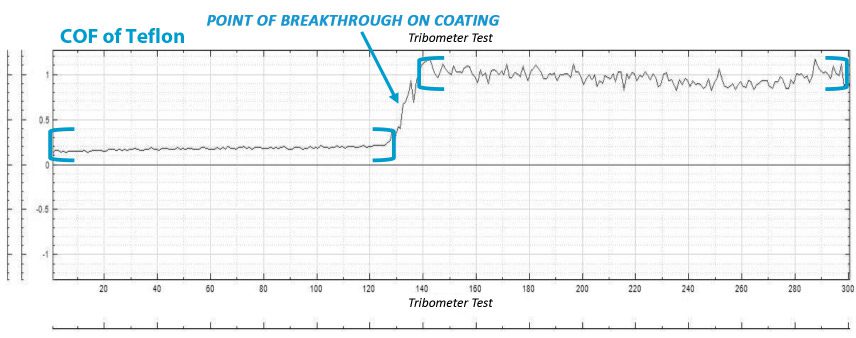
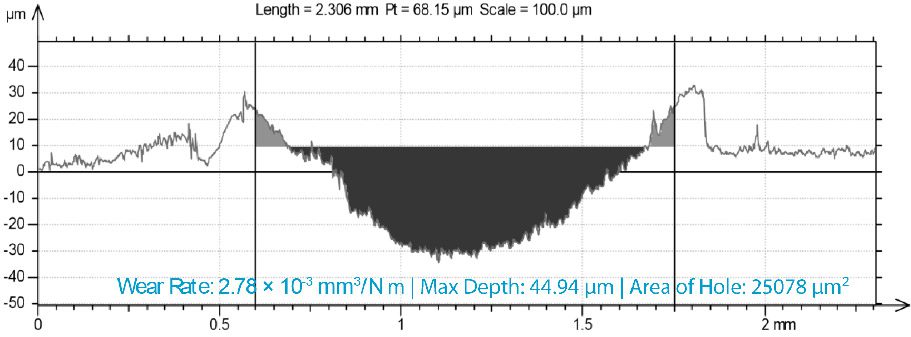
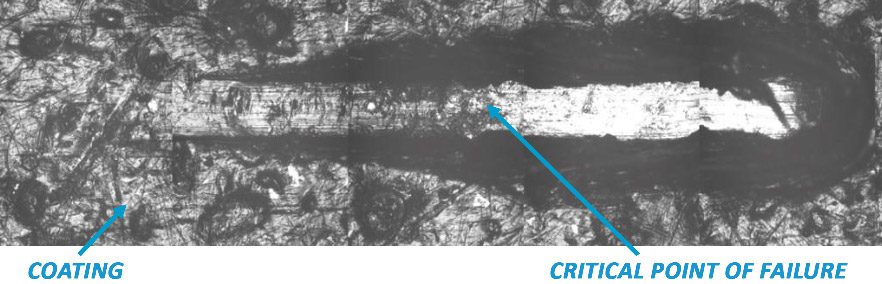
PTFEコーティング摩耗試験

