Kategori Laboratuvar Testleri

Yüksek Sıcaklıkta Yerinde Aşınma Ölçümü

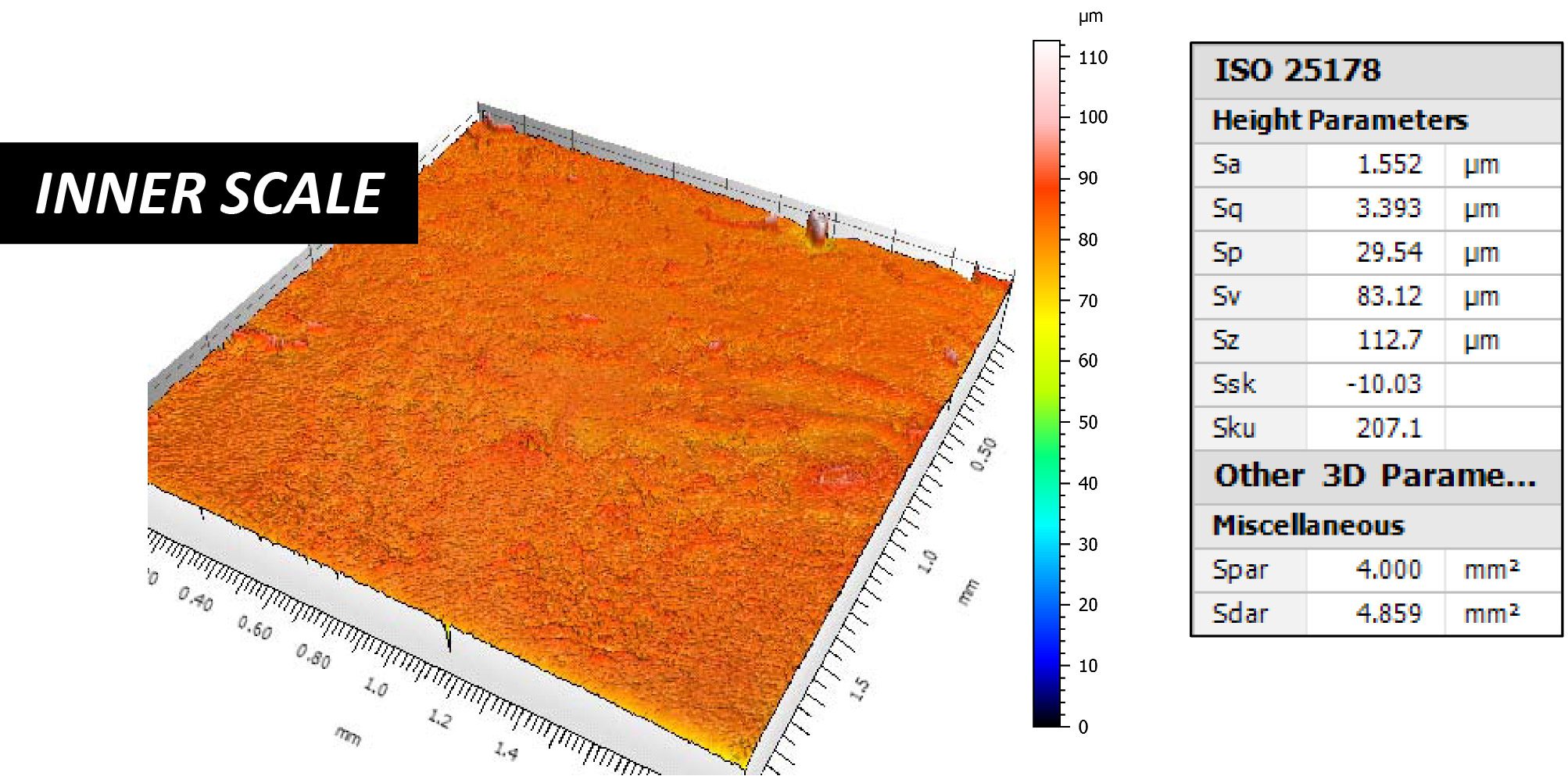
3D Optik Profilleyici Kullanarak Balık Pulu Yüzey Analizi

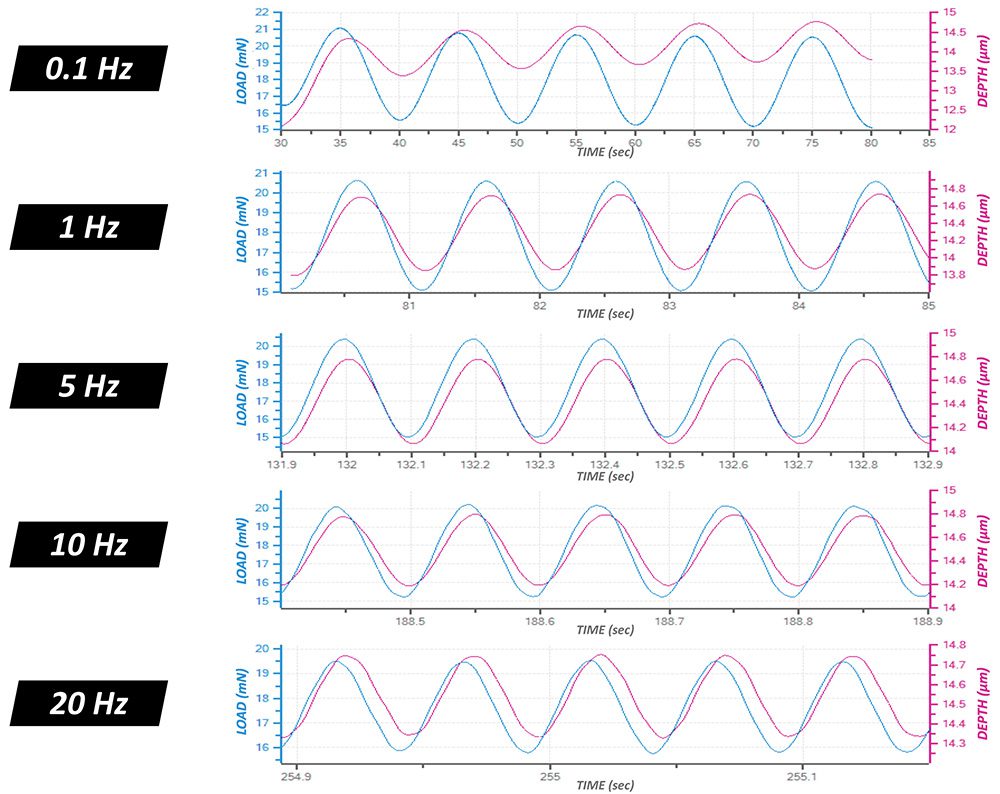
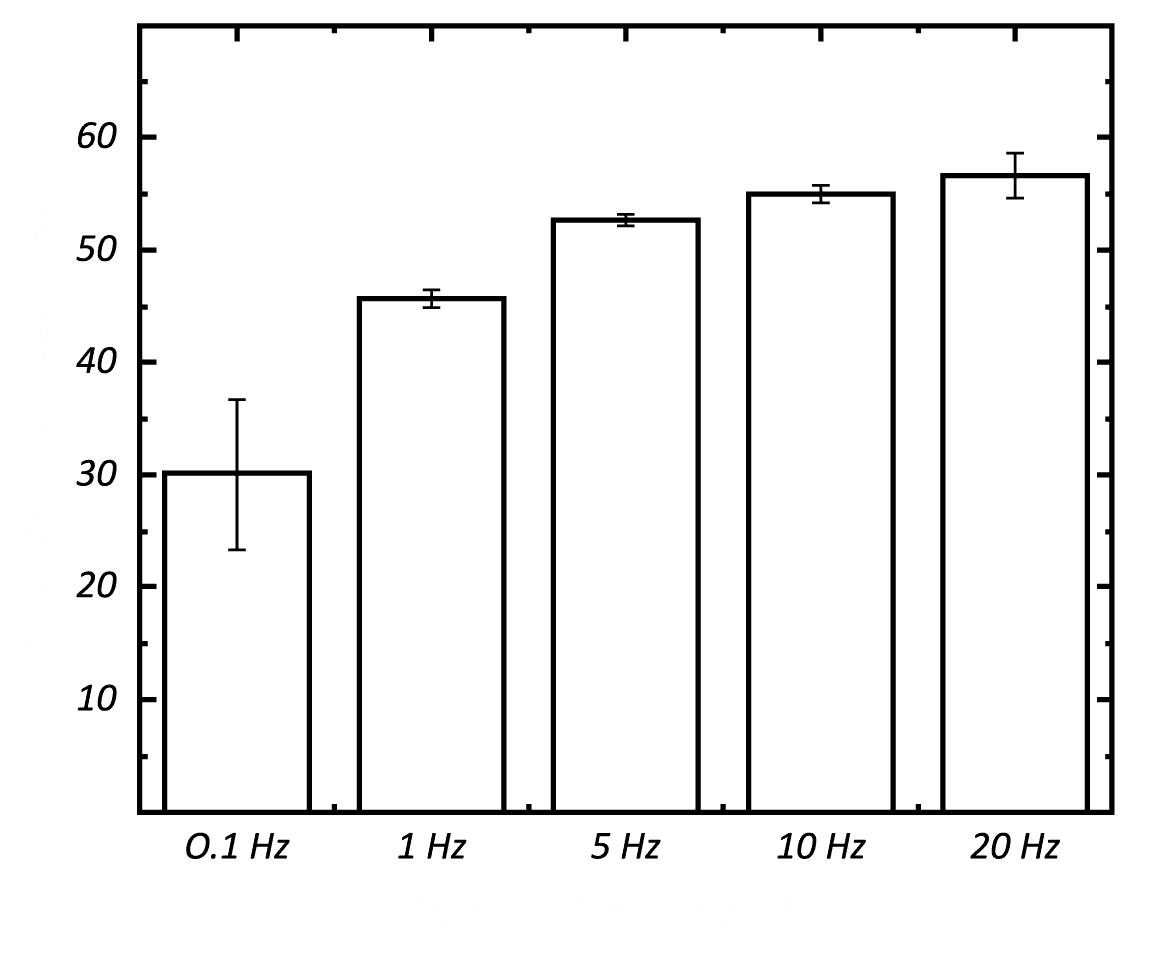
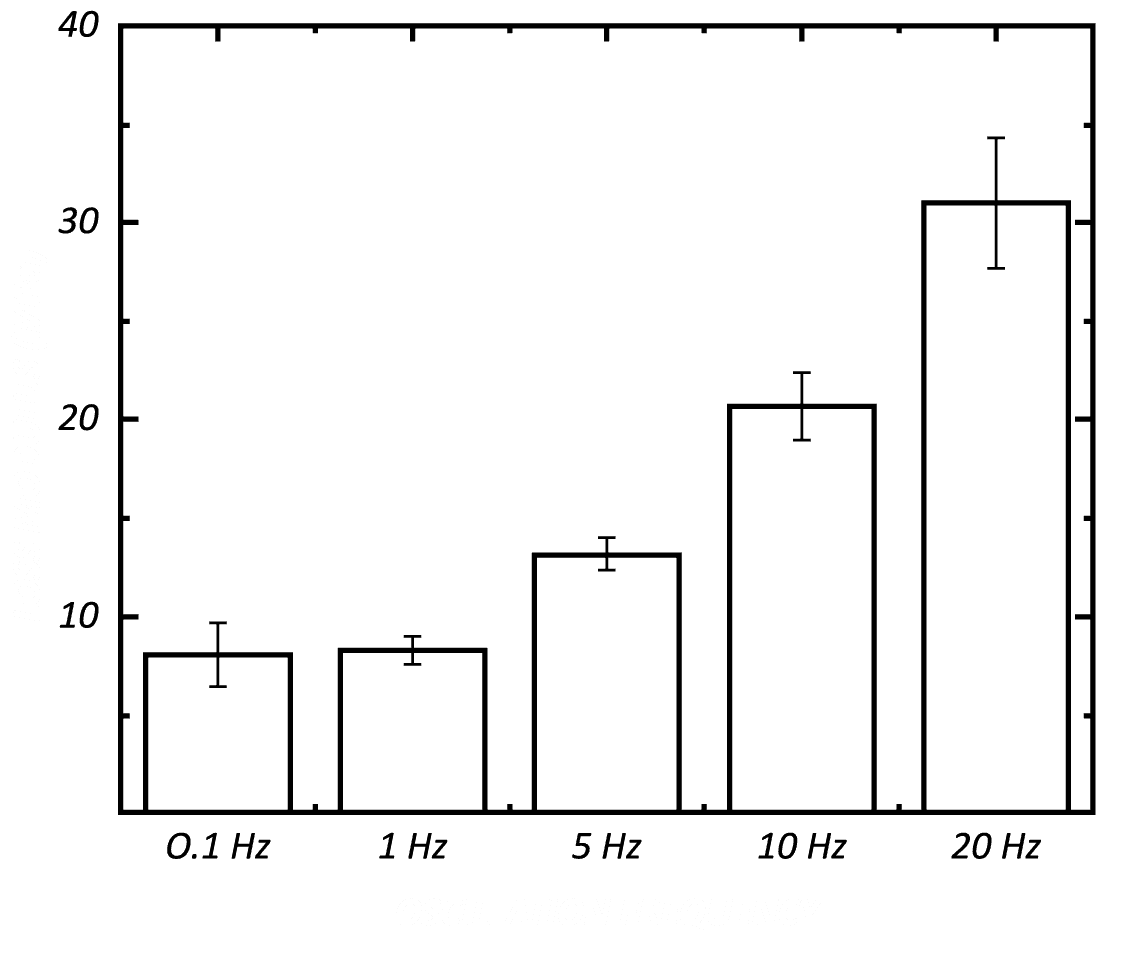
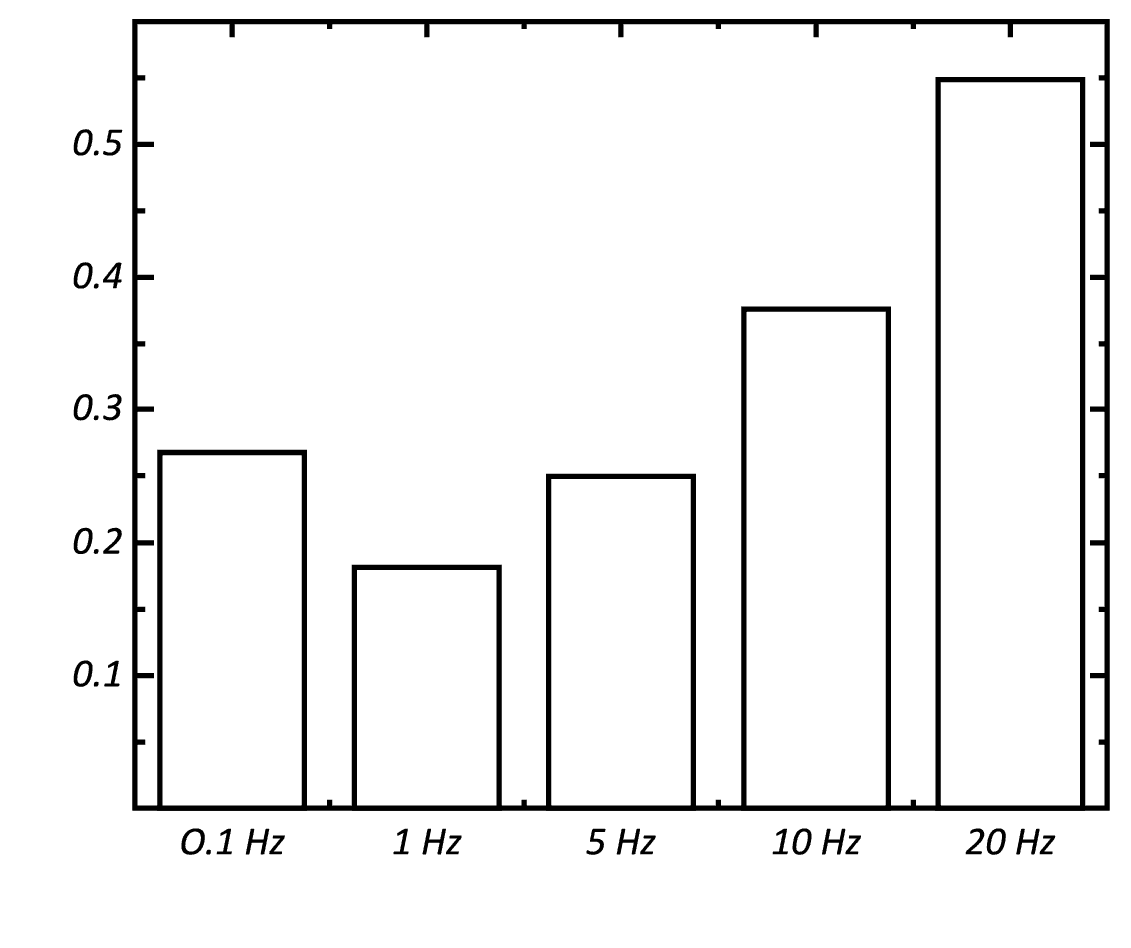
Polimer Üzerinde Dinamik Mekanik Analiz (DMA) Frekans Taraması

