Catégorie : Profilométrie | Texture et grain

Mesure du contour de la bande de roulement en caoutchouc




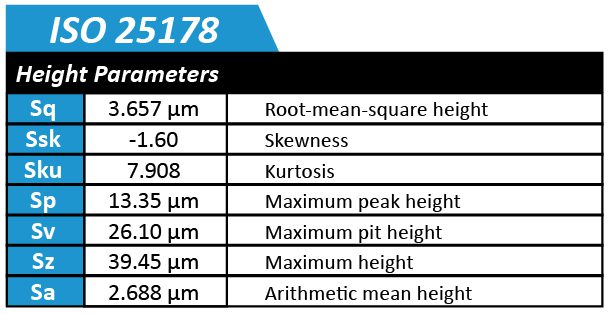
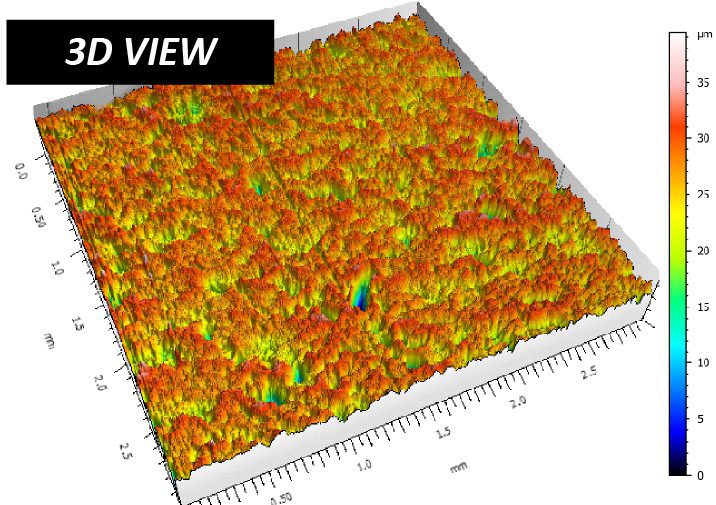
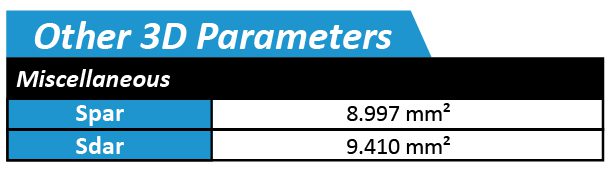


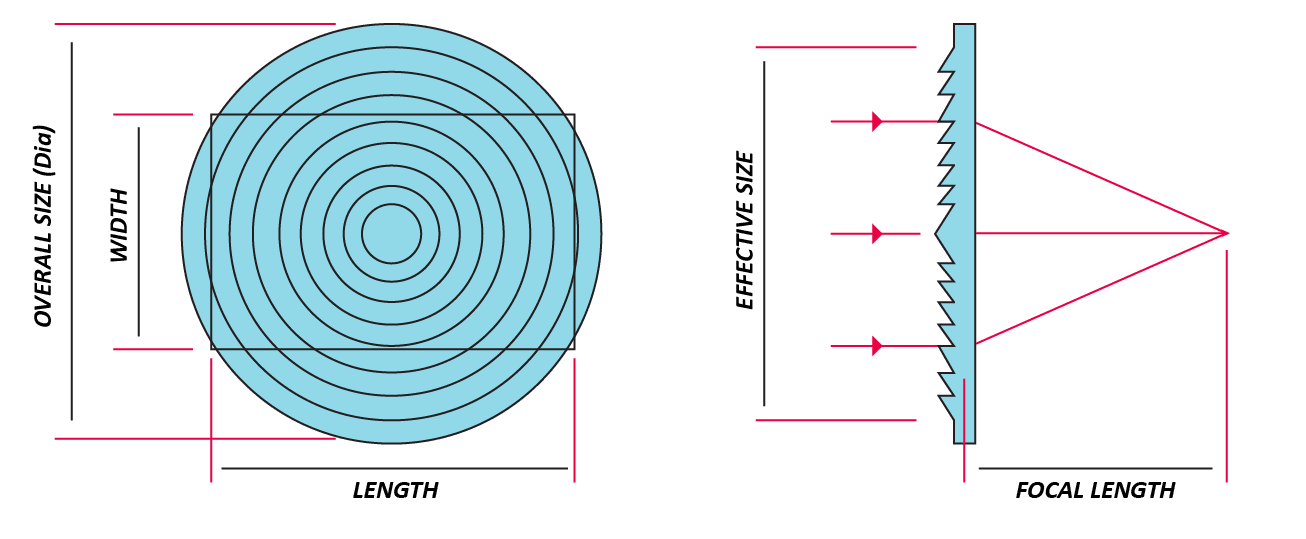
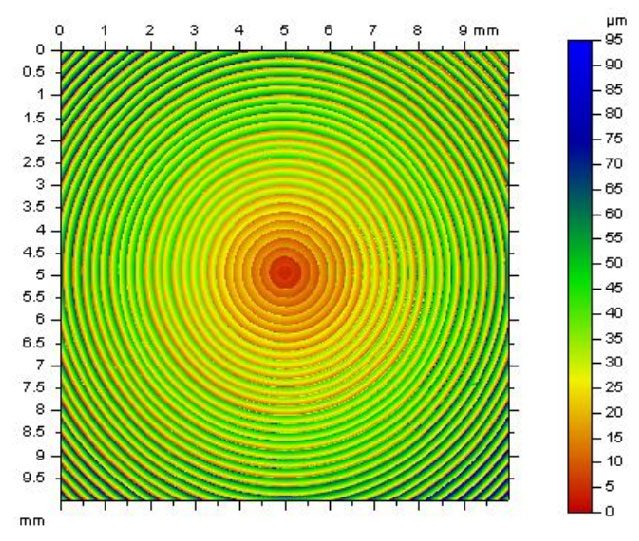
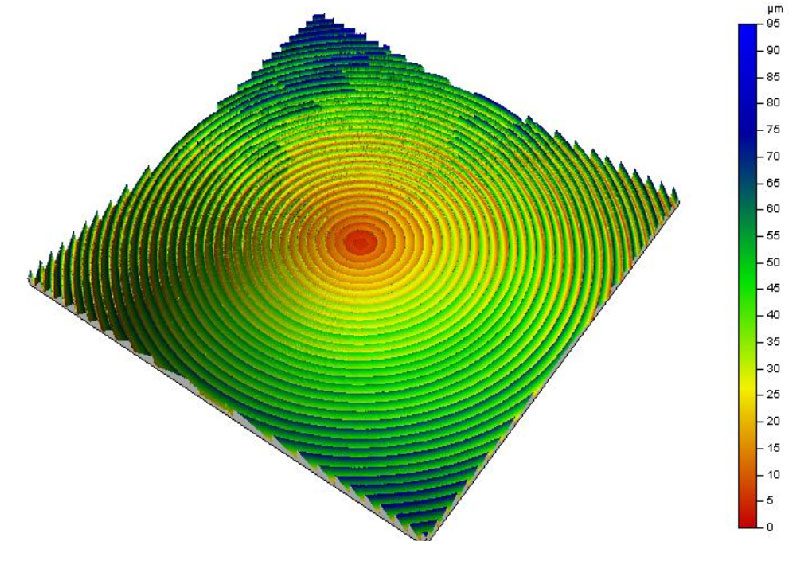
Topographie de la lentille de Fresnel



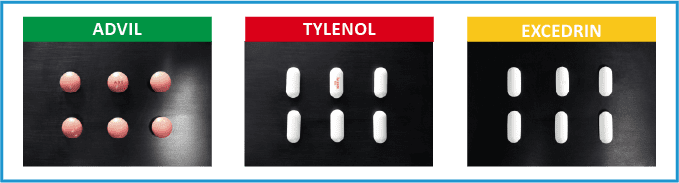
Contrôle de la rugosité de surface des comprimés pharmaceutiques





Contrôle de la rugosité en ligne
Les défauts de surface proviennent du traitement des matériaux et de la fabrication des produits. L'inspection de la qualité des surfaces en ligne garantit le contrôle qualité le plus strict des produits finaux. La Nanovéa Profilomètres 3D sans contact utilise la technologie confocale chromatique avec une capacité unique pour déterminer la rugosité d'un échantillon sans contact. Plusieurs capteurs profileurs peuvent être installés pour surveiller simultanément la rugosité et la texture de différentes zones du produit. Le seuil de rugosité calculé en temps réel par le logiciel d’analyse constitue un outil réussite/échec rapide et fiable.
OBJECTIF DE MESURE
Dans cette étude, le système de convoyeur d'inspection de la rugosité Nanovea équipé d'un capteur ponctuel est utilisé pour inspecter la rugosité de surface des échantillons d'acrylique et de papier de verre. Nous démontrons la capacité du profilomètre sans contact Nanovea à fournir une inspection rapide et fiable de la rugosité en ligne sur une ligne de production en temps réel.

RÉSULTATS ET DISCUSSION
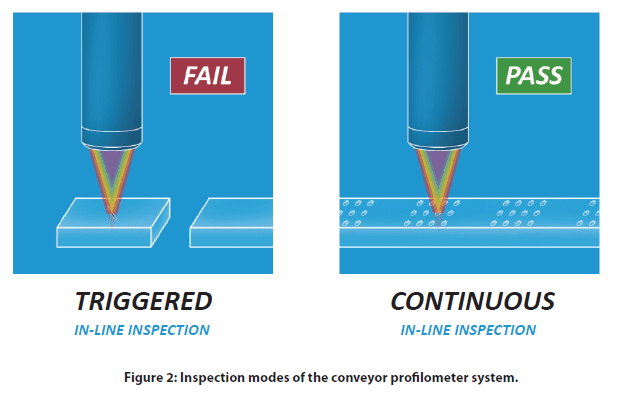
Le système de profilomètre à convoyeur peut fonctionner en deux modes, à savoir le mode déclenchement et le mode continu. Comme l'illustre la figure 2, la rugosité de surface des échantillons est mesurée lorsqu'ils passent sous les têtes de profilage optiques en mode Trigger. En comparaison, le mode continu permet de mesurer en continu la rugosité de la surface d'un échantillon continu, tel qu'une feuille de métal ou un tissu. Plusieurs capteurs de profileurs optiques peuvent être installés pour surveiller et enregistrer la rugosité de différentes zones de l'échantillon.
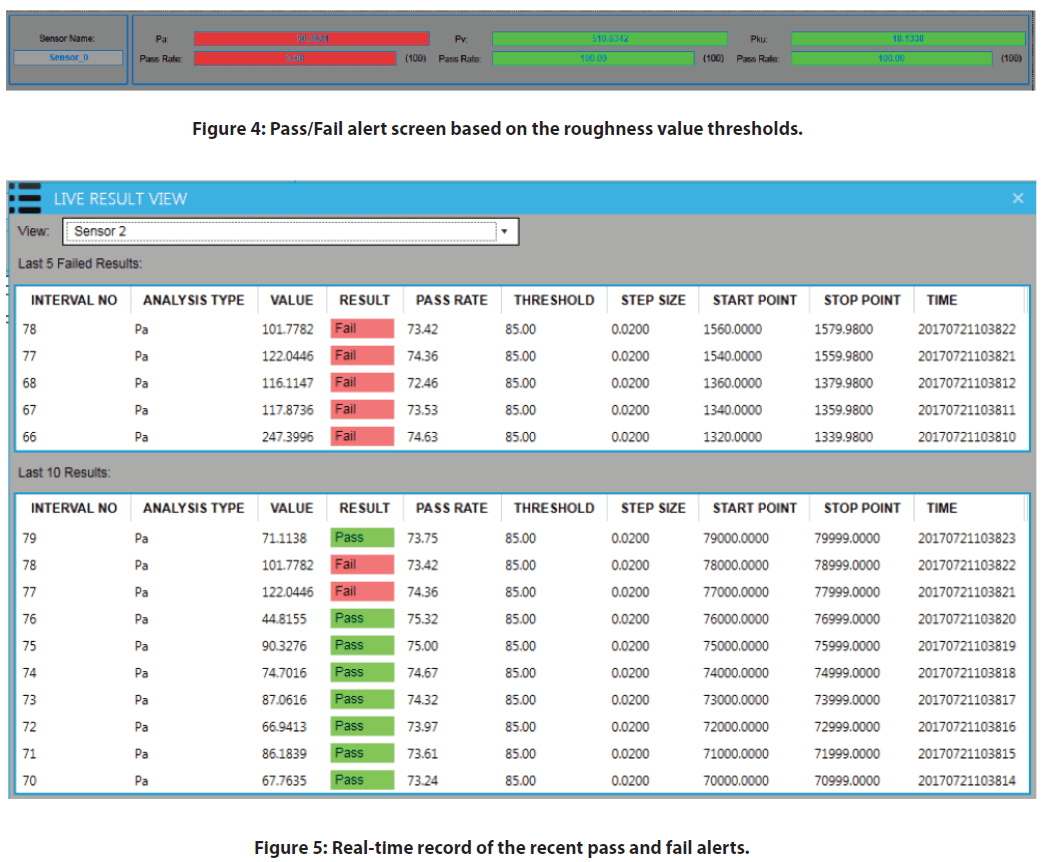
Pendant la mesure d'inspection de la rugosité en temps réel, les alertes de réussite et d'échec s'affichent sur les fenêtres du logiciel, comme le montrent la Figure 4 et la Figure 5. Lorsque la valeur de la rugosité se situe dans les limites des seuils fixés, la rugosité mesurée est mise en évidence en vert. Cependant, la surbrillance devient rouge lorsque la rugosité de surface mesurée est en dehors de la plage des valeurs seuils définies. L'utilisateur dispose ainsi d'un outil lui permettant de déterminer la qualité de la finition de surface d'un produit.
Dans les sections suivantes, deux types d'échantillons, par exemple de l'acrylique et du papier de verre, sont utilisés pour démontrer les modes de déclenchement et continu du système d'inspection.


