Archives mensuelles : mai 2020

Améliorer les procédures d'exploitation minière grâce à la micro-indexation
RECHERCHE EN MICROINDENTATION ET CONTRÔLE DE QUALITÉ
La mécanique des roches est l'étude du comportement mécanique des masses rocheuses et est appliquée dans les industries de l'exploitation minière, du forage, de la production de réservoirs et de la construction civile. L'instrumentation avancée permettant de mesurer avec précision les propriétés mécaniques permet d'améliorer les pièces et les procédures dans ces industries. La compréhension de la mécanique des roches à l'échelle microscopique permet d'assurer le succès des procédures de contrôle de la qualité.
Microindentation est un outil essentiel pour les études liées à la mécanique des roches. Ces techniques font progresser les techniques d'excavation en permettant de mieux comprendre les propriétés de la masse rocheuse. La microindentation est utilisée pour améliorer les têtes de forage, ce qui permet d'améliorer les procédures d'exploitation minière. La microindentation a été utilisée pour étudier la formation de craie et de poudre à partir de minéraux. Les études de microindentation peuvent porter sur la dureté, le module d'Young, le fluage, la contrainte-déformation, la résistance à la rupture et la compression avec un seul instrument.
OBJECTIF DE MESURE
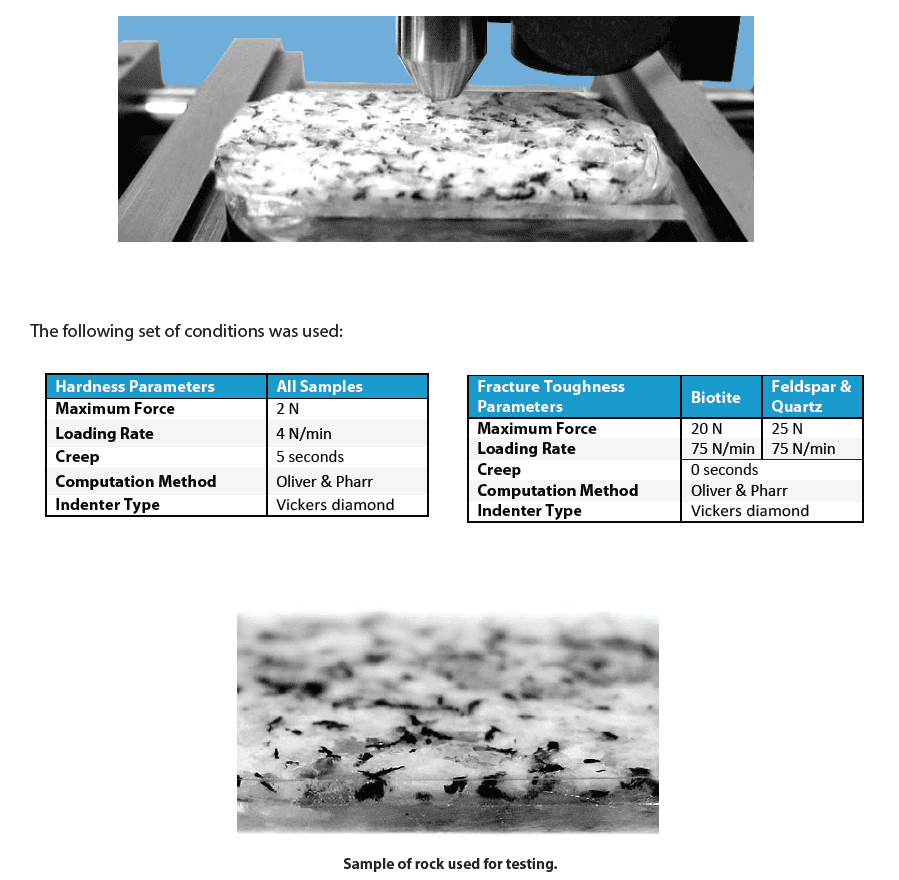
Dans cette application, le Nanovea testeur mécanique mesure la dureté Vickers (Hv), le module d'Young et la ténacité d'un échantillon de roche minérale. La roche est composée de biotite, de feldspath et de quartz qui forment le composite granitique standard. Chacun est testé séparément.
RÉSULTATS ET DISCUSSION
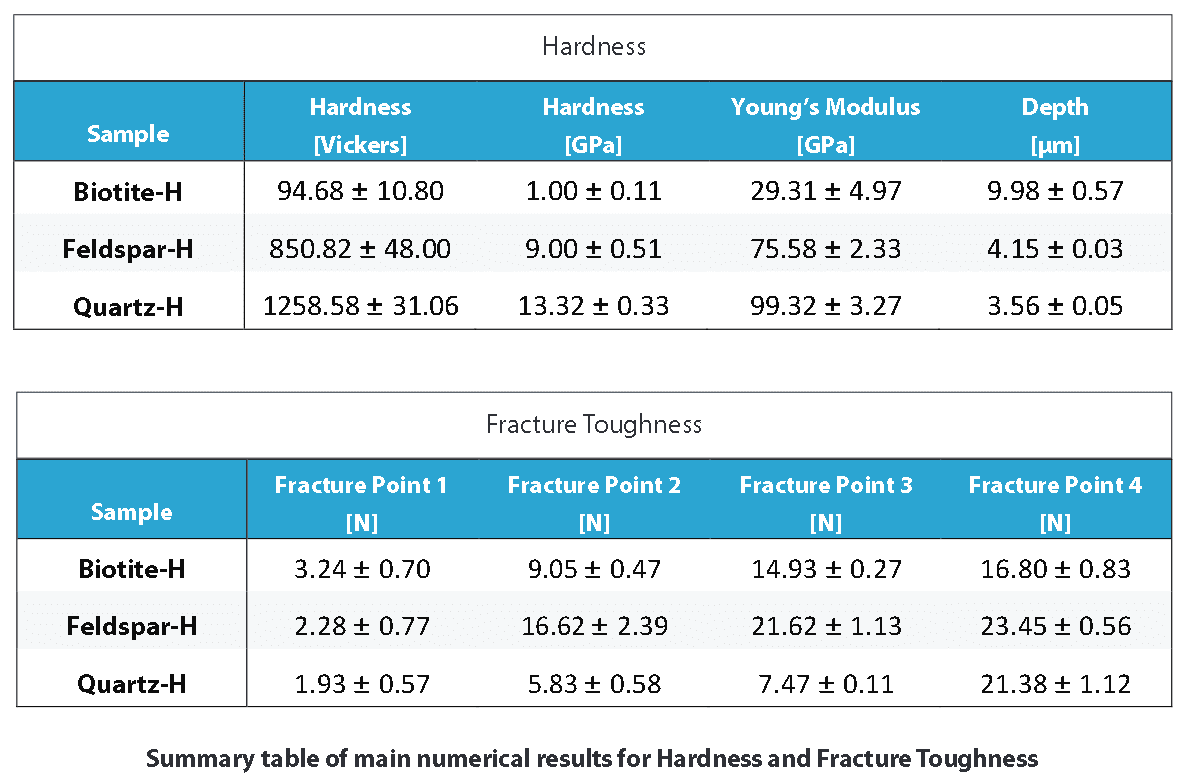
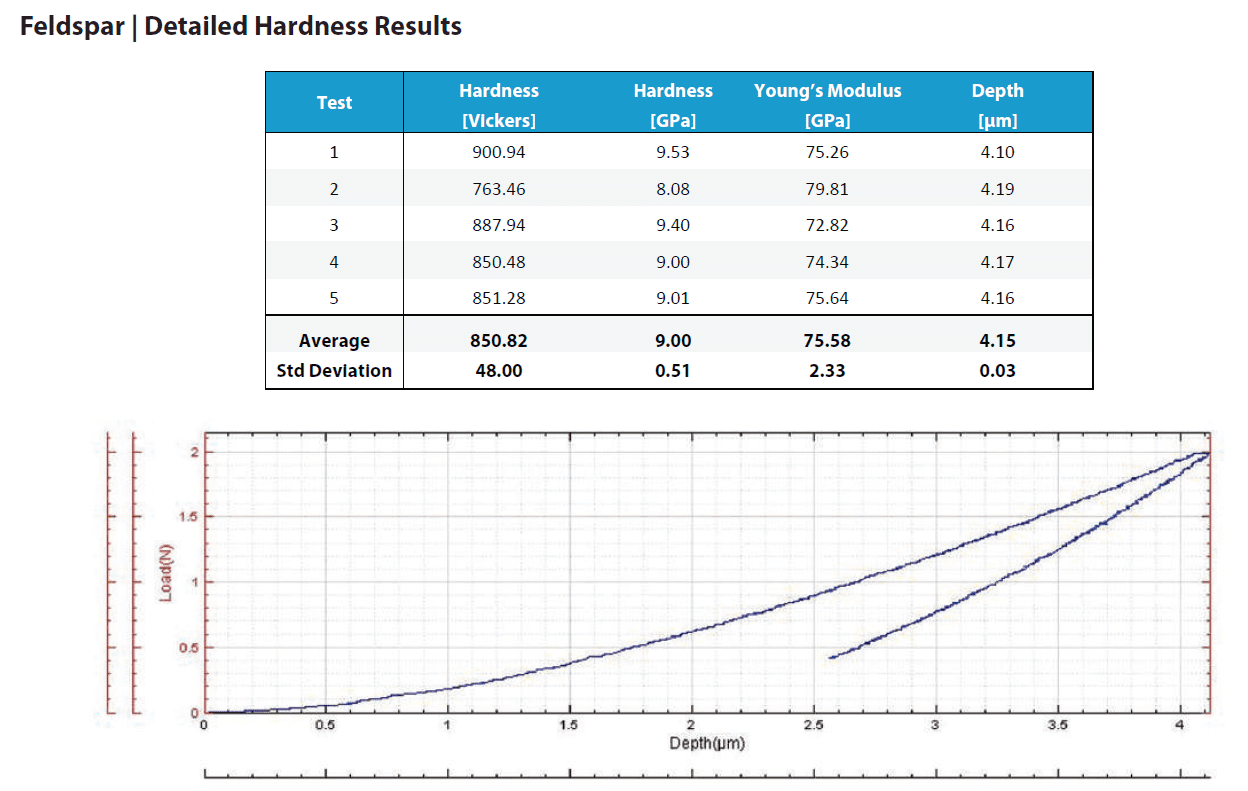
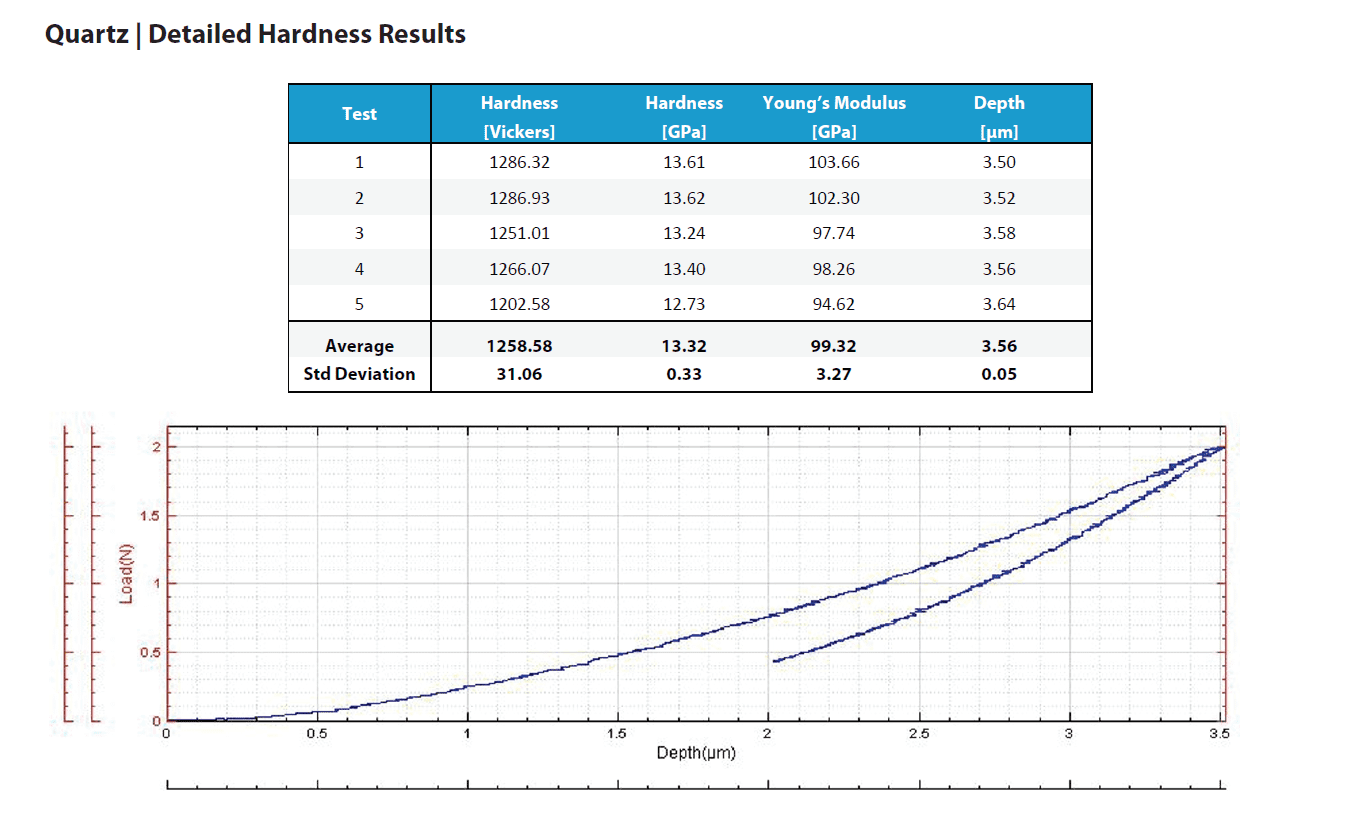
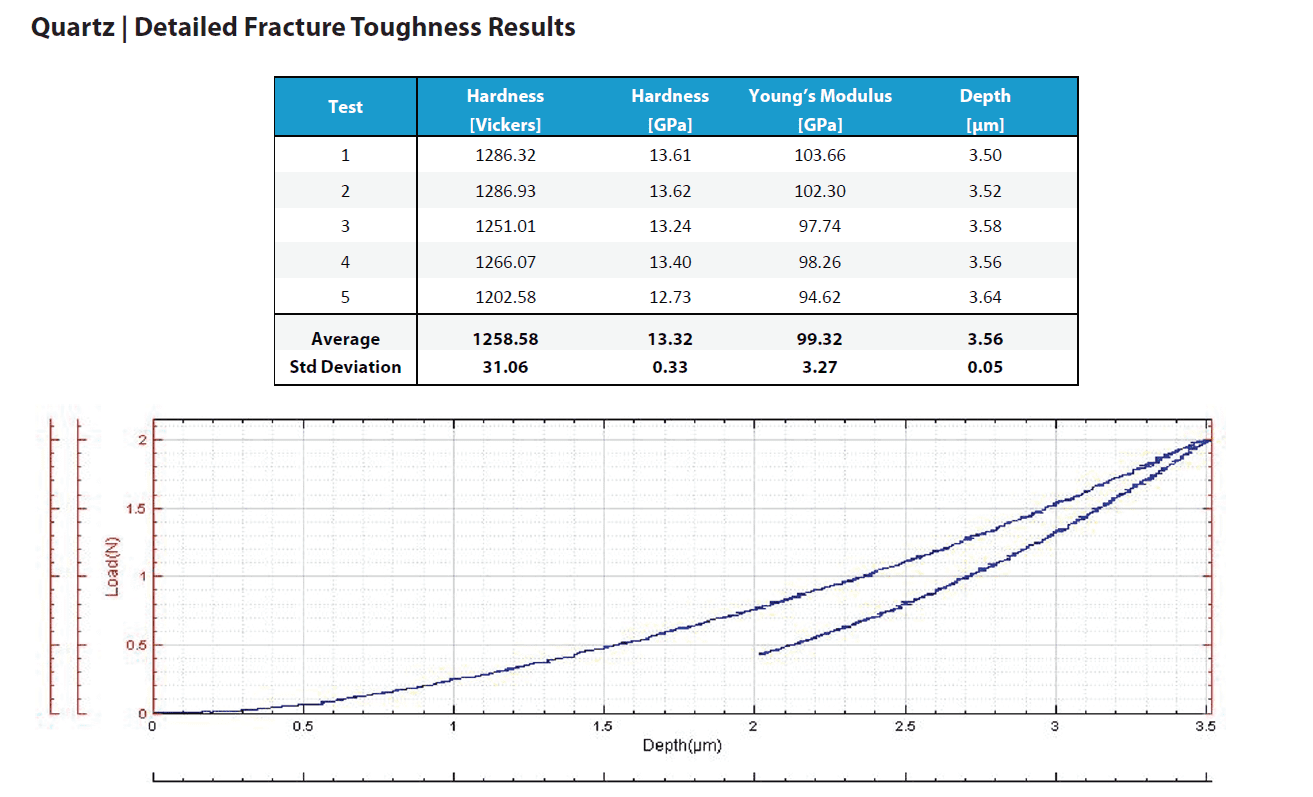
Cette section comprend un tableau récapitulatif qui compare les principaux résultats numériques pour les différents échantillons, suivi des listes de résultats complets, incluant chaque indentation réalisée, accompagnée de micrographies de l'indentation, lorsqu'elles sont disponibles. Ces résultats complets présentent les valeurs mesurées de la dureté et du module d'Young ainsi que la profondeur de pénétration (Δd) avec leurs moyennes et leurs écarts types. Il faut considérer que de grandes variations dans les résultats peuvent se produire dans le cas où la rugosité de surface est dans la même gamme de taille que l'indentation.
