INTRODUCTION
La transmission par courroie transmet la puissance et suit le mouvement relatif entre deux ou plusieurs arbres rotatifs. En tant que solution simple et peu coûteuse avec un entretien minimal, les transmissions par courroie sont largement utilisées dans une variété d'applications, telles que les scies à ruban, les scieries, les batteuses, les souffleurs de silo et les convoyeurs. Les transmissions par courroie peuvent protéger les machines contre les surcharges, ainsi qu'amortir et isoler les vibrations.
IMPORTANCE DE L'ÉVALUATION DE L'USURE POUR LES TRANSMISSIONS PAR COURROIE
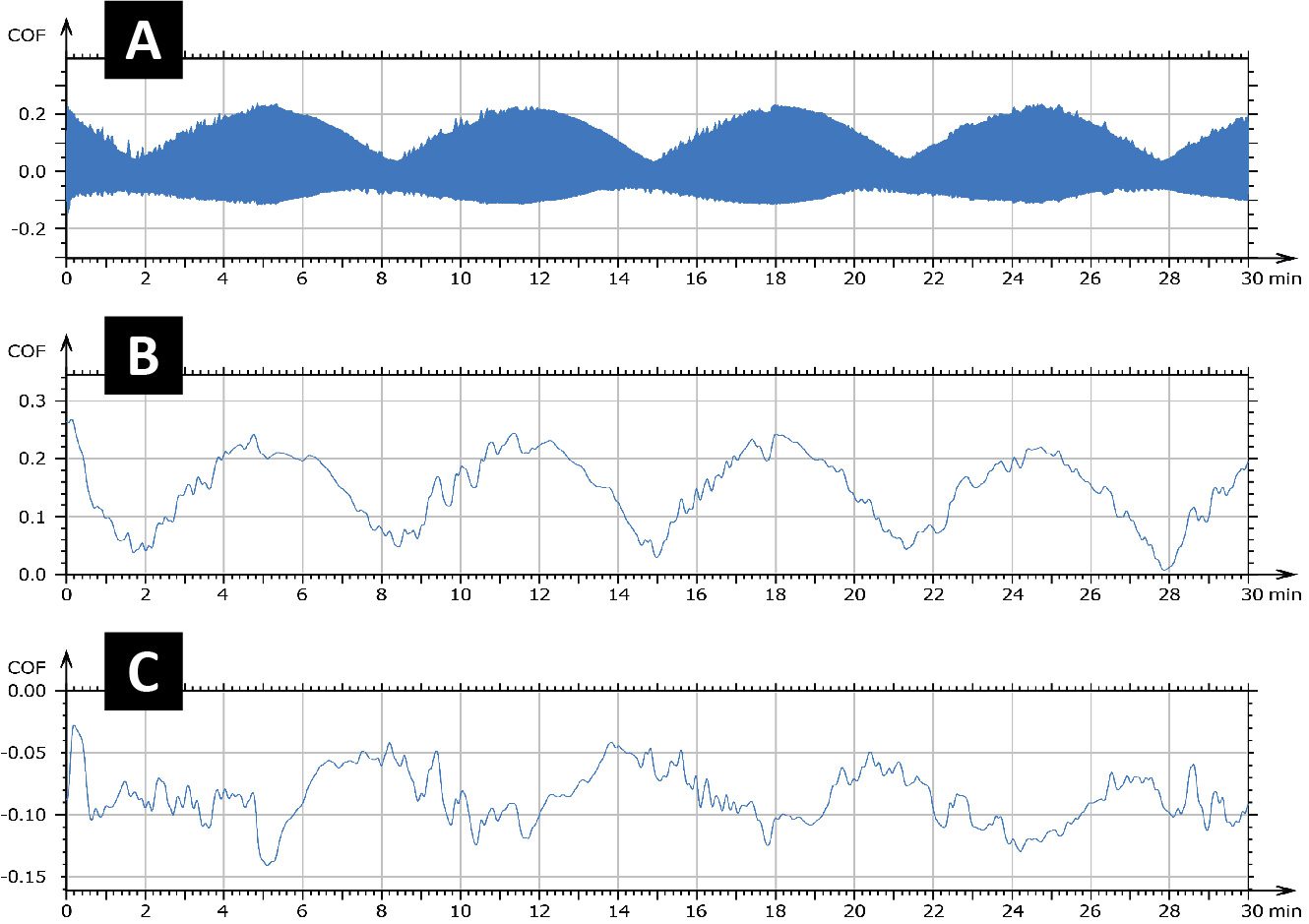
Le frottement et l'usure sont inévitables pour les courroies d'une machine entraînée par courroie. Un frottement suffisant assure une transmission efficace de la puissance sans glissement, mais un frottement excessif peut entraîner une usure rapide de la courroie. Différents types d'usure tels que la fatigue, l'abrasion et le frottement se produisent pendant le fonctionnement de la transmission par courroie. Afin de prolonger la durée de vie de la courroie et de réduire le coût et le temps de réparation et de remplacement de la courroie, une évaluation fiable des performances d'usure des courroies est souhaitable pour améliorer la durée de vie des courroies, l'efficacité de la production et les performances des applications. La mesure précise du coefficient de friction et du taux d'usure de la courroie facilite la R&D et le contrôle de la qualité de la production de courroies.