Mode de déclenchement : Inspection de la surface de l'échantillon d'acrylique
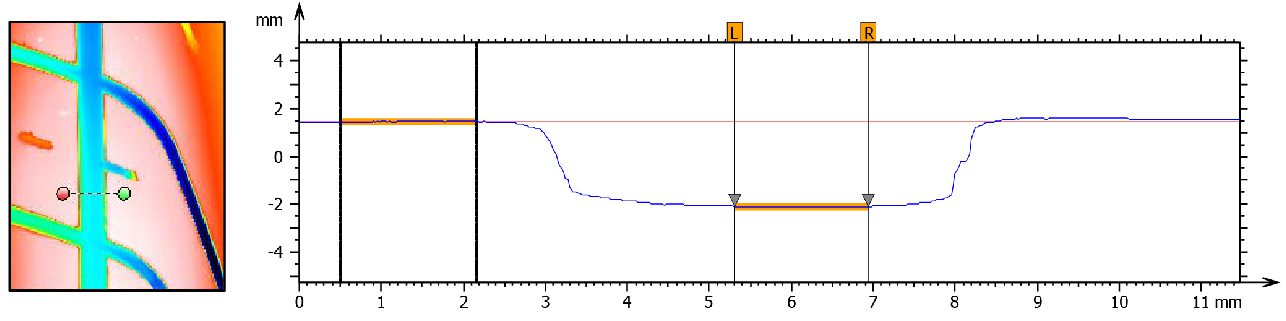
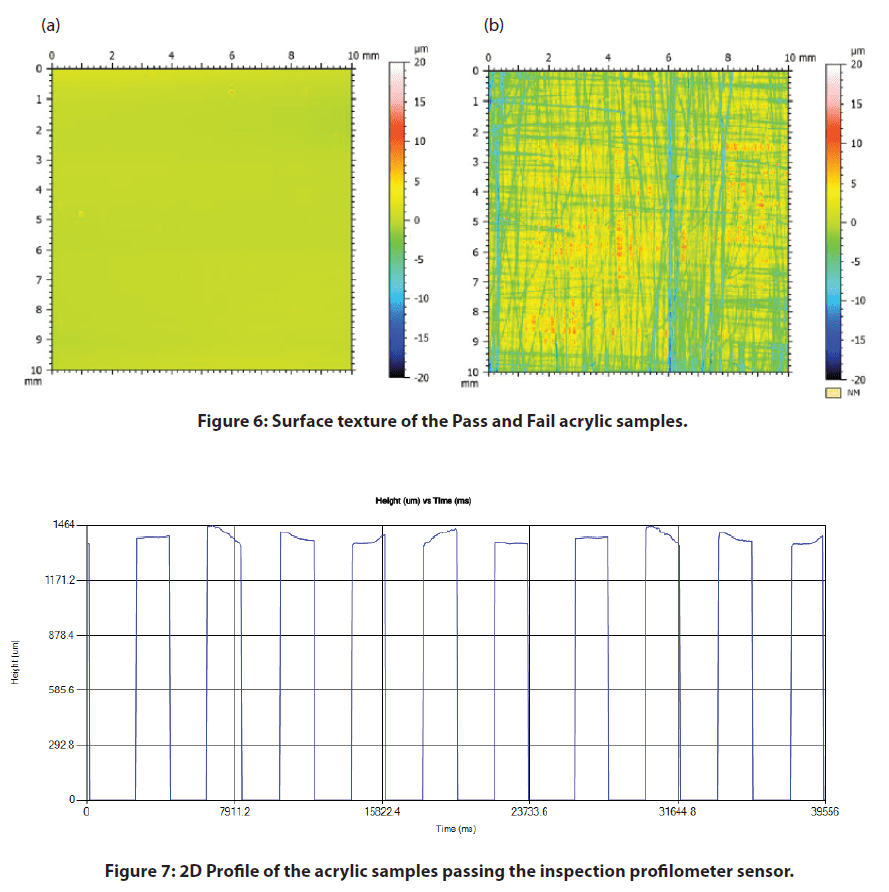
Une série d'échantillons d'acrylique sont alignés sur la bande transporteuse et se déplacent sous la tête du profileur optique, comme le montre la figure 1. La vue en fausses couleurs de la figure 6 montre le changement de la hauteur de la surface. Certains des échantillons d'acrylique finis en miroir ont été poncés pour créer une texture de surface rugueuse, comme le montre la figure 6b.
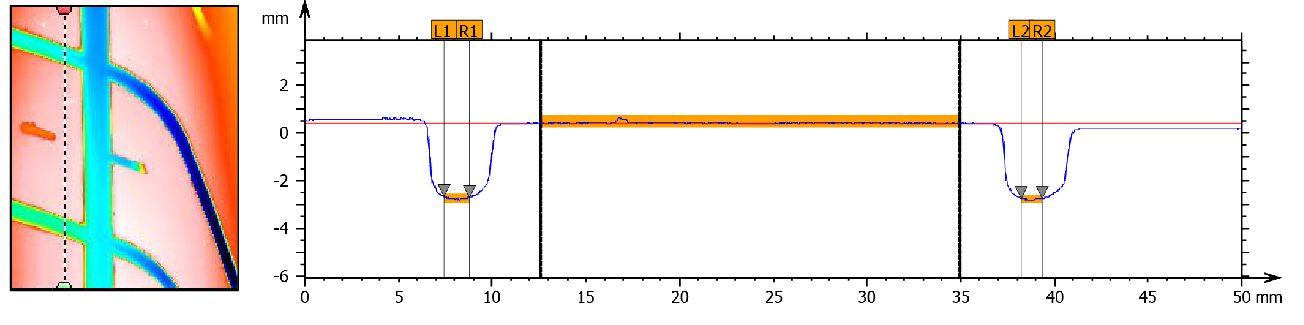
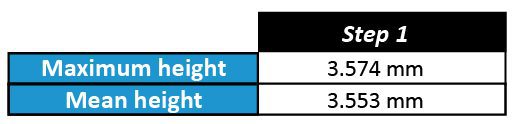
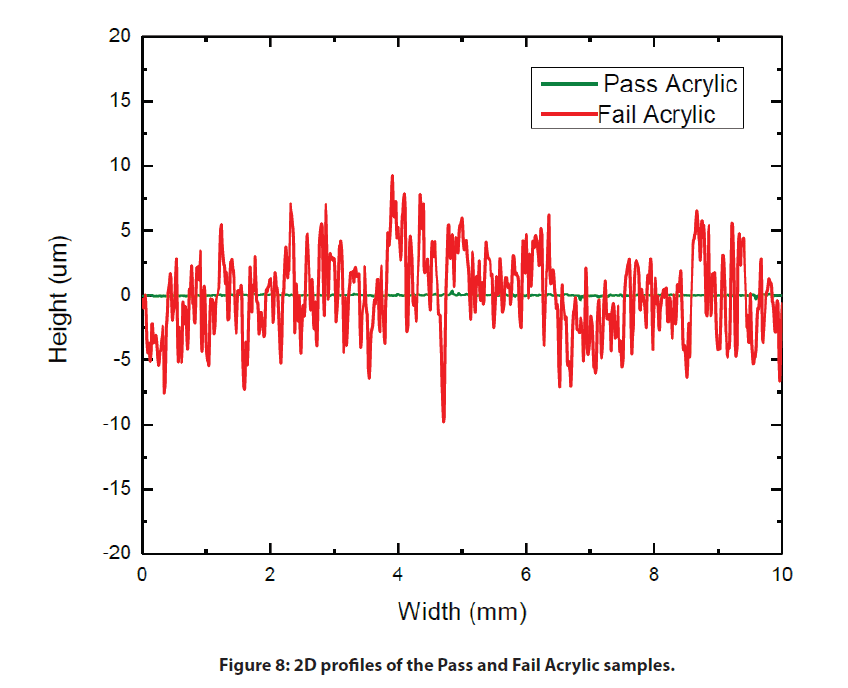
Lorsque les échantillons d'acrylique se déplacent à une vitesse constante sous la tête du profileur optique, le profil de la surface est mesuré, comme le montrent les Figure 7 et Figure 8. La valeur de rugosité du profil mesuré est calculée en même temps et comparée aux valeurs seuils. L'alerte rouge est déclenchée lorsque la valeur de rugosité est supérieure au seuil fixé, ce qui permet aux utilisateurs de détecter et de localiser immédiatement le produit défectueux sur la ligne de production.
Mode continu : Inspection de la surface de l'échantillon de papier de verre
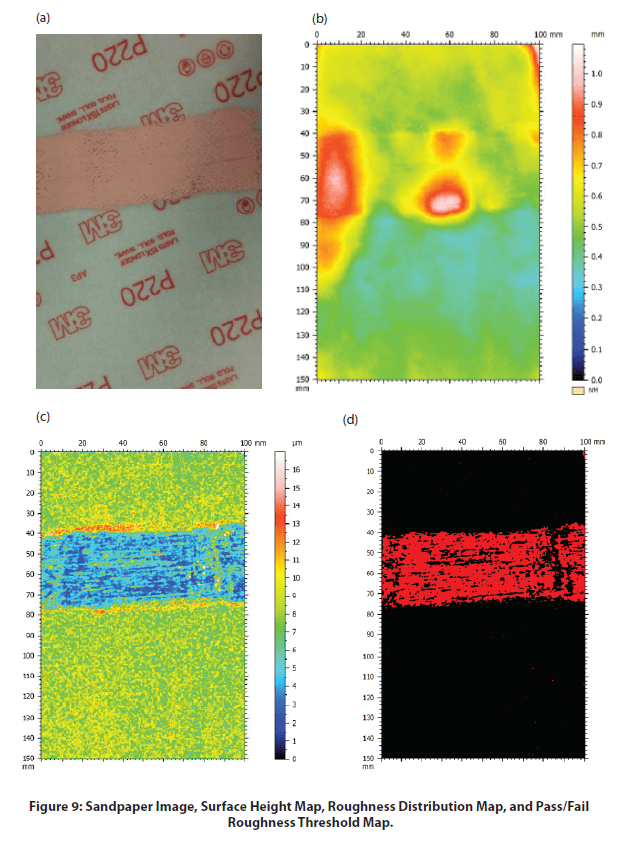
Carte de hauteur de surface, carte de distribution de la rugosité et carte de seuil de rugosité Pass / Fail de la surface de l'échantillon de papier de verre, comme le montre la figure 9. L'échantillon de papier de verre présente quelques pics plus élevés dans la partie utilisée, comme le montre la carte de hauteur de surface. Les différentes couleurs de la palette de la figure 9C représentent la valeur de rugosité de la surface locale. La carte de rugosité montre une rugosité homogène dans la zone intacte de l'échantillon de papier de verre, tandis que la zone utilisée est surlignée en bleu foncé, indiquant la valeur de rugosité réduite dans cette région. Un seuil de rugosité Pass/Fail peut être défini pour localiser ces régions, comme le montre la figure 9D.
Lorsque le papier de verre passe en continu sous le capteur du profileur en ligne, la valeur de la rugosité locale en temps réel est calculée et enregistrée, comme le montre la figure 10. Les alertes de réussite/échec sont affichées sur l'écran du logiciel en fonction des valeurs seuils de rugosité définies, ce qui constitue un outil rapide et fiable pour le contrôle de la qualité. La qualité de la surface du produit dans la ligne de production est inspectée in situ pour découvrir à temps les zones défectueuses.

CONCLUSION
Dans cette application, nous avons montré que le profilomètre de convoyeur Nanovea équipé d'un capteur de profilage optique sans contact fonctionne comme un outil fiable de contrôle de la qualité en ligne de manière efficace et efficiente.
Le système d'inspection peut être installé sur la ligne de production pour contrôler la qualité de surface des produits sur place. Le seuil de rugosité est un critère fiable pour déterminer la qualité de la surface des produits, ce qui permet aux utilisateurs de détecter à temps les produits défectueux. Deux modes d'inspection, à savoir le mode de déclenchement et le mode continu, sont prévus pour répondre aux besoins d'inspection de différents types de produits.
Les données présentées ici ne représentent qu'une partie des calculs disponibles dans le logiciel d'analyse. Les profilomètres Nanovea mesurent pratiquement n'importe quelle surface dans des domaines tels que les semi-conducteurs, la microélectronique, le solaire, les fibres, l'optique, l'automobile, l'aérospatiale, la métallurgie, l'usinage, les revêtements, la pharmacie, le biomédical, l'environnement et bien d'autres.