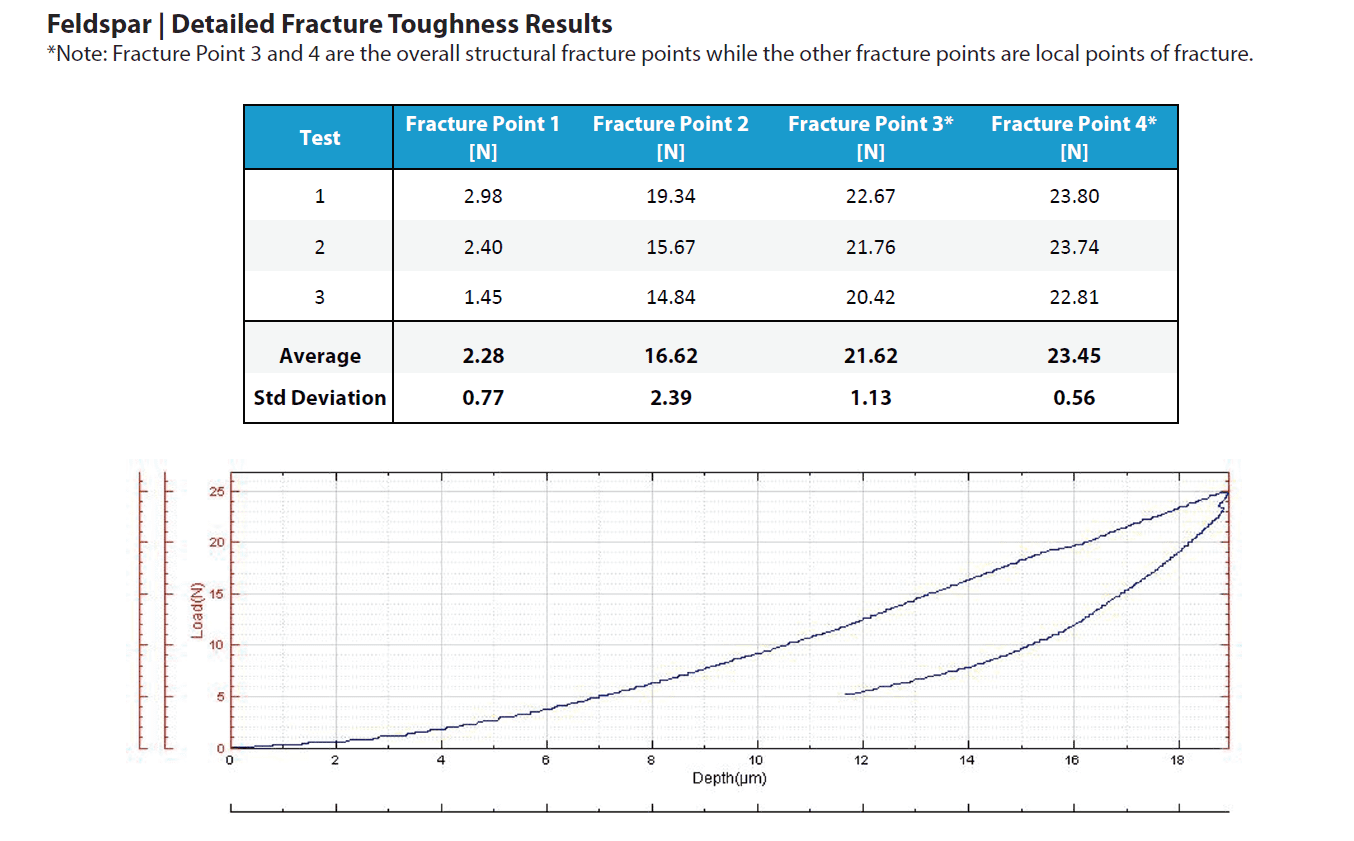
Tableau récapitulatif des principaux résultats numériques pour la dureté et la résistance à la rupture

CONCLUSION

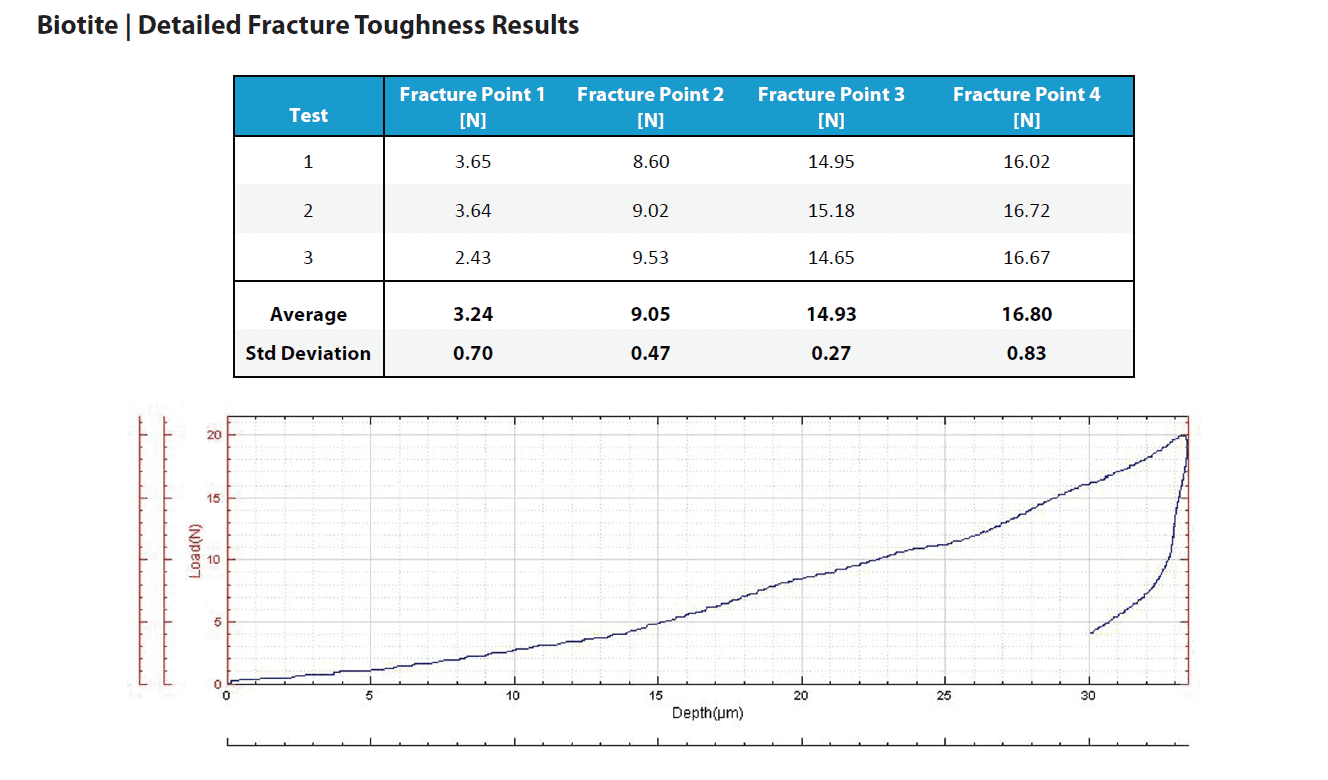
Le testeur mécanique Nanovea démontre la reproductibilité et la précision des résultats d'indentation sur la surface dure d'une roche minérale. La dureté et le module de Young de chaque matériau constituant le granit ont été mesurés directement à partir des courbes de profondeur en fonction de la charge. La surface rugueuse a nécessité des essais à des charges plus élevées qui ont pu provoquer des microfissures. La microfissuration expliquerait certaines des variations observées dans les mesures. Les fissures n'étaient pas perceptibles par une observation microscopique standard en raison de la surface rugueuse de l'échantillon. Par conséquent, il n'est pas possible de calculer les chiffres traditionnels de ténacité à la rupture qui nécessitent des mesures de la longueur des fissures. Au lieu de cela, nous avons utilisé le système pour détecter l'initiation des fissures à travers les dislocations dans les courbes de profondeur par rapport à la charge tout en augmentant les charges.
Les charges de seuil de rupture ont été rapportées aux charges où les défaillances se sont produites. Contrairement aux essais traditionnels de ténacité à la rupture qui mesurent simplement la longueur de la fissure, on obtient une charge à laquelle la rupture seuil commence. De plus, l'environnement contrôlé et étroitement surveillé permet de mesurer la dureté afin de l'utiliser comme valeur quantitative pour comparer divers échantillons.

Contrôle de la rugosité en ligne
Les défauts de surface proviennent du traitement des matériaux et de la fabrication des produits. L'inspection de la qualité des surfaces en ligne garantit le contrôle qualité le plus strict des produits finaux. La Nanovéa Profilomètres 3D sans contact utilise la technologie confocale chromatique avec une capacité unique pour déterminer la rugosité d'un échantillon sans contact. Plusieurs capteurs profileurs peuvent être installés pour surveiller simultanément la rugosité et la texture de différentes zones du produit. Le seuil de rugosité calculé en temps réel par le logiciel d’analyse constitue un outil réussite/échec rapide et fiable.
OBJECTIF DE MESURE
Dans cette étude, le système de convoyeur d'inspection de la rugosité Nanovea équipé d'un capteur ponctuel est utilisé pour inspecter la rugosité de surface des échantillons d'acrylique et de papier de verre. Nous démontrons la capacité du profilomètre sans contact Nanovea à fournir une inspection rapide et fiable de la rugosité en ligne sur une ligne de production en temps réel.

RÉSULTATS ET DISCUSSION
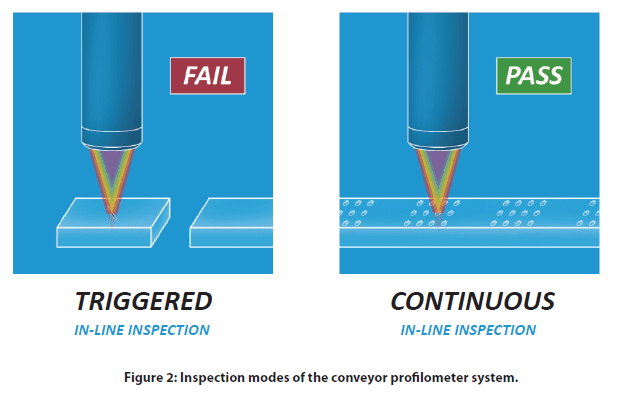
Le système de profilomètre à convoyeur peut fonctionner en deux modes, à savoir le mode déclenchement et le mode continu. Comme l'illustre la figure 2, la rugosité de surface des échantillons est mesurée lorsqu'ils passent sous les têtes de profilage optiques en mode Trigger. En comparaison, le mode continu permet de mesurer en continu la rugosité de la surface d'un échantillon continu, tel qu'une feuille de métal ou un tissu. Plusieurs capteurs de profileurs optiques peuvent être installés pour surveiller et enregistrer la rugosité de différentes zones de l'échantillon.
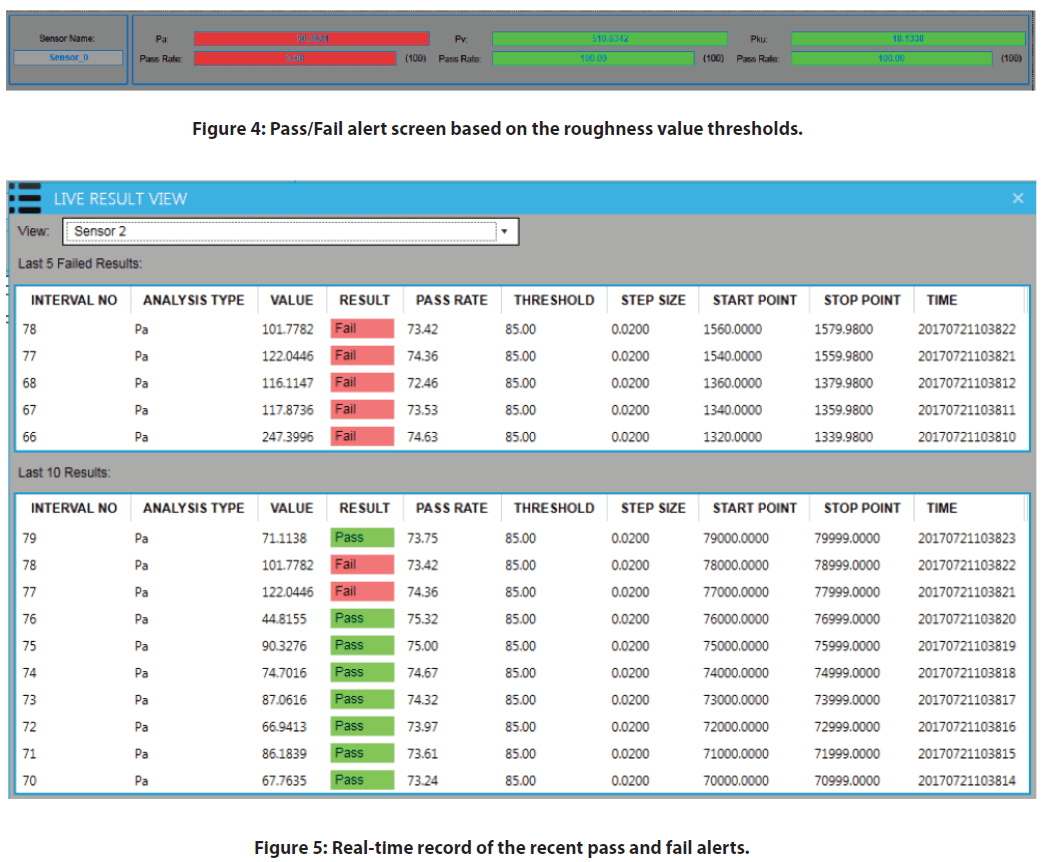
Pendant la mesure d'inspection de la rugosité en temps réel, les alertes de réussite et d'échec s'affichent sur les fenêtres du logiciel, comme le montrent la Figure 4 et la Figure 5. Lorsque la valeur de la rugosité se situe dans les limites des seuils fixés, la rugosité mesurée est mise en évidence en vert. Cependant, la surbrillance devient rouge lorsque la rugosité de surface mesurée est en dehors de la plage des valeurs seuils définies. L'utilisateur dispose ainsi d'un outil lui permettant de déterminer la qualité de la finition de surface d'un produit.
Dans les sections suivantes, deux types d'échantillons, par exemple de l'acrylique et du papier de verre, sont utilisés pour démontrer les modes de déclenchement et continu du système d'inspection.


Mode de déclenchement : Inspection de la surface de l'échantillon d'acrylique
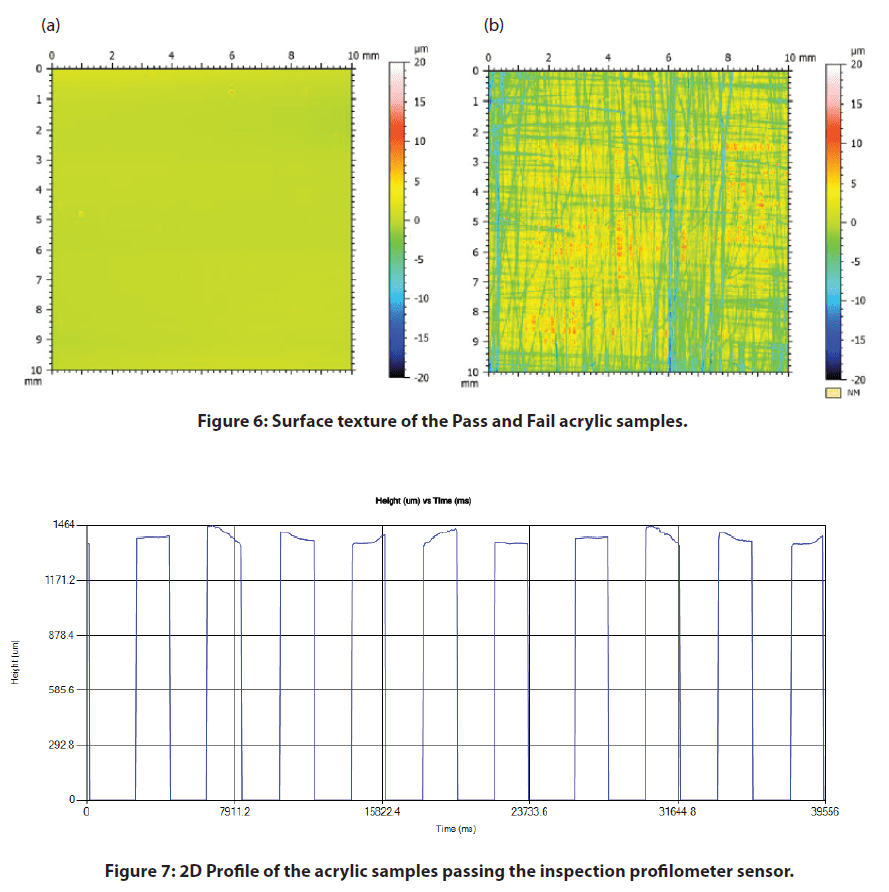
Une série d'échantillons d'acrylique sont alignés sur la bande transporteuse et se déplacent sous la tête du profileur optique, comme le montre la figure 1. La vue en fausses couleurs de la figure 6 montre le changement de la hauteur de la surface. Certains des échantillons d'acrylique finis en miroir ont été poncés pour créer une texture de surface rugueuse, comme le montre la figure 6b.
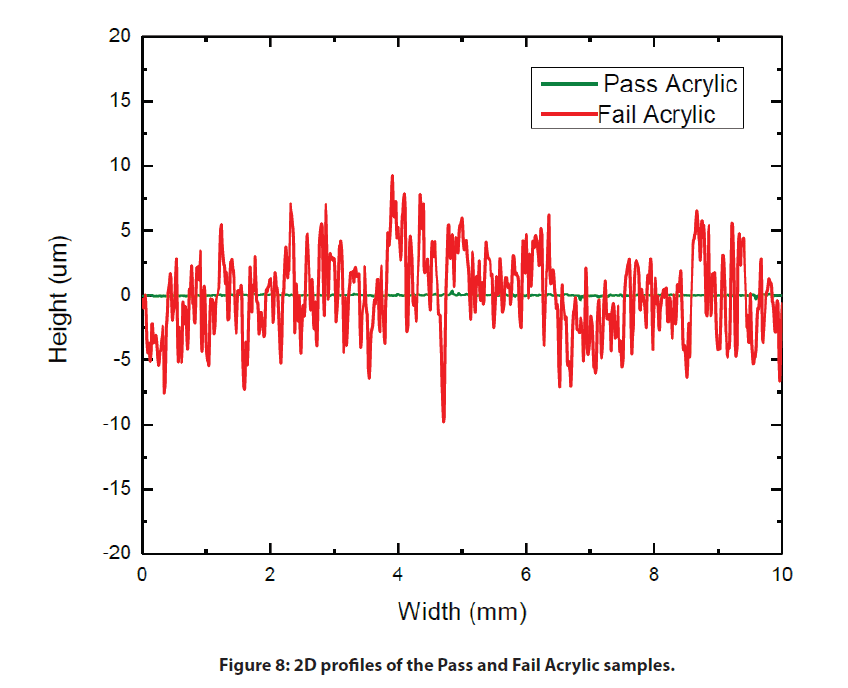
Lorsque les échantillons d'acrylique se déplacent à une vitesse constante sous la tête du profileur optique, le profil de la surface est mesuré, comme le montrent les Figure 7 et Figure 8. La valeur de rugosité du profil mesuré est calculée en même temps et comparée aux valeurs seuils. L'alerte rouge est déclenchée lorsque la valeur de rugosité est supérieure au seuil fixé, ce qui permet aux utilisateurs de détecter et de localiser immédiatement le produit défectueux sur la ligne de production.
Mode continu : Inspection de la surface de l'échantillon de papier de verre
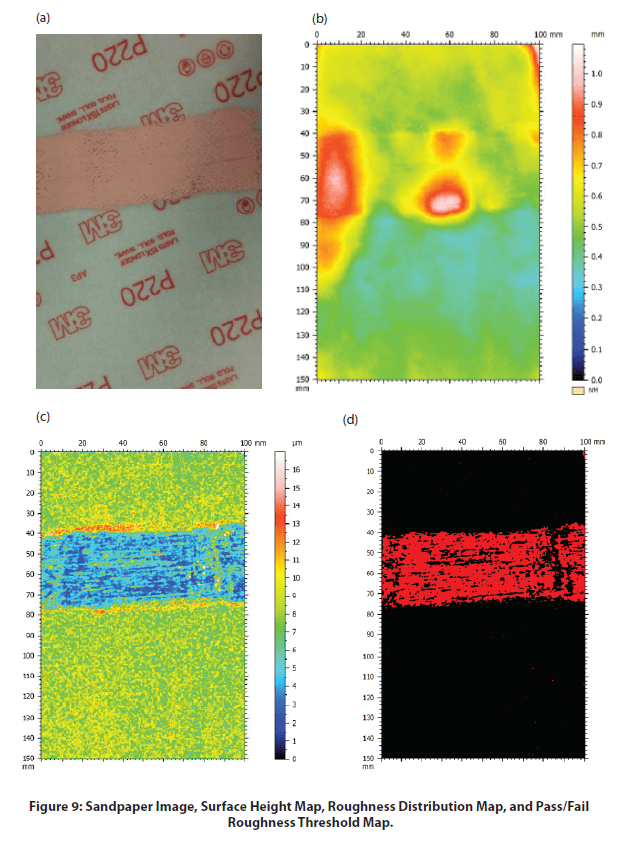
Carte de hauteur de surface, carte de distribution de la rugosité et carte de seuil de rugosité Pass / Fail de la surface de l'échantillon de papier de verre, comme le montre la figure 9. L'échantillon de papier de verre présente quelques pics plus élevés dans la partie utilisée, comme le montre la carte de hauteur de surface. Les différentes couleurs de la palette de la figure 9C représentent la valeur de rugosité de la surface locale. La carte de rugosité montre une rugosité homogène dans la zone intacte de l'échantillon de papier de verre, tandis que la zone utilisée est surlignée en bleu foncé, indiquant la valeur de rugosité réduite dans cette région. Un seuil de rugosité Pass/Fail peut être défini pour localiser ces régions, comme le montre la figure 9D.
Lorsque le papier de verre passe en continu sous le capteur du profileur en ligne, la valeur de la rugosité locale en temps réel est calculée et enregistrée, comme le montre la figure 10. Les alertes de réussite/échec sont affichées sur l'écran du logiciel en fonction des valeurs seuils de rugosité définies, ce qui constitue un outil rapide et fiable pour le contrôle de la qualité. La qualité de la surface du produit dans la ligne de production est inspectée in situ pour découvrir à temps les zones défectueuses.

CONCLUSION
Dans cette application, nous avons montré que le profilomètre de convoyeur Nanovea équipé d'un capteur de profilage optique sans contact fonctionne comme un outil fiable de contrôle de la qualité en ligne de manière efficace et efficiente.
Le système d'inspection peut être installé sur la ligne de production pour contrôler la qualité de surface des produits sur place. Le seuil de rugosité est un critère fiable pour déterminer la qualité de la surface des produits, ce qui permet aux utilisateurs de détecter à temps les produits défectueux. Deux modes d'inspection, à savoir le mode de déclenchement et le mode continu, sont prévus pour répondre aux besoins d'inspection de différents types de produits.
Les données présentées ici ne représentent qu'une partie des calculs disponibles dans le logiciel d'analyse. Les profilomètres Nanovea mesurent pratiquement n'importe quelle surface dans des domaines tels que les semi-conducteurs, la microélectronique, le solaire, les fibres, l'optique, l'automobile, l'aérospatiale, la métallurgie, l'usinage, les revêtements, la pharmacie, le biomédical, l'environnement et bien d'autres.

Essai d'usure du bloc sur la bague
IMPORTANCE DE L'ÉVALUATION DE L'USURE DU BLOC SUR LA BAGUE
L'usure par glissement est la perte progressive de matière qui résulte du glissement de deux matériaux l'un contre l'autre au niveau de la zone de contact sous charge. Elle se produit inévitablement dans une grande variété d'industries où des machines et des moteurs sont en fonctionnement, notamment dans l'automobile, l'aérospatiale, le pétrole et le gaz et bien d'autres encore. Ce mouvement de glissement provoque une usure mécanique importante et un transfert de matière à la surface, ce qui peut entraîner une réduction de l'efficacité de la production, des performances de la machine ou même des dommages à la machine.
L'usure par glissement implique souvent des mécanismes d'usure complexes se produisant au niveau de la surface de contact, tels que l'usure par adhérence, l'abrasion à deux corps, l'abrasion à trois corps et l'usure par fatigue. Le comportement à l'usure des matériaux est fortement influencé par l'environnement de travail, comme la charge normale, la vitesse, la corrosion et la lubrification. Un polyvalent tribomètre capable de simuler différentes conditions de travail réalistes sera idéal pour l’évaluation de l’usure.
Le test Block-on-Ring (ASTM G77) est une technique largement utilisée qui évalue les comportements d'usure par glissement des matériaux dans différentes conditions simulées et permet un classement fiable des couples de matériaux pour des applications tribologiques spécifiques.
Le test Block-on-Ring (ASTM G77) est une technique largement utilisée qui évalue les comportements d'usure par glissement des matériaux dans différentes conditions simulées et permet un classement fiable des couples de matériaux pour des applications tribologiques spécifiques.
OBJECTIF DE MESURE
Dans cette application, le testeur mécanique de Nanovea mesure l'YS et l'UTS d'échantillons d'acier inoxydable SS304 et d'alliage métallique d'aluminium Al6061. Les échantillons ont été choisis pour leurs valeurs YS et UTS communément reconnues, montrant la fiabilité des méthodes d'indentation de Nanovea.
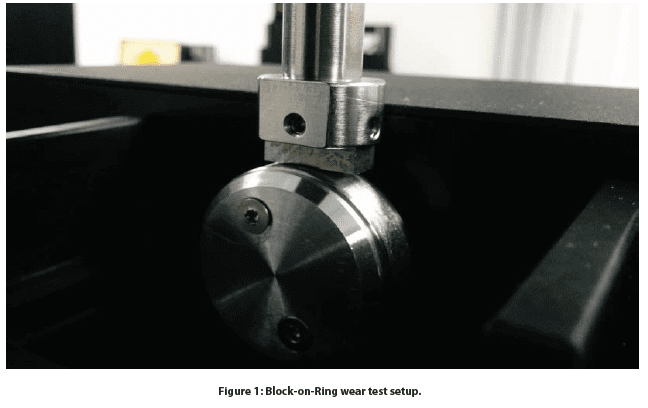
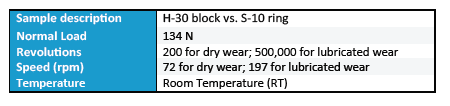
Le comportement à l'usure par glissement d'un bloc H-30 sur un anneau S-10 a été évalué par le tribomètre de Nanovea utilisant le module Block-on-Ring. Le bloc H-30 est fabriqué en acier à outils 01 d'une dureté de 30HRC, tandis que l'anneau S-10 est en acier de type 4620 d'une dureté de surface de 58 à 63 HRC et d'un diamètre d'anneau d'environ 34,98 mm. Des tests Block-on-Ring ont été effectués dans des environnements secs et lubrifiés pour étudier l'effet sur le comportement à l'usure. Des tests de lubrification ont été effectués avec de l'huile minérale lourde USP. La trace d'usure a été examinée à l'aide du système Nanovea Profilomètre 3D sans contact. Les paramètres de test sont résumés dans le tableau 1. Le taux d'usure (K) a été évalué à l'aide de la formule K = V/(F × s), où V est le volume usé, F est la charge normale et s est la distance de glissement.
RÉSULTATS ET DISCUSSION
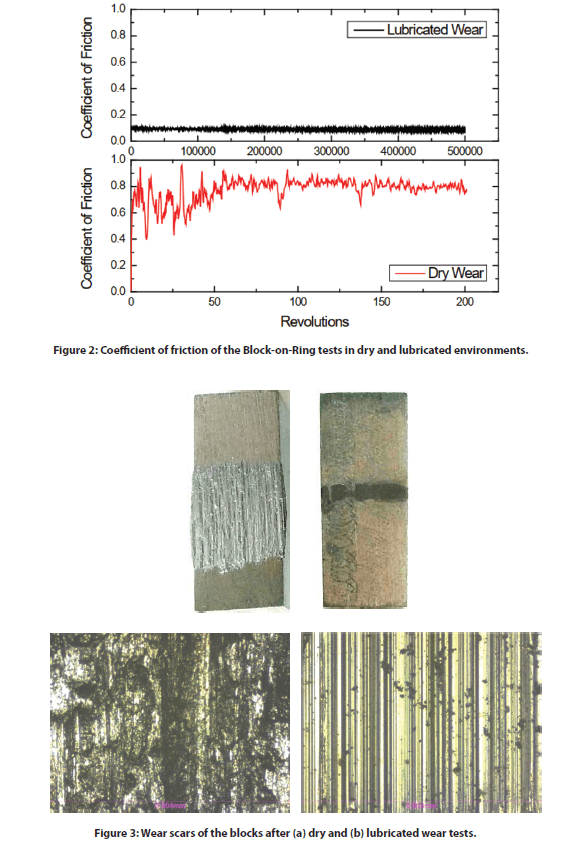
La figure 2 compare le coefficient de frottement (COF) des tests Block-on-Ring dans des environnements secs et lubrifiés. Le bloc présente nettement plus de friction dans un environnement sec que dans un environnement lubrifié. COF
fluctue pendant la période de rodage au cours des 50 premiers tours et atteint un COF constant d'environ 0,8 pour le reste de l'essai d'usure de 200 tours. En comparaison, le test Block-on-Ring effectué dans le cadre de la lubrification à l'huile minérale lourde USP présente un faible COF constant de 0,09 tout au long du test d'usure de 500 000 tours. Le lubrifiant réduit considérablement le COF entre les surfaces d'environ 90 fois.
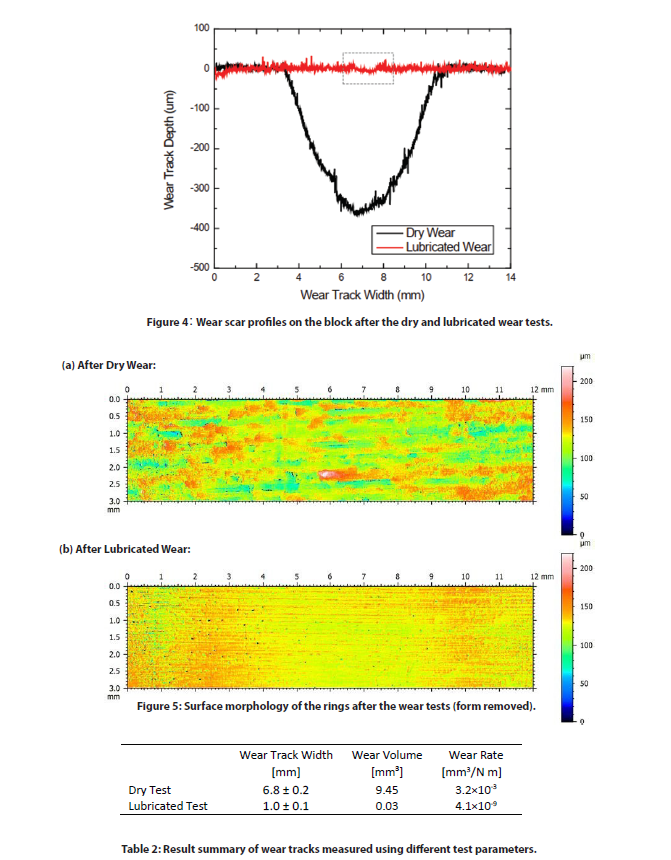
Les figures 3 et 4 montrent les images optiques et les profils 2D en coupe transversale des traces d'usure sur les blocs après les essais d'usure à sec et lubrifiés. Les volumes des traces d'usure et les taux d'usure sont indiqués dans le tableau 2. Le bloc d'acier après l'essai d'usure à sec à une vitesse de rotation inférieure de 72 tr/min pendant 200 tours présente un grand volume de cicatrices d'usure de 9,45 mm˙. En comparaison, l'essai d'usure réalisé à une vitesse plus élevée de 197 rpm pour 500 000 révolutions dans le lubrifiant à base d'huile minérale crée un volume de traces d'usure sensiblement plus petit de 0,03 mm˙.
Les images de la ÿgure 3 montrent qu'une usure sévère a lieu pendant les tests dans les conditions sèches par rapport à l'usure légère du test d'usure lubrifié. La chaleur élevée et les vibrations intenses générées pendant le test d'usure à sec favorisent l'oxydation des débris métalliques, ce qui entraîne une abrasion sévère des trois corps. Dans l'essai lubrifié, l'huile minérale réduit la friction et refroidit la face de contact tout en transportant les débris abrasifs créés par l'usure. Cela conduit à une réduction signiÿcative du taux d'usure par un facteur de ~8×10ˆ. Une telle di˛erence substantielle dans la résistance à l'usure dans des environnements di˛erents montre l'importance d'une simulation appropriée de l'usure par glissement dans des conditions de service réalistes.
Le comportement de l'usure peut changer radicalement lorsque de petits changements sont introduits dans les conditions d'essai. La polyvalence du tribomètre de Nanovea permet de mesurer l'usure dans des conditions de haute température, de lubrification et de tribocorrosion. Le contrôle précis de la vitesse et de la position par le moteur avancé permet d'effectuer des tests d'usure à des vitesses allant de 0,001 à 5000 tr/min, ce qui en fait un outil idéal pour les laboratoires de recherche/essai pour étudier l'usure dans des conditions tribologiques di˛erentes.
L'état de surface des échantillons a été examiné par le proÿlomètre optique sans contact de Nanovea. La figure 5 montre la morphologie de la surface des anneaux après les tests d'usure. La forme cylindrique est enlevée pour mieux présenter la morphologie de la surface et la rugosité créée par le processus d'usure par glissement. Une rugosité de surface significative a eu lieu en raison du processus d'abrasion à trois corps pendant l'essai d'usure à sec de 200 tours. Le bloc et la bague après l'essai d'usure à sec présentent une rugosité Ra de 14,1 et 18,1 µm, respectivement, contre 5,7 et 9,1 µm pour l'essai d'usure lubrifié à long terme de 500 000 tours à une vitesse plus élevée. Ce test démontre l'importance d'une lubrification correcte du contact entre le piston et le cylindre. Une usure importante endommage rapidement la surface de contact sans lubrification et entraîne une détérioration irréversible de la qualité de service, voire la casse du moteur.
CONCLUSION
Dans cette étude, nous montrons comment le tribomètre de Nanovea est utilisé pour évaluer le comportement à l'usure par glissement d'un couple acier-métal à l'aide du module Block-on-Ring conforme à la norme ASTM G77. Le lubrifiant joue un rôle essentiel dans les propriétés d’usure du couple de matériaux. L'huile minérale réduit le taux d'usure du bloc H-30 d'un facteur d'environ 8 × 10 et le COF d'environ 90 fois. La polyvalence du tribomètre de Nanovea en fait un outil idéal pour mesurer le comportement à l'usure dans diverses conditions de lubrification, de température élevée et de tribocorrosion.
Le tribomètre de Nanovea propose des tests d'usure et de friction précis et reproductibles en utilisant les modes rotatif et linéaire conformes aux normes ISO et ASTM, avec des modules optionnels d'usure à haute température, de lubrification et de tribocorrosion disponibles dans un système pré-intégré. La gamme inégalée de Nanovea est une solution idéale pour déterminer la gamme complète des propriétés tribologiques des revêtements, films et substrats fins ou épais, souples ou durs.









