Street, J.S. Zabinski, J.H. Sanders, A.A. Voevodin, R.L.C. Wu, Wear 225-229 (1999) 65.
3 R. Gilmore, R. Hauert, Surf. Coat. Technol. 133-134 (2000) 437.
4 R. Memming, H.J. Tolle, P.E. Wierenga, Thin Solid Coatings 143 (1986) 31









