はじめに
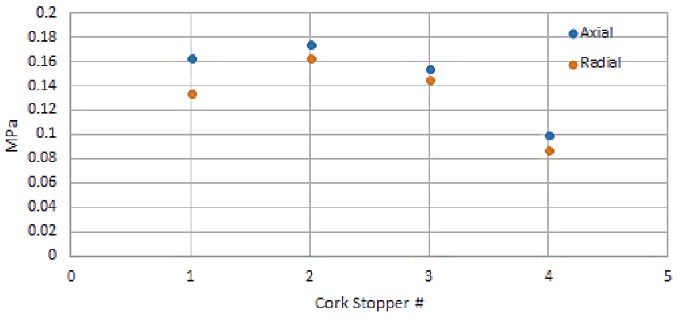
Dynamic Mechanical Analysis (DMA)は、材料の機械的特性を調べるために使用される強力な技術です。このアプリケーションでは、ワインの封印や熟成工程で広く使われているコルクの分析に焦点を当てます。コルクは、ミズナラの樹皮から得られるもので、合成ポリマーに似た機械的特性を持つ明確な細胞構造を示しています。コルクは、1つの軸でハニカム構造になっています。一方、他の2軸は長方形のような複数のプリズム構造になっています。このため、コルクの機械的性質は、試験する方向によって異なる。
コルクの力学的特性評価における動的力学解析(DMA)試験の重要性
コルクの品質は、その機械的・物理的特性に大きく依存し、ワインの密閉性を高める上で極めて重要である。コルクの品質を決定する重要な要素には、柔軟性、断熱性、弾力性、気体や液体に対する不透過性などがあります。動的機械分析(DMA)試験を活用することで、コルクの柔軟性と弾力性を定量的に評価することができ、信頼性の高い評価方法を提供します。
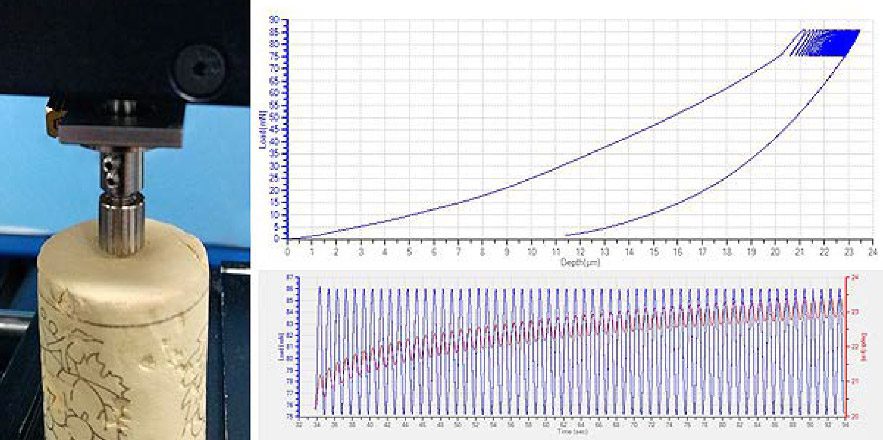
のメカニカルテスター「NANOVEA PB1000」。 ナノインデンテーション モードでは、これらの特性、特にヤング率、貯蔵弾性率、損失弾性率、タンデルタ(tan (δ))の特性評価を行うことができます。また、DMAテストでは、コルク素材の位相シフト、硬度、応力、歪みに関する貴重なデータを収集することができます。これらの包括的な分析を通じて、コルクの機械的挙動とワインシーリング用途への適性について、より深い洞察を得ることができます。