Essai d'usure du bloc sur la bague
IMPORTANCE DE L'ÉVALUATION DE L'USURE DU BLOC SUR LA BAGUE
Le test Block-on-Ring (ASTM G77) est une technique largement utilisée qui évalue les comportements d'usure par glissement des matériaux dans différentes conditions simulées et permet un classement fiable des couples de matériaux pour des applications tribologiques spécifiques.
OBJECTIF DE MESURE
Dans cette application, le testeur mécanique de Nanovea mesure l'YS et l'UTS d'échantillons d'acier inoxydable SS304 et d'alliage métallique d'aluminium Al6061. Les échantillons ont été choisis pour leurs valeurs YS et UTS communément reconnues, montrant la fiabilité des méthodes d'indentation de Nanovea.
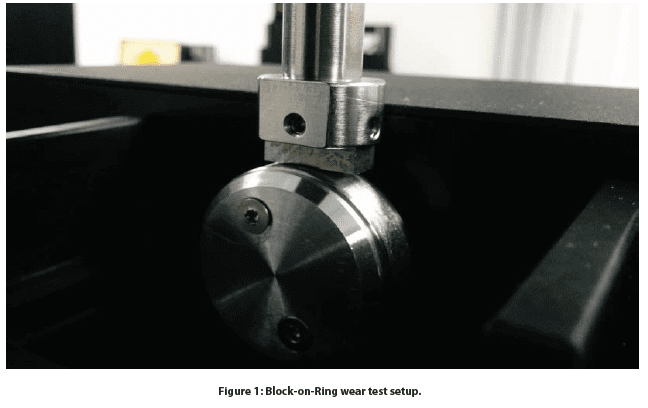
Le comportement à l'usure par glissement d'un bloc H-30 sur un anneau S-10 a été évalué par le tribomètre de Nanovea utilisant le module Block-on-Ring. Le bloc H-30 est fabriqué en acier à outils 01 d'une dureté de 30HRC, tandis que l'anneau S-10 est en acier de type 4620 d'une dureté de surface de 58 à 63 HRC et d'un diamètre d'anneau d'environ 34,98 mm. Des tests Block-on-Ring ont été effectués dans des environnements secs et lubrifiés pour étudier l'effet sur le comportement à l'usure. Des tests de lubrification ont été effectués avec de l'huile minérale lourde USP. La trace d'usure a été examinée à l'aide du système Nanovea Profilomètre 3D sans contact. Les paramètres de test sont résumés dans le tableau 1. Le taux d'usure (K) a été évalué à l'aide de la formule K = V/(F × s), où V est le volume usé, F est la charge normale et s est la distance de glissement.
RÉSULTATS ET DISCUSSION
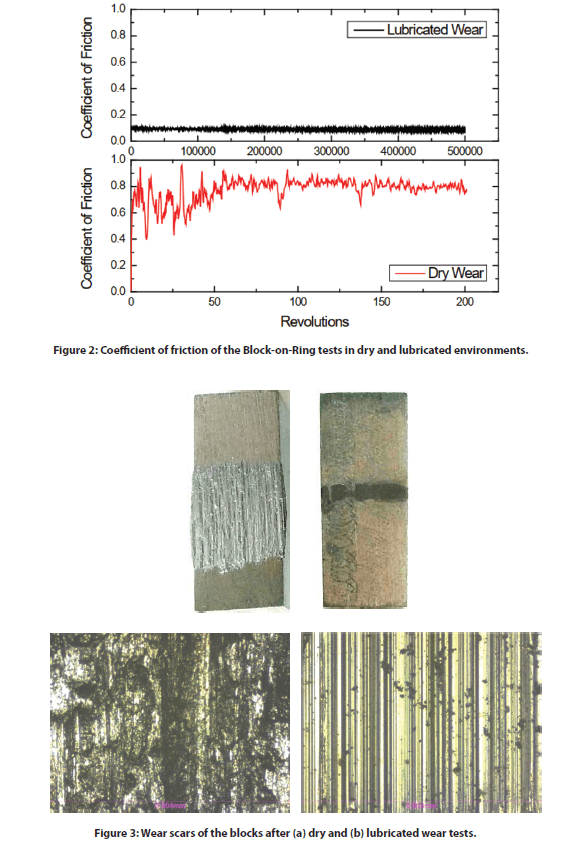
La figure 2 compare le coefficient de frottement (COF) des tests Block-on-Ring dans des environnements secs et lubrifiés. Le bloc présente nettement plus de friction dans un environnement sec que dans un environnement lubrifié. COF
fluctue pendant la période de rodage au cours des 50 premiers tours et atteint un COF constant d'environ 0,8 pour le reste de l'essai d'usure de 200 tours. En comparaison, le test Block-on-Ring effectué dans le cadre de la lubrification à l'huile minérale lourde USP présente un faible COF constant de 0,09 tout au long du test d'usure de 500 000 tours. Le lubrifiant réduit considérablement le COF entre les surfaces d'environ 90 fois.
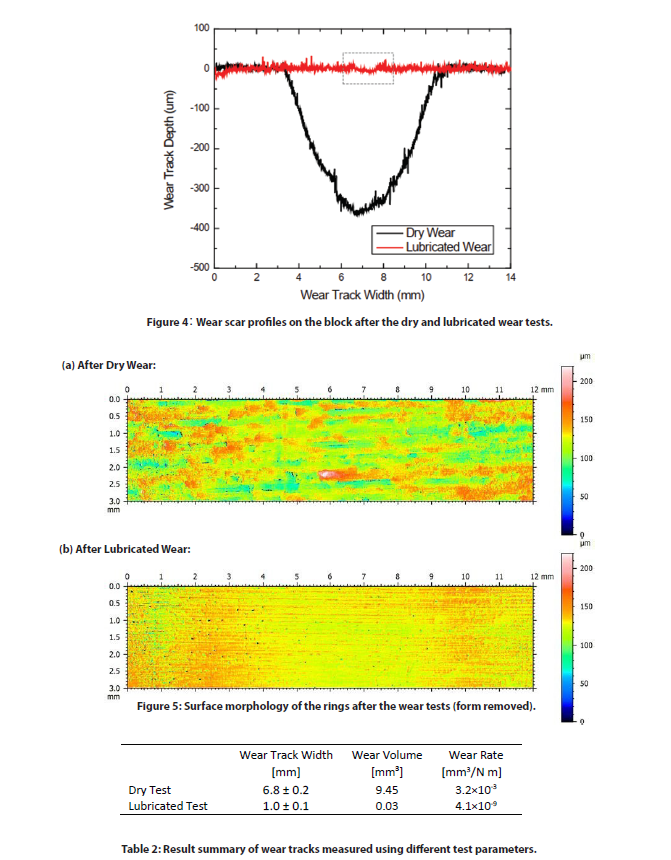
Les figures 3 et 4 montrent les images optiques et les profils 2D en coupe transversale des traces d'usure sur les blocs après les essais d'usure à sec et lubrifiés. Les volumes des traces d'usure et les taux d'usure sont indiqués dans le tableau 2. Le bloc d'acier après l'essai d'usure à sec à une vitesse de rotation inférieure de 72 tr/min pendant 200 tours présente un grand volume de cicatrices d'usure de 9,45 mm˙. En comparaison, l'essai d'usure réalisé à une vitesse plus élevée de 197 rpm pour 500 000 révolutions dans le lubrifiant à base d'huile minérale crée un volume de traces d'usure sensiblement plus petit de 0,03 mm˙.
Les images de la ÿgure 3 montrent qu'une usure sévère a lieu pendant les tests dans les conditions sèches par rapport à l'usure légère du test d'usure lubrifié. La chaleur élevée et les vibrations intenses générées pendant le test d'usure à sec favorisent l'oxydation des débris métalliques, ce qui entraîne une abrasion sévère des trois corps. Dans l'essai lubrifié, l'huile minérale réduit la friction et refroidit la face de contact tout en transportant les débris abrasifs créés par l'usure. Cela conduit à une réduction signiÿcative du taux d'usure par un facteur de ~8×10ˆ. Une telle di˛erence substantielle dans la résistance à l'usure dans des environnements di˛erents montre l'importance d'une simulation appropriée de l'usure par glissement dans des conditions de service réalistes.
Le comportement de l'usure peut changer radicalement lorsque de petits changements sont introduits dans les conditions d'essai. La polyvalence du tribomètre de Nanovea permet de mesurer l'usure dans des conditions de haute température, de lubrification et de tribocorrosion. Le contrôle précis de la vitesse et de la position par le moteur avancé permet d'effectuer des tests d'usure à des vitesses allant de 0,001 à 5000 tr/min, ce qui en fait un outil idéal pour les laboratoires de recherche/essai pour étudier l'usure dans des conditions tribologiques di˛erentes.
L'état de surface des échantillons a été examiné par le proÿlomètre optique sans contact de Nanovea. La figure 5 montre la morphologie de la surface des anneaux après les tests d'usure. La forme cylindrique est enlevée pour mieux présenter la morphologie de la surface et la rugosité créée par le processus d'usure par glissement. Une rugosité de surface significative a eu lieu en raison du processus d'abrasion à trois corps pendant l'essai d'usure à sec de 200 tours. Le bloc et la bague après l'essai d'usure à sec présentent une rugosité Ra de 14,1 et 18,1 µm, respectivement, contre 5,7 et 9,1 µm pour l'essai d'usure lubrifié à long terme de 500 000 tours à une vitesse plus élevée. Ce test démontre l'importance d'une lubrification correcte du contact entre le piston et le cylindre. Une usure importante endommage rapidement la surface de contact sans lubrification et entraîne une détérioration irréversible de la qualité de service, voire la casse du moteur.
CONCLUSION
Dans cette étude, nous montrons comment le tribomètre de Nanovea est utilisé pour évaluer le comportement à l'usure par glissement d'un couple acier-métal à l'aide du module Block-on-Ring conforme à la norme ASTM G77. Le lubrifiant joue un rôle essentiel dans les propriétés d’usure du couple de matériaux. L'huile minérale réduit le taux d'usure du bloc H-30 d'un facteur d'environ 8 × 10 et le COF d'environ 90 fois. La polyvalence du tribomètre de Nanovea en fait un outil idéal pour mesurer le comportement à l'usure dans diverses conditions de lubrification, de température élevée et de tribocorrosion.
Le tribomètre de Nanovea propose des tests d'usure et de friction précis et reproductibles en utilisant les modes rotatif et linéaire conformes aux normes ISO et ASTM, avec des modules optionnels d'usure à haute température, de lubrification et de tribocorrosion disponibles dans un système pré-intégré. La gamme inégalée de Nanovea est une solution idéale pour déterminer la gamme complète des propriétés tribologiques des revêtements, films et substrats fins ou épais, souples ou durs.

