Monatliches Archiv: Mai 2020

Verbesserung der Bergbauverfahren mit Microindendation
MIKROINDENTATIONSFORSCHUNG UND QUALITÄTSKONTROLLE
Die Gesteinsmechanik befasst sich mit dem mechanischen Verhalten von Gesteinsmassen und wird im Bergbau, bei Bohrungen, bei der Förderung von Lagerstätten und im Bauwesen eingesetzt. Hochentwickelte Instrumente zur präzisen Messung der mechanischen Eigenschaften ermöglichen die Verbesserung von Bauteilen und Verfahren in diesen Branchen. Erfolgreiche Qualitätskontrollverfahren werden durch das Verständnis der Gesteinsmechanik auf der Mikroebene gewährleistet.
Mikroindentation ist ein wichtiges Instrument für felsmechanische Studien. Diese Techniken verbessern die Ausgrabungstechniken, indem sie ein besseres Verständnis der Gesteinseigenschaften ermöglichen. Die Mikroindentation wird zur Verbesserung von Bohrköpfen eingesetzt, die die Abbauverfahren verbessern. Die Mikroindentation wurde zur Untersuchung der Kreide- und Pulverbildung von Mineralien eingesetzt. Mikroindentationsstudien können Härte, Elastizitätsmodul, Kriechverhalten, Spannungs-Dehnungs-Verhalten, Bruchzähigkeit und Druck mit einem einzigen Instrument untersuchen.