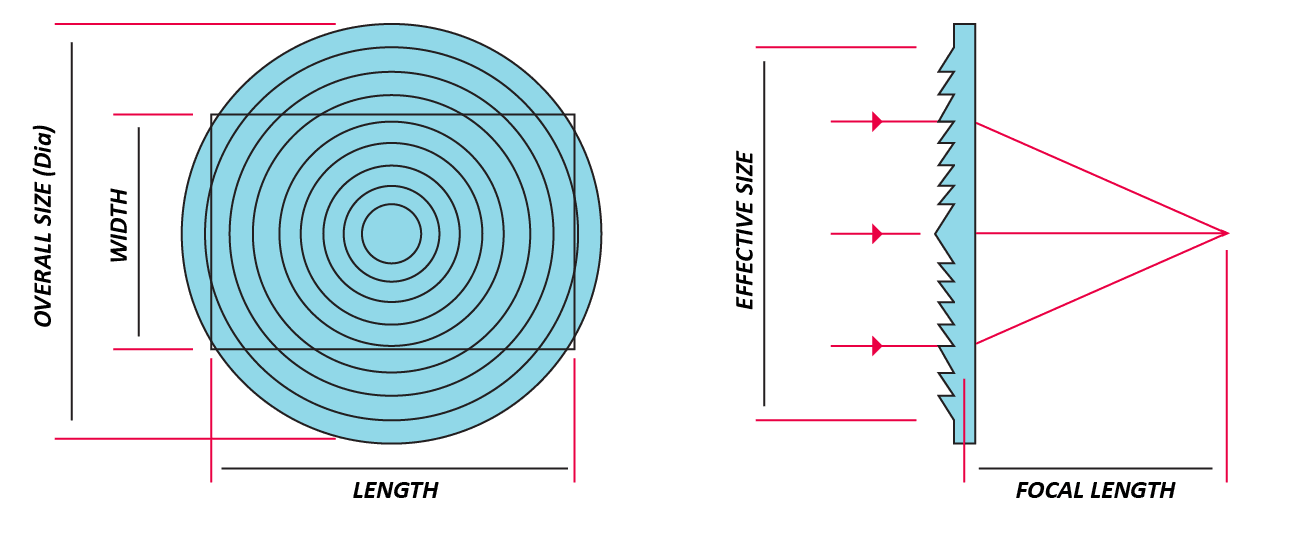
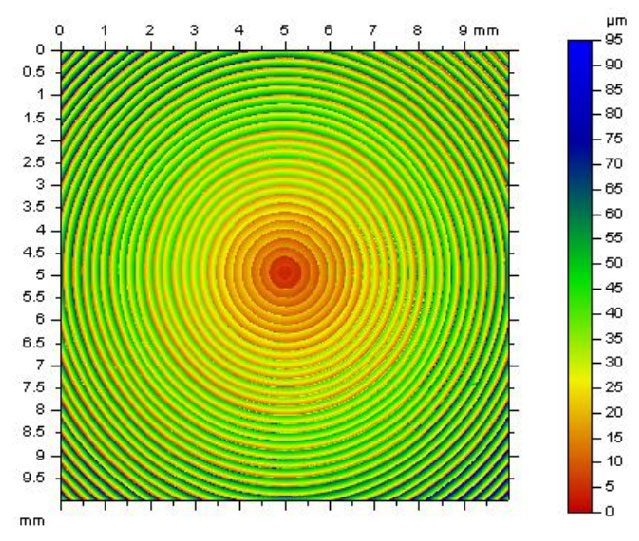
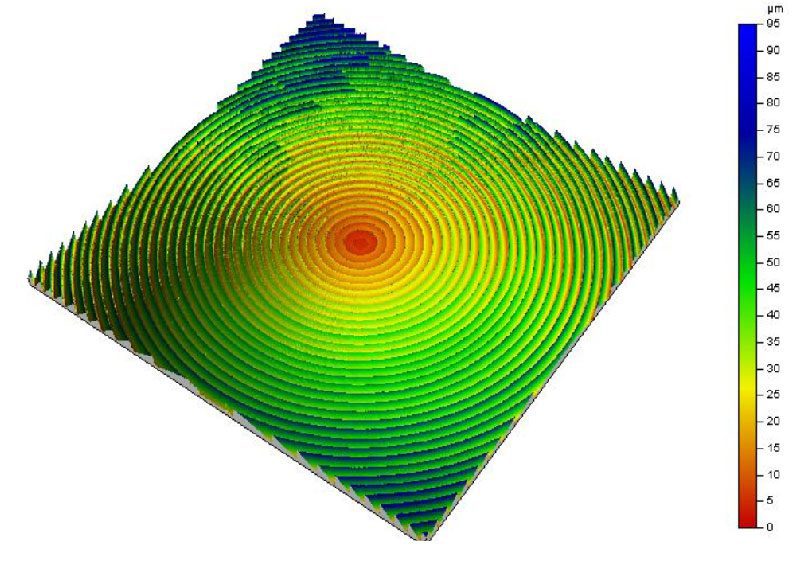
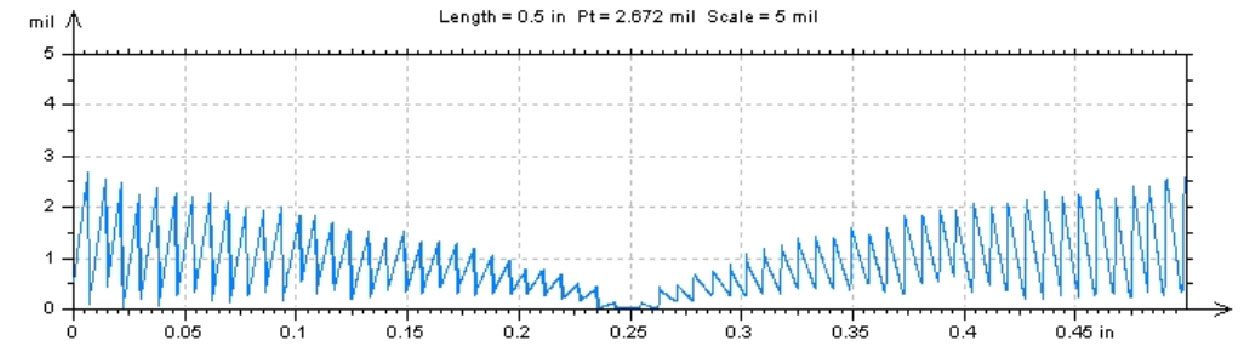
Fresnel Lens Topografyası

İşlenmiş Parçaların Kontrolü

Fretting Aşınma Değerlendirmesi

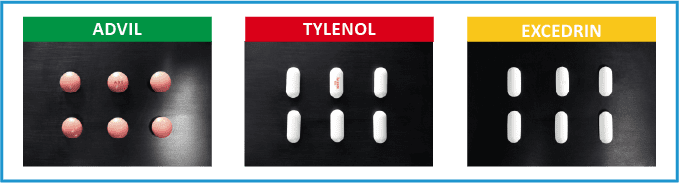
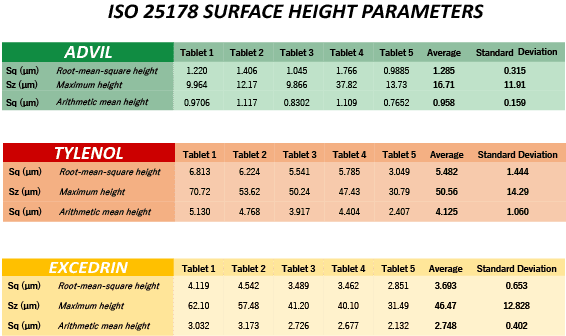
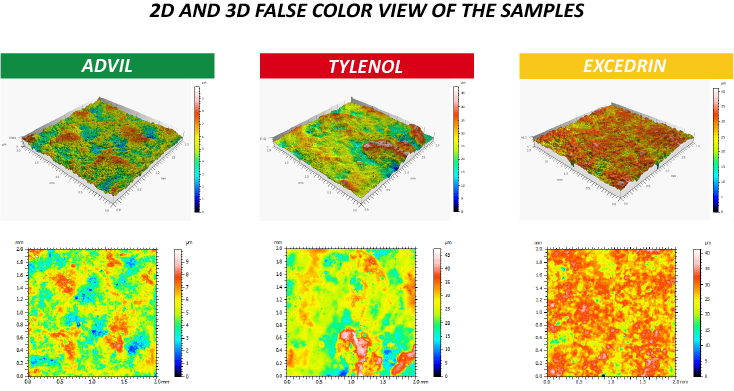
İlaç Tabletleri Yüzey Pürüzlülüğü Kontrolü

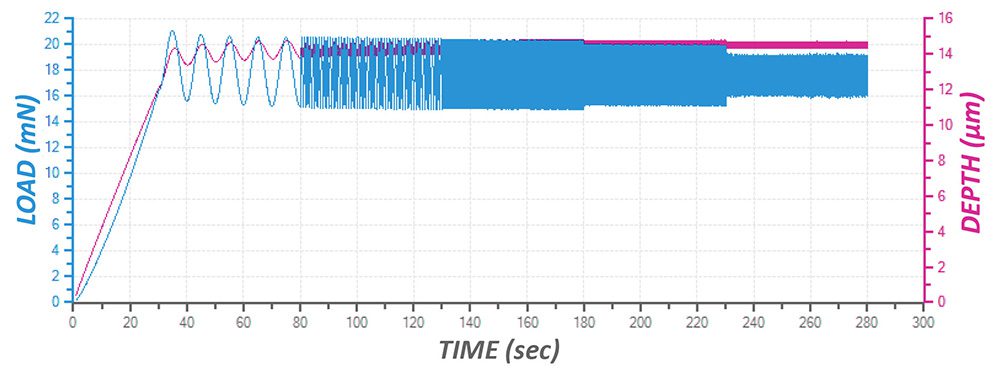
Mikropartiküller: Sıkıştırma Dayanımı ve Mikro İndentasyon