Analyse des matériaux composites à l'aide de la profilométrie 3D
Importance de la profilométrie sans contact pour les matériaux composites
Il est essentiel de minimiser les défauts pour que les matériaux composites soient aussi solides que possible dans les applications de renforcement. Comme il s'agit d'un matériau anisotrope, il est essentiel que la direction du tissage soit cohérente pour maintenir la prévisibilité des performances. Les matériaux composites présentent l'un des rapports résistance/poids les plus élevés, ce qui les rend plus résistants que l'acier dans certains cas. Il est important de limiter la surface exposée dans les composites pour minimiser la vulnérabilité chimique et les effets de l'expansion thermique. L'inspection de surface par profilométrie est essentielle pour le contrôle de la qualité de la production des composites afin de garantir des performances solides sur une longue période de service.
de Nanovéa Profilomètre 3D sans contact est différent des autres techniques de mesure de surface telles que les sondes tactiles ou l'interférométrie. Nos profilomètres utilisent le chromatisme axial pour mesurer presque toutes les surfaces et l'étagement ouvert permet d'échantillonner des échantillons de toutes tailles sans aucune préparation nécessaire. Les mesures nano à macro sont obtenues lors de la mesure du profil de surface sans aucune influence de la réflectivité ou de l'absorption de l'échantillon. Nos profilomètres mesurent facilement n'importe quel matériau : transparent, opaque, spéculaire, diffusif, poli et rugueux avec la capacité avancée de mesurer des angles de surface élevés sans manipulation logicielle. La technique du profilomètre sans contact offre la capacité idéale et conviviale pour maximiser les études de surface des matériaux composites ; ainsi que les avantages des capacités combinées 2D et 3D.
Objectif de la mesure
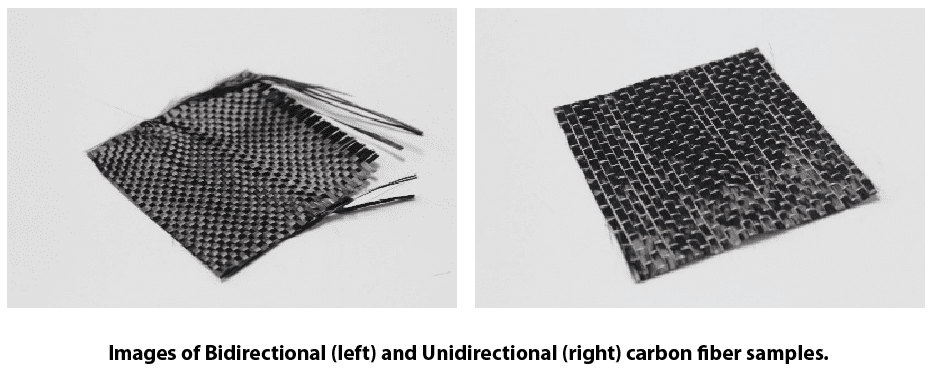
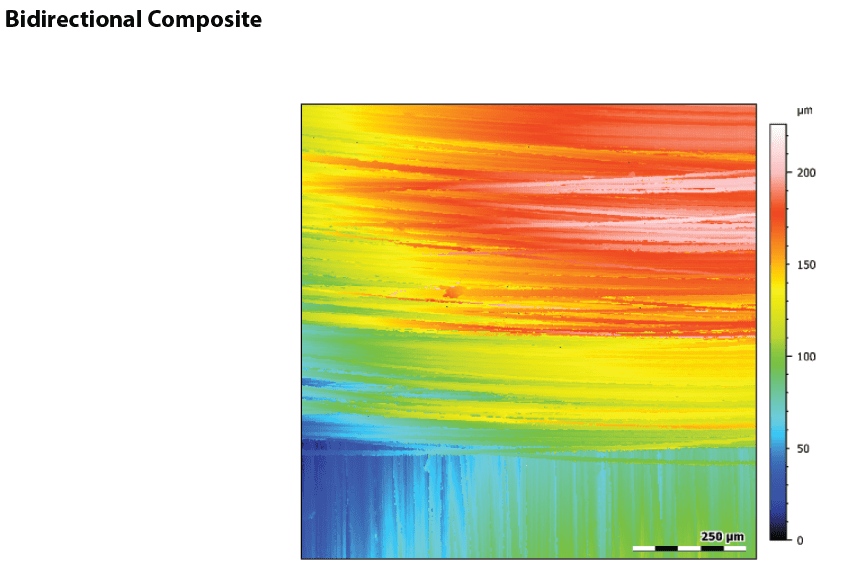
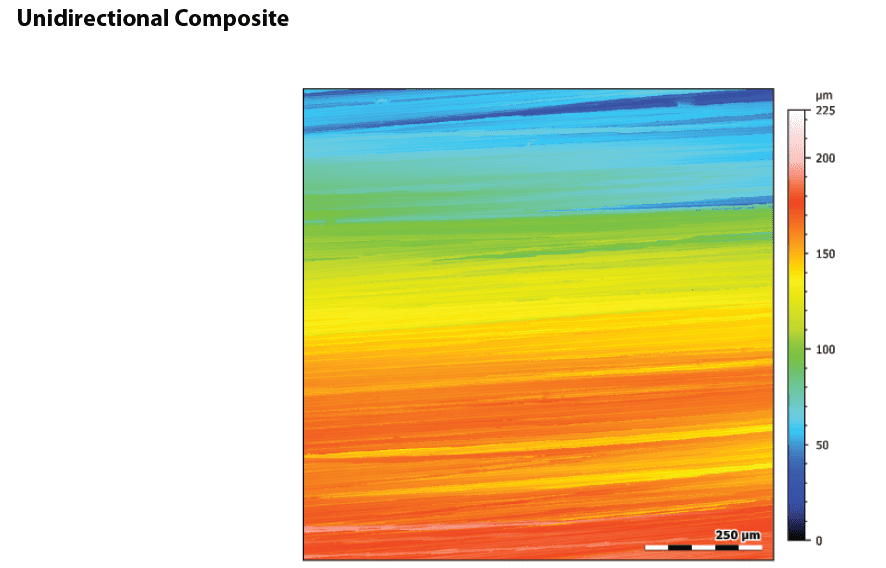
Le profilomètre Nanovea HS2000L utilisé dans cette application a mesuré la surface de deux tissages de composites en fibre de carbone. La rugosité de surface, la longueur du tissage, l'isotropie, l'analyse fractale et d'autres paramètres de surface sont utilisés pour caractériser les composites. La surface mesurée a été choisie au hasard et supposée suffisamment grande pour que les valeurs des propriétés puissent être comparées à l'aide du puissant logiciel d'analyse de surface de Nanovea.
Résultats et discussion
Analyse de surface
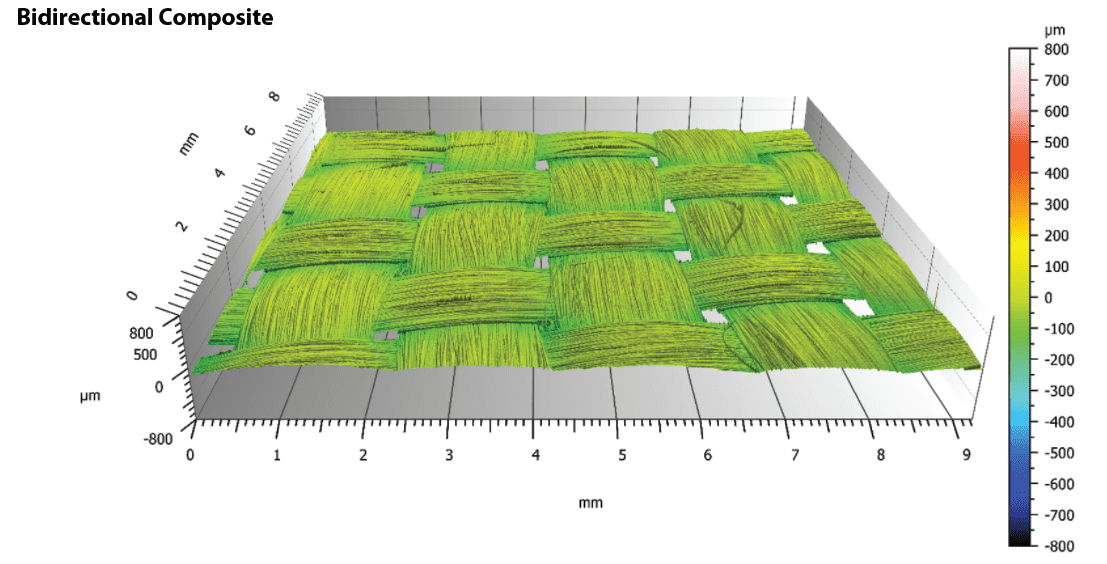
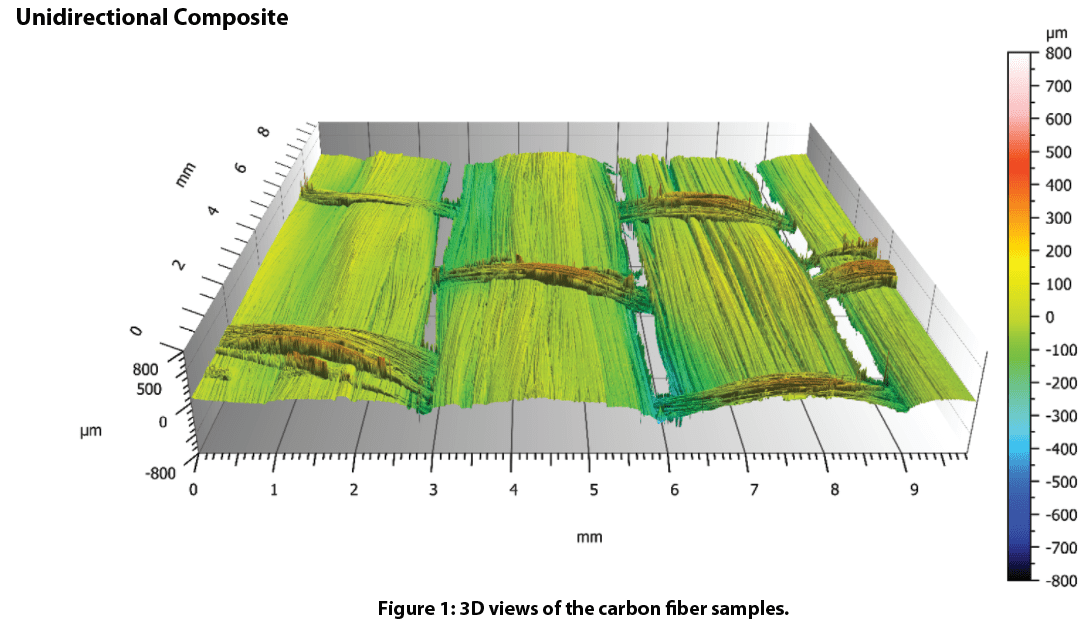
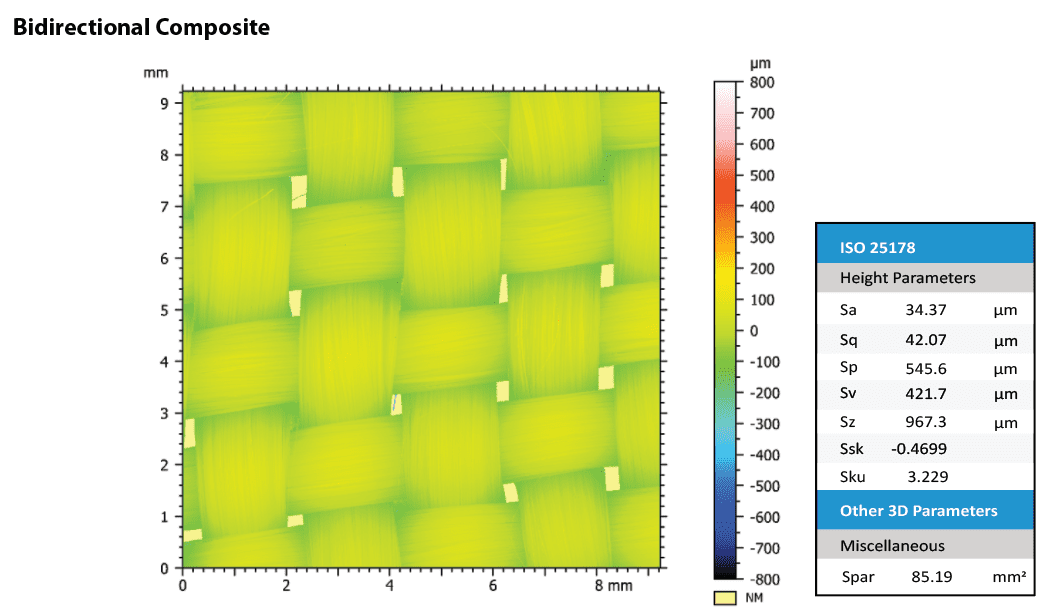
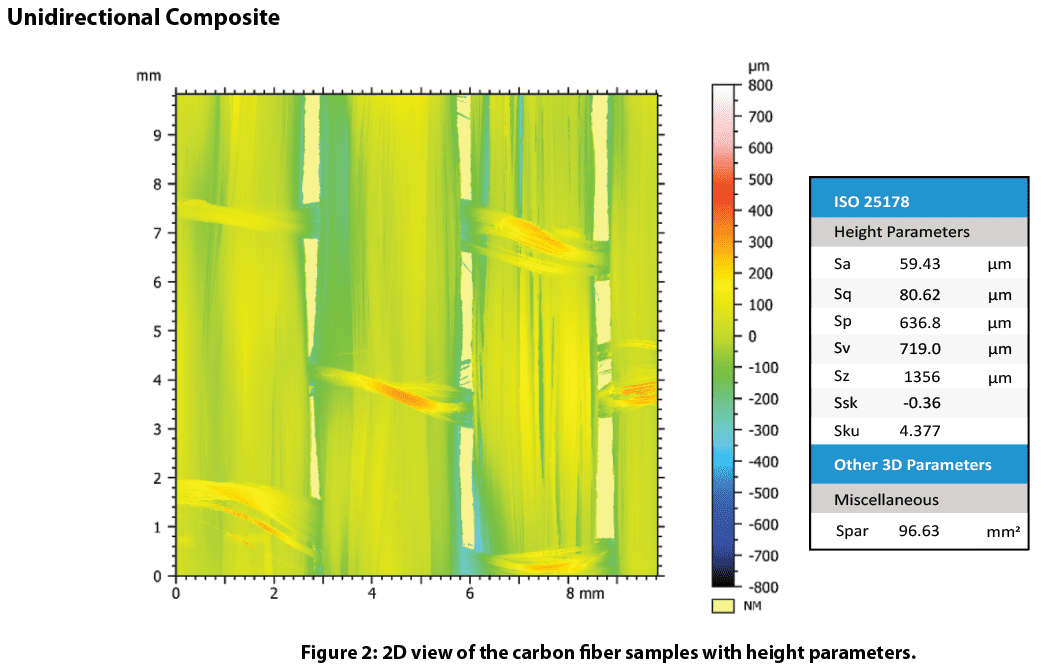
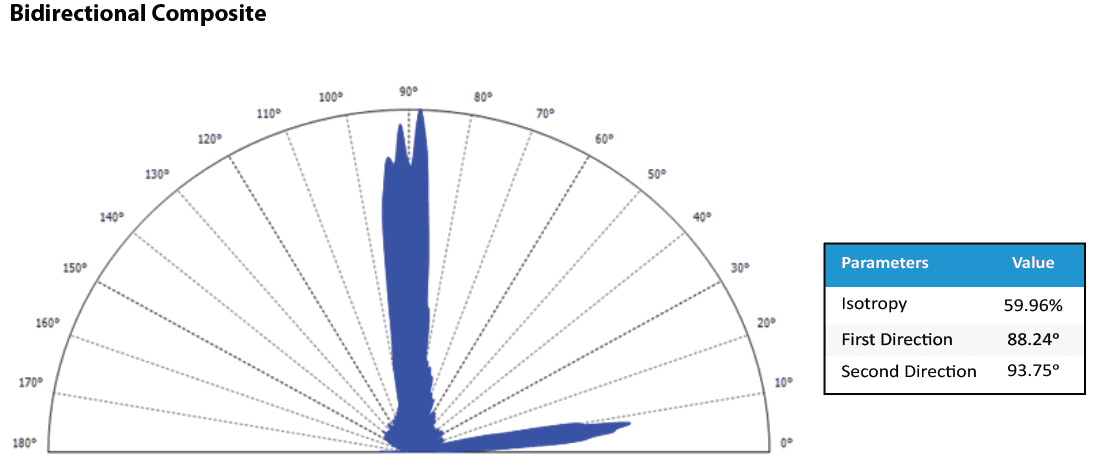
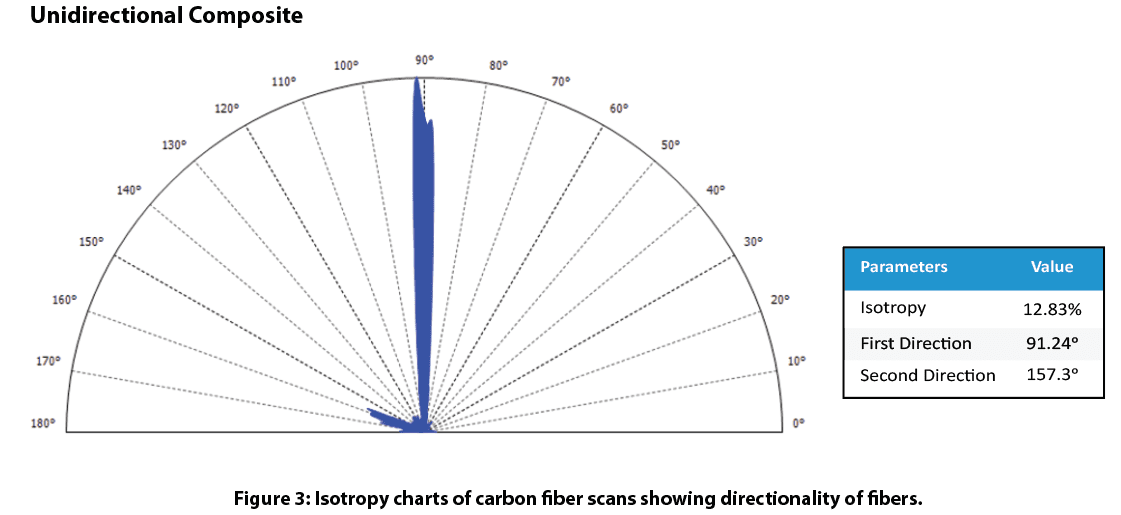
L'isotropie montre la directionnalité du tissage pour déterminer les valeurs de propriétés attendues. Notre étude montre comment le composite bidirectionnel est ~60% isotrope comme prévu. Pendant ce temps, le composite unidirectionnel est ~13% isotrope en raison de la forte direction du chemin de la fibre unique.
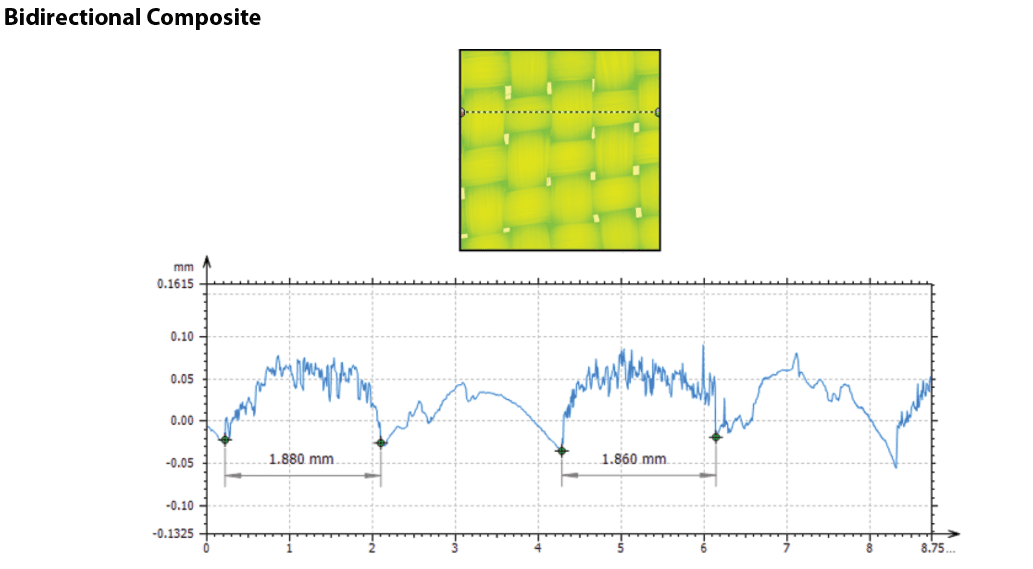
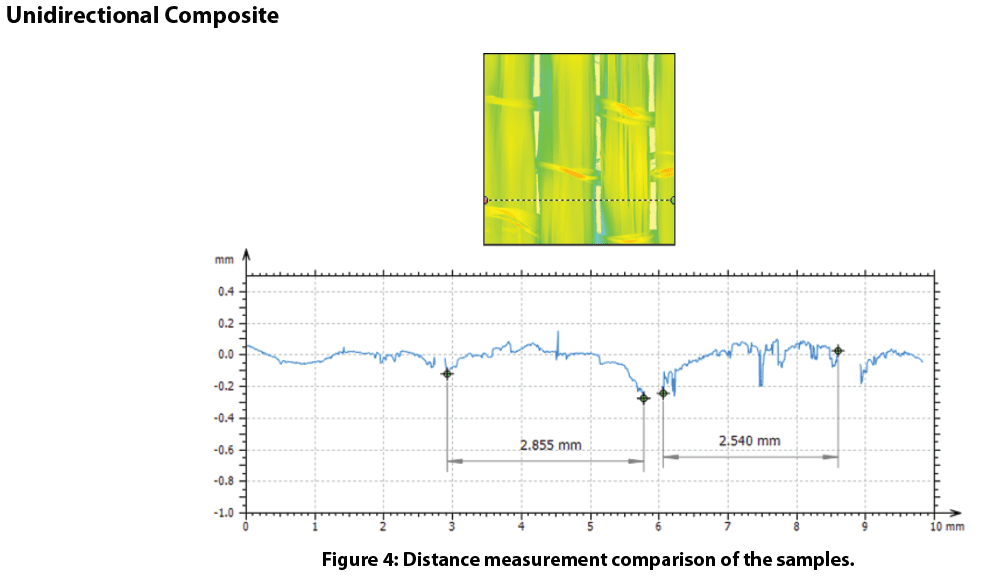
La taille du tissage détermine l'uniformité du tassement et de la largeur des fibres utilisées dans le composite. Notre étude montre qu'il est facile de mesurer la taille du tissage au micron près pour garantir la qualité des pièces.
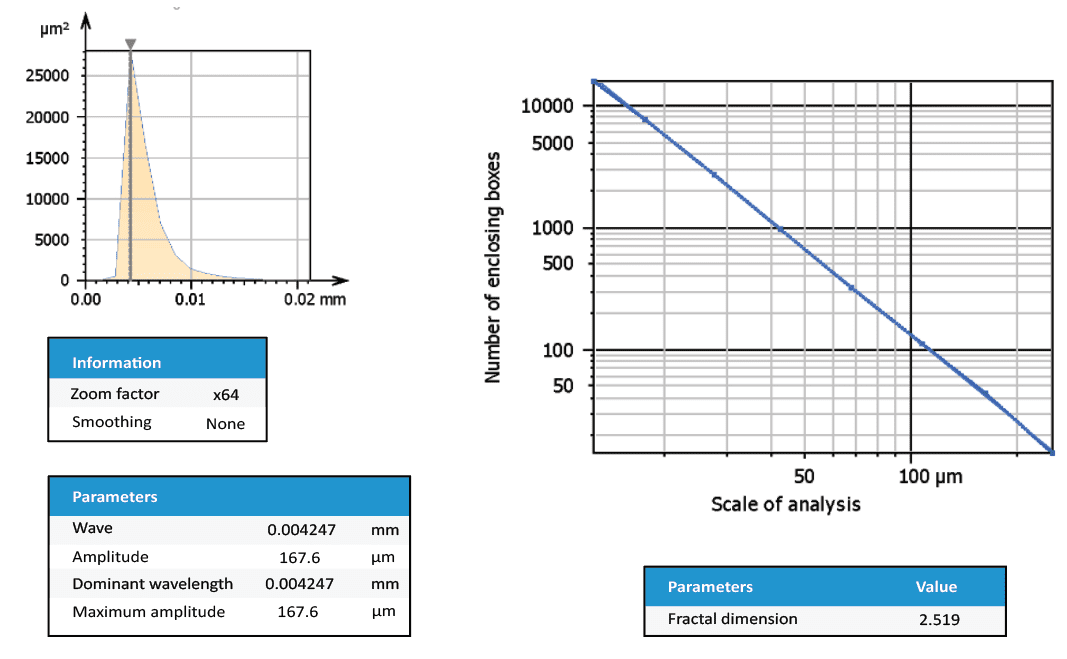