MESSZIEL
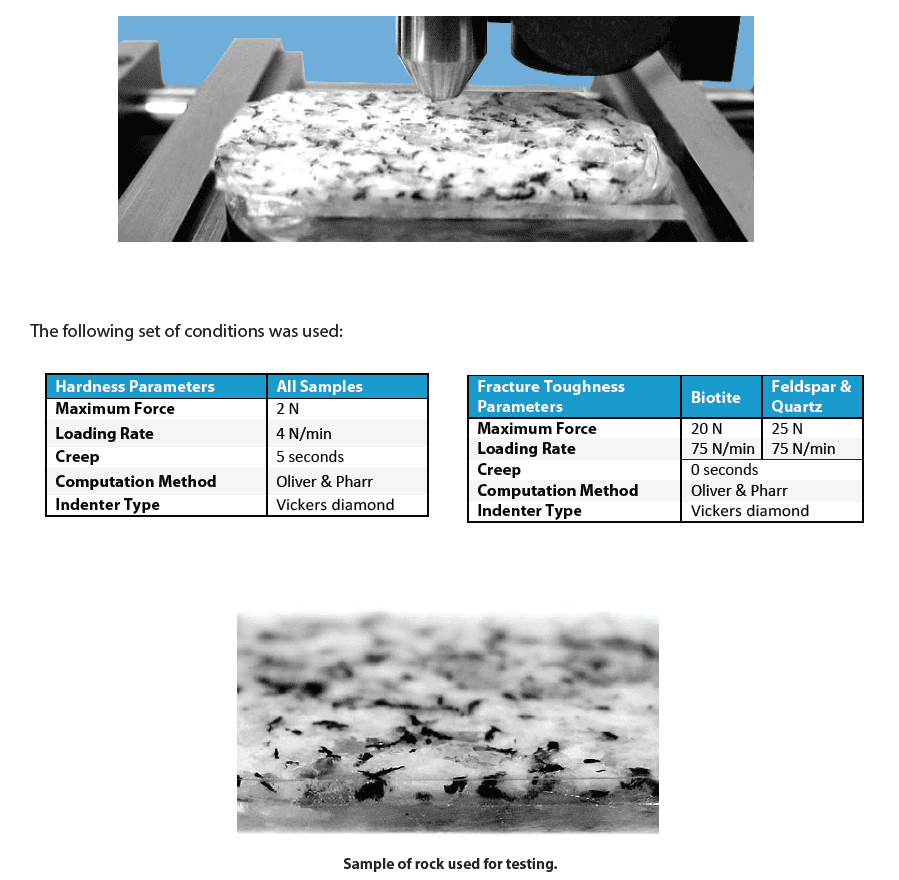
In dieser Anwendung ist Nanovea mechanischer Prüfer Misst die Vickers-Härte (Hv), den Elastizitätsmodul und die Bruchzähigkeit einer Mineralgesteinsprobe. Das Gestein besteht aus Biotit, Feldspat und Quarz, die den Standard-Granitverbund bilden. Jeder wird separat getestet.
ERGEBNISSE UND DISKUSSION
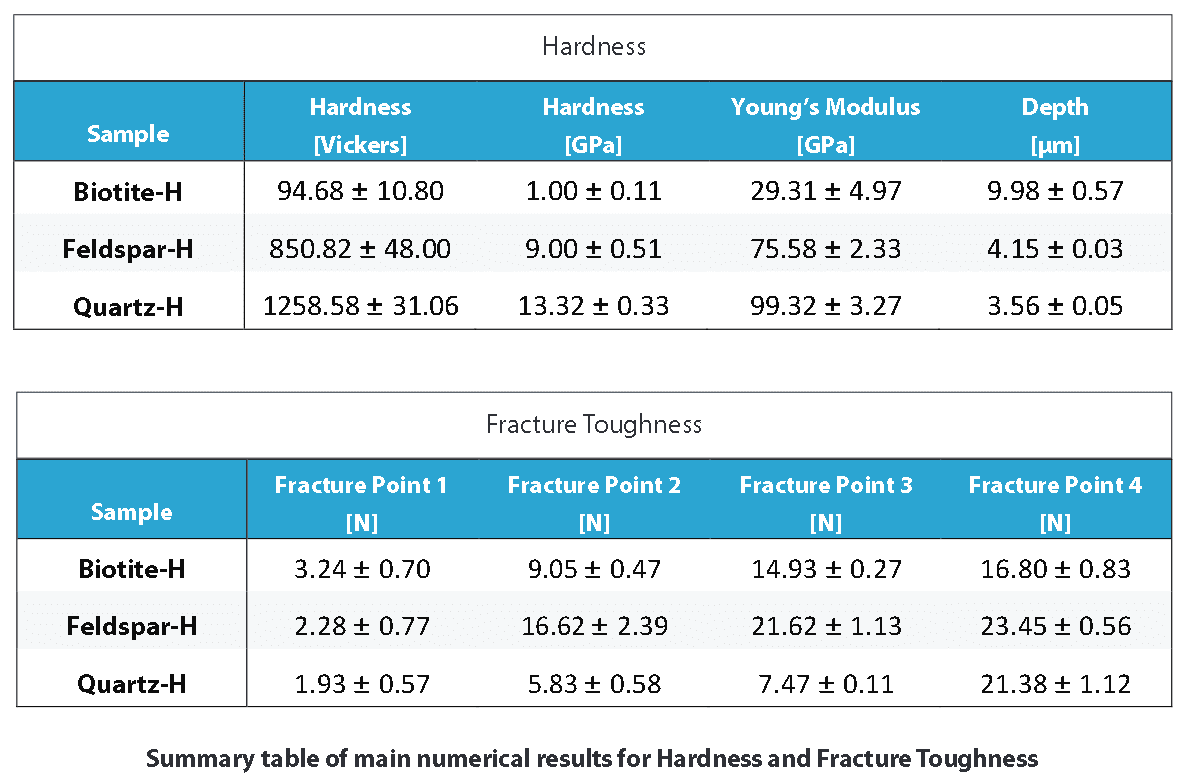
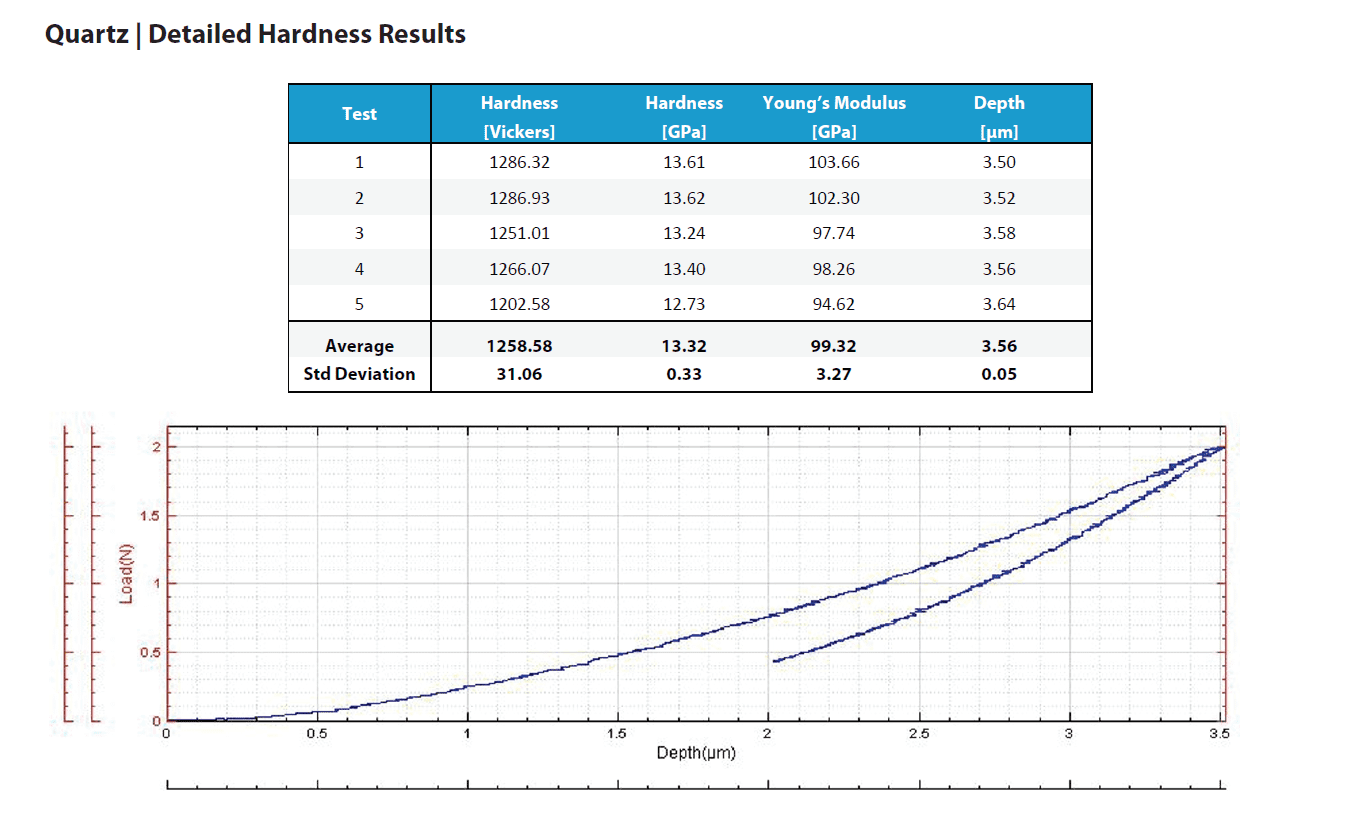
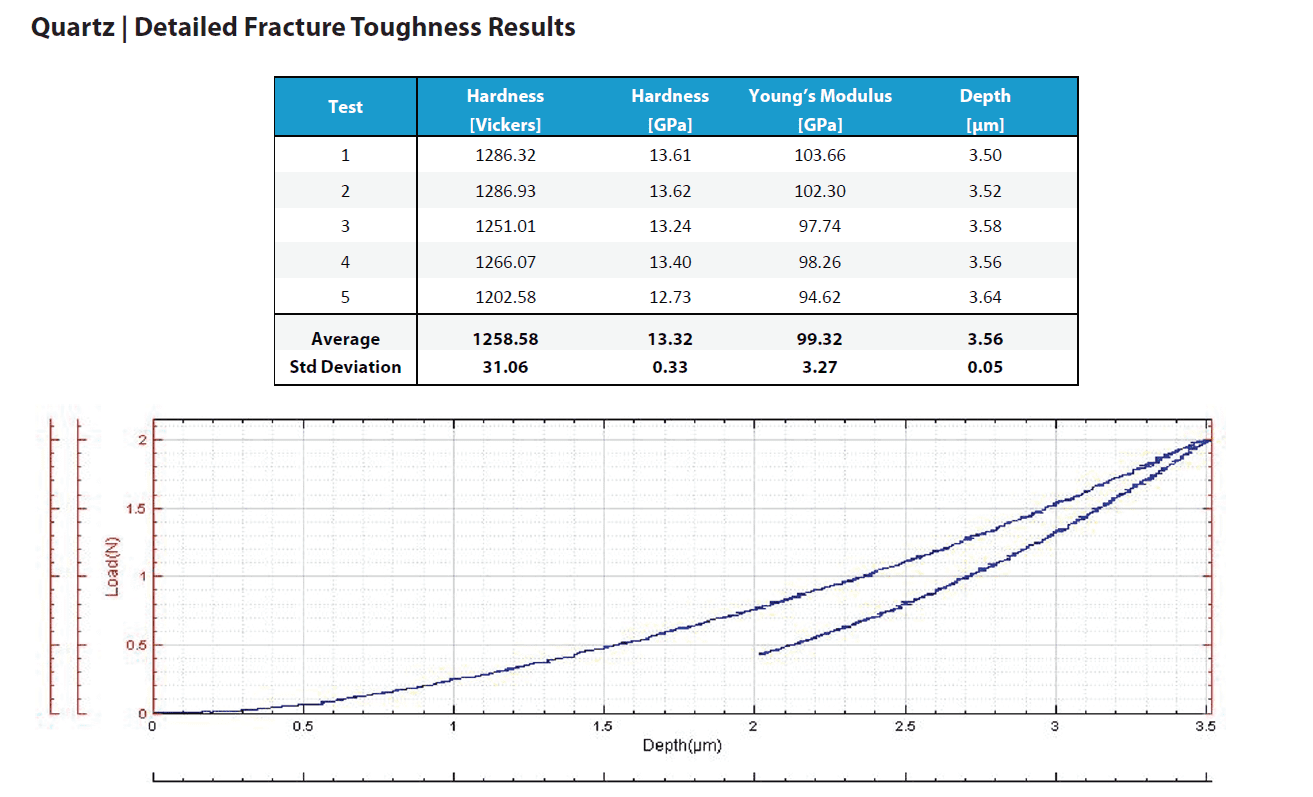
Dieser Abschnitt enthält eine zusammenfassende Tabelle, in der die wichtigsten numerischen Ergebnisse für die verschiedenen Proben verglichen werden, gefolgt von der Auflistung der vollständigen Ergebnisse, einschließlich der einzelnen durchgeführten Eindrücke, begleitet von mikroskopischen Aufnahmen der Eindrücke, sofern verfügbar. Diese vollständigen Ergebnisse enthalten die gemessenen Werte der Härte und des Elastizitätsmoduls sowie die Eindringtiefe (Δd) mit ihren Mittelwerten und Standardabweichungen. Es ist zu beachten, dass die Ergebnisse stark schwanken können, wenn die Oberflächenrauheit im gleichen Größenbereich liegt wie der Eindruck.