Bilyalı Rulmanlar: Yüksek Kuvvet Aşınma Direnci Çalışması

GİRİŞ
Bilyalı rulman, dönme sürtünmesini azaltmak ve radyal ve eksenel yükleri desteklemek için bilyaları kullanır. Yatak yatakları arasındaki yuvarlanan bilyalar, birbirine karşı kayan iki düz yüzeye kıyasla çok daha düşük sürtünme katsayısı (COF) üretir. Bilyalı rulmanlar sıklıkla yüksek temas gerilimi seviyelerine, aşınmaya ve yüksek sıcaklıklar gibi aşırı çevre koşullarına maruz kalır. Bu nedenle, bilyaların yüksek yükler ve aşırı çevre koşulları altında aşınma direnci, bilyalı rulmanın ömrünü uzatmak, onarım ve değiştirme masraflarını ve süresini azaltmak açısından kritik öneme sahiptir.
Bilyalı rulmanlar, hareketli parçaları içeren neredeyse tüm uygulamalarda bulunabilir. Yaygın olarak havacılık ve otomobil gibi ulaşım endüstrilerinin yanı sıra stres çarkı ve kaykay gibi ürünler üreten oyuncak endüstrisinde de kullanılırlar.
YÜKSEK YÜKLERDE RULMAN AŞINMASININ DEĞERLENDİRİLMESİ
Bilyalı rulmanlar geniş bir malzeme listesinden yapılabilir. Yaygın olarak kullanılan malzemeler, paslanmaz çelik ve krom çelik gibi metaller veya tungsten karbür (WC) ve silikon nitrür (Si3n4) gibi seramikler arasında değişir. Üretilen bilyalı rulmanların, verilen uygulama koşulları için ideal aşınma direncine sahip olmasını sağlamak için, yüksek yükler altında güvenilir tribolojik değerlendirmeler gereklidir. Tribolojik testler, hedeflenen uygulama için en iyi adayı seçmek amacıyla farklı bilyalı rulmanların aşınma davranışlarının kontrollü ve izlenen bir şekilde ölçülmesine ve karşılaştırılmasına yardımcı olur.
ÖLÇÜM HEDEFI
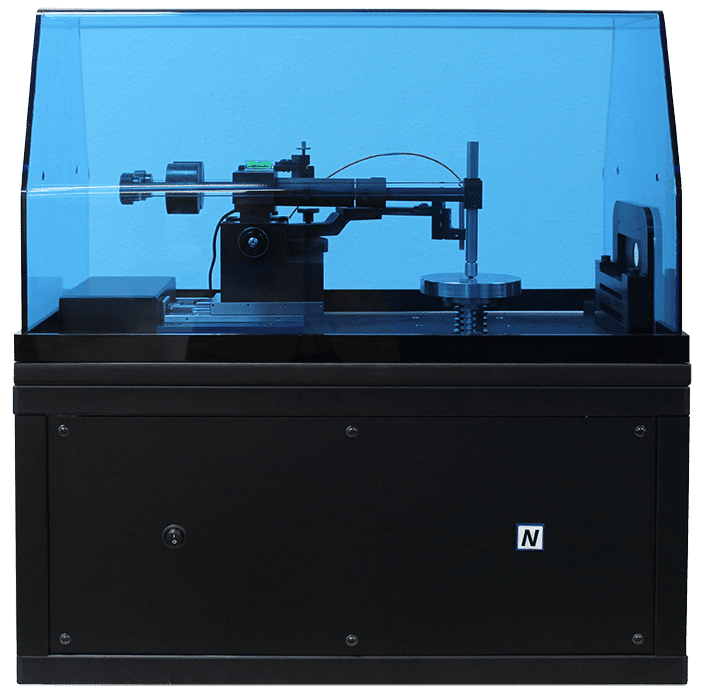
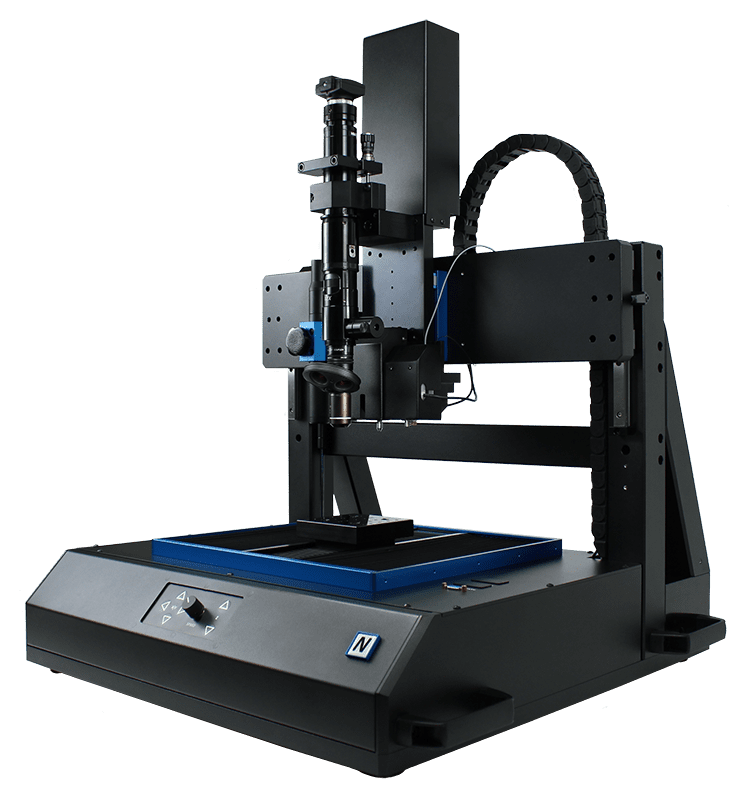
Bu çalışmada bir Nanovea sergiliyoruz Tribometre Farklı bilyalı rulmanların yüksek yükler altında aşınma direncini karşılaştırmak için ideal bir araç olarak.
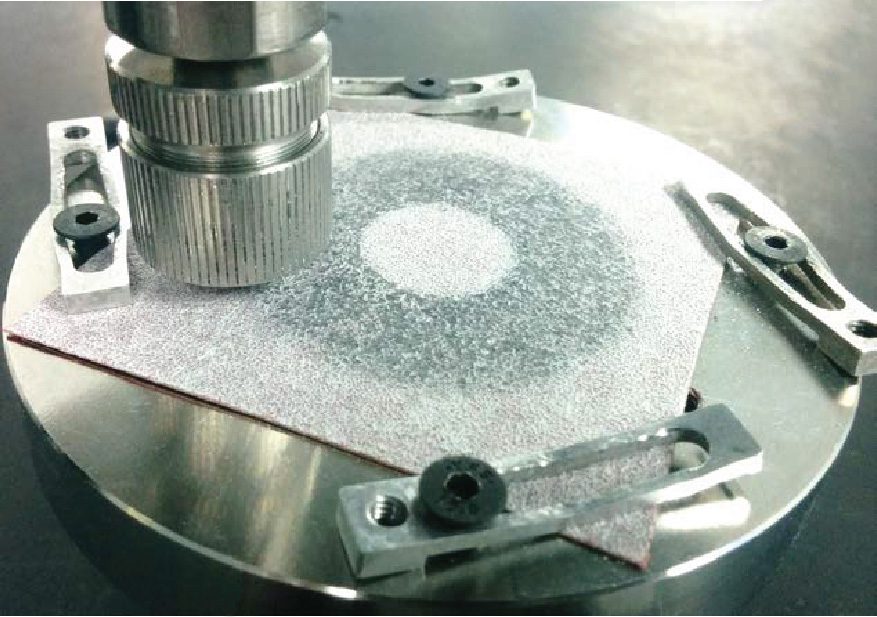
Şekil 1: Rulman testinin kurulumu.
TEST PROSEDÜRÜ
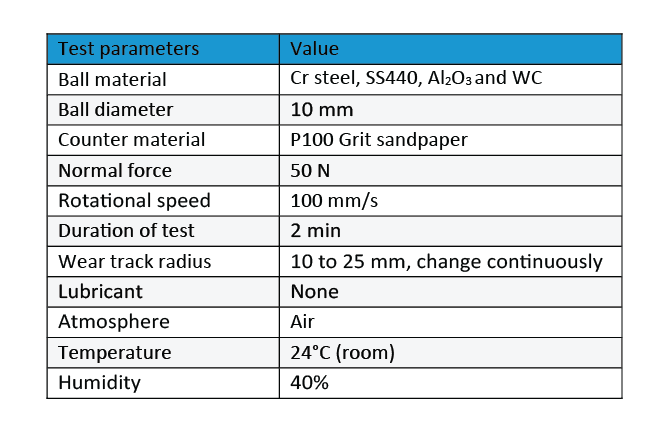
Farklı malzemelerden yapılmış bilyalı rulmanların sürtünme katsayısı, COF ve aşınma direnci Nanovea Tribometre ile değerlendirildi. Karşıt malzeme olarak P100 kumlu zımpara kullanıldı. Bilyalı rulmanların aşınma izleri bir test cihazı kullanılarak incelendi. Nanovea Aşınma testleri tamamlandıktan sonra 3D Temassız Profil Oluşturucu. Test parametreleri Tablo 1'de özetlenmiştir. Aşınma oranı, Kformülü kullanılarak değerlendirilmiştir K=V/(F×s), nerede V aşınmış hacimdir, F normal yük ve s kayma mesafesidir. Top aşınma izleri bir uzman tarafından değerlendirildi. Nanovea Hassas aşınma hacmi ölçümü sağlamak için 3D Temassız Profiler.
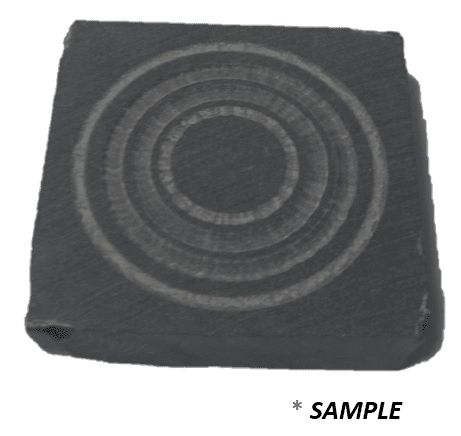
Otomatik motorlu radyal konumlandırma özelliği, tribometrenin test süresi boyunca aşınma izinin yarıçapını azaltmasına olanak tanır. Bu test moduna spiral test adı verilir ve bilyeli yatağın her zaman zımpara kağıdının yeni bir yüzeyi üzerinde kaymasını sağlar (Şekil 2). Bilye üzerinde aşınma direnci testinin tekrarlanabilirliğini önemli ölçüde artırır. Dahili hız kontrolü için gelişmiş 20 bit kodlayıcı ve harici konum kontrolü için 16 bit kodlayıcı, hassas gerçek zamanlı hız ve konum bilgisi sağlayarak, kontakta sabit doğrusal kayma hızı elde etmek için dönme hızının sürekli olarak ayarlanmasına olanak tanır.
Bu çalışmada çeşitli bilya malzemeleri arasındaki aşınma davranışını basitleştirmek için P100 Grit zımpara kağıdının kullanıldığını ve başka herhangi bir malzeme yüzeyiyle değiştirilebileceğini lütfen unutmayın. Sıvı veya yağlayıcı gibi gerçek uygulama koşulları altında çok çeşitli malzeme bağlantılarının performansını simüle etmek için herhangi bir katı malzeme ikame edilebilir.
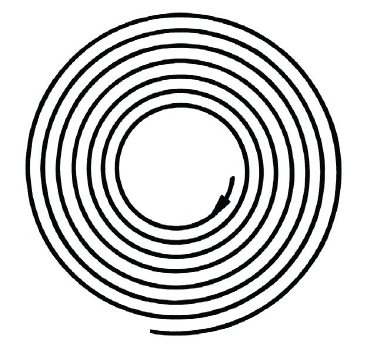
Şekil 2: Zımpara kağıdı üzerinde bilya yatağı için spiral geçişlerin gösterimi.
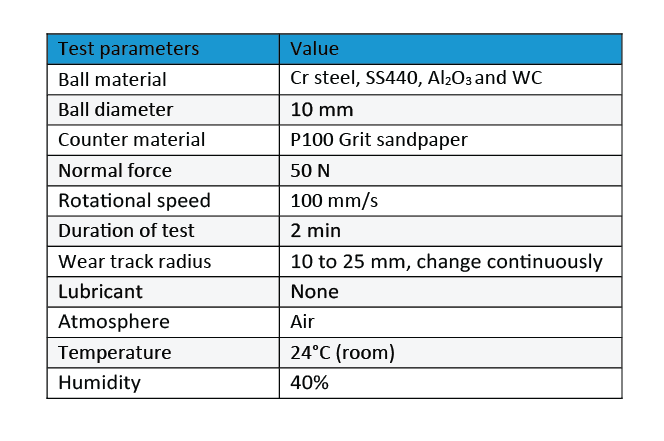
Tablo 1: Aşınma ölçümlerinin test parametreleri.
SONUÇLAR & TARTIŞMA
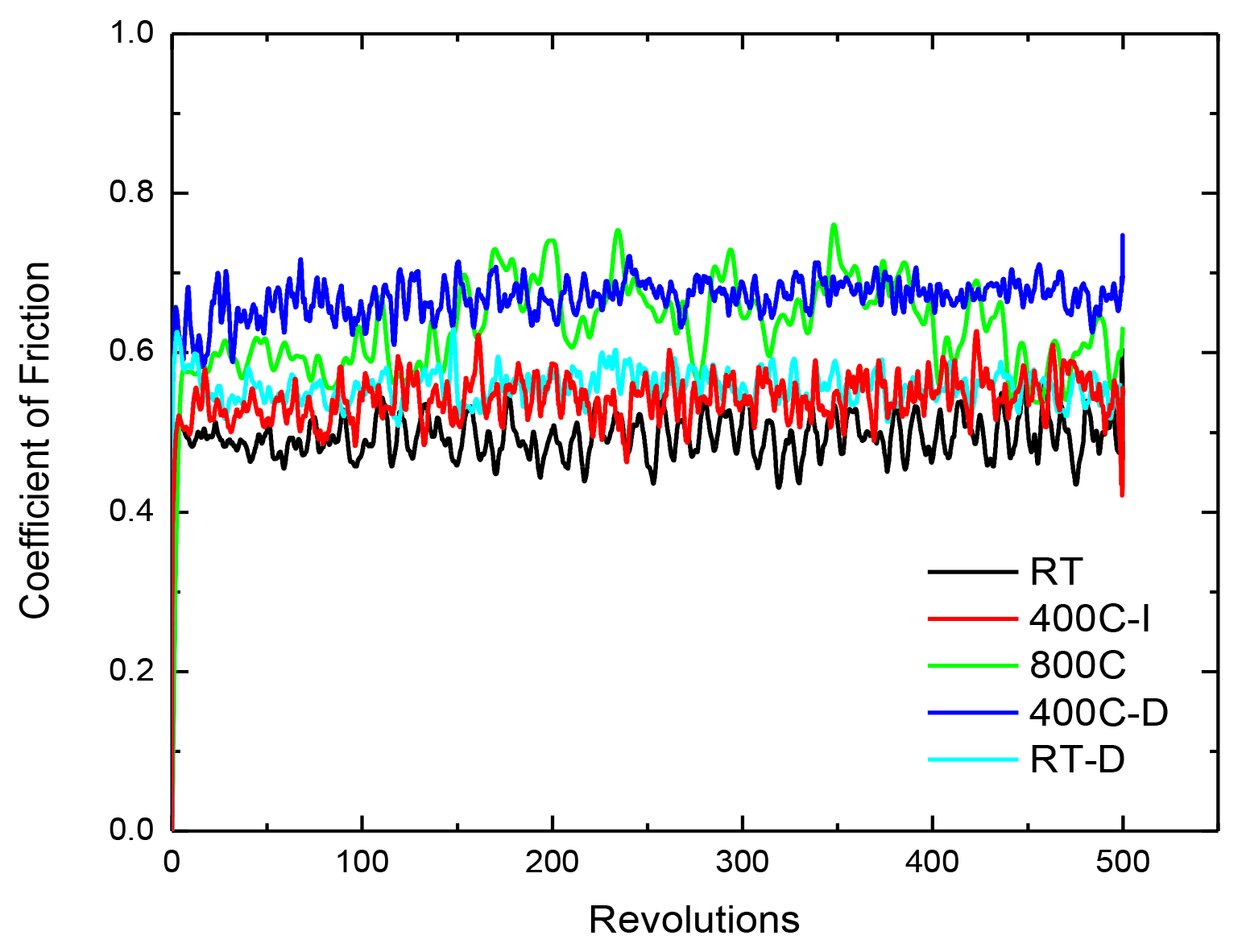
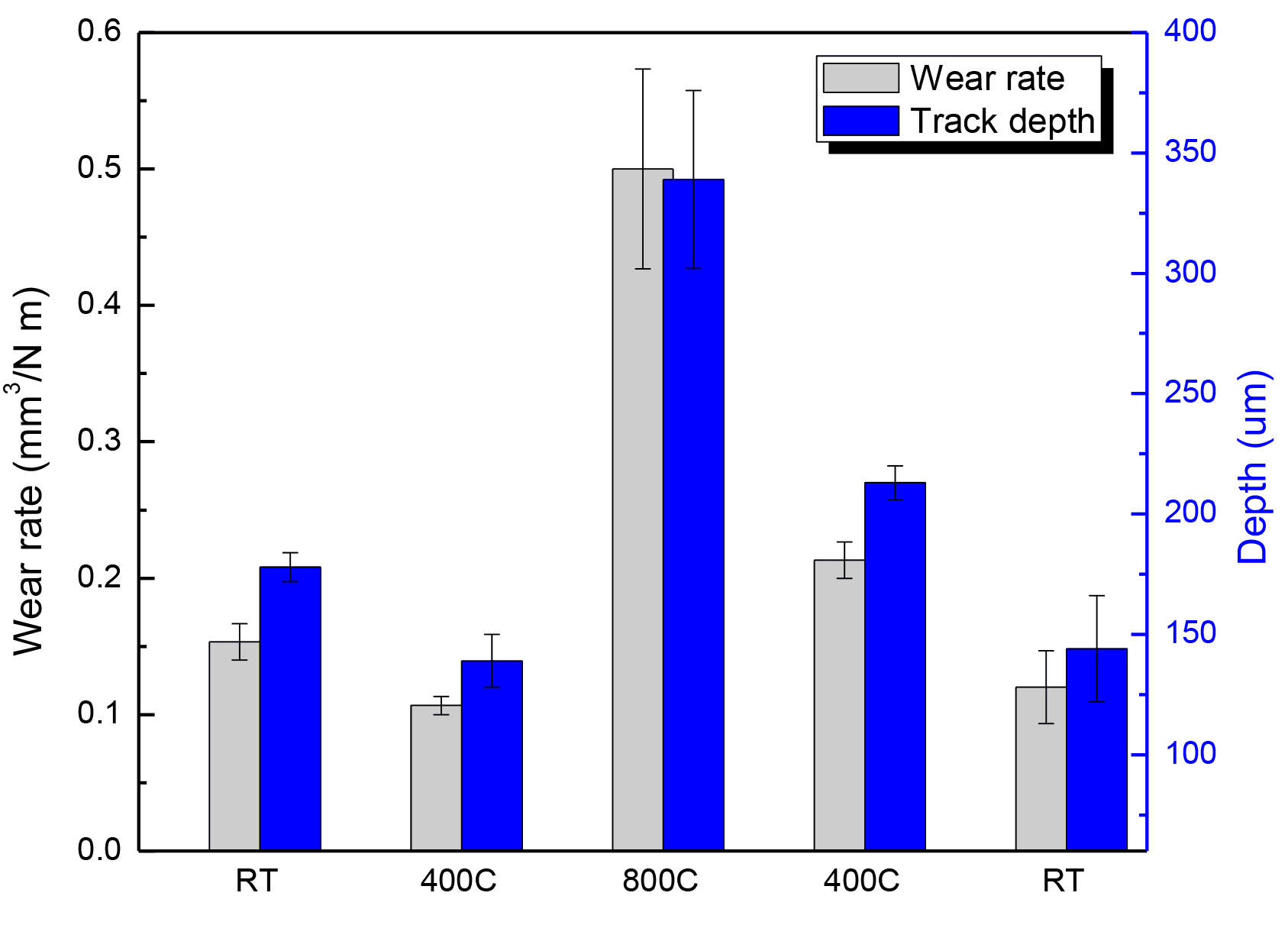
Aşınma oranı, bilyalı rulmanın servis ömrünü belirlemek için hayati bir faktördür; rulman performansını ve verimliliğini artırmak için düşük bir COF arzu edilir. Şekil 3, testler sırasında farklı bilyalı rulmanlar için COF'nin gelişimini zımpara kağıdıyla karşılaştırmaktadır. Cr Çelik bilya aşınma testi sırasında ~0,4'lük bir COF artışı gösterirken, SS440 ve Al2O3 bilyalı rulmanlar için ~0,32 ve ~0,28'dir. Öte yandan, WC topu aşınma testi boyunca ~0,2'lik sabit bir COF sergiler. Bilyalı yatakların kaba zımpara kağıdı yüzeyine doğru kayma hareketinin neden olduğu titreşimlere atfedilen, her test boyunca gözlemlenebilir COF değişimi görülebilir.
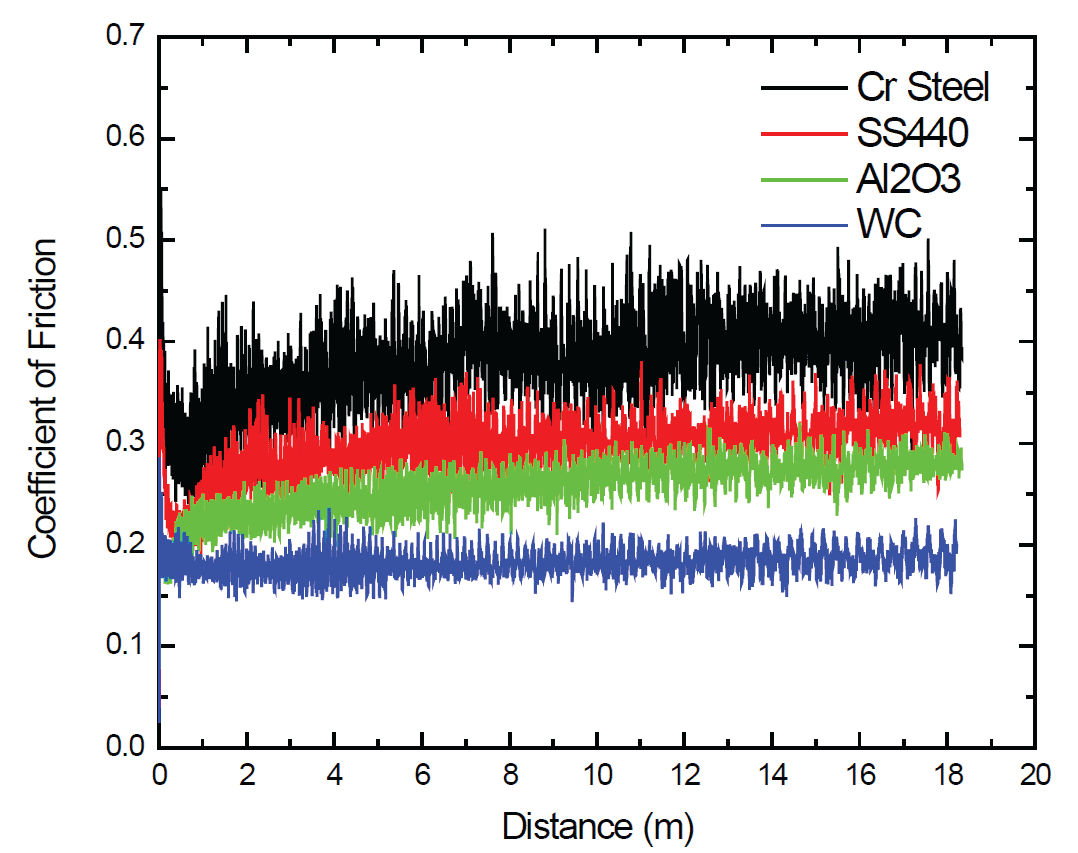
Şekil 3: Aşınma testleri sırasında COF'nin gelişimi.
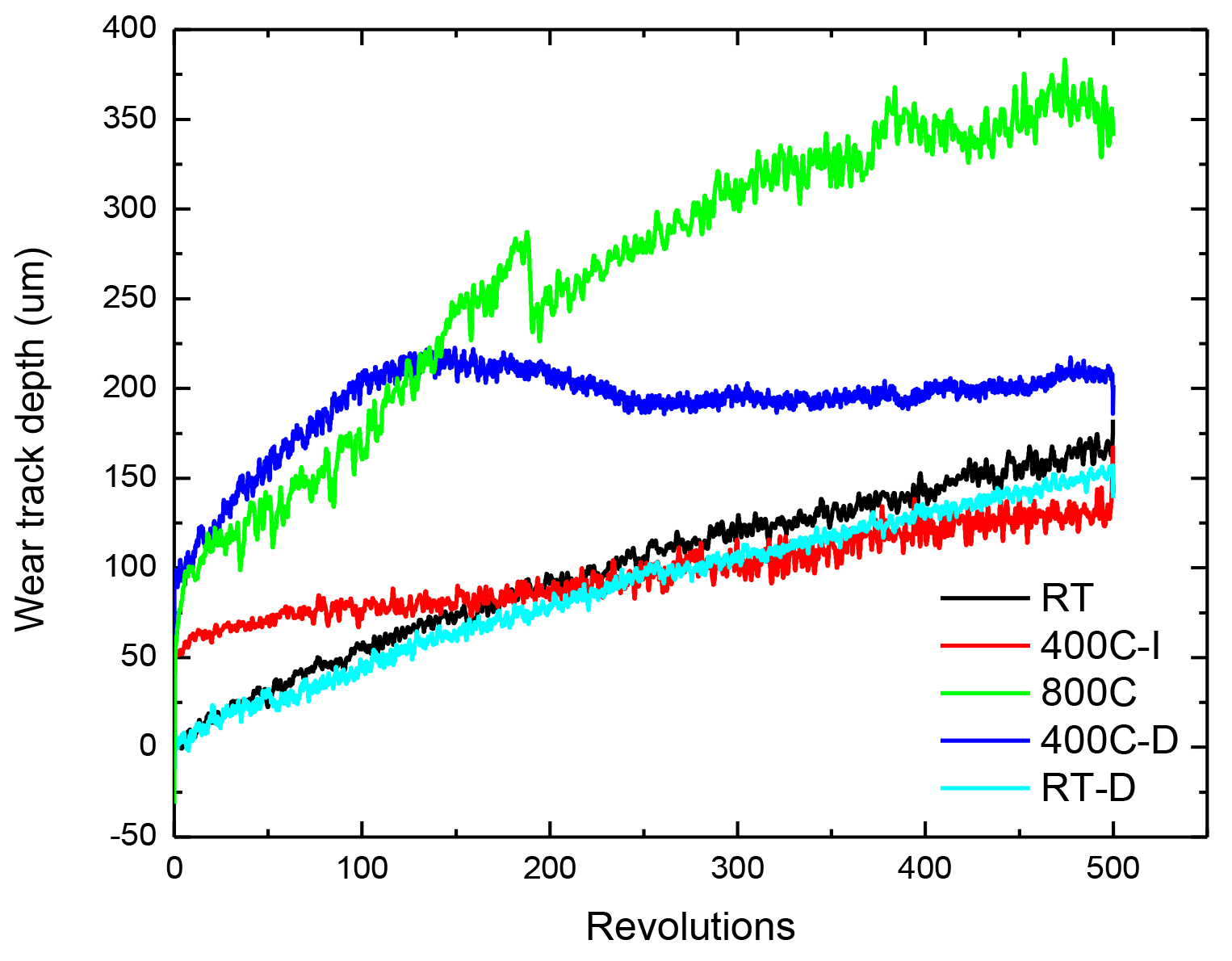
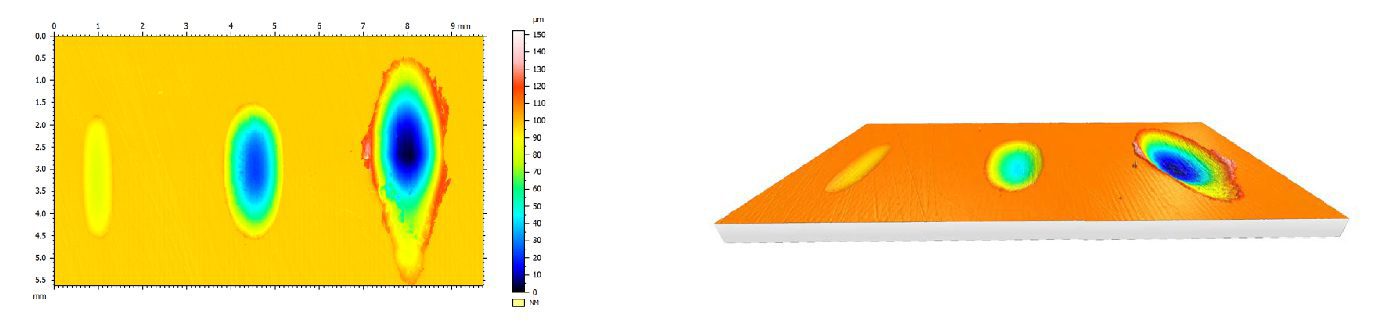
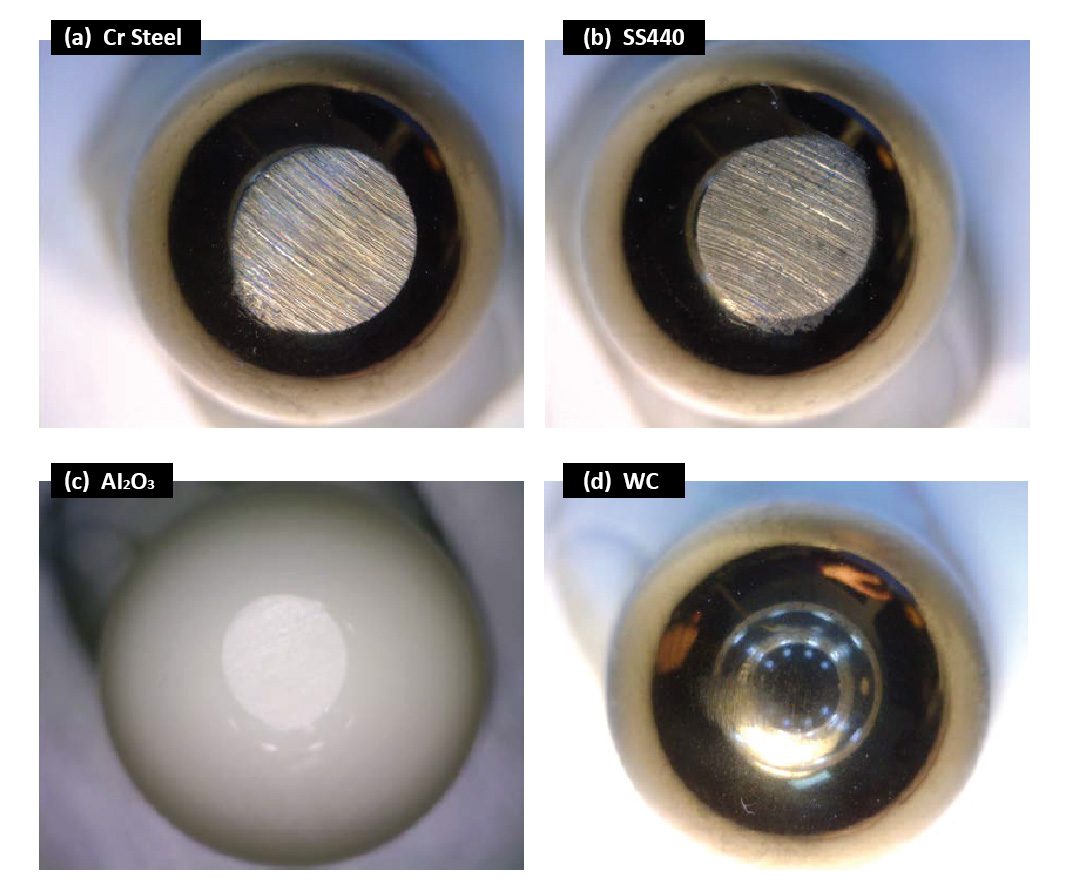
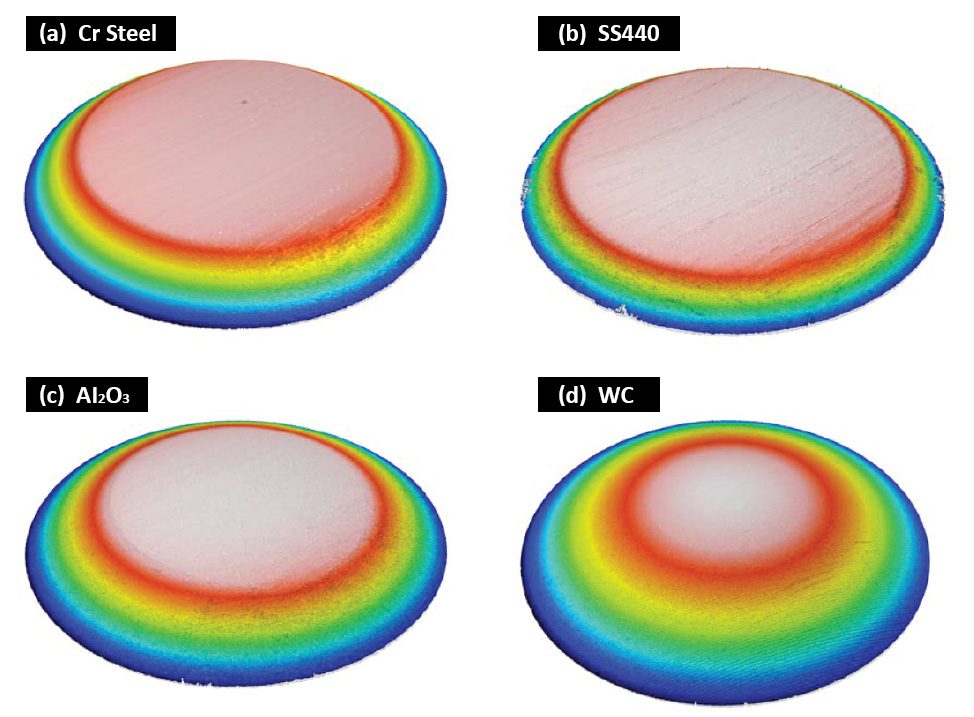
Şekil 4 ve Şekil 5, sırasıyla bir optik mikroskop ve Nanovea Temassız optik profil oluşturucu ile ölçüldükten sonra bilyalı rulmanların aşınma izlerini karşılaştırmaktadır ve Tablo 2, aşınma izi analizinin sonuçlarını özetlemektedir. Nanovea 3D profil oluşturucu, bilyalı rulmanların aşınma hacmini hassas bir şekilde belirleyerek farklı bilyalı rulmanların aşınma oranlarının hesaplanmasını ve karşılaştırılmasını mümkün kılar. Aşınma testleri sonrasında Cr Çelik ve SS440 bilyaların seramik bilyalara (Al2O3 ve WC) kıyasla çok daha büyük düzleşmiş aşınma izleri sergiledikleri gözlemlenebilmektedir. Cr Çelik ve SS440 bilyalar sırasıyla 3,7×10-3 ve 3,2×10-3 m3/N·m'lik karşılaştırılabilir aşınma oranlarına sahiptir. Karşılaştırıldığında, Al2O3 topu 7,2×10-4 m3/N·m aşınma oranıyla gelişmiş bir aşınma direnci sergiliyor. WC topu, sığ aşınma izi alanında neredeyse hiç küçük çizikler göstermez, bu da aşınma oranının 3,3×10-6 mm3/N·m kadar önemli ölçüde azalmasına neden olur.
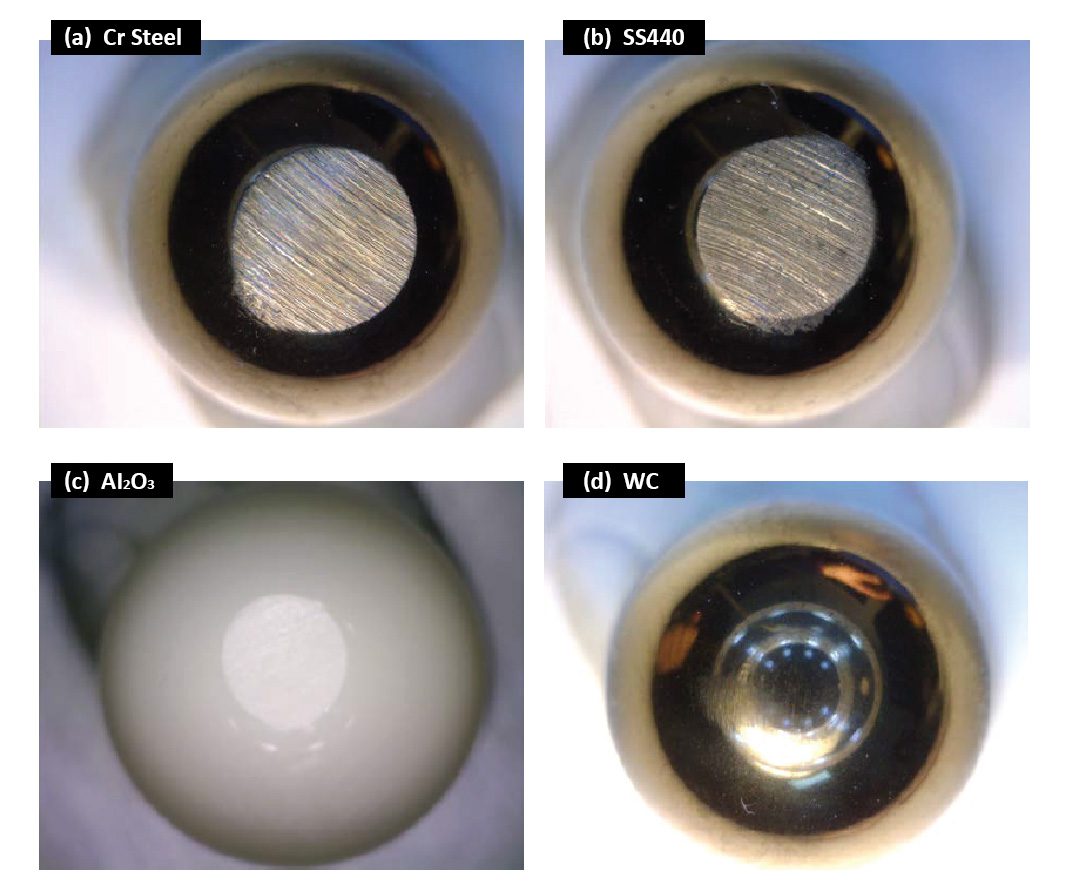
Şekil 4: Testlerden sonra bilyalı rulmanlardaki aşınma izleri.
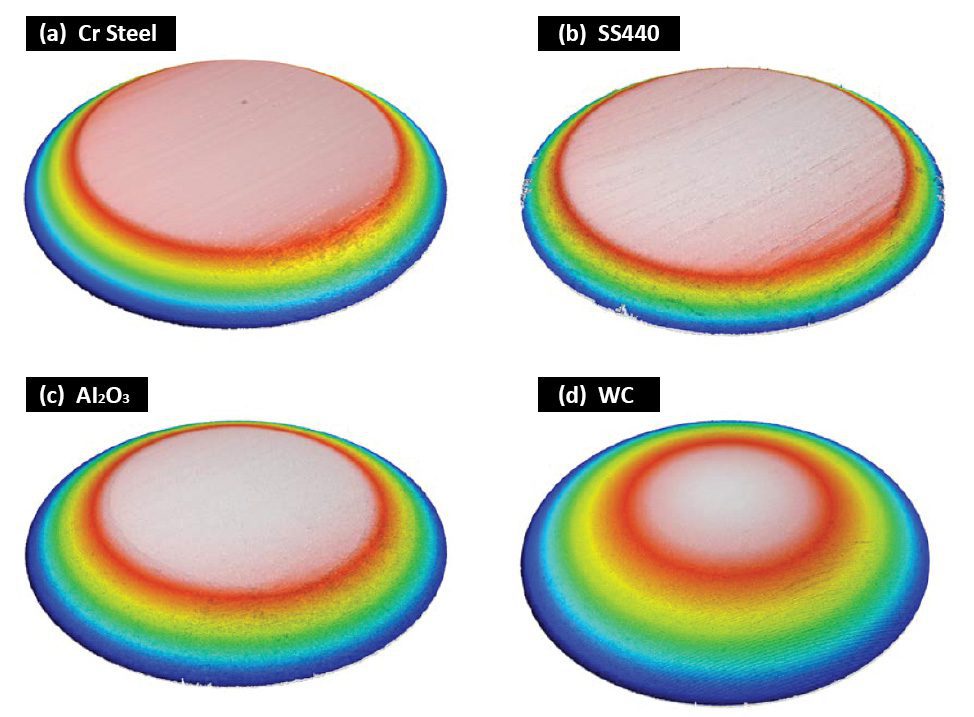
Şekil 5: Bilyalı rulmanlardaki aşınma izlerinin 3 boyutlu morfolojisi.
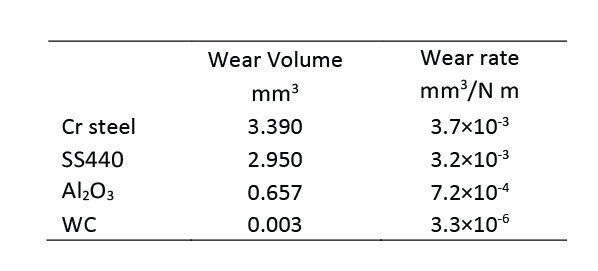
Tablo 2: Bilyalı rulmanların aşınma izi analizi.
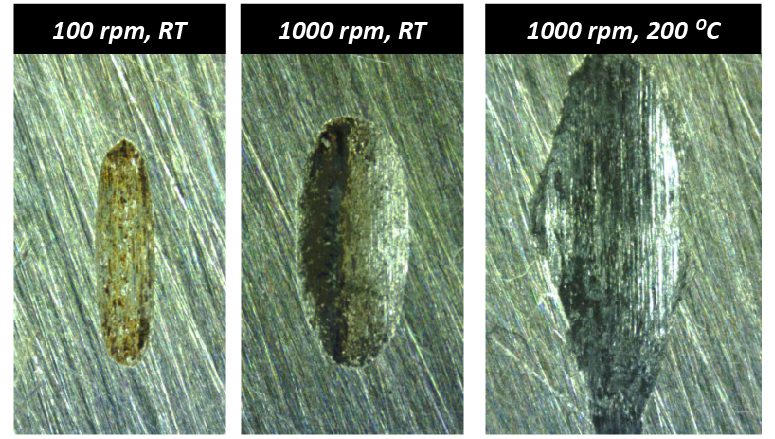
Şekil 6, dört bilyeli yatağın zımpara kağıdı üzerinde oluşturduğu aşınma izlerinin mikroskop görüntülerini göstermektedir. WC topunun en şiddetli aşınma izini oluşturduğu (yolundaki neredeyse tüm kum parçacıklarını giderdiği) ve en iyi aşınma direncine sahip olduğu açıktır. Buna karşılık, Cr Çelik ve SS440 bilyalar, zımpara kağıdının aşınma izi üzerinde büyük miktarda metal kalıntısı bıraktı.
Bu gözlemler ayrıca spiral testin faydasının önemini göstermektedir. Bilyalı yatağın her zaman zımpara kağıdının yeni yüzeyinde kaymasını sağlar ve bu da aşınma direnci testinin tekrarlanabilirliğini önemli ölçüde artırır.
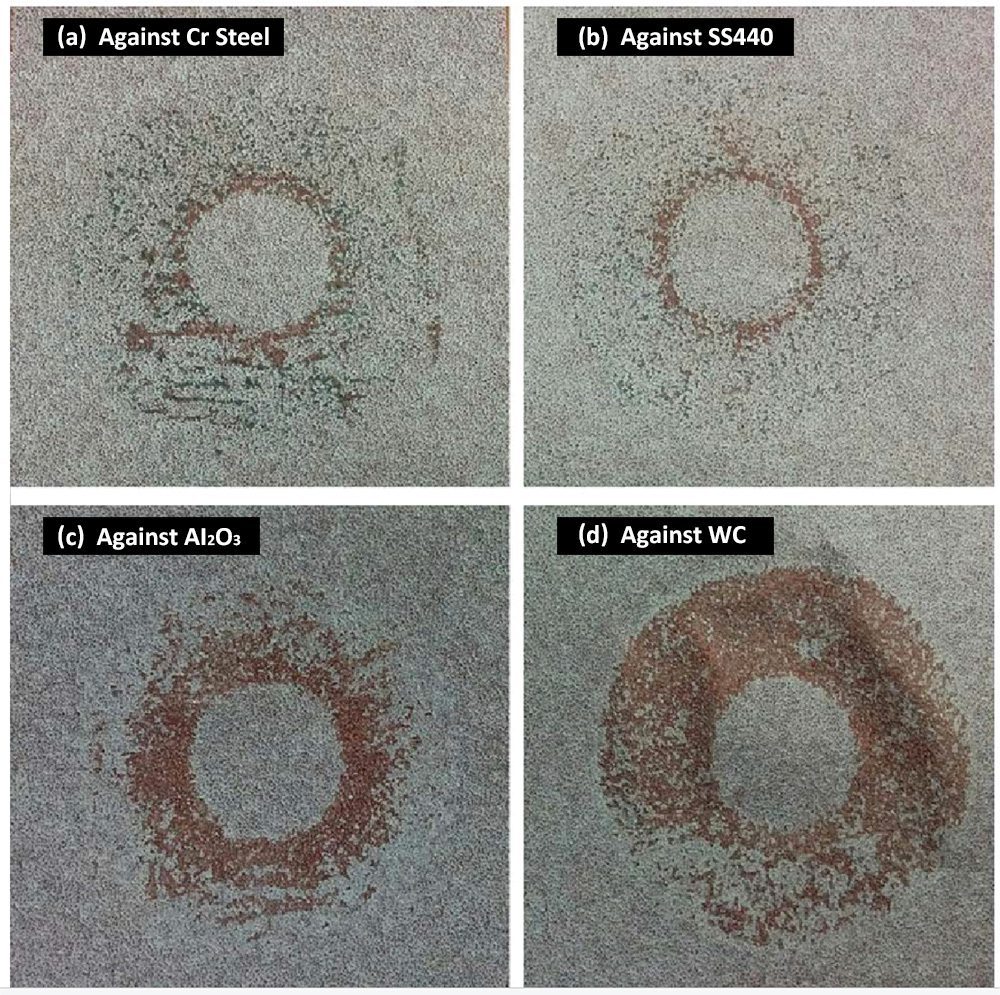
Şekil 6: Farklı bilyalı yataklara karşı zımpara kağıdı üzerindeki aşınma izleri.