L'analyse de la texture de la longueur d'onde dominante suggère que les brins des deux composites ont une épaisseur de 4,27 microns. L'analyse de la dimension fractale de la surface de la fibre détermine la régularité pour trouver la facilité avec laquelle les fibres se fixent dans une matrice. La dimension fractale de la fibre unidirectionnelle est plus élevée que celle de la fibre bidirectionnelle, ce qui peut affecter le traitement des composites.
Conclusion

Dans cette application, nous avons montré que le profilomètre sans contact Nanovea HS2000L caractérise précisément la surface fibreuse des matériaux composites. Nous avons distingué les différences entre les types de tissage de la fibre de carbone avec les paramètres de hauteur, l'isotropie, l'analyse de la texture et les mesures de distance, et bien plus encore.
Les mesures de surface de nos profilomètres atténuent précisément et rapidement les dommages causés aux composites, ce qui réduit les défauts dans les pièces et maximise la capacité des matériaux composites. La vitesse du profilomètre 3D de Nanovea va de <1mm/s à 500mm/s pour convenir aux applications de recherche jusqu'aux besoins d'inspection à grande vitesse. Le profilomètre Nanovea est la solution
à tout besoin de mesure composite.

Évaluation de l'usure et des rayures d'un fil de cuivre traité en surface
Importance de l'évaluation de l'usure et de la rayure des fils de cuivre
Le cuivre a une longue histoire d'utilisation dans le câblage électrique depuis l'invention de l'électroaimant et du télégraphe. Les fils de cuivre sont utilisés dans une large gamme d'équipements électroniques tels que les panneaux, les compteurs, les ordinateurs, les machines commerciales et les appareils électroménagers, grâce à leur résistance à la corrosion, à leur soudabilité et à leurs performances à des températures élevées (jusqu'à 150 °C). Environ la moitié de tout le cuivre extrait est utilisé pour la fabrication de fils et de câbles électriques.
La qualité de la surface des fils de cuivre est essentielle pour les performances et la durée de vie des applications. Les micro-défauts des fils peuvent entraîner une usure excessive, l'apparition et la propagation de fissures, une diminution de la conductivité et une soudabilité inadéquate. Un traitement de surface approprié des fils de cuivre élimine les défauts de surface générés lors du tréfilage, améliorant ainsi la résistance à la corrosion, aux rayures et à l'usure. De nombreuses applications aérospatiales utilisant des fils de cuivre nécessitent un comportement contrôlé afin d'éviter une défaillance inattendue de l'équipement. Des mesures quantifiables et fiables sont nécessaires pour évaluer correctement la résistance à l'usure et aux rayures de la surface des fils de cuivre.
Objectif de la mesure
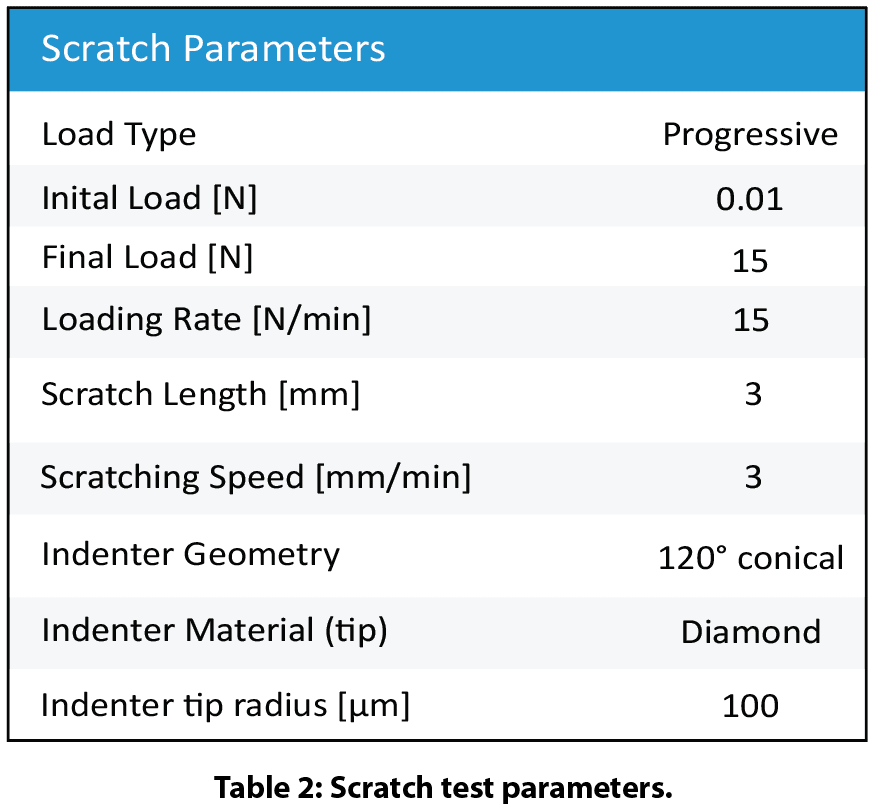
Dans cette application, nous simulons un processus d'usure contrôlée de différents traitements de surface de fils de cuivre. Essais par rayures mesure la charge nécessaire pour provoquer une rupture sur la couche de surface traitée. Cette étude présente le Nanovea Tribomètre et Testeur Méchanique comme outils idéaux pour l’évaluation et le contrôle qualité des fils électriques.
Procédure d'essai et procédures
Le coefficient de frottement (COF) et la résistance à l'usure de deux traitements de surface différents sur des fils de cuivre (fil A et fil B) ont été évalués par le tribomètre Nanovea à l'aide d'un module d'usure linéaire alternatif. Une bille d'Al₂O₃ (diamètre 6 mm) est le contre-matériau utilisé dans cette application. La trace d'usure a été examinée à l'aide du système Nanovea Profilomètre 3D sans contact. Les paramètres de test sont résumés dans le tableau 1.
Une bille lisse en Al₂O₃ comme contre-matériau a été utilisée comme exemple dans cette étude. Tout matériau solide de forme et de finition de surface différentes peut être appliqué à l'aide d'un dispositif de fixation personnalisé pour simuler la situation d'application réelle.