金属基板上の塗料のナノスクラッチ&マー試験

工業用コーティング剤の傷と摩耗の評価

窒化チタンコーティングのスクラッチテスト

水晶基板上の金コーティングの密着特性

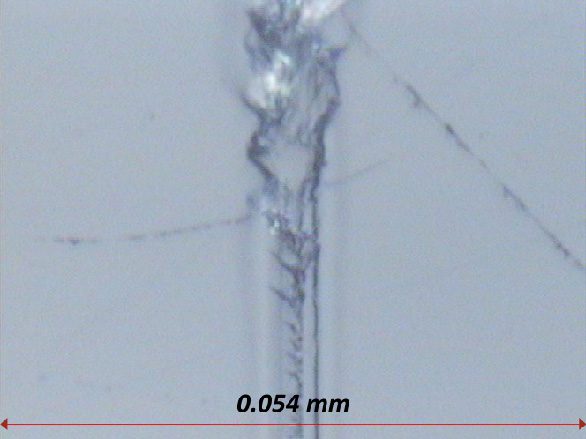
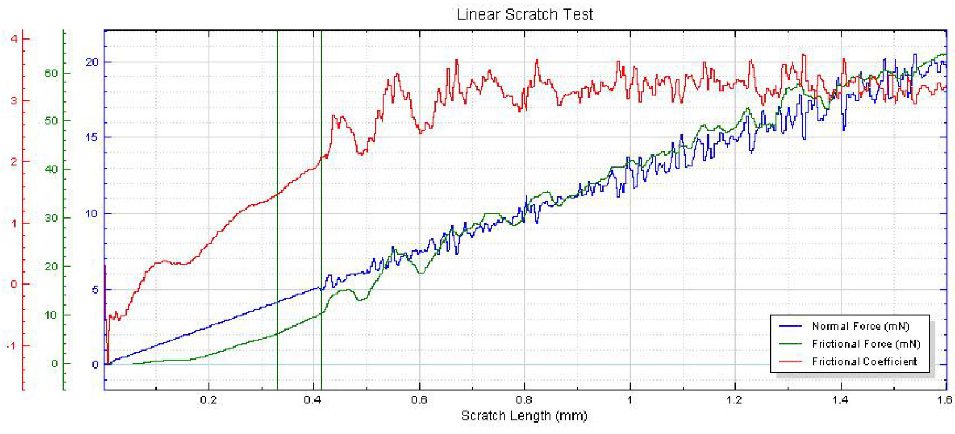