SONUÇ
Bilyalı rulmanların yüksek basınç altındaki aşınma direnci, servis performanslarında hayati bir rol oynar. Seramik bilyalı rulmanlar, yüksek stres koşullarında önemli ölçüde artırılmış aşınma direncine sahiptir ve rulman onarımı veya değiştirilmesi nedeniyle zaman ve maliyeti azaltır. Bu çalışmada WC bilyalı rulmanı, çelik rulmanlara kıyasla önemli ölçüde daha yüksek bir aşınma direnci sergiliyor ve bu da onu ciddi aşınmanın meydana geldiği rulman uygulamaları için ideal bir aday haline getiriyor.
Nanovea Tribometre, 2000 N'a kadar yükler için yüksek tork kapasitesi ve 0,01 ile 15.000 rpm arasındaki dönüş hızları için hassas ve kontrollü motorla tasarlanmıştır. Önceden entegre edilmiş tek bir sistemde isteğe bağlı yüksek sıcaklıkta aşınma ve yağlama modülleri ile ISO ve ASTM uyumlu döner ve doğrusal modları kullanarak tekrarlanabilir aşınma ve sürtünme testleri sunar. Bu eşsiz aralık, kullanıcıların bilyalı rulmanların yüksek stres, aşınma ve yüksek sıcaklık gibi farklı zorlu çalışma ortamlarını simüle etmelerine olanak tanır. Aynı zamanda, yüksek yükler altında aşınmaya karşı üstün dirençli malzemelerin tribolojik davranışlarını niceliksel olarak değerlendirmek için ideal bir araç görevi görür.
Nanovea 3D Temassız Profiler, hassas aşınma hacmi ölçümleri sağlar ve aşınma izlerinin ayrıntılı morfolojisini analiz eden bir araç görevi görerek aşınma mekanizmalarının temel anlayışına ilişkin ek bilgiler sağlar.
Tarafından hazırlanmıştır
Duanjie Li, PhD, Jonathan Thomas ve Pierre Leroux