Résultats et discussion
Usure du fil de cuivre :
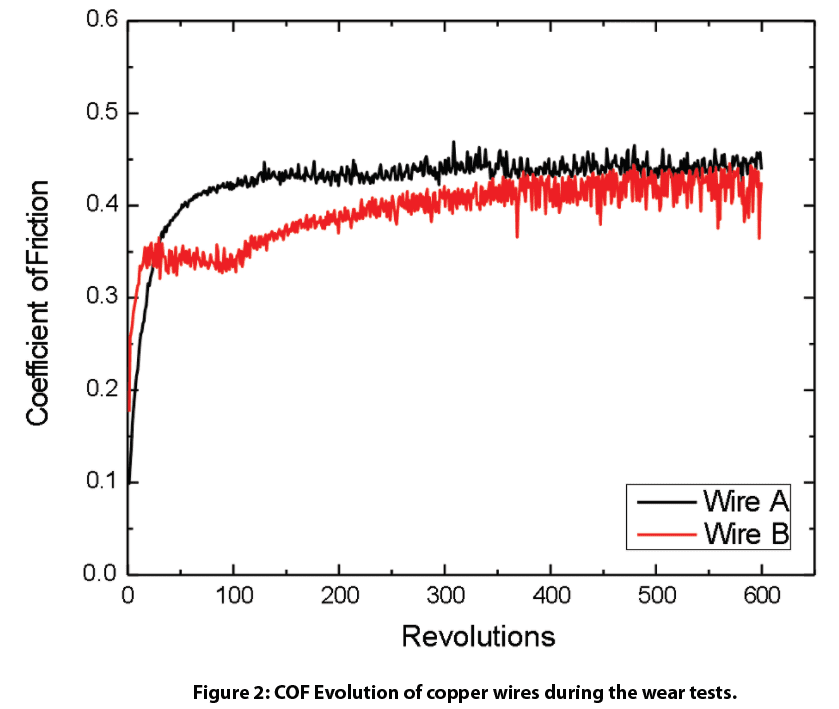
La figure 2 montre l'évolution du COF des fils de cuivre pendant les tests d'usure. Le fil A présente un COF stable de ~0,4 tout au long de l'essai d'usure tandis que le fil B présente un COF de ~0,35 dans les 100 premiers tours et augmente progressivement jusqu'à ~0,4.
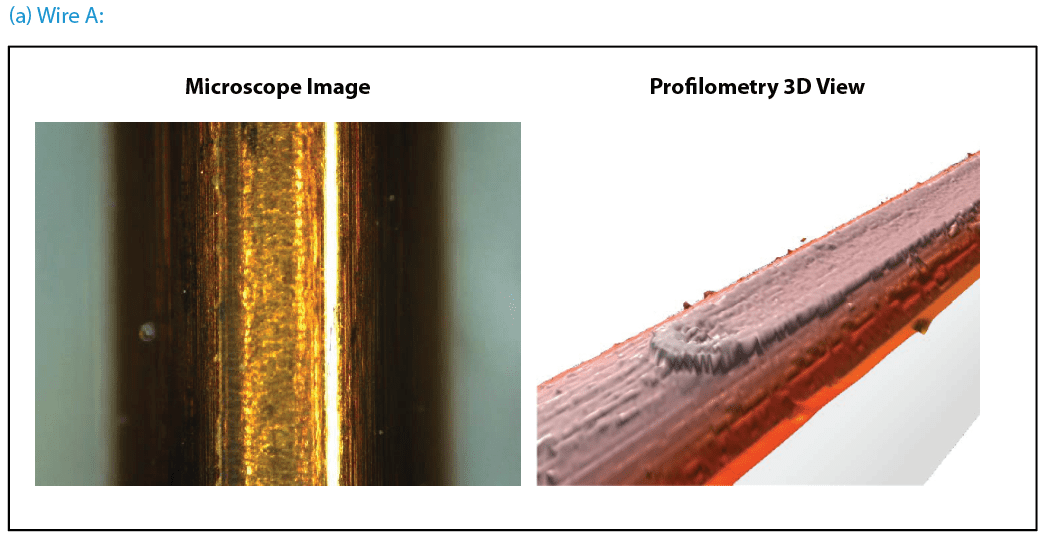
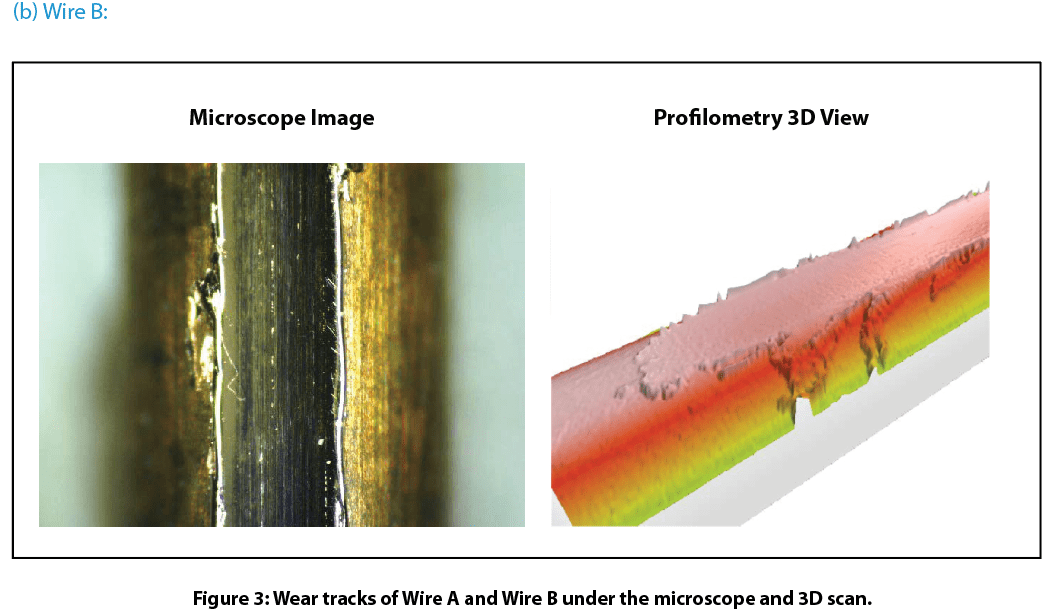
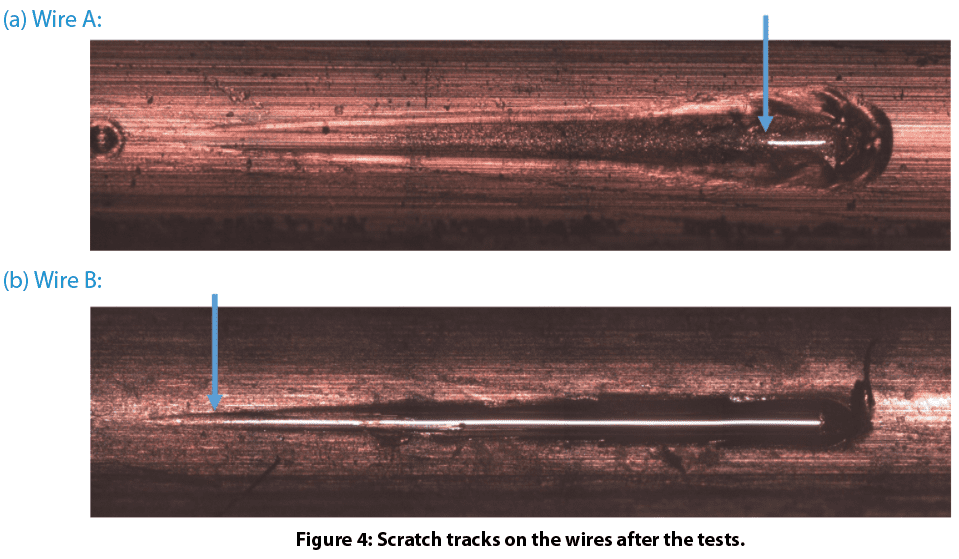
La figure 3 compare les traces d'usure des fils de cuivre après les tests. Le profilomètre 3D sans contact de Nanovea a offert une analyse supérieure de la morphologie détaillée des traces d'usure. Il permet une détermination directe et précise du volume des traces d'usure en fournissant une compréhension fondamentale du mécanisme d'usure. La surface du fil B présente des traces d'usure significatives après un test d'usure de 600 tours. La vue 3D du profilomètre montre que la couche traitée en surface du fil B a été complètement retirée, ce qui a considérablement accéléré le processus d'usure. Cela a laissé une trace d'usure aplatie sur le fil B, là où le substrat de cuivre est exposé. Cela peut entraîner une réduction significative de la durée de vie des équipements électriques dans lesquels le fil B est utilisé. En comparaison, le fil A présente une usure relativement faible, comme le montre une trace d'usure peu profonde sur la surface. La couche traitée en surface sur le fil A ne s'est pas retirée comme la couche sur le fil B dans les mêmes conditions.
Résistance à la rayure de la surface du fil de cuivre :
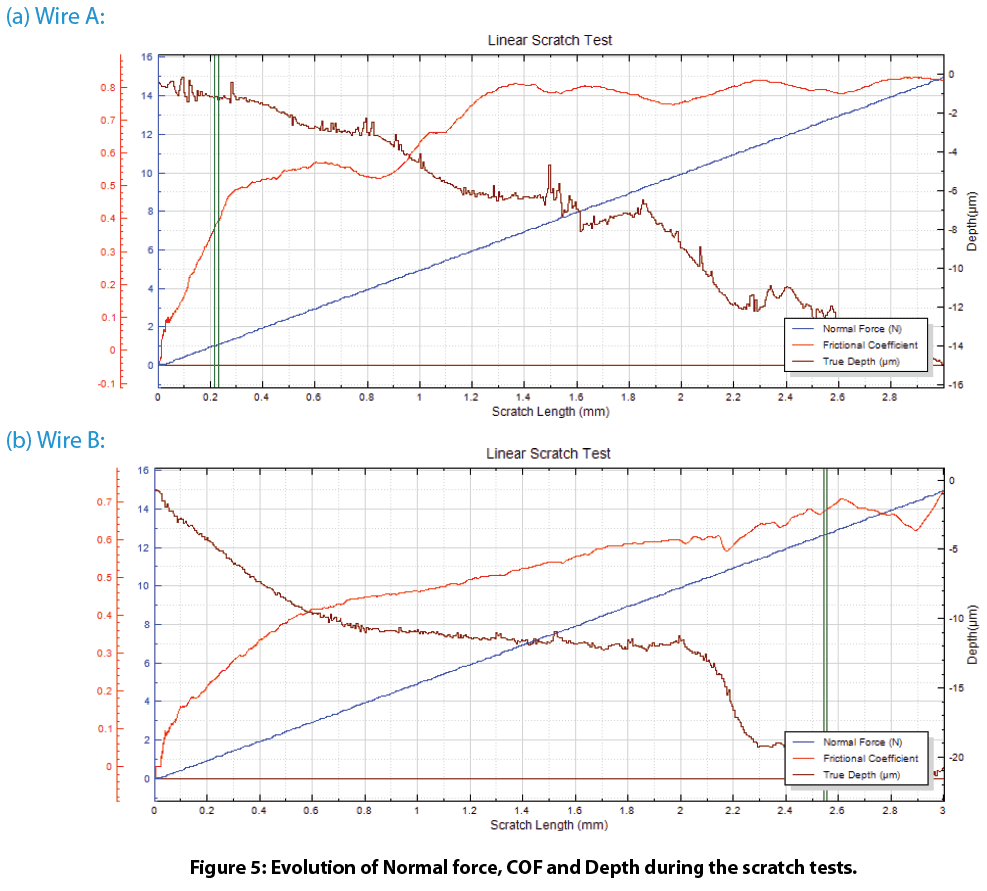
La figure 4 montre les traces de rayures sur les fils après les tests. La couche protectrice du fil A présente une très bonne résistance aux rayures. Elle se délamine à une charge de ~12,6 N. En comparaison, la couche protectrice du fil B s'est rompue à une charge de ~1,0 N. Une telle différence significative dans la résistance à la rayure de ces fils contribue à leur performance d'usure, où le fil A possède une résistance à l'usure considérablement améliorée. L'évolution de la force normale, du COF et de la profondeur au cours des tests de rayure illustrés à la Fig. 5 fournit un meilleur aperçu de la rupture du revêtement pendant les tests.
Conclusion