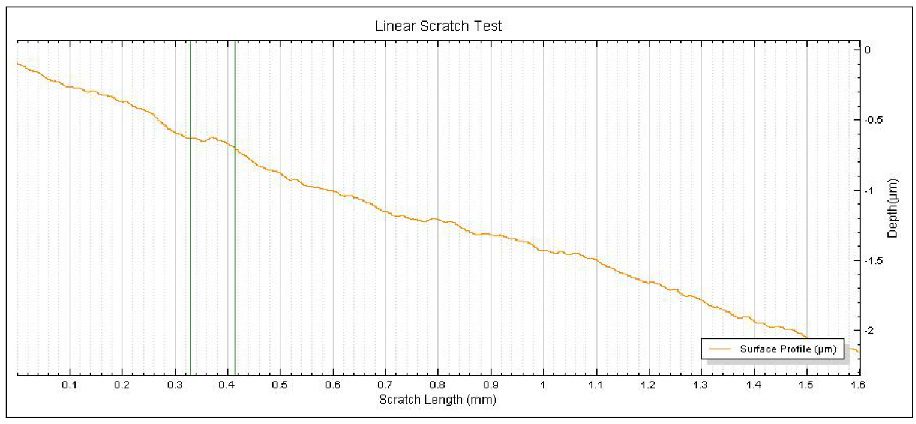
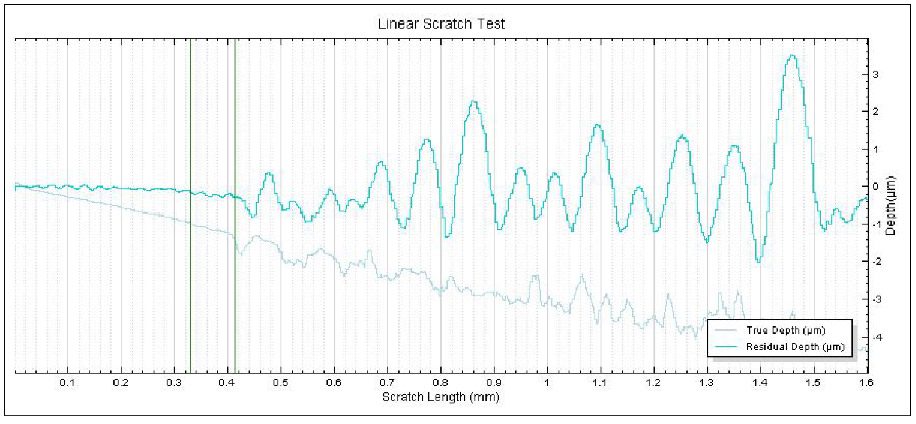
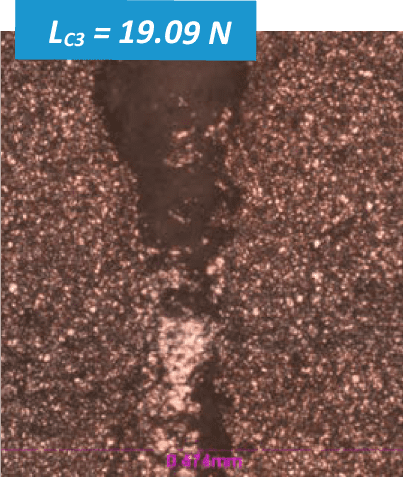
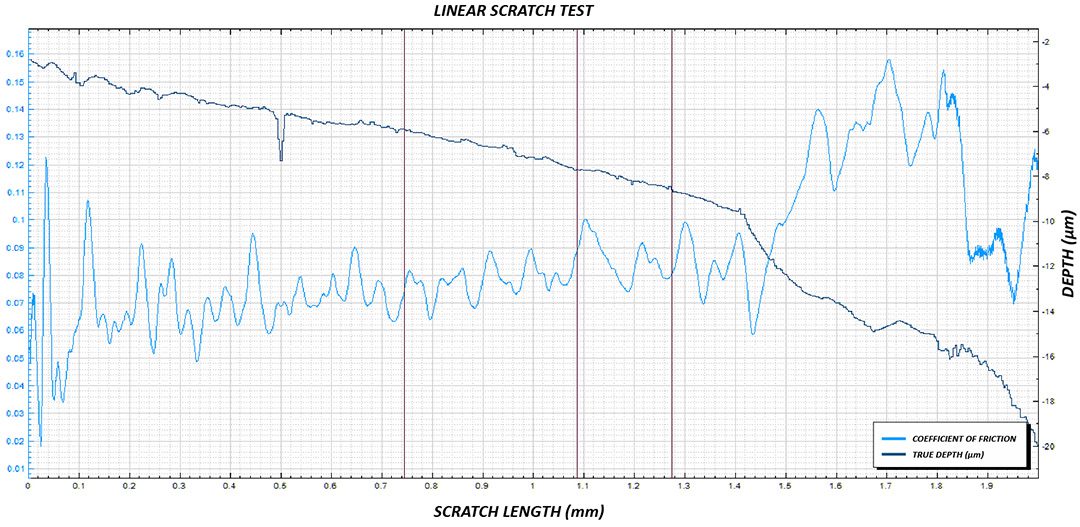
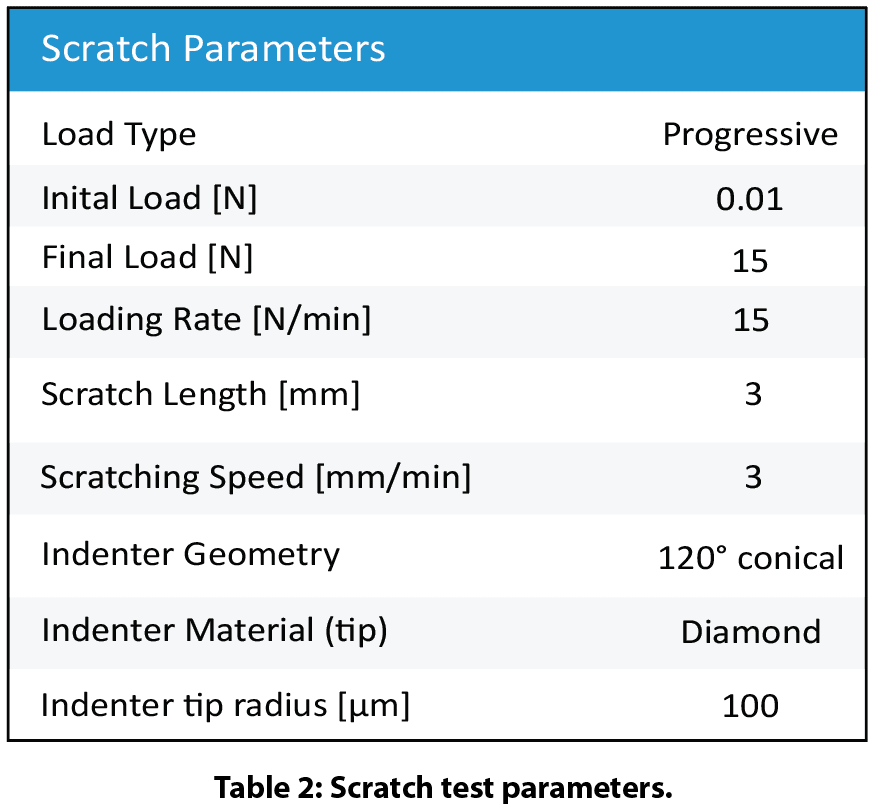