Dental Aletler: Boyutsal ve Yüzey Pürüzlülüğü Analizi
GİRİŞ
Hassas boyutlara ve optimum yüzey pürüzlülüğüne sahip olmak, diş vidalarının işlevselliği açısından hayati öneme sahiptir. Çoğu diş vidası boyutu, yarıçaplar, açılar, mesafeler ve adım yükseklikleri gibi yüksek hassasiyet gerektirir. Kayma sürtünmesini en aza indirmek amacıyla insan vücudunun içine yerleştirilen herhangi bir tıbbi alet veya parça için yerel yüzey pürüzlülüğünü anlamak da son derece önemlidir.
BOYUTLU ÇALIŞMA İÇİN TEMASSIZ PROFİLOMETRİ
Nanovea 3D Temassız Profil Oluşturucular Herhangi bir malzeme yüzeyini ölçmek için kromatik ışık tabanlı bir teknoloji kullanın: şeffaf, opak, aynasal, dağınık, cilalı veya pürüzlü. Temaslı prob tekniğinden farklı olarak temassız teknik, dar alanların içinde ölçüm yapabilir ve ucun daha yumuşak bir plastik malzemeye baskı yapmasının neden olduğu deformasyon nedeniyle herhangi bir yapısal hata eklemez. Kromatik ışık tabanlı teknoloji aynı zamanda odak değişimi teknolojisine kıyasla üstün yanal ve yükseklik doğruluğu sunar. Nanovea Profiler'lar geniş yüzeyleri dikiş yapmadan doğrudan tarayabilir ve bir parçanın uzunluğunun profilini birkaç saniye içinde çıkarabilir. Profilcinin, sonuçları manipüle eden herhangi bir karmaşık algoritma olmadan yüzeyleri ölçebilme yeteneği sayesinde, nano makro aralıktaki yüzey özellikleri ve yüksek yüzey açıları ölçülebilir.
ÖLÇÜM HEDEFI
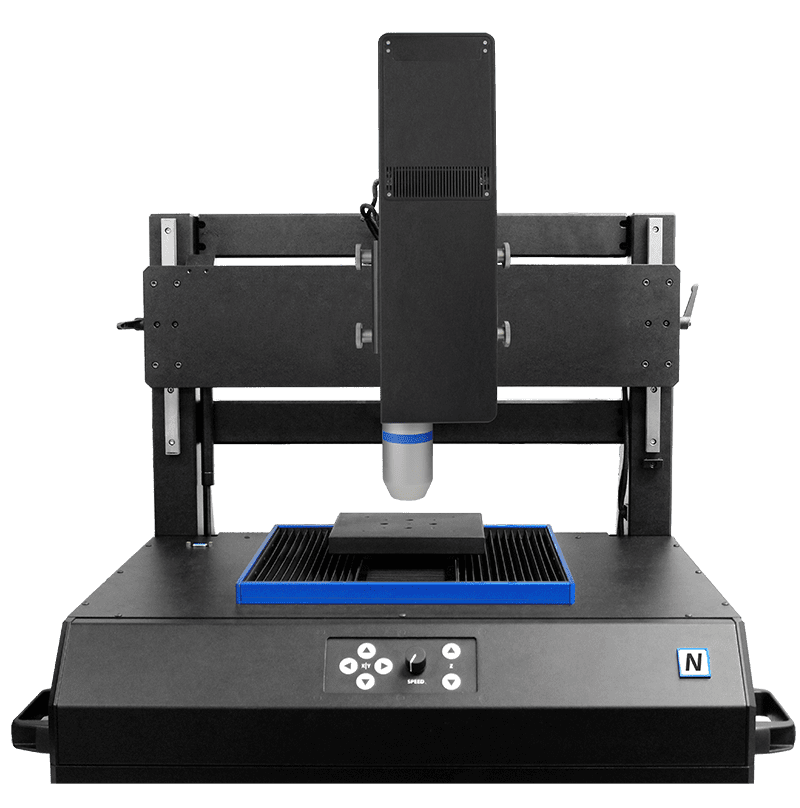
Bu uygulamada, Nanovea ST400 Optik Profilleyici, tek bir ölçümde diş vidasının düz ve dişli özelliklerini ölçmek için kullanıldı. Düz alandan yüzey pürüzlülüğü hesaplandı ve dişli unsurların çeşitli boyutları belirlendi.

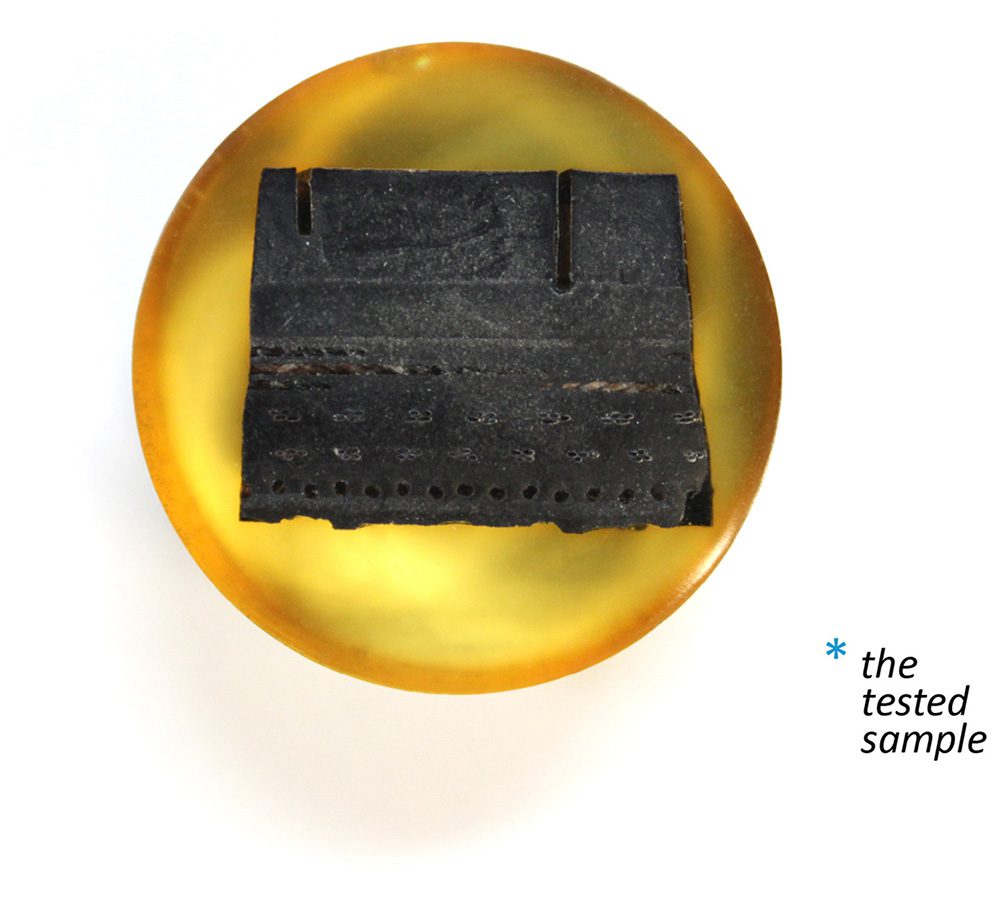
Analiz edilen diş vidası örneği NANOVEA Optik Profilleyici.