Dans cette étude contrôlée, nous avons présenté le tribomètre Nanovea qui effectue une évaluation quantitative de la résistance à l'usure des fils de cuivre traités en surface et le testeur mécanique Nanovea qui fournit une évaluation fiable de la résistance à la rayure des fils de cuivre. Le traitement de surface des fils joue un rôle essentiel dans les propriétés tribo-mécaniques pendant leur durée de vie. Le traitement de surface approprié du fil A a considérablement amélioré la résistance à l'usure et aux rayures, ce qui est essentiel pour la performance et la durée de vie des fils électriques dans des environnements difficiles.
Le tribomètre de Nanovea offre des tests d'usure et de friction précis et répétables en utilisant des modes rotatifs et linéaires conformes aux normes ISO et ASTM, avec des modules optionnels d'usure à haute température, de lubrification et de tribo-corrosion disponibles dans un système pré-intégré. La gamme inégalée de Nanovea est une solution idéale pour déterminer la gamme complète des propriétés tribologiques des revêtements, films et substrats minces ou épais, souples ou durs.

Analyse de la texture de la peau d'orange d'une peinture à l'aide de la profilométrie 3D
Introduction
La taille et la fréquence des structures de surface sur les substrats affectent la qualité des revêtements brillants. La texture de la peau d'orange, ainsi nommée en raison de son aspect, peut se développer à partir de l'influence du substrat et de la technique d'application de la peinture. Les problèmes de texture sont généralement quantifiés par l'ondulation, la longueur d'onde et l'effet visuel qu'ils ont sur les revêtements brillants. Les textures les plus petites entraînent une réduction de la brillance, tandis que les plus grandes entraînent des ondulations visibles sur la surface revêtue. La compréhension du développement de ces textures et de sa relation avec les substrats et les techniques est essentielle au contrôle de la qualité.
Importance de la profilométrie pour la mesure de la texture
Contrairement aux instruments 2D traditionnels utilisés pour mesurer la texture brillante, la mesure 3D sans contact fournit rapidement une image 3D permettant de comprendre les caractéristiques de la surface, avec la possibilité supplémentaire d'examiner rapidement les zones d'intérêt. Sans la rapidité et l'examen en 3D, un environnement de contrôle de la qualité s'appuierait uniquement sur des informations en 2D qui ne permettent guère de prévoir l'ensemble de la surface. La compréhension des textures en 3D permet de sélectionner au mieux les mesures de traitement et de contrôle. Le contrôle de la qualité de ces paramètres repose en grande partie sur une inspection quantifiable, reproductible et fiable. Nanovea 3D sans contact Profilomètres Les profilomètres Nanovea utilisent la technologie confocale chromatique pour avoir la capacité unique de mesurer les angles abrupts rencontrés lors des mesures rapides. Les profilomètres Nanovea réussissent là où d'autres techniques ne parviennent pas à fournir des données fiables en raison du contact de la sonde, de la variation de la surface, de l'angle ou de la réflectivité.
Objectif de la mesure
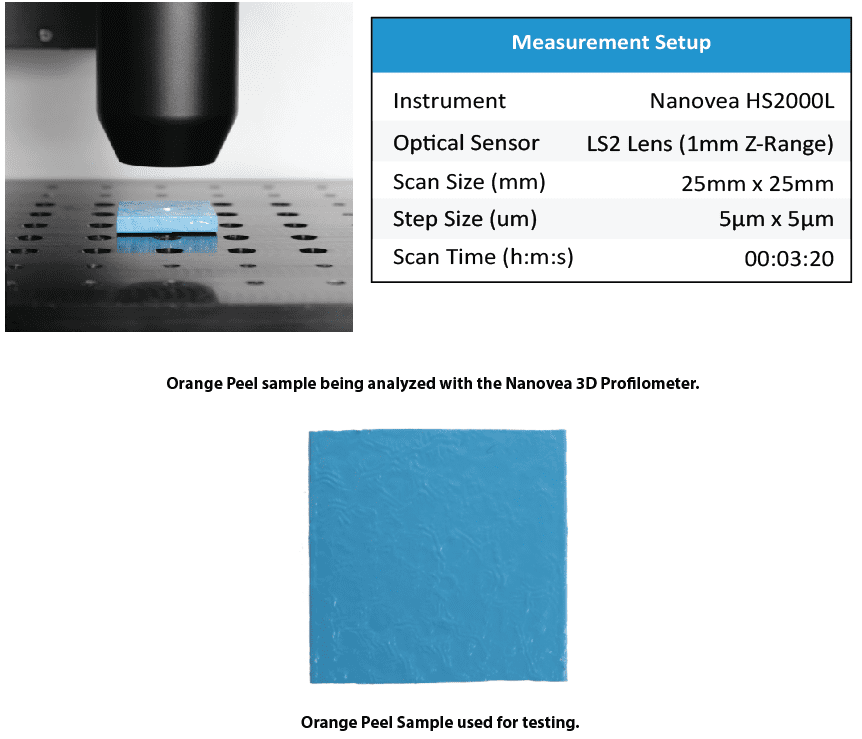
Dans cette application, le Nanovea HS2000L mesure la texture de la peau d'orange d'une peinture brillante. Il existe d'innombrables paramètres de surface calculés automatiquement à partir de la numérisation de la surface 3D. Ici, nous analysons une surface 3D scannée en quantifiant les caractéristiques de la texture de la peau d'orange de la peinture.
Résultats et discussion

Le Nanovea HS2000L a quantifié les paramètres d'isotropie et de hauteur de la peinture à peau d'orange. La texture de la peau d'orange a quantifié la direction du motif aléatoire avec une isotropie de 94,4%. Les paramètres de hauteur quantifient la texture avec une différence de hauteur de 24.84µm.

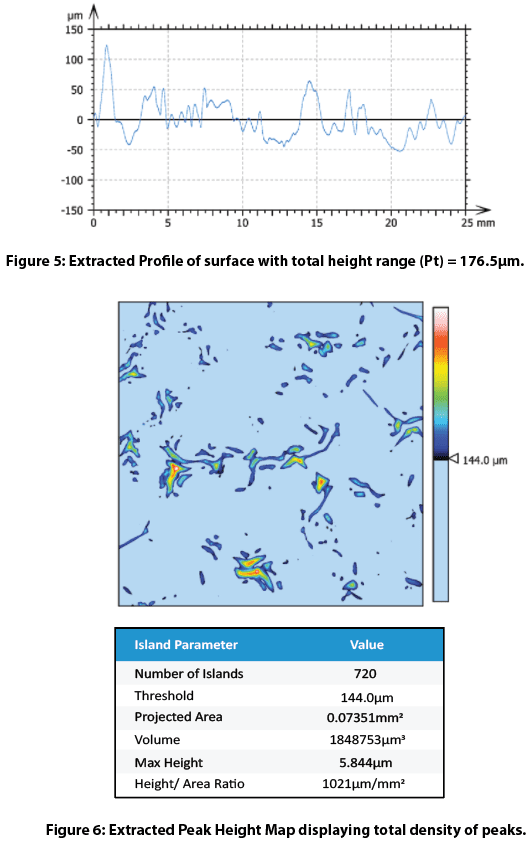
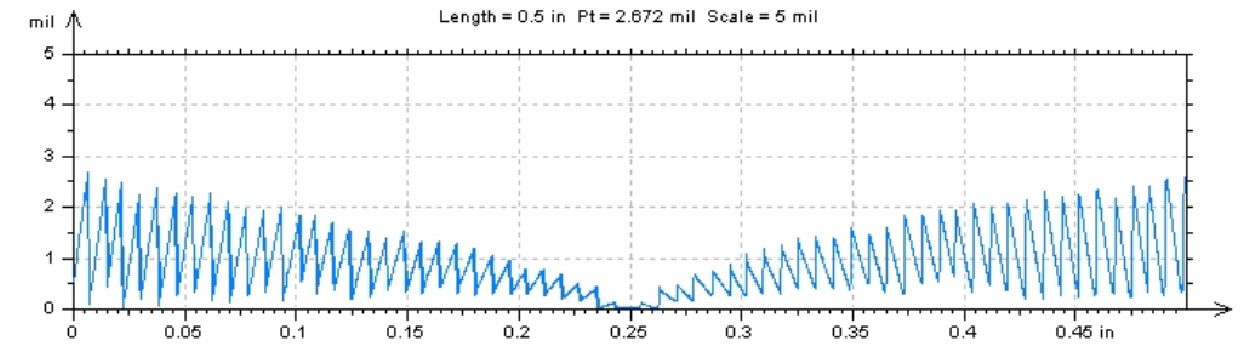
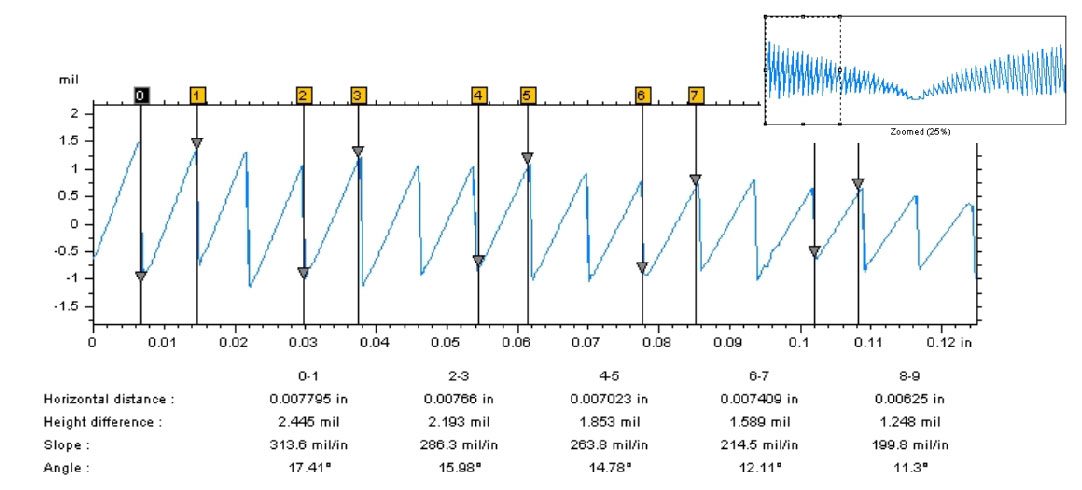
La courbe du rapport de portance de la figure 4 est une représentation graphique de la distribution de la profondeur. Il s'agit d'une fonction interactive du logiciel qui permet à l'utilisateur de visualiser les distributions et les pourcentages à différentes profondeurs. Un profil extrait dans la Figure 5 donne des valeurs de rugosité utiles pour la texture de la peau d'orange. L'extraction des pics au-dessus d'un seuil de 144 microns montre la texture de la peau d'orange. Ces paramètres sont facilement ajustables à d'autres zones ou paramètres d'intérêt.
Conclusion
Dans cette application, le profilomètre 3D sans contact Nanovea HS2000L caractérise avec précision la topographie et les détails nanométriques de la texture de la peau d'orange sur un revêtement brillant. Les zones d'intérêt des mesures de surface 3D sont rapidement identifiées et analysées à l'aide de nombreuses mesures utiles (dimension, rugosité, texture de finition, topographie de forme, planéité, gauchissement, planéité, aire volumique, hauteur de marche, etc.) Des coupes transversales 2D rapidement choisies fournissent un ensemble complet de ressources de mesures de surface sur la texture de brillance. Les zones d'intérêt particulier peuvent être analysées plus en détail avec un module AFM intégré. La vitesse du profilomètre Nanovea 3D varie de <1 mm/s à 500 mm/s pour convenir aux applications de recherche et aux besoins d'inspection à grande vitesse. Les profilomètres 3D Nanovea ont une large gamme de configurations pour s'adapter à votre application.

