GİRİŞ
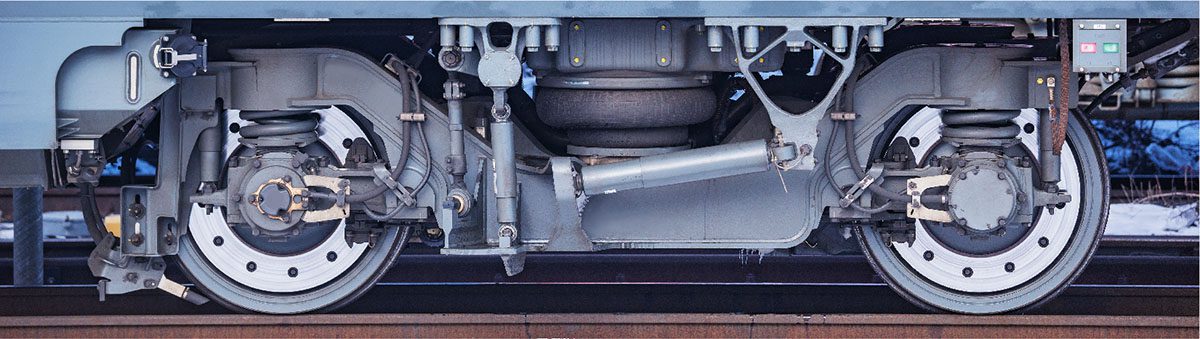
Yaygın olarak Teflon olarak bilinen politetrafloroetilen (PTFE), uygulanan yüklere bağlı olarak son derece düşük sürtünme katsayısına (COF) ve mükemmel aşınma direncine sahip bir polimerdir. PTFE, üstün kimyasal inertlik, 327°C (620°F) yüksek erime noktası sergiler ve düşük sıcaklıklarda yüksek mukavemet, tokluk ve kendi kendini yağlamayı korur. PTFE kaplamaların olağanüstü aşınma direnci, onları otomotiv, havacılık, medikal ve özellikle pişirme kapları gibi çok çeşitli endüstriyel uygulamalarda aranır kılar.
PTFE KAPLAMALARININ NİCEL DEĞERLENDİRMESİNİN ÖNEMİ
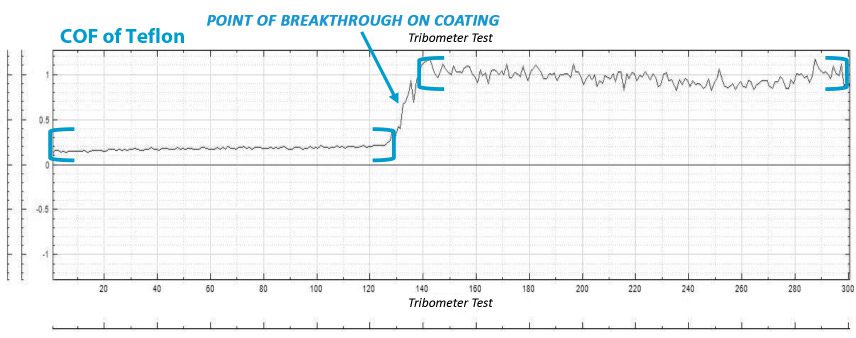
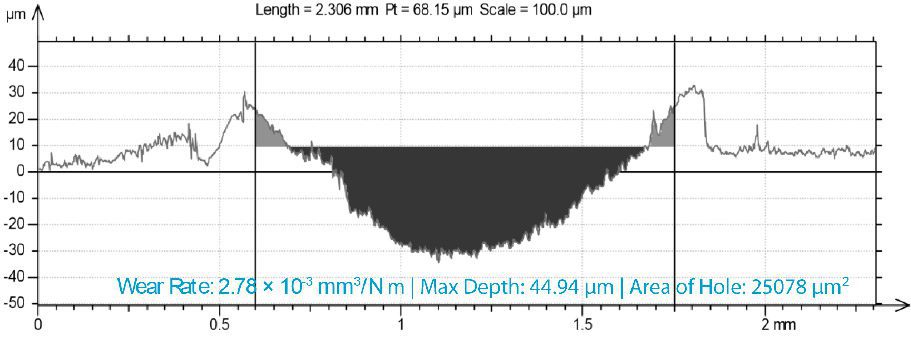
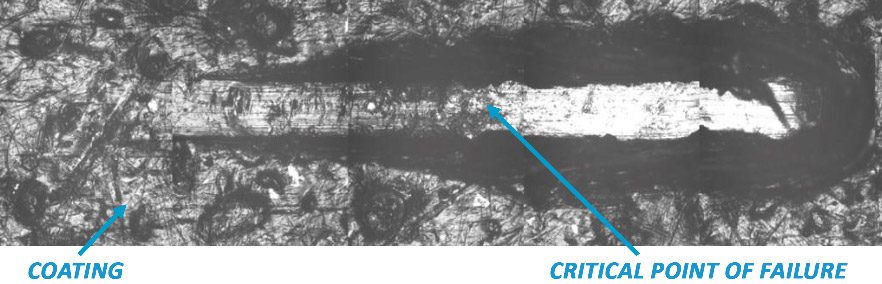
Süper düşük sürtünme katsayısı (COF), mükemmel aşınma direnci ve yüksek sıcaklıklarda istisnai kimyasal eylemsizlik kombinasyonu, PTFE'yi yapışmaz tava kaplamaları için ideal bir seçim haline getirir. Ar-Ge sırasında mekanik süreçlerini daha da geliştirmek ve Kalite Kontrol sürecinde arıza önleme ve güvenlik önlemleri üzerinde optimum kontrol sağlamak için, PTFE kaplamaların tribomekanik süreçlerini değerlendiren güvenilir bir tekniğe sahip olmak çok önemlidir. Kaplamaların yüzey sürtünmesi, aşınması ve yapışması üzerinde hassas kontrol, amaçlanan performanslarını sağlamak için esastır.