Diş vidası örneği analiz edildi.
SONUÇLAR
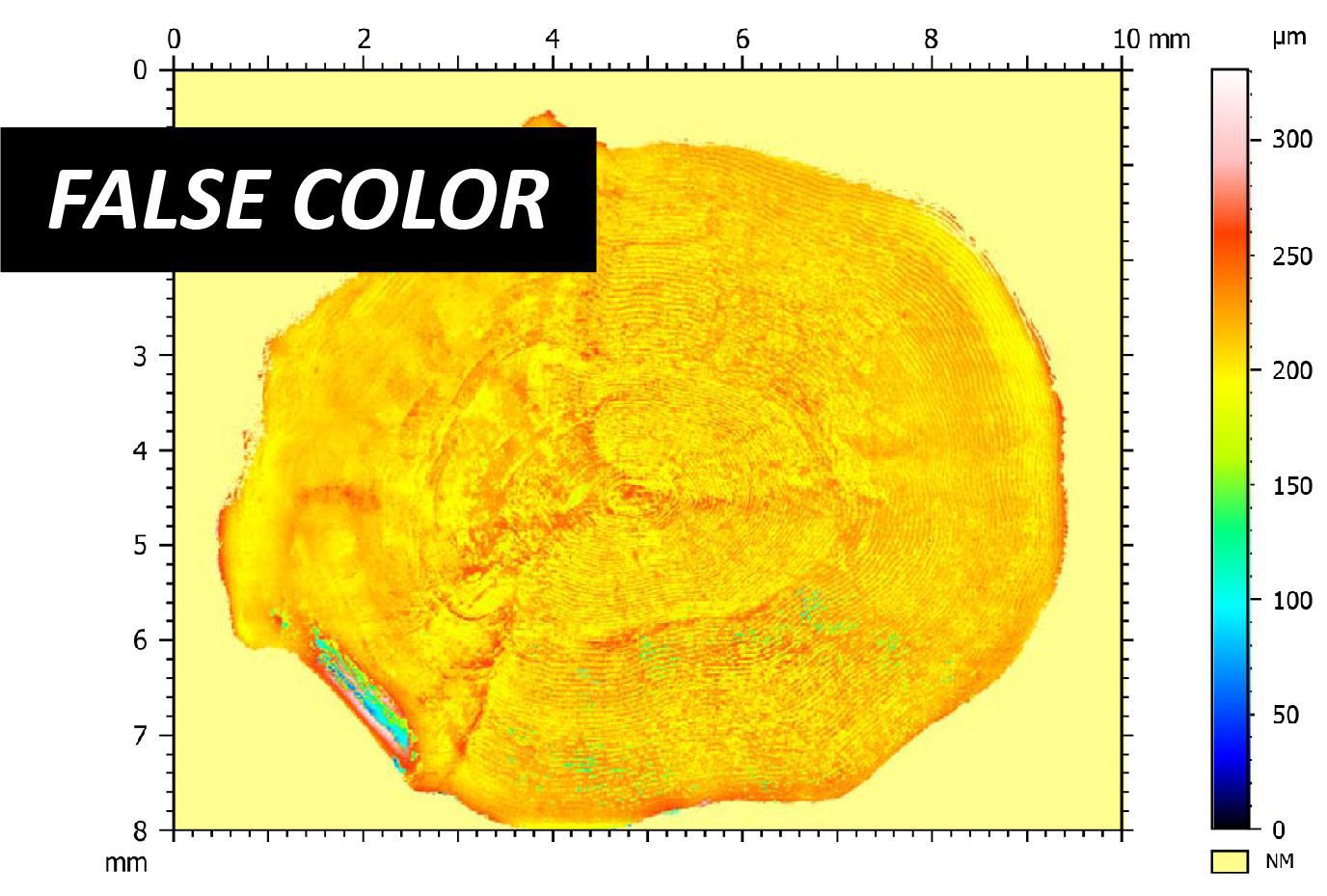
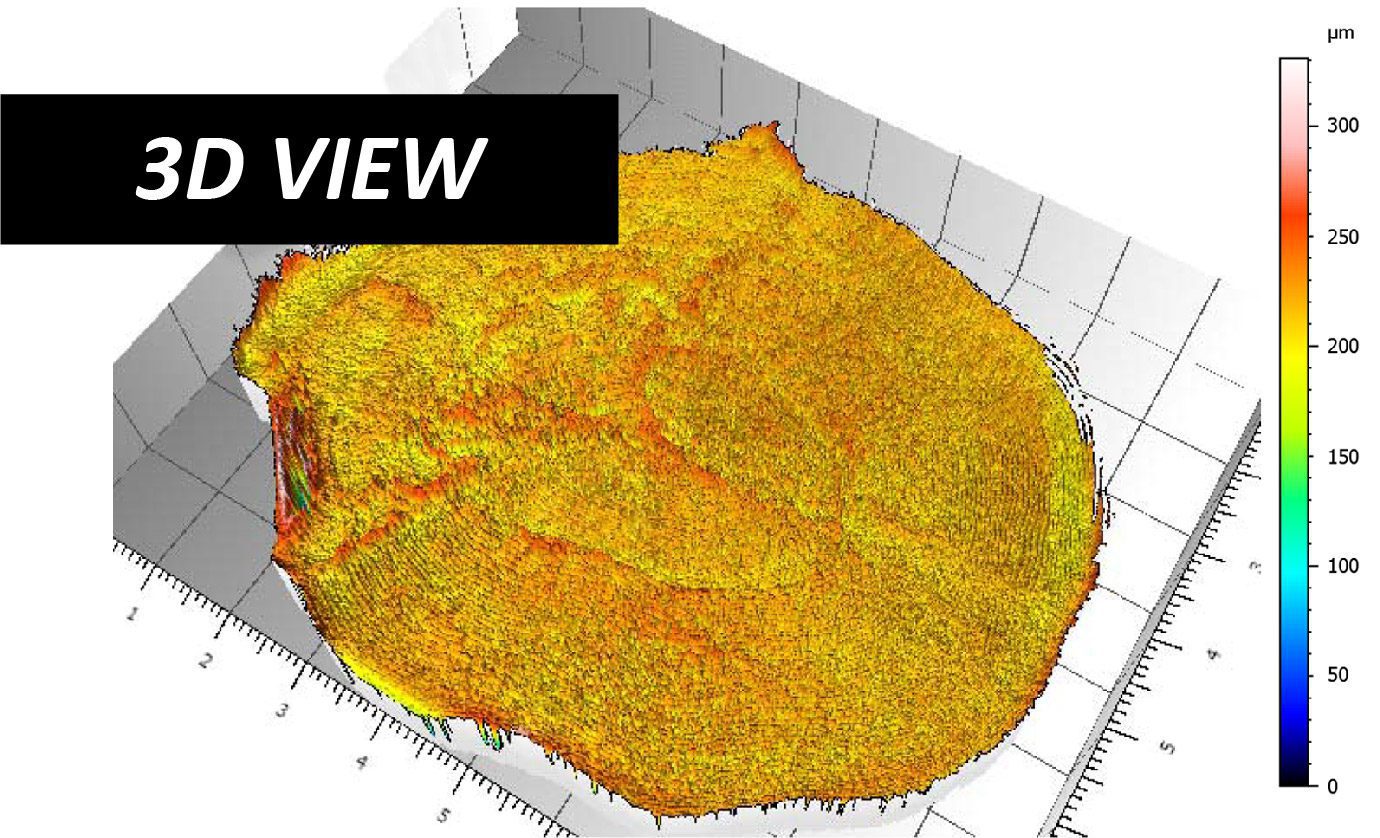
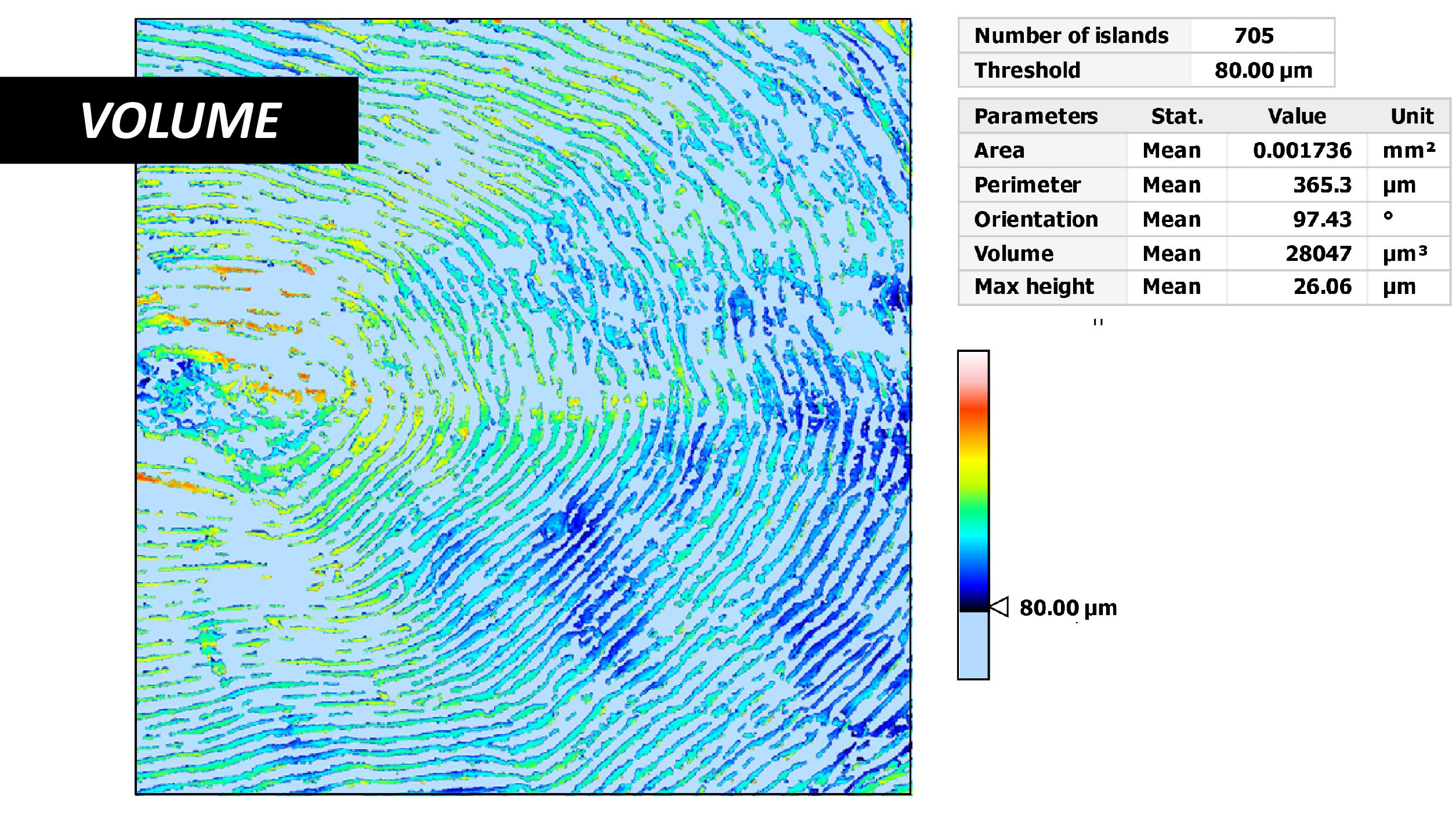
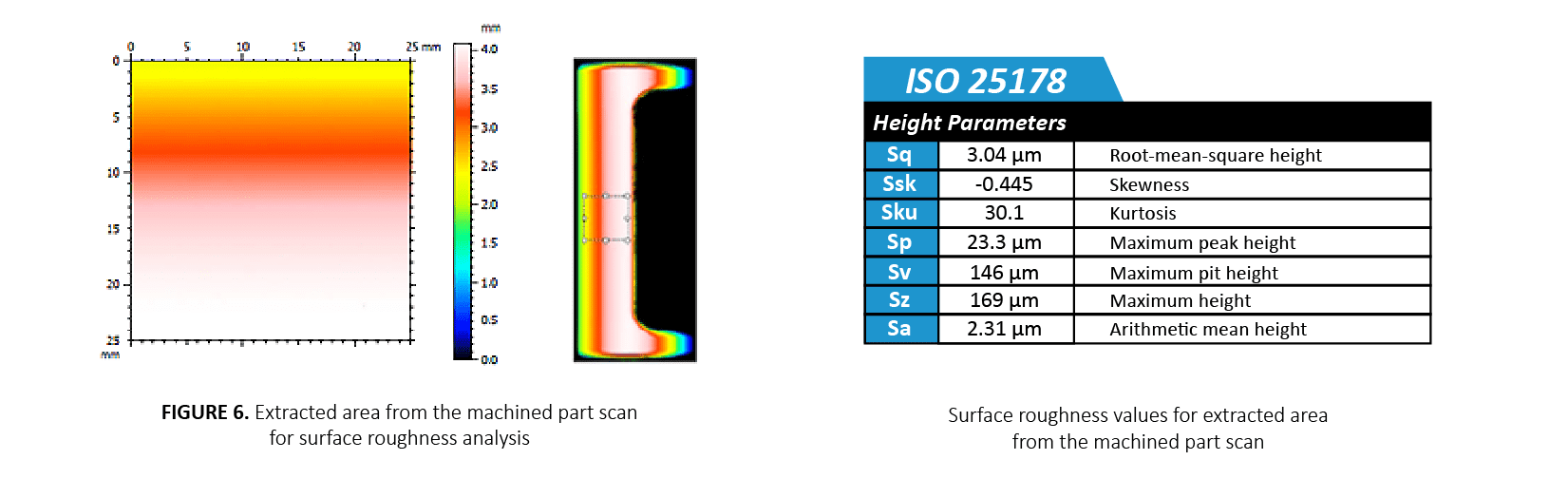
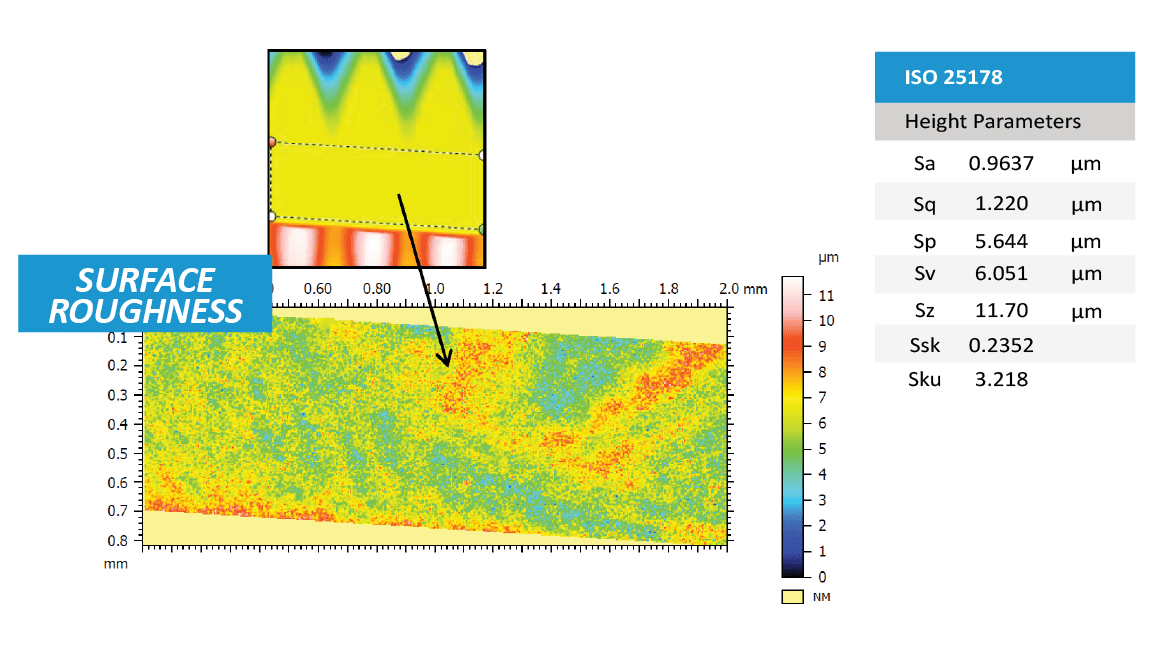
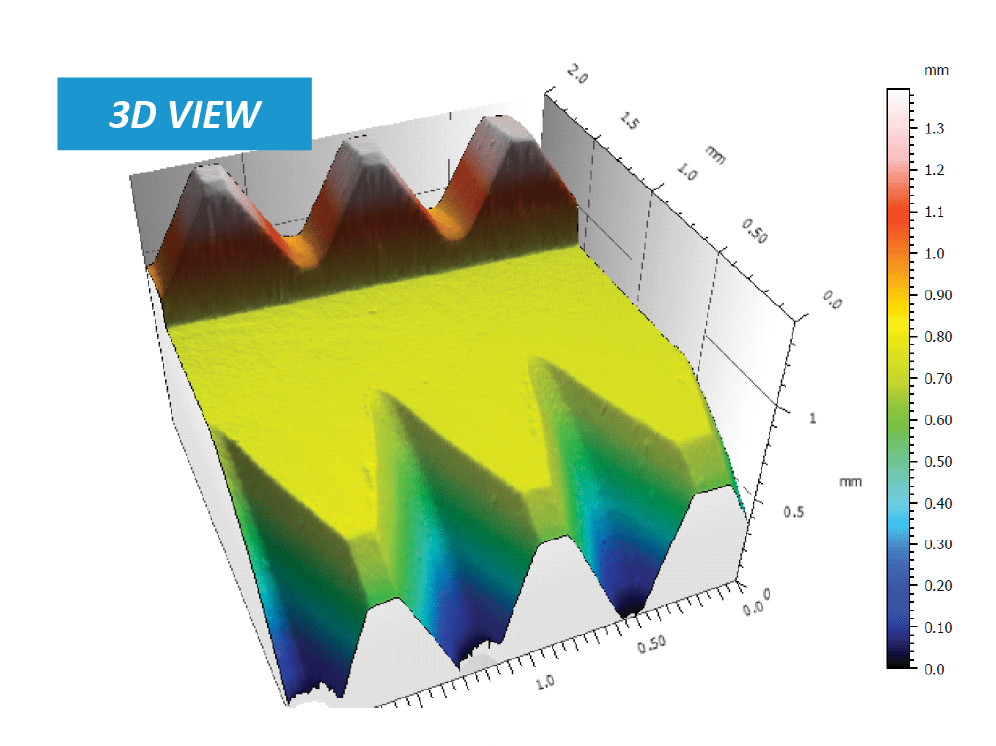
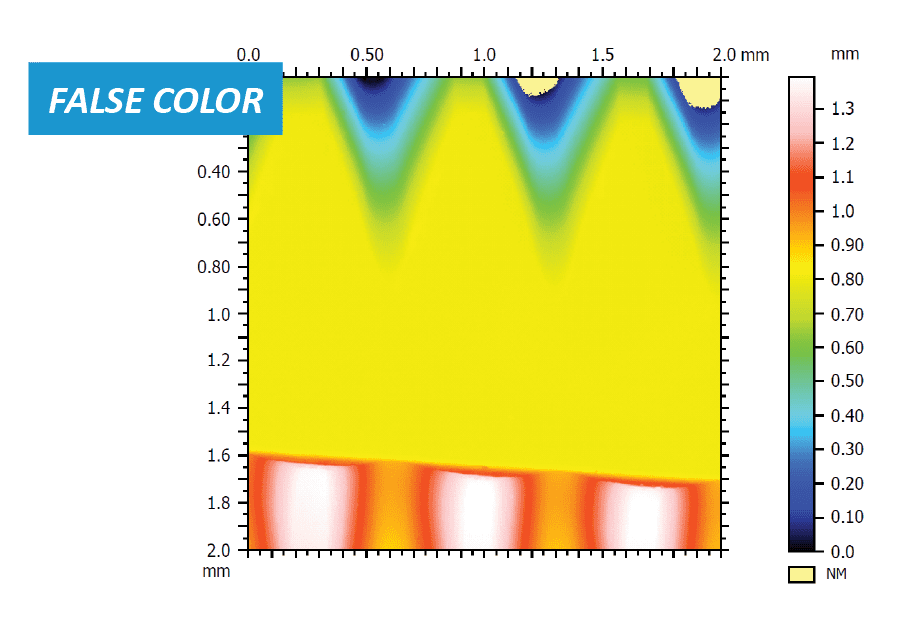
3D Yüzey
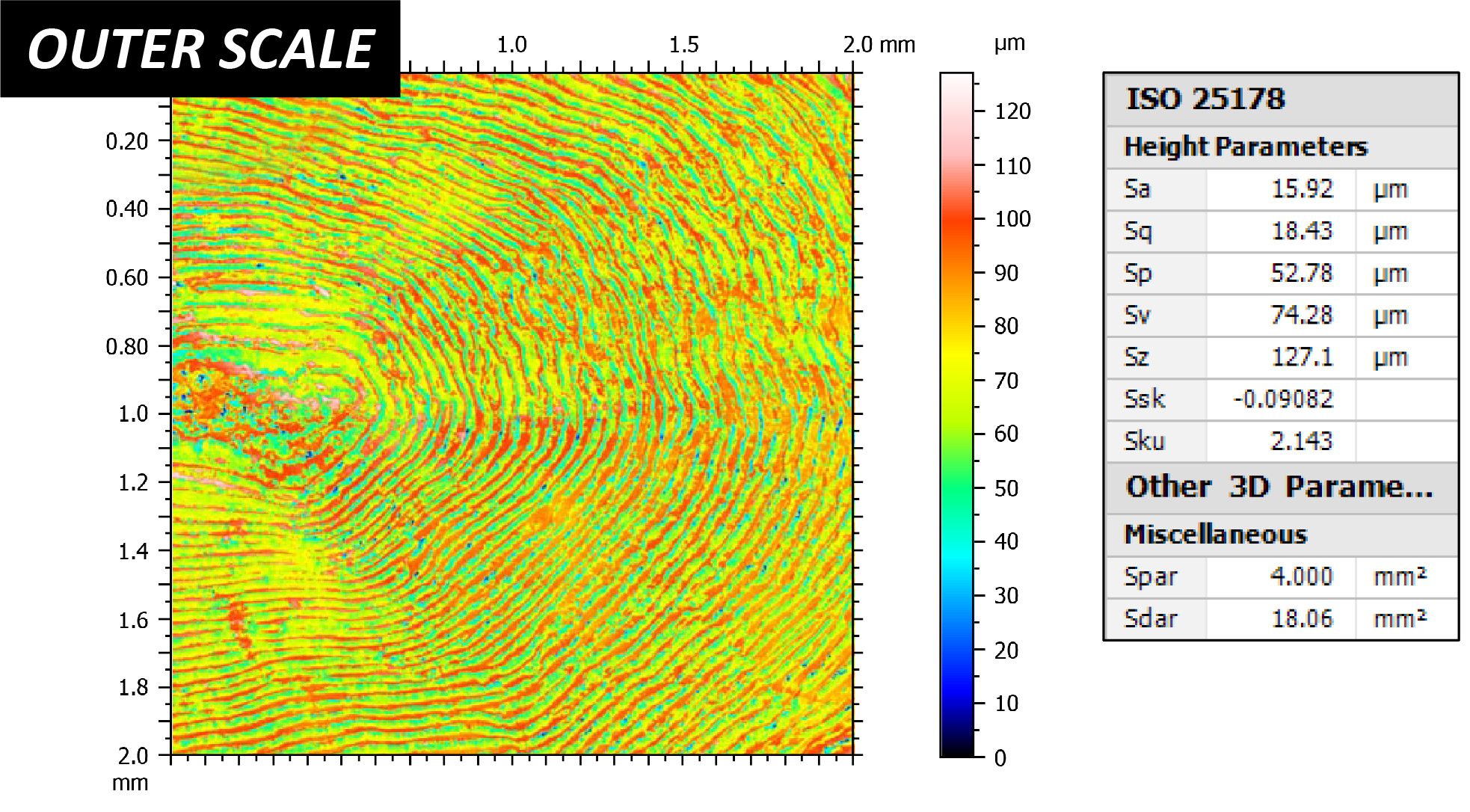
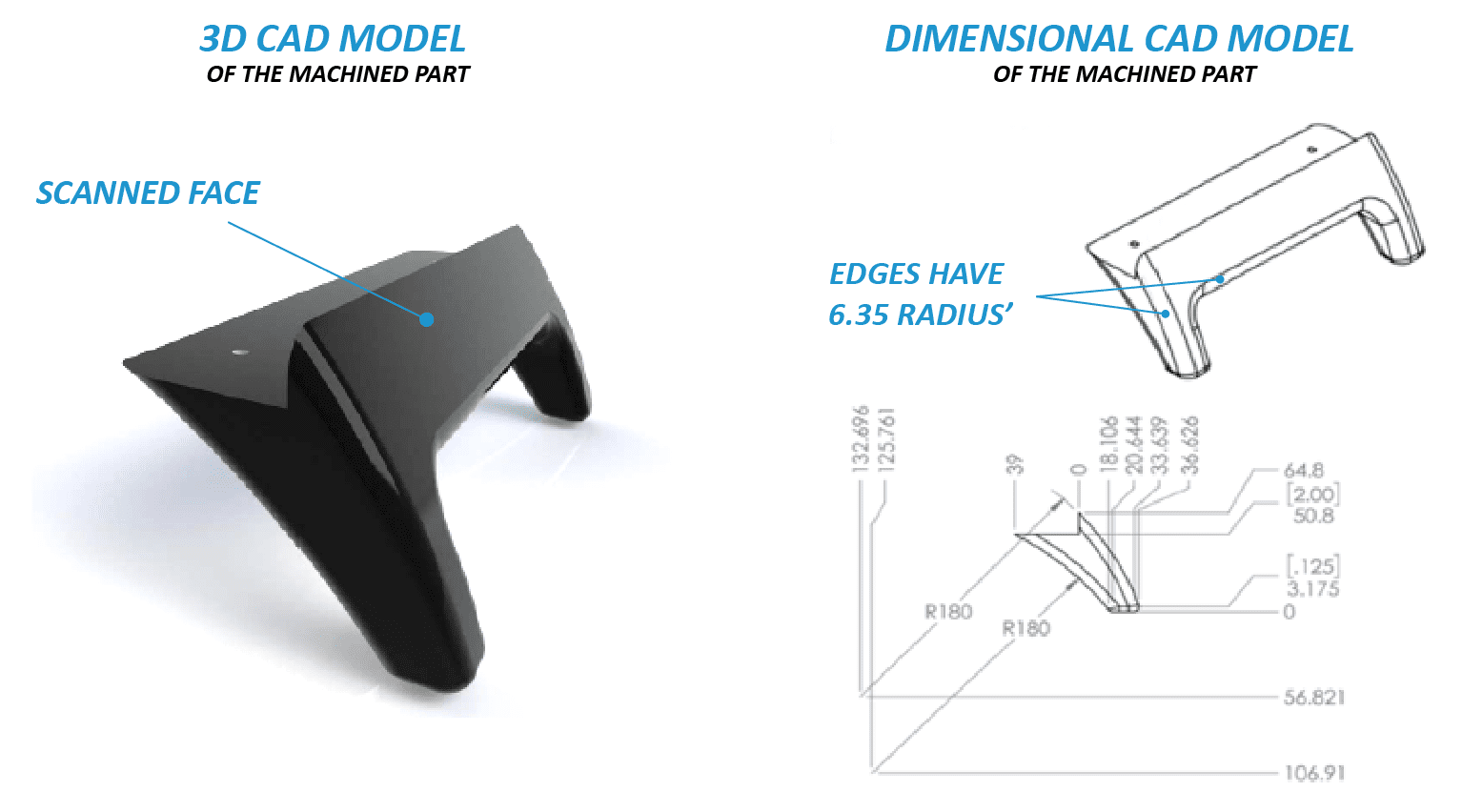
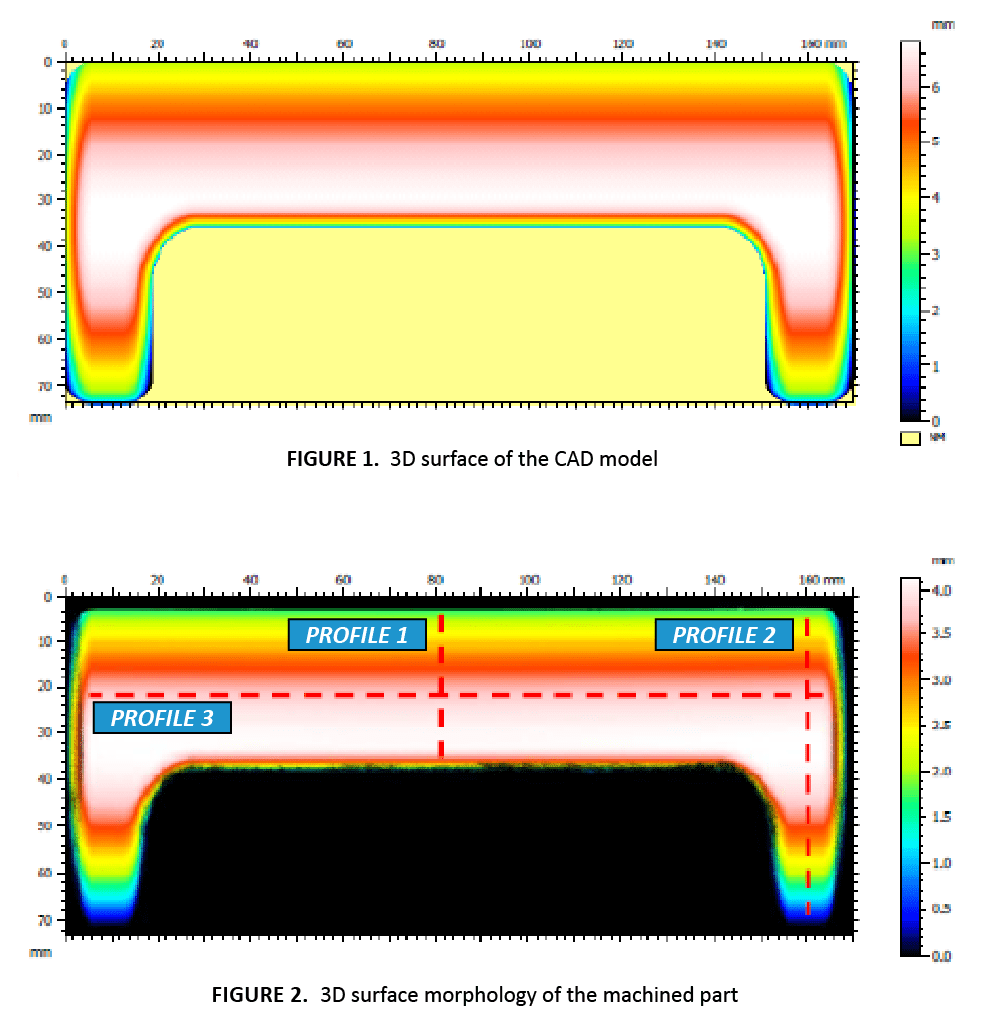
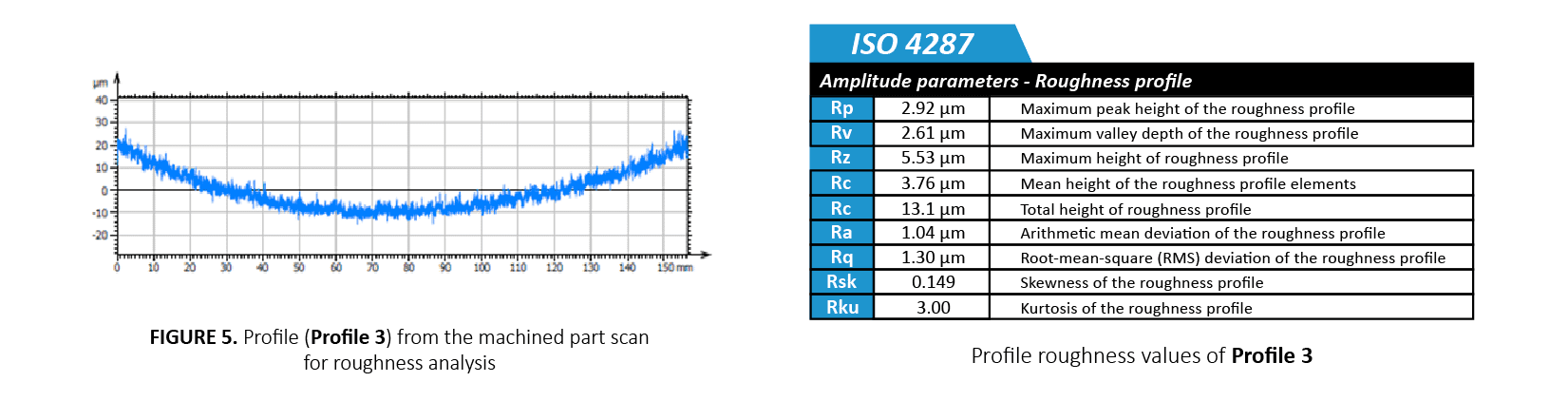
Diş vidasının 3B Görünümü ve Sahte Renk Görünümü, diş açmanın her iki taraftan başladığı düz bir alanı gösterir. Kullanıcılara vidanın morfolojisini farklı açılardan doğrudan gözlemlemeleri için basit bir araç sağlar. Düz alan, yüzey pürüzlülüğünü ölçmek için tam taramadan çıkarıldı.