Analyse de la surface d'un centime en 3D avec la profilométrie sans contact
Importance de la profilométrie sans contact pour les pièces de monnaie
La monnaie est très appréciée dans la société moderne car elle est échangée contre des biens et des services. Les pièces de monnaie et les billets de papier circulent entre les mains de nombreuses personnes. Le transfert constant de monnaie physique crée une déformation de surface. La 3D de Nanovea Profilomètre scanne la topographie des pièces de monnaie frappées au cours de différentes années pour étudier les différences de surface.
Les caractéristiques des pièces de monnaie sont facilement reconnaissables par le grand public puisqu’il s’agit d’objets courants. Un centime est idéal pour présenter la puissance du logiciel avancé d’analyse de surface de Nanovea : Mountains 3D. Les données de surface collectées avec notre profilomètre 3D permettent des analyses de haut niveau sur une géométrie complexe avec soustraction de surface et extraction de contours 2D. La soustraction de surface avec un masque, un tampon ou un moule contrôlé compare la qualité des processus de fabrication tandis que l'extraction de contour identifie les tolérances grâce à l'analyse dimensionnelle. Le logiciel 3D Profilometer et Mountains 3D de Nanovea étudie la topographie submicronique d'objets apparemment simples, comme des pièces de monnaie.
Objectif de la mesure
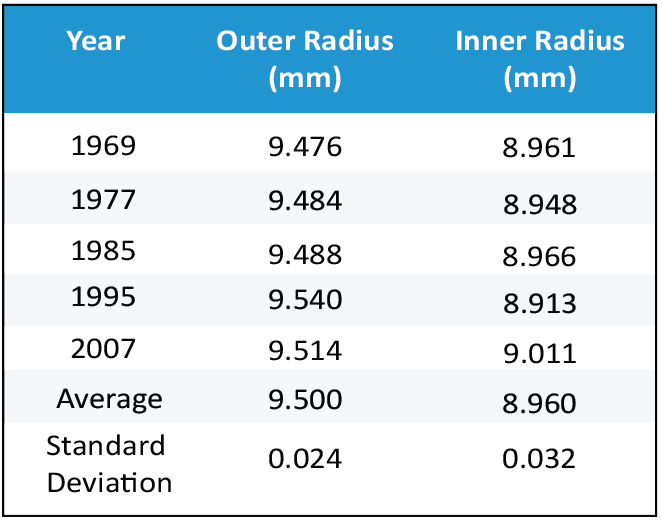
La surface supérieure complète de cinq pennies a été scannée à l'aide du capteur de lignes à haute vitesse de Nanovea. Le rayon intérieur et extérieur de chaque penny a été mesuré à l'aide du logiciel d'analyse avancée Mountains. Une extraction de la surface de chaque penny dans une zone d'intérêt avec soustraction directe de la surface a quantifié la déformation de la surface.

Résultats et discussion
Surface 3D
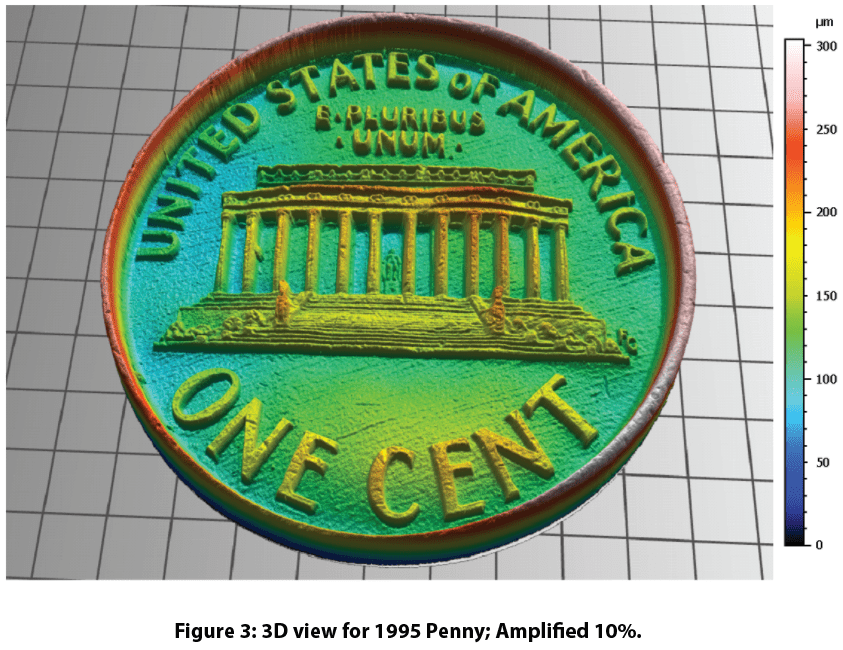
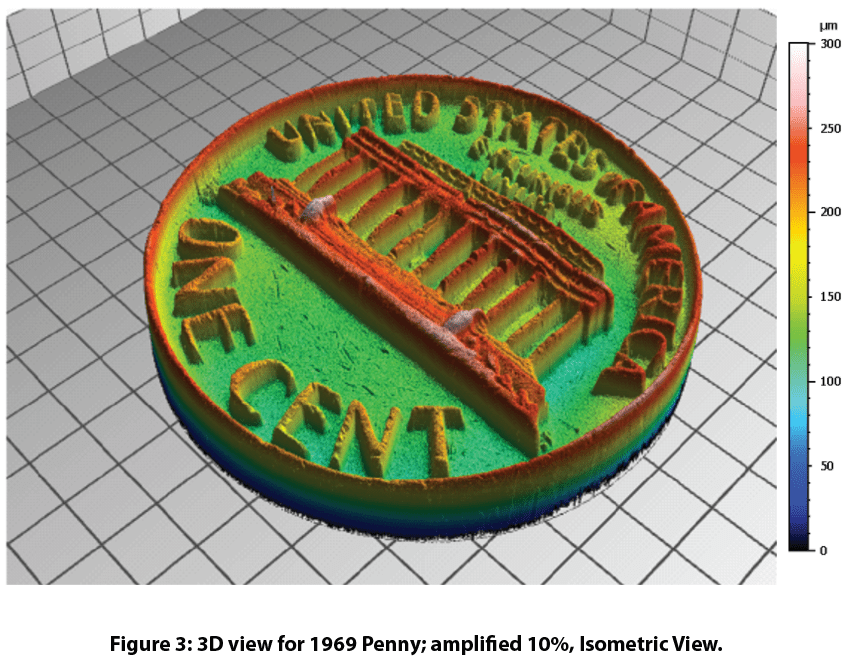
Le profilomètre Nanovea HS2000 n'a pris que 24 secondes pour scanner 4 millions de points dans une zone de 20mm x 20mm avec un pas de 10um x 10um pour acquérir la surface d'un penny. Vous trouverez ci-dessous une carte de hauteur et une visualisation 3D du scan. La vue 3D montre la capacité du capteur haute vitesse à capter de petits détails imperceptibles à l'œil nu. De nombreuses petites rayures sont visibles sur la surface du penny. La texture et la rugosité de la pièce de monnaie vues dans la vue 3D sont étudiées.

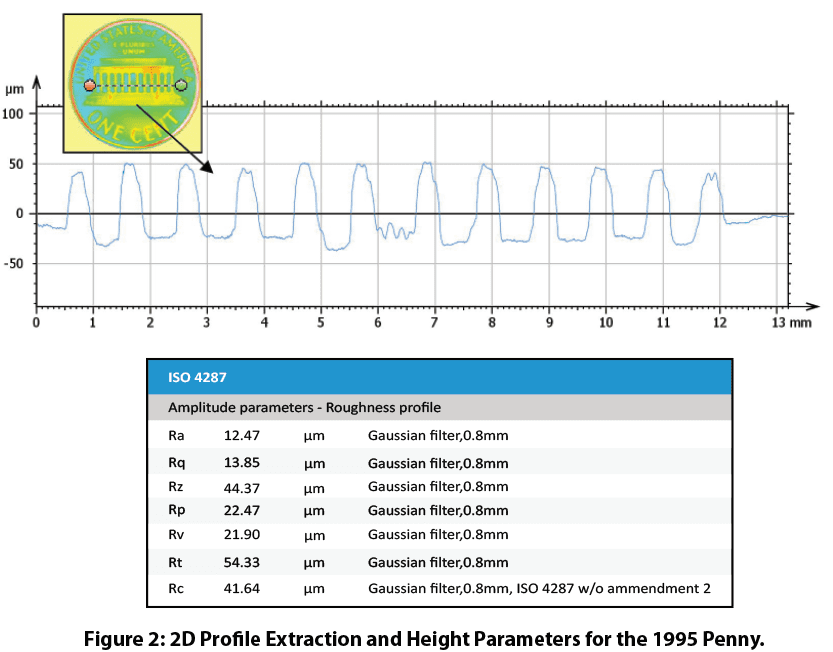
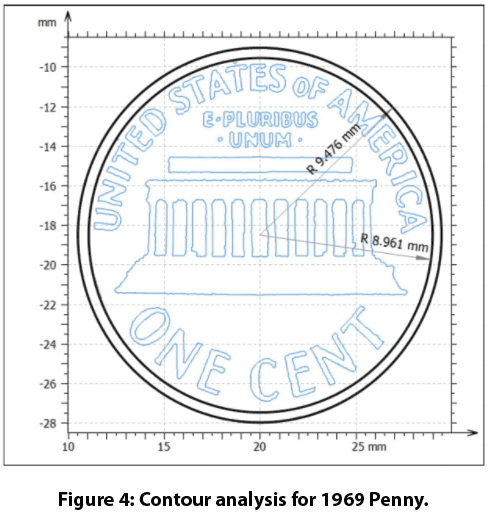
Les contours du penny ont été extraits et l'analyse dimensionnelle a permis d'obtenir les diamètres intérieur et extérieur de l'arête. Le rayon extérieur était en moyenne de 9,500 mm ± 0,024 tandis que le rayon intérieur était en moyenne de 8,960 mm ± 0,032. Les autres analyses dimensionnelles que Mountains 3D peut effectuer sur des sources de données 2D et 3D sont les mesures de distance, la hauteur de marche, la planéité et les calculs d'angle.
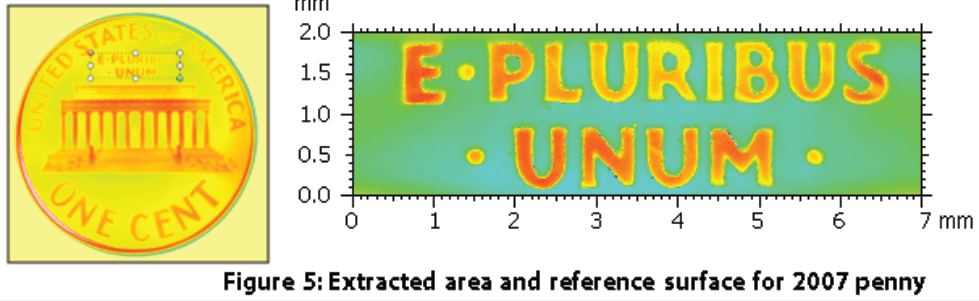
La figure 5 montre la zone d'intérêt pour l'analyse de la soustraction de surface. Le penny de 2007 a été utilisé comme surface de référence pour les quatre pennies plus anciens. La soustraction de surface à partir de la surface du penny 2007 montre les différences entre les pennies avec des trous/peaks. La différence de volume total de la surface est obtenue en additionnant les volumes des trous/pointes. L'erreur RMS indique dans quelle mesure les surfaces des pennies correspondent les unes aux autres.

Conclusion

Le High-Speed HS2000L de Nanovea a numérisé cinq pièces de monnaie frappées à des années différentes. Le logiciel Mountains 3D a comparé les surfaces de chaque pièce en utilisant l'extraction des contours, l'analyse dimensionnelle et la soustraction de surface. L'analyse définit clairement le rayon intérieur et extérieur entre les pennies tout en comparant directement les différences de caractéristiques de surface. Avec la capacité du profilomètre 3D de Nanovea à mesurer n'importe quelle surface avec une résolution de l'ordre du nanomètre, combinée aux capacités d'analyse de Mountains 3D, les applications possibles en matière de recherche et de contrôle de la qualité sont infinies.
Comparaison de l'usure par abrasion sur le denim
Introduction
La forme et la fonction d'un tissu sont déterminées par sa qualité et sa durabilité. L'utilisation quotidienne des tissus entraîne leur usure, par exemple l'empilement, le peluchage et la décoloration. La qualité médiocre des tissus utilisés pour les vêtements peut souvent entraîner le mécontentement des consommateurs et porter atteinte à la marque.
Tenter de quantifier les propriétés mécaniques des tissus peut poser de nombreux défis. La structure du fil et même l'usine dans laquelle il a été produit peuvent entraîner une mauvaise reproductibilité des résultats des tests. Il est donc difficile de comparer les résultats de tests provenant de différents laboratoires. La mesure de la résistance à l'usure des tissus est essentielle pour les fabricants, les distributeurs et les détaillants de la chaîne de production textile. Une mesure de la résistance à l'usure bien contrôlée et reproductible est cruciale pour assurer un contrôle de qualité fiable du tissu.
Cliquez pour lire la note d'application complète !