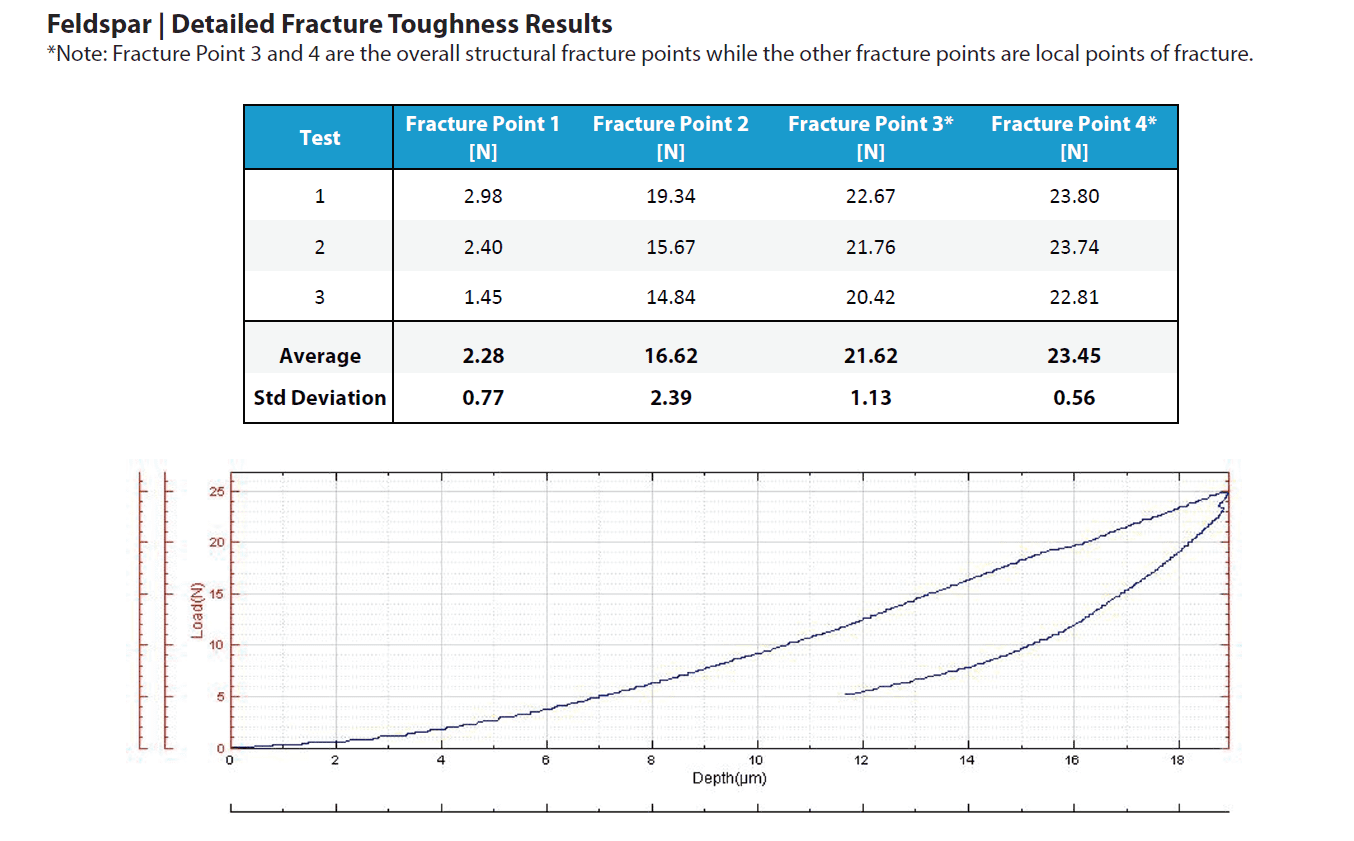
Zusammenfassende Tabelle der wichtigsten numerischen Ergebnisse für Härte und Bruchzähigkeit

SCHLUSSFOLGERUNG

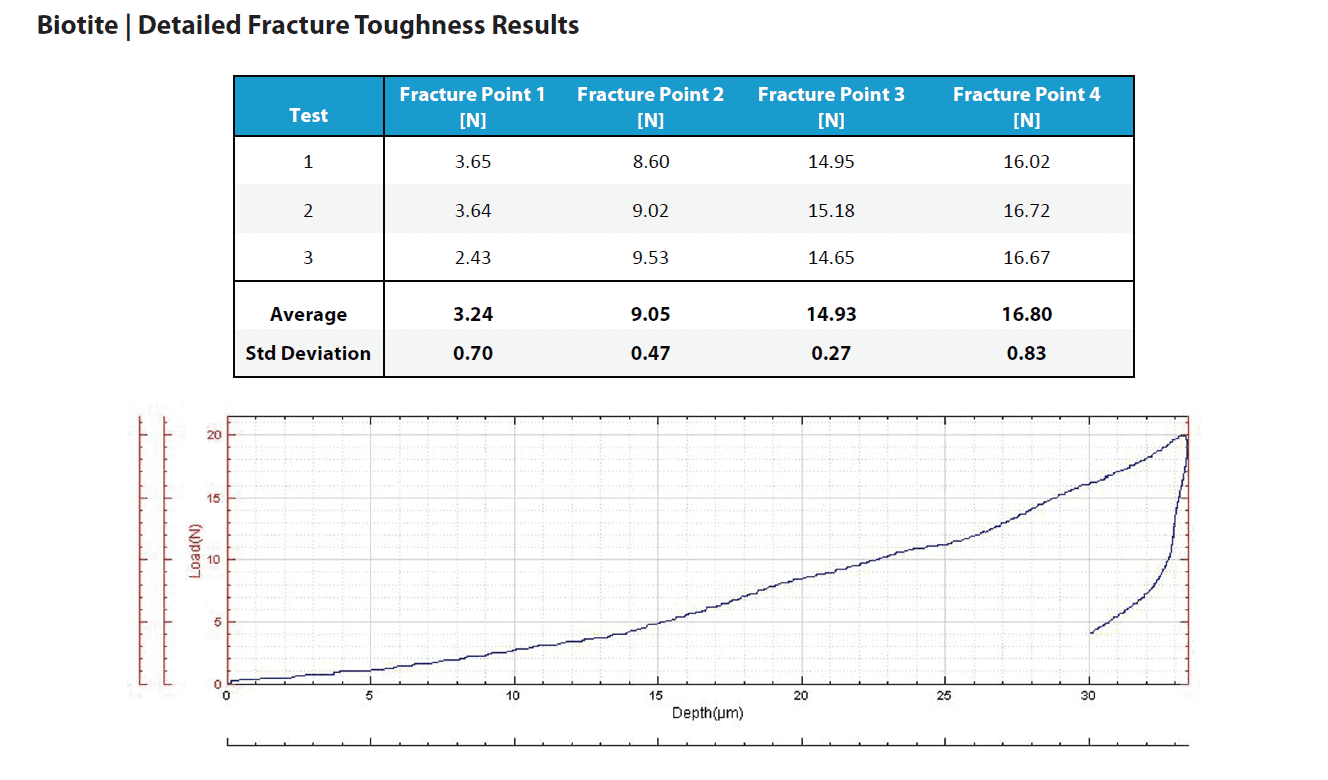
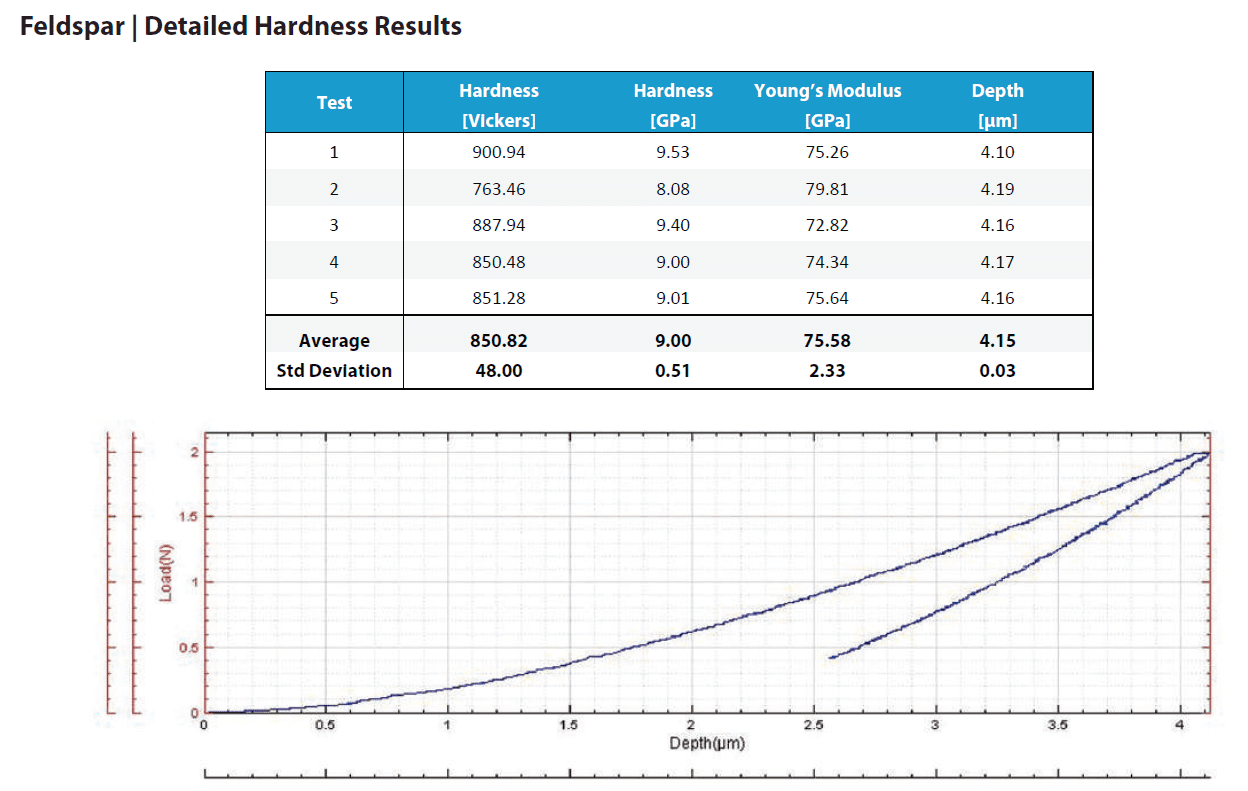
Der Nanovea-Mechanik-Tester demonstriert Reproduzierbarkeit und präzise Eindrückergebnisse auf der harten Oberfläche von Mineralgestein. Die Härte und der Elastizitätsmodul der einzelnen Materialien, aus denen der Granit besteht, wurden direkt aus den Kurven zwischen Tiefe und Belastung gemessen. Die raue Oberfläche bedeutete, dass die Prüfungen mit höheren Lasten durchgeführt wurden, was zu Mikrorissen geführt haben könnte. Mikrorisse würden einige der bei den Messungen festgestellten Schwankungen erklären. Aufgrund der rauen Oberfläche der Probe waren Risse bei einer normalen mikroskopischen Betrachtung nicht erkennbar. Daher ist es nicht möglich, herkömmliche Bruchzähigkeitswerte zu berechnen, die eine Messung der Risslänge erfordern. Stattdessen nutzten wir das System, um die Entstehung von Rissen anhand der Versetzungen in den Kurven der Tiefe gegenüber der Belastung bei steigender Belastung zu erkennen.
Bruchschwellenbelastungen wurden bei Belastungen angegeben, bei denen Versagen auftrat. Im Gegensatz zu herkömmlichen Bruchzähigkeitsprüfungen, bei denen lediglich die Risslänge gemessen wird, wird eine Last ermittelt, bei der der Schwellenbruch beginnt. Außerdem ermöglicht die kontrollierte und genau überwachte Umgebung die Messung der Härte als quantitativen Wert für den Vergleich einer Vielzahl von Proben zu verwenden.

Inline-Rauhigkeitsprüfung
Oberflächenfehler entstehen durch Materialverarbeitung und Produktherstellung. Die Inline-Oberflächenqualitätsprüfung gewährleistet eine strengste Qualitätskontrolle der Endprodukte. Der Nanovea Berührungslose 3D-Profilometer nutzen die chromatische Konfokaltechnologie mit der einzigartigen Fähigkeit, die Rauheit einer Probe berührungslos zu bestimmen. Es können mehrere Profilsensoren installiert werden, um die Rauheit und Textur verschiedener Bereiche des Produkts gleichzeitig zu überwachen. Der von der Analysesoftware in Echtzeit berechnete Rauheitsschwellenwert dient als schnelles und zuverlässiges Pass/Fail-Tool.
MESSZIEL
In dieser Studie wird das mit einem Punktsensor ausgestattete Nanovea-Förderbandsystem für die Rauheitsprüfung von Acryl- und Sandpapierproben eingesetzt. Wir zeigen die Fähigkeit des berührungslosen Nanovea-Profilometers, eine schnelle und zuverlässige Inline-Rauheitsinspektion in einer Produktionslinie in Echtzeit durchzuführen.

ERGEBNISSE UND DISKUSSION
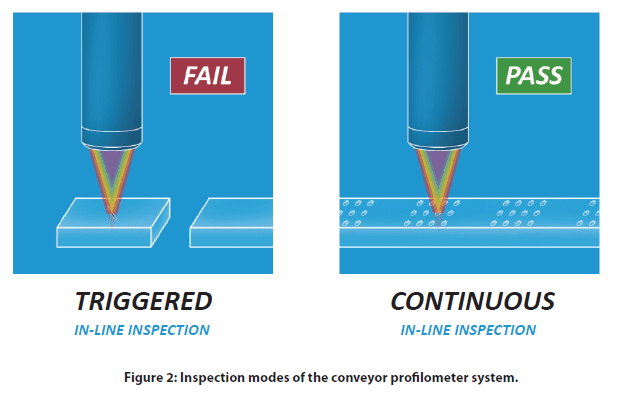
Das Bandprofilometersystem kann in zwei Betriebsarten arbeiten, nämlich im Auslösemodus und im Dauermodus. Wie in Abbildung 2 dargestellt, wird im Auslösemodus die Oberflächenrauheit der Proben gemessen, wenn sie unter den optischen Profilmessköpfen hindurchlaufen. Im Vergleich dazu ermöglicht der Dauermodus die kontinuierliche Messung der Oberflächenrauheit auf einer kontinuierlichen Probe, wie z. B. Metallblech und Gewebe. Es können mehrere optische Profiler-Sensoren installiert werden, um die Rauheit verschiedener Probenbereiche zu überwachen und aufzuzeichnen.
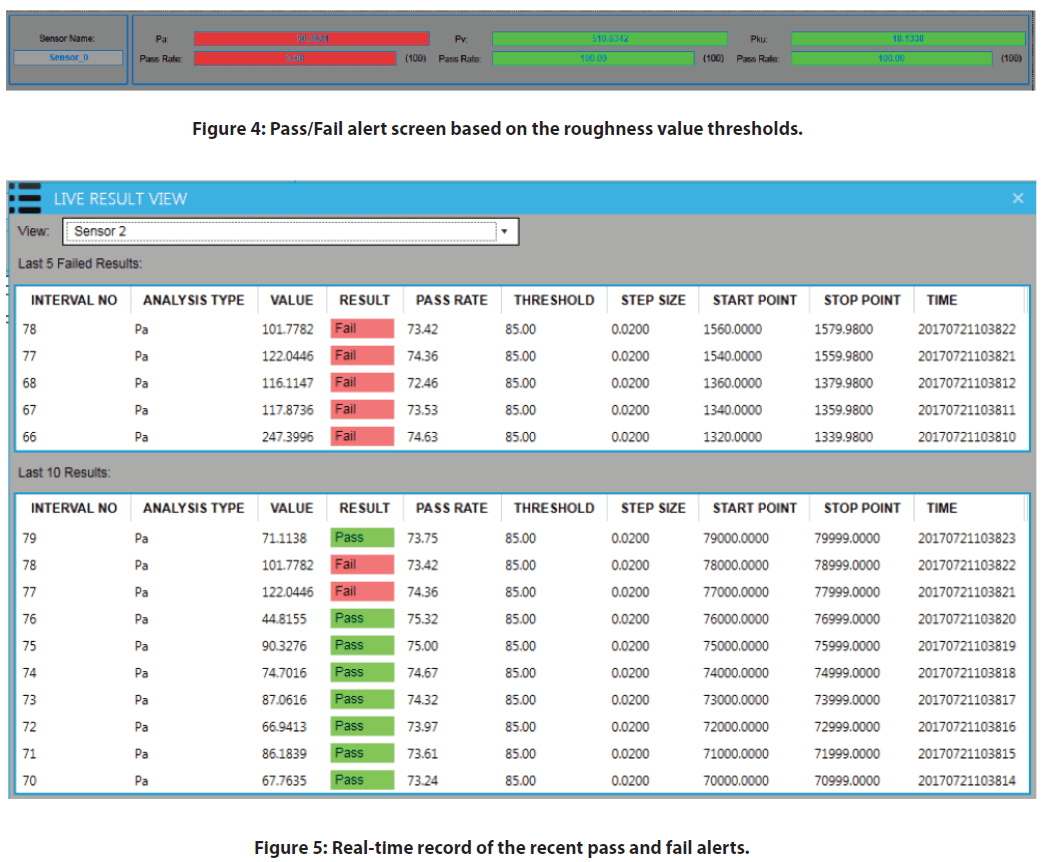
Während der Echtzeit-Rauheitsmessung werden in den Softwarefenstern die Warnungen "bestanden" und "nicht bestanden" angezeigt, wie in Abbildung 4 und Abbildung 5 dargestellt. Wenn der Rauheitswert innerhalb der vorgegebenen Schwellenwerte liegt, wird der gemessene Rauheitswert grün hervorgehoben. Die Markierung wird jedoch rot, wenn die gemessene Oberflächenrauheit außerhalb des Bereichs der festgelegten Schwellenwerte liegt. Damit steht dem Benutzer ein Werkzeug zur Verfügung, mit dem er die Qualität der Oberflächenbeschaffenheit eines Produkts bestimmen kann.
In den folgenden Abschnitten werden zwei Arten von Proben, z. B. Acryl und Sandpapier, verwendet, um den Auslösemodus und den kontinuierlichen Modus des Inspektionssystems zu demonstrieren.


Auslösemodus: Oberflächeninspektion der Acrylprobe
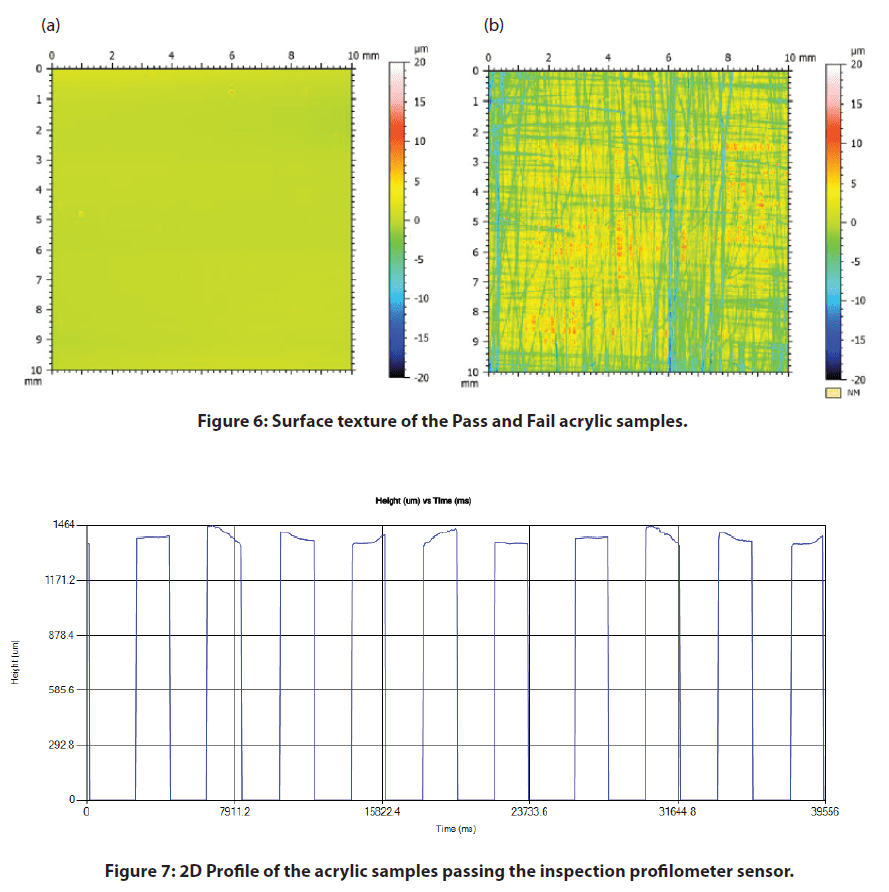
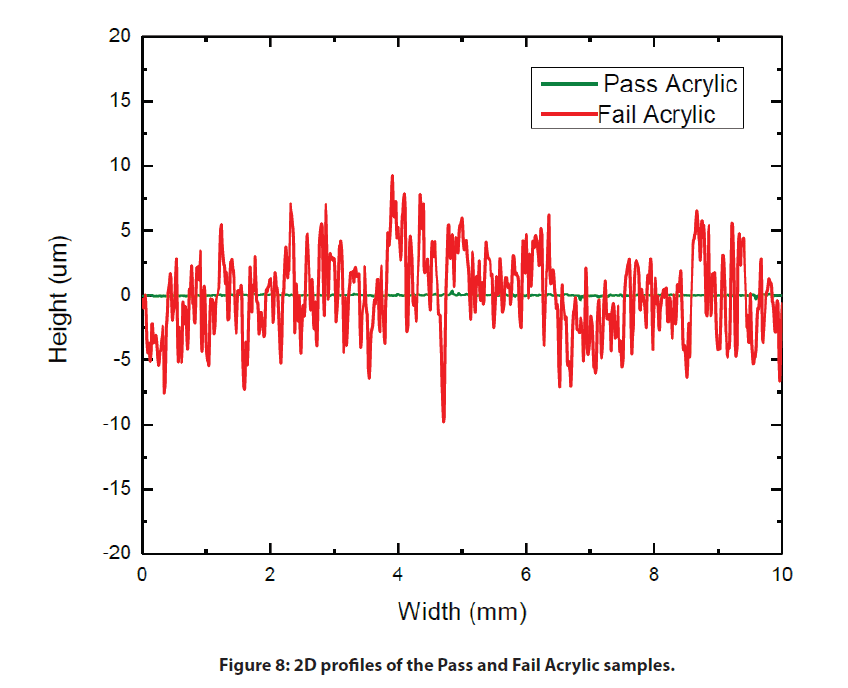
Eine Reihe von Acrylproben werden auf dem Förderband ausgerichtet und unter dem optischen Profilierkopf hindurchbewegt, wie in Abbildung 1 dargestellt. Die Falschfarbenansicht in Abbildung 6 zeigt die Veränderung der Oberflächenhöhe. Einige der spiegelglatten Acrylproben wurden geschliffen, um eine raue Oberflächenstruktur zu erzeugen (siehe Abbildung 6b).
Während sich die Acrylproben mit konstanter Geschwindigkeit unter dem optischen Profilierkopf bewegen, wird das Oberflächenprofil gemessen, wie in Abbildung 7 und Abbildung 8 dargestellt. Der Rauheitswert des gemessenen Profils wird gleichzeitig berechnet und mit den Schwellenwerten verglichen. Wenn der Rauheitswert über dem eingestellten Schwellenwert liegt, wird ein roter Fehleralarm ausgelöst, so dass der Benutzer das fehlerhafte Produkt in der Produktionslinie sofort erkennen und lokalisieren kann.
Kontinuierlicher Modus: Oberflächeninspektion der Schleifpapierprobe
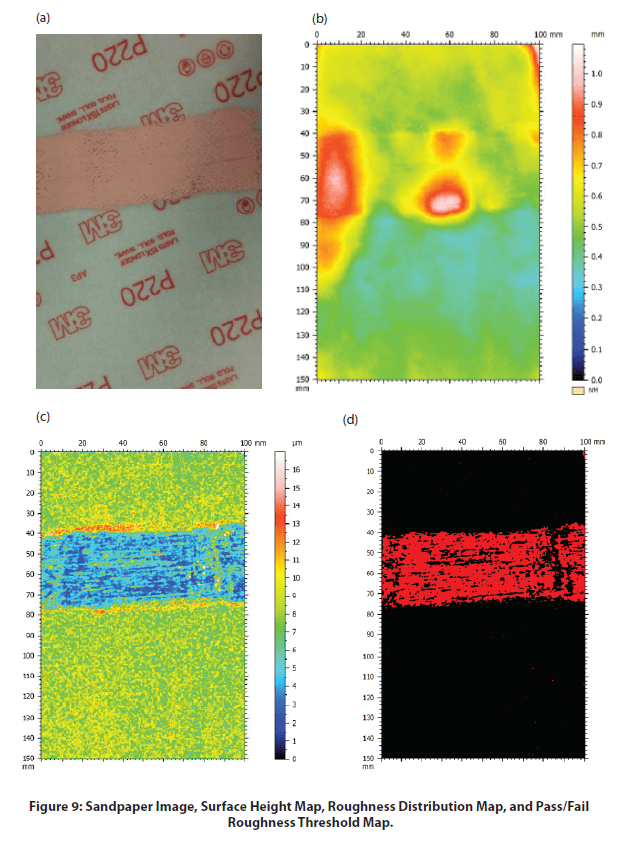
Oberflächenhöhenkarte, Rauheitsverteilungskarte und Pass/Fail-Rauheitsschwellenkarte der Oberfläche der Sandpapierprobe, wie in Abbildung 9 dargestellt. Die Sandpapierprobe hat einige höhere Spitzen in dem verwendeten Teil, wie in der Oberflächenhöhenkarte dargestellt. Die verschiedenen Farben in der Palette von Abbildung 9C stellen den Rauheitswert der lokalen Oberfläche dar. Die Rauheitskarte zeigt eine homogene Rauheit im intakten Bereich der Sandpapierprobe, während der benutzte Bereich in dunkelblauer Farbe hervorgehoben ist, was auf den geringeren Rauheitswert in diesem Bereich hinweist. Ein Schwellenwert für die Pass/Fail-Rauheit kann eingerichtet werden, um solche Regionen zu lokalisieren, wie in Abbildung 9D gezeigt.
Während das Schleifpapier kontinuierlich unter dem Inline-Profiler-Sensor hindurchläuft, wird der lokale Rauheitswert in Echtzeit berechnet und aufgezeichnet, wie in Abbildung 10 dargestellt. Die Pass/Fail-Warnungen werden auf dem Softwarebildschirm auf der Grundlage der eingestellten Rauheitsschwellenwerte angezeigt und dienen als schnelles und zuverlässiges Werkzeug für die Qualitätskontrolle. Die Qualität der Produktoberfläche in der Produktionslinie wird vor Ort geprüft, um fehlerhafte Bereiche rechtzeitig zu entdecken.

SCHLUSSFOLGERUNG
In dieser Anwendung haben wir gezeigt, dass das Nanovea Conveyor Profilometer, ausgestattet mit einem optischen, berührungslosen Profilsensor, als zuverlässiges Inline-Qualitätskontrollinstrument effektiv und effizient arbeitet.
Das Inspektionssystem kann in der Produktionslinie installiert werden, um die Oberflächenqualität der Produkte an Ort und Stelle zu überwachen. Der Rauheitsschwellenwert dient als zuverlässiges Kriterium zur Bestimmung der Oberflächenqualität der Produkte und ermöglicht es dem Benutzer, fehlerhafte Produkte rechtzeitig zu erkennen. Zwei Inspektionsmodi, nämlich der Auslösemodus und der Dauermodus, werden angeboten, um die Anforderungen an die Inspektion verschiedener Produkttypen zu erfüllen.
Die hier gezeigten Daten stellen nur einen Teil der in der Analysesoftware verfügbaren Berechnungen dar. Nanovea Profilometer messen praktisch jede Oberfläche in Bereichen wie Halbleiter, Mikroelektronik, Solar, Glasfaser, Optik, Automobil, Luft- und Raumfahrt, Metallurgie, Bearbeitung, Beschichtungen, Pharmazeutik, Biomedizin, Umwelt und vielen anderen.

Block-On-Ring-Verschleißtest
BEDEUTUNG DER BEWERTUNG DES BLOCK-AUF-RING-VERSCHLEISSES
Gleitverschleiß ist der fortschreitende Materialverlust, der dadurch entsteht, dass zwei Werkstoffe unter Belastung an der Kontaktfläche gegeneinander gleiten. Er tritt unweigerlich in einer Vielzahl von Branchen auf, in denen Maschinen und Motoren in Betrieb sind, darunter die Automobilindustrie, die Luft- und Raumfahrt, die Öl- und Gasindustrie und viele andere. Eine solche Gleitbewegung führt zu ernsthaftem mechanischem Verschleiß und Materialtransfer an der Oberfläche, was zu einer verringerten Produktionseffizienz, Maschinenleistung oder sogar zu Schäden an der Maschine führen kann.
Beim Gleitverschleiß treten häufig komplexe Verschleißmechanismen an der Kontaktfläche auf, wie z. B. Adhäsionsverschleiß, Zweikörperabrieb, Dreikörperabrieb und Ermüdungsverschleiß. Das Verschleißverhalten von Werkstoffen wird maßgeblich von der Arbeitsumgebung wie Normalbelastung, Geschwindigkeit, Korrosion und Schmierung beeinflusst. Ein vielseitiges Tribometer die verschiedene realistische Arbeitsbedingungen simulieren können, sind ideal für die Verschleißbewertung.
Der Block-on-Ring-Test (ASTM G77) ist eine weit verbreitete Technik, die das Gleitverschleißverhalten von Materialien unter verschiedenen simulierten Bedingungen bewertet und eine zuverlässige Einstufung von Materialpaaren für bestimmte tribologische Anwendungen ermöglicht.
Der Block-on-Ring-Test (ASTM G77) ist eine weit verbreitete Technik, die das Gleitverschleißverhalten von Materialien unter verschiedenen simulierten Bedingungen bewertet und eine zuverlässige Einstufung von Materialpaaren für bestimmte tribologische Anwendungen ermöglicht.
MESSZIEL
In dieser Anwendung misst der Nanovea Mechanical Tester die YS- und UTS-Werte von Proben aus rostfreiem Stahl SS304 und Aluminiumlegierung Al6061. Die Proben wurden aufgrund ihrer allgemein anerkannten YS- und UTS-Werte ausgewählt, die die Zuverlässigkeit der Eindringmethoden von Nanovea belegen.
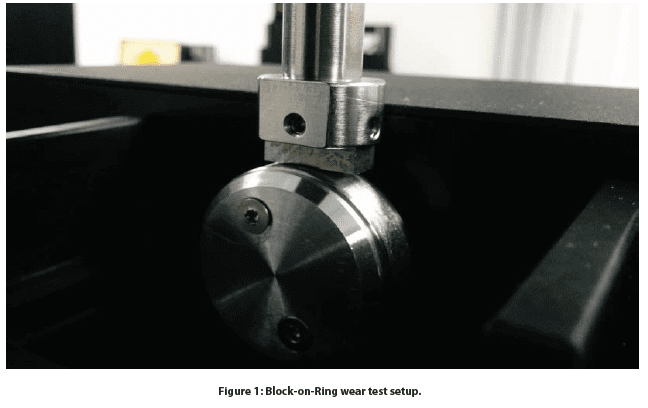
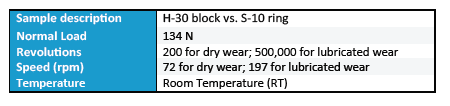
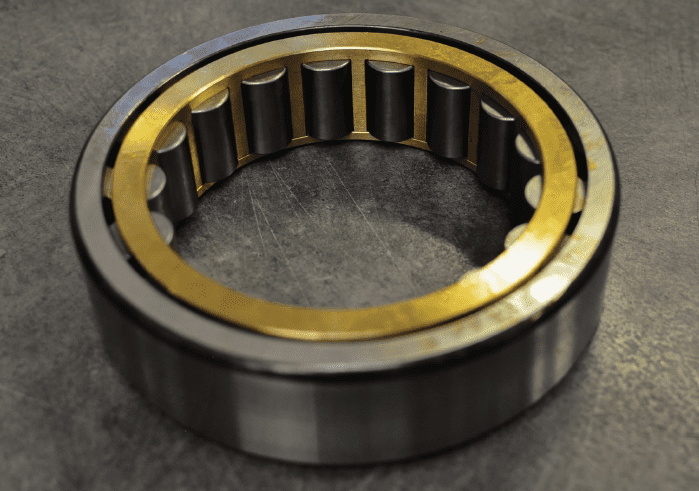
Das Gleitverschleißverhalten eines H-30-Blocks auf einem S-10-Ring wurde mit dem Tribometer von Nanovea unter Verwendung des Block-on-Ring-Moduls bewertet. Der H-30-Block besteht aus 01-Werkzeugstahl mit einer Härte von 30 HRC, während der S-10-Ring aus Stahl des Typs 4620 mit einer Oberflächenhärte von 58 bis 63 HRC und einem Ringdurchmesser von ~34,98 mm besteht. Um die Auswirkung auf das Verschleißverhalten zu untersuchen, wurden Block-on-Ring-Tests in trockenen und geschmierten Umgebungen durchgeführt. Schmierungstests wurden in USP-Schwermineralöl durchgeführt. Die Verschleißspur wurde mit Nanovea untersucht Berührungsloses 3D-Profilometer. Die Testparameter sind in Tabelle 1 zusammengefasst. Die Verschleißrate (K) wurde anhand der Formel K=V/(F×s) bewertet, wobei V das abgenutzte Volumen, F die normale Belastung und s die Gleitstrecke ist.
ERGEBNISSE UND DISKUSSION
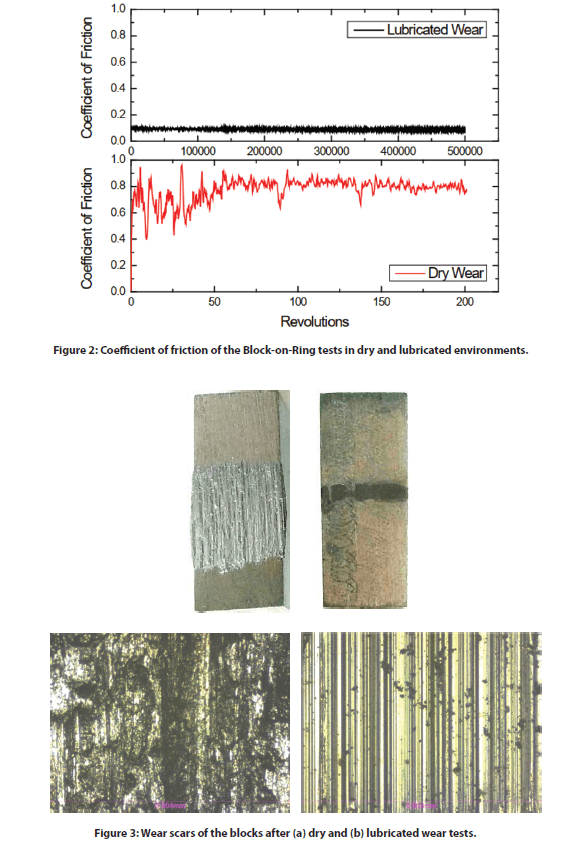
Abbildung 2 vergleicht den Reibungskoeffizienten (COF) der Block-auf-Ring-Tests in trockenen und geschmierten Umgebungen. Der Block hat in einer trockenen Umgebung deutlich mehr Reibung als in einer geschmierten Umgebung. COF
schwankt während der Einlaufphase in den ersten 50 Umdrehungen und erreicht für den Rest des 200-Umdrehungen-Verschleißtests einen konstanten COF von ~0,8. Im Vergleich dazu zeigt der Block-on-Ring-Test, der mit der USP-Schwermineralölschmierung durchgeführt wurde, einen konstant niedrigen COF von 0,09 während des gesamten Verschleißtests mit 500.000 Umdrehungen. Das Schmiermittel reduziert den COF zwischen den Oberflächen deutlich um das ~90-fache.
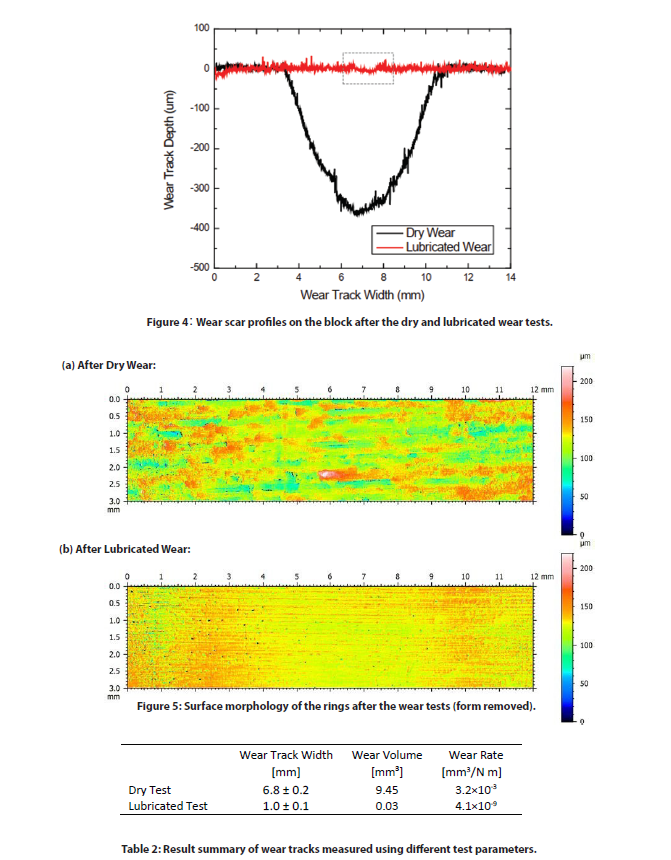
Die Abbildungen 3 und 4 zeigen die optischen Bilder und 2D-Querschnittsprofile der Verschleißnarben auf den Blöcken nach trockenen und geschmierten Verschleißtests. Das Volumen der Verschleißspuren und die Verschleißraten sind in Tabelle 2 aufgeführt. Der Stahlblock nach dem Trockenverschleißtest bei einer niedrigeren Drehzahl von 72 U/min für 200 Umdrehungen weist ein großes Verschleißspurenvolumen von 9,45 mm˙ auf. Im Vergleich dazu erzeugt der Verschleißtest, der bei einer höheren Drehzahl von 197 U/min für 500.000 Umdrehungen im Mineralölschmierstoff durchgeführt wird, ein wesentlich kleineres Verschleißspurvolumen von 0,03 mm˙.
Die Bilder in Abbildung 3 zeigen, dass bei den Tests unter trockenen Bedingungen ein starker Verschleiß auftritt, verglichen mit dem geringen Verschleiß bei den Tests mit geschmiertem Verschleiß. Die hohe Hitze und die starken Vibrationen, die während des Trockenverschleißtests erzeugt werden, fördern die Oxidation der metallischen Ablagerungen, was zu einem starken Dreikörperabrieb führt. Bei der geschmierten Prüfung reduziert das Mineralöl die Reibung und kühlt die Kontaktfläche, während es gleichzeitig die beim Verschleiß entstehenden Abriebpartikel abtransportiert. Dies führt zu einer erheblichen Reduzierung der Verschleißrate um einen Faktor von ~8×10ˆ. Ein solch erheblicher Unterschied in der Verschleißfestigkeit in unterschiedlichen Umgebungen zeigt, wie wichtig eine korrekte Simulation des Gleitverschleißes unter realistischen Betriebsbedingungen ist.
Das Verschleißverhalten kann sich drastisch ändern, wenn kleine Änderungen der Testbedingungen eingeführt werden. Die Vielseitigkeit des Tribometers von Nanovea ermöglicht Verschleißmessungen bei hohen Temperaturen, bei Schmierung und unter Tribokorrosionsbedingungen. Dank der präzisen Geschwindigkeits- und Positionssteuerung durch den fortschrittlichen Motor können Verschleißtests bei Geschwindigkeiten von 0,001 bis 5000 U/min durchgeführt werden, was es zu einem idealen Werkzeug für Forschungs-/Testlabors macht, um den Verschleiß unter verschiedenen tribologischen Bedingungen zu untersuchen.
Der Oberflächenzustand der Proben wurde mit dem berührungslosen optischen Proÿlometer von Nanovea untersucht. Abbildung 5 zeigt die Oberflächenmorphologie der Ringe nach den Verschleißtests. Die Zylinderform ist entfernt, um die Oberflächenmorphologie und -rauheit, die durch den Gleitverschleißprozess entstanden ist, besser darstellen zu können. Während des Trockenverschleißtests mit 200 Umdrehungen kam es zu einer deutlichen Aufrauung der Oberfläche durch den Dreikörperabrieb. Der Block und der Ring weisen nach dem Trockenverschleißtest eine Rauheit Ra von 14,1 bzw. 18,1 µm auf, verglichen mit 5,7 und 9,1 µm beim Langzeitverschleißtest mit Schmierung und 500.000 Umdrehungen bei einer höheren Drehzahl. Dieser Test zeigt, wie wichtig die richtige Schmierung des Kolbenring-Zylinder-Kontakts ist. Starker Verschleiß beschädigt ohne Schmierung schnell die Kontaktfläche und führt zu einer irreversiblen Verschlechterung der Betriebsqualität und sogar zum Ausfall des Motors.
SCHLUSSFOLGERUNG
In dieser Studie zeigen wir, wie das Tribometer von Nanovea zur Bewertung des Gleitverschleißverhaltens eines Stahl-Metall-Paares mithilfe des Block-on-Ring-Moduls nach dem ASTM G77-Standard verwendet wird. Der Schmierstoff spielt eine entscheidende Rolle für die Verschleißeigenschaften des Werkstoffpaares. Das Mineralöl reduziert die Verschleißrate des H-30-Blocks um den Faktor ~8×10ˆ und den COF um das ~90-fache. Die Vielseitigkeit des Tribometers von Nanovea macht es zu einem idealen Werkzeug zur Messung des Verschleißverhaltens unter verschiedenen Schmier-, Hochtemperatur- und Tribokorrosionsbedingungen.
Das Tribometer von Nanovea bietet präzise und wiederholbare Verschleiß- und Reibungstests im ISO- und ASTM-konformen Rotations- und Linearmodus, mit optionalen Modulen für Hochtemperaturverschleiß, Schmierung und Tribokorrosion, die in einem vorintegrierten System verfügbar sind. Das unübertroffene Sortiment von Nanovea ist eine ideale Lösung zur Bestimmung des gesamten Spektrums tribologischer Eigenschaften dünner oder dicker, weicher oder harter Beschichtungen, Filme und Substrate.