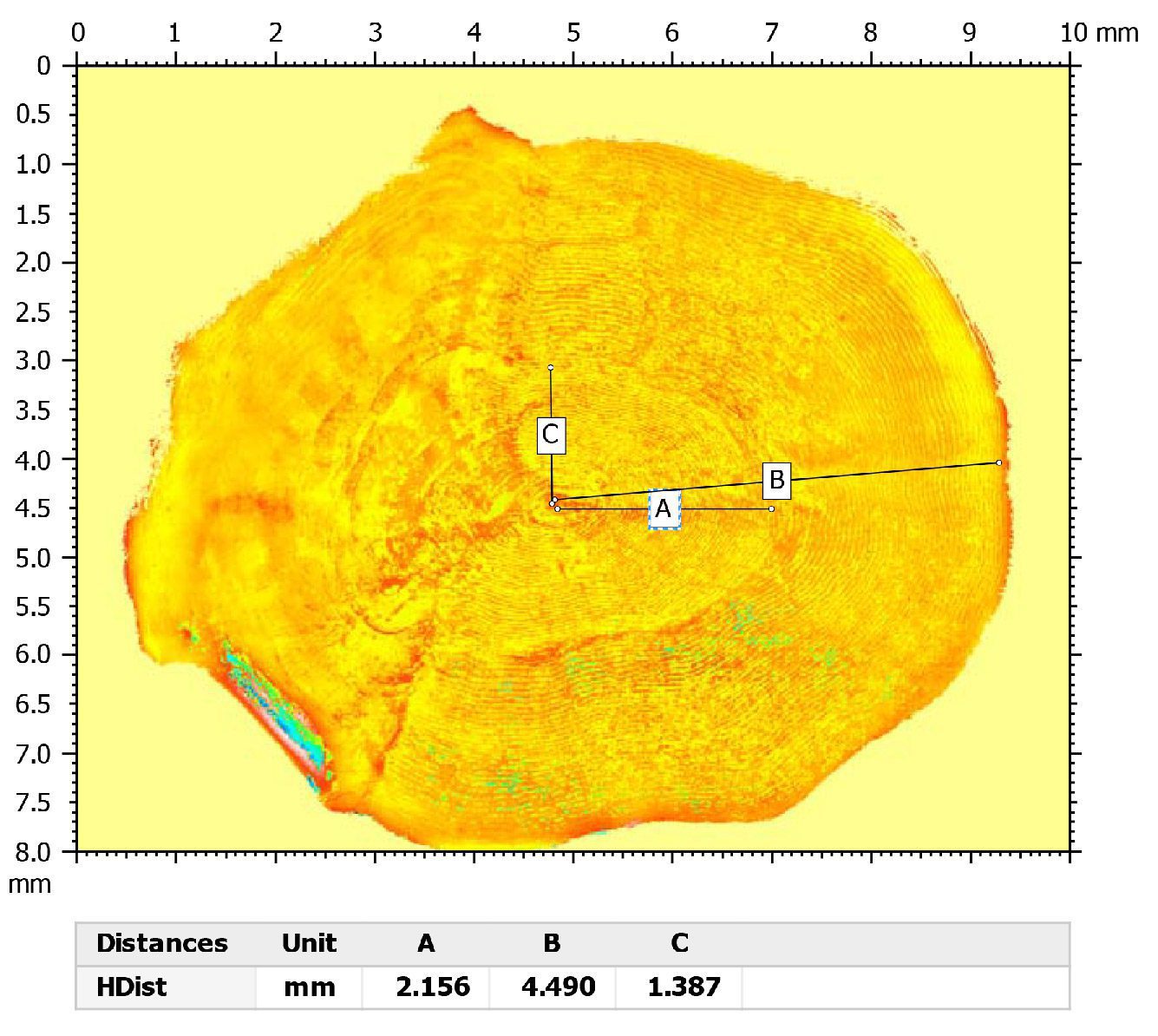
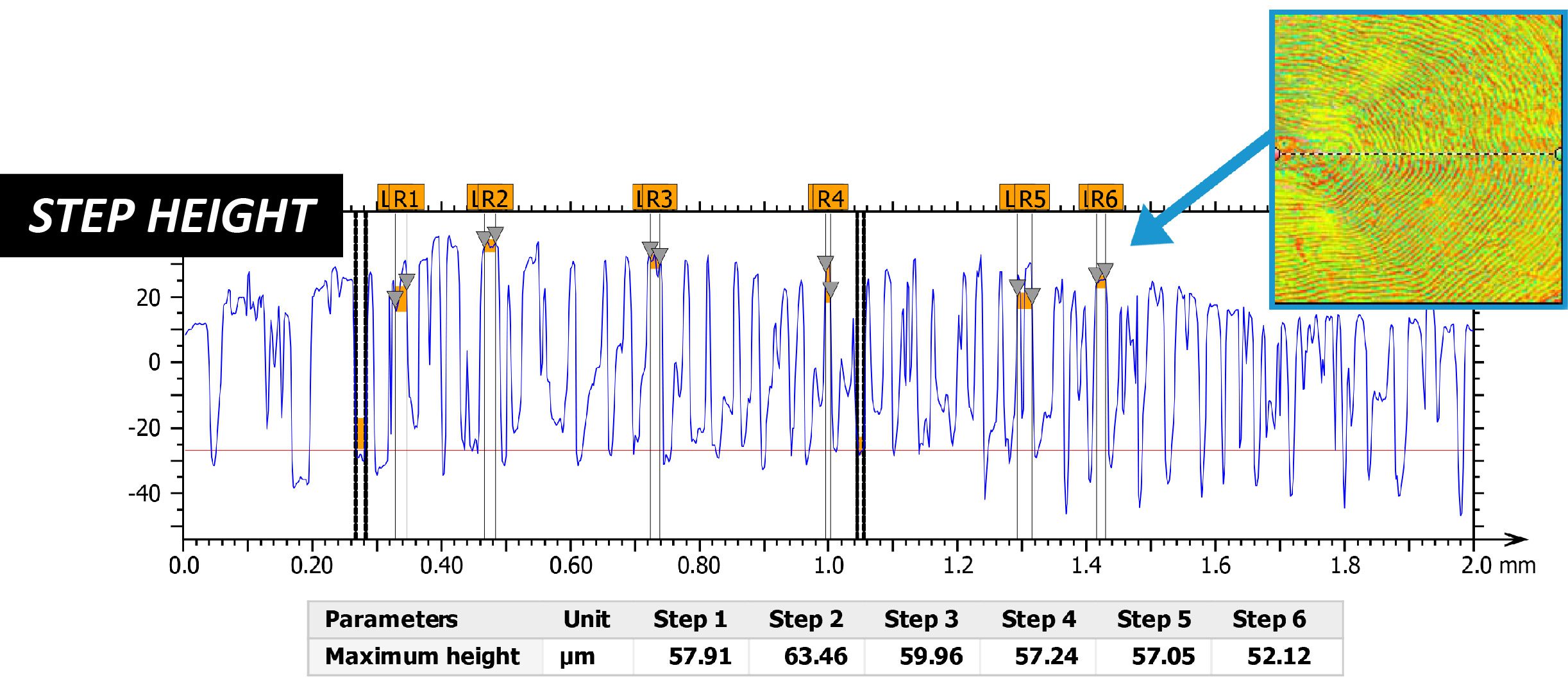
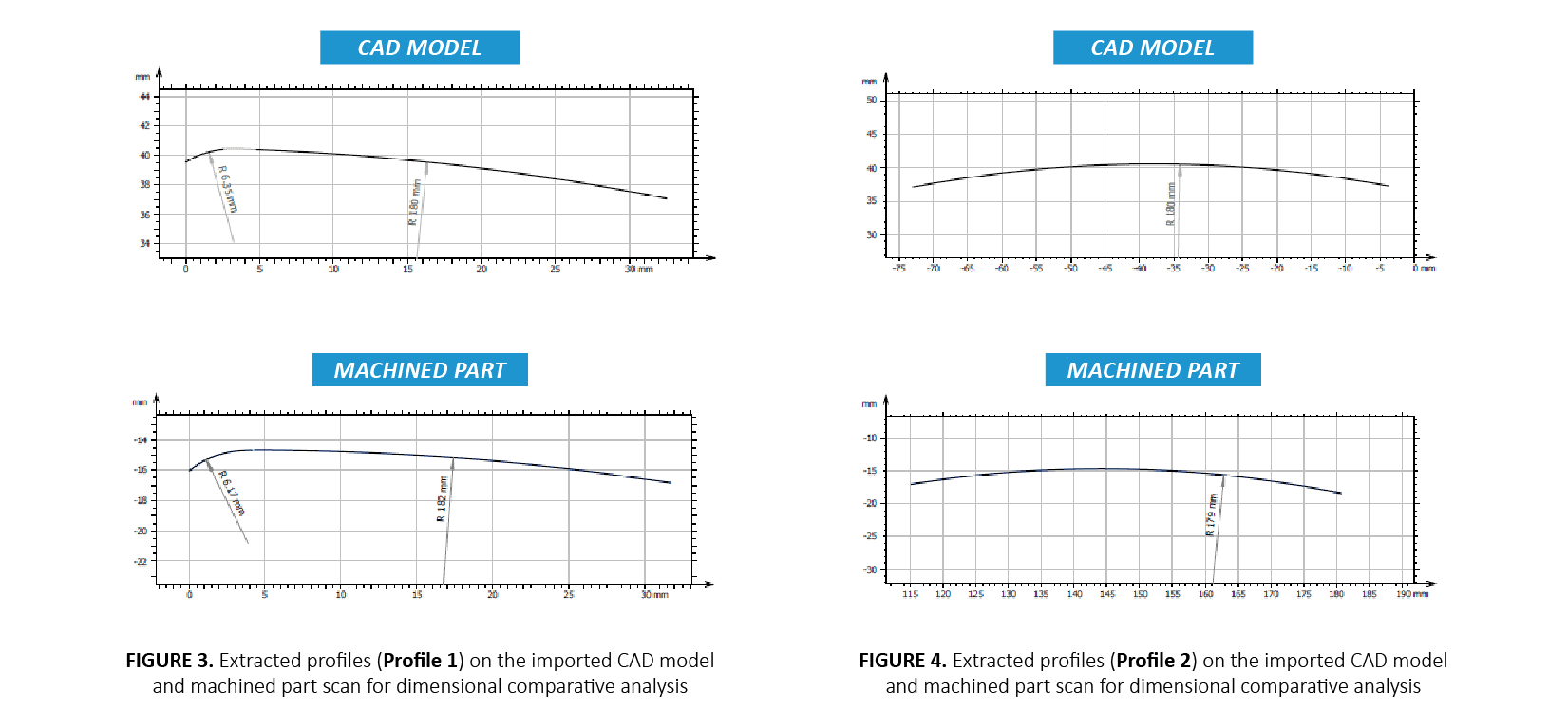
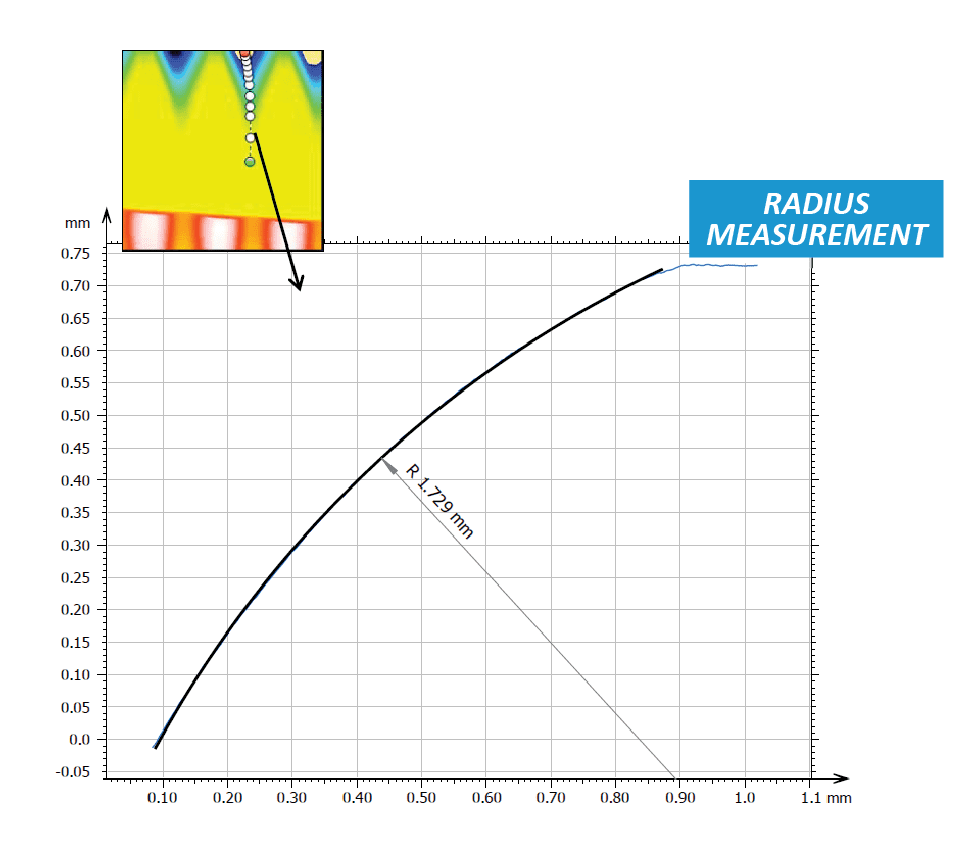
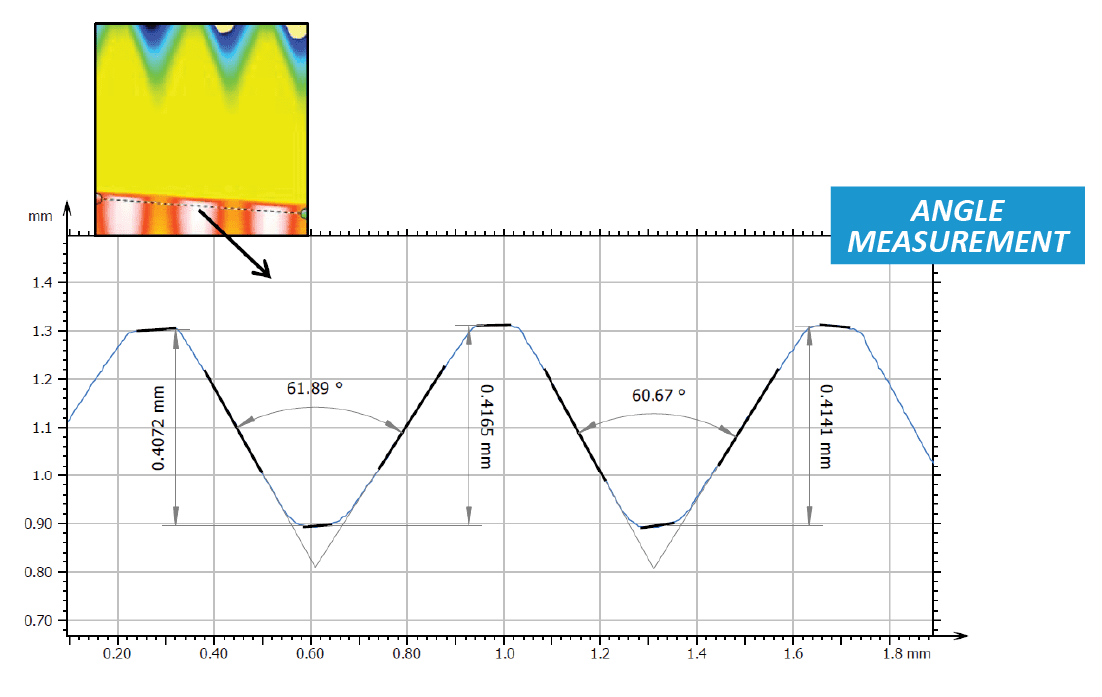
2D Yüzey Analizi
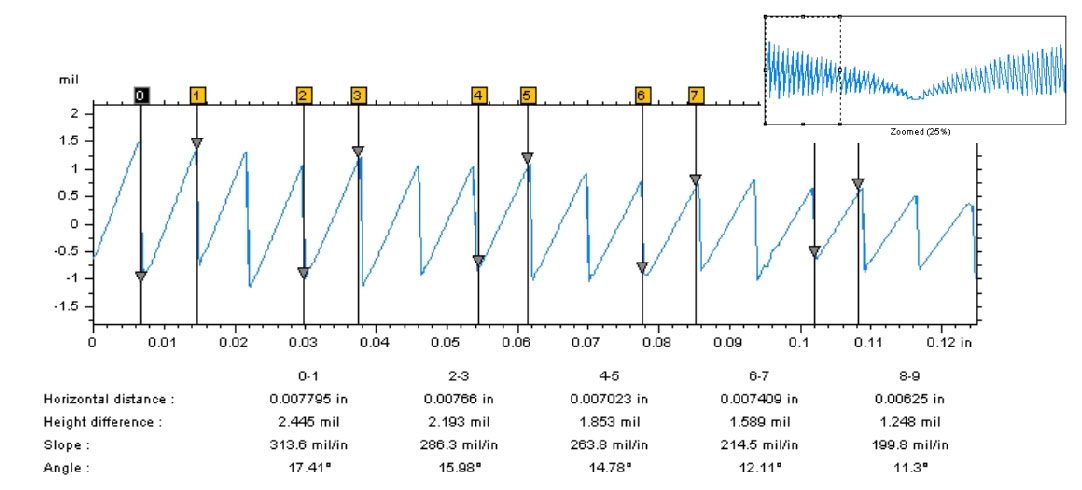
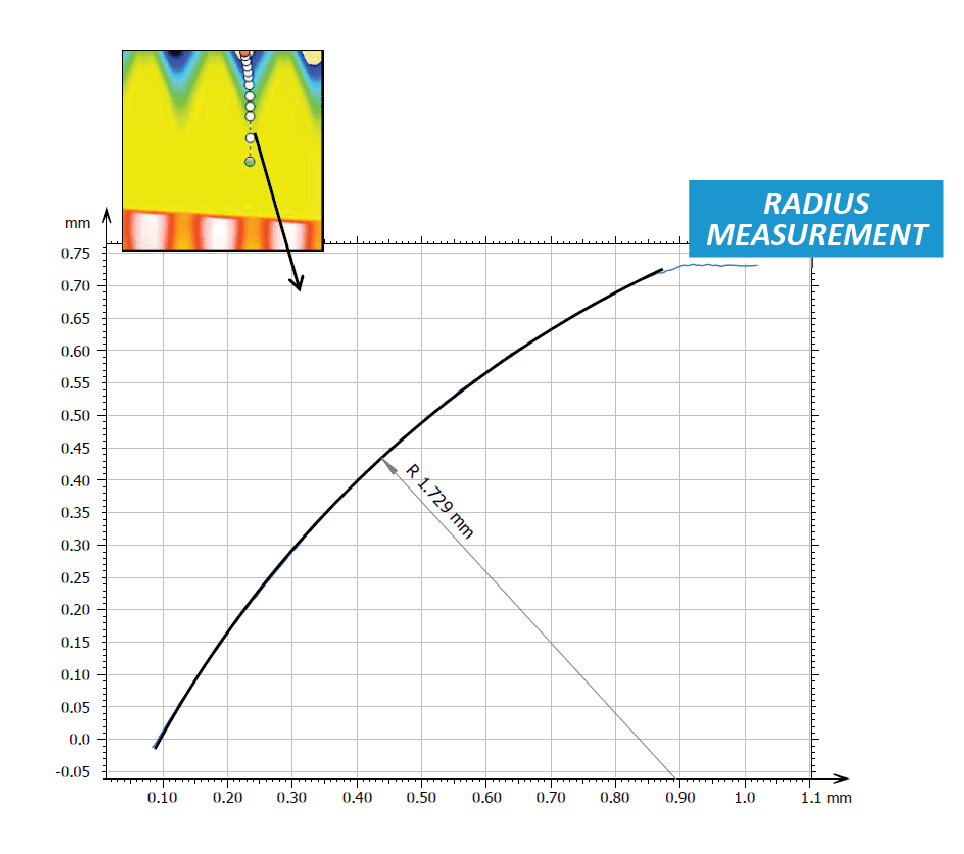
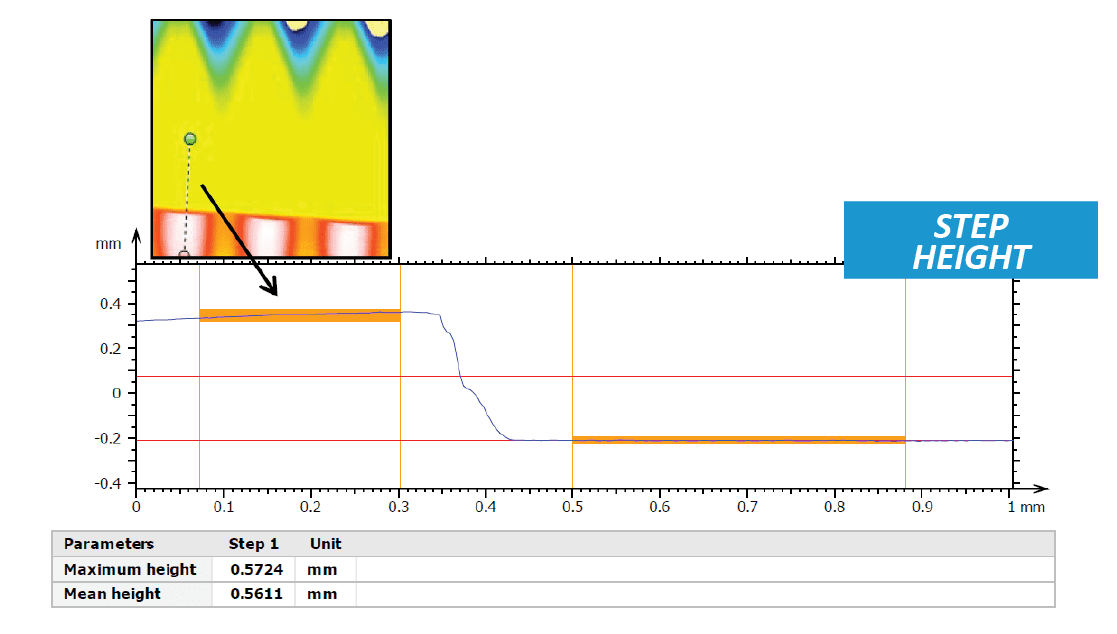
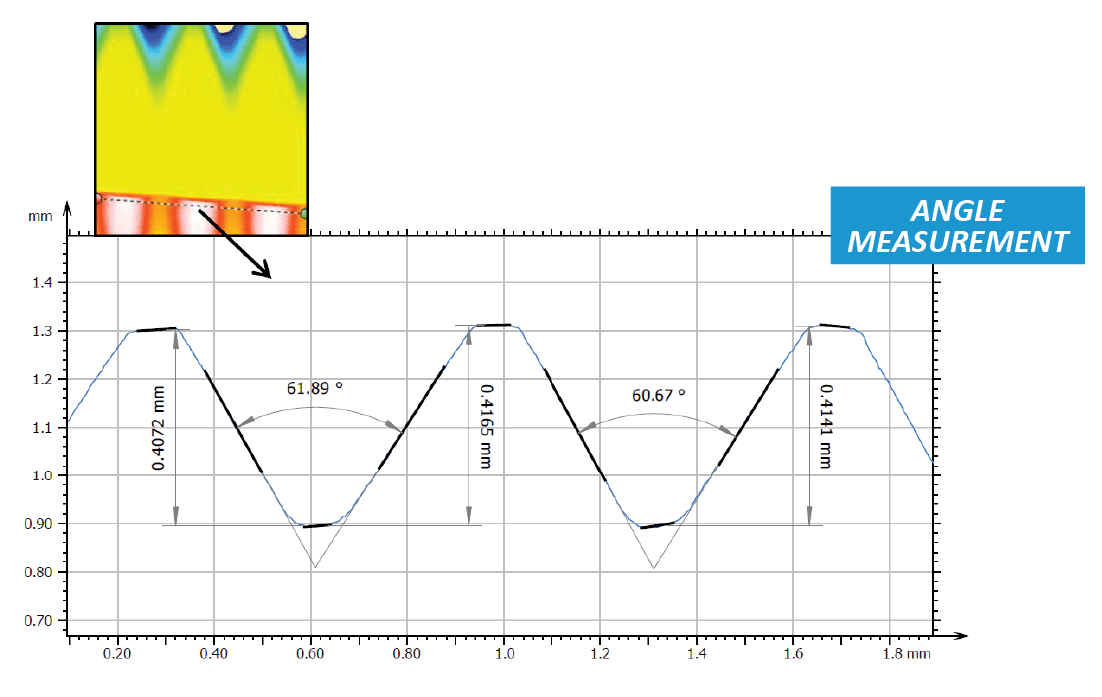
Vidanın kesit görünümünü göstermek için yüzeyden çizgi profilleri de çıkarılabilir. Vidanın belirli bir yerindeki hassas boyutları ölçmek için Kontur Analizi ve adım yüksekliği çalışmaları kullanıldı.

SONUÇ
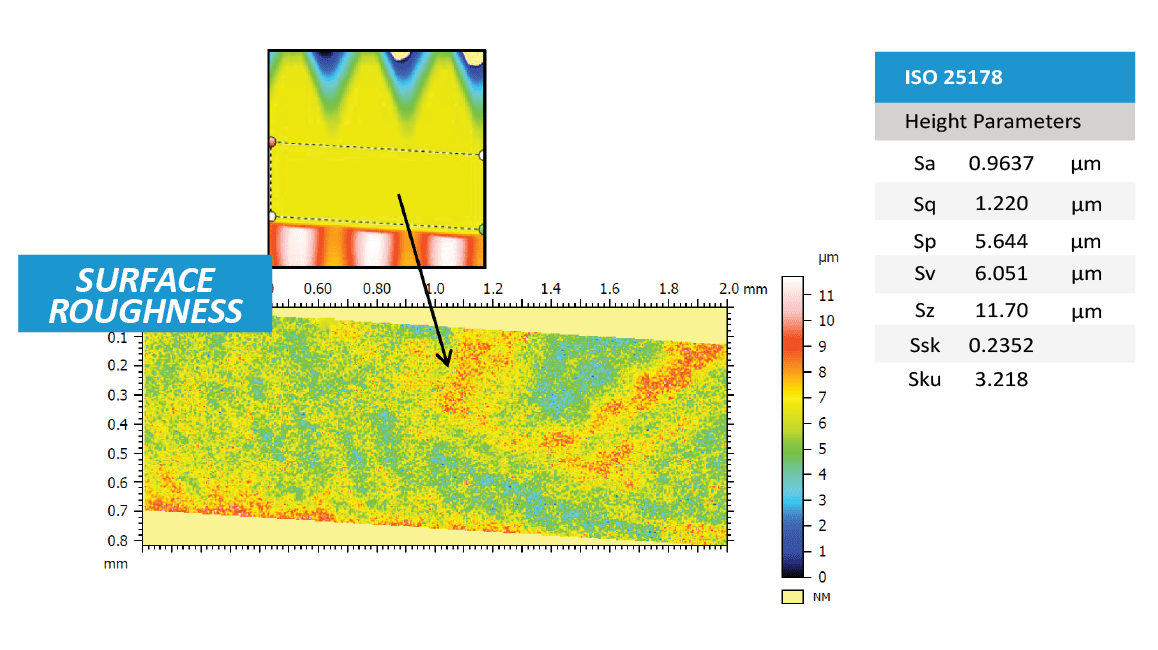
Bu uygulamada, Nanovea 3D Temassız Profil Oluşturucunun yerel yüzey pürüzlülüğünü hassas bir şekilde hesaplama ve tek bir taramada büyük boyutlu özellikleri ölçme yeteneğini sergiledik.
Veriler 0,9637 μm'lik yerel yüzey pürüzlülüğünü göstermektedir. Vidanın dişler arasındaki yarıçapı 1,729 mm, dişlerin ortalama yüksekliği ise 0,413 mm olarak bulunmuştur. Dişler arasındaki ortalama açı 61,3° olarak belirlendi.
Burada gösterilen veriler, analiz yazılımında mevcut olan hesaplamaların yalnızca bir kısmını temsil etmektedir.
Tarafından hazırlanmıştır
Duanjie Li, PhD., Jonathan Thomas ve Pierre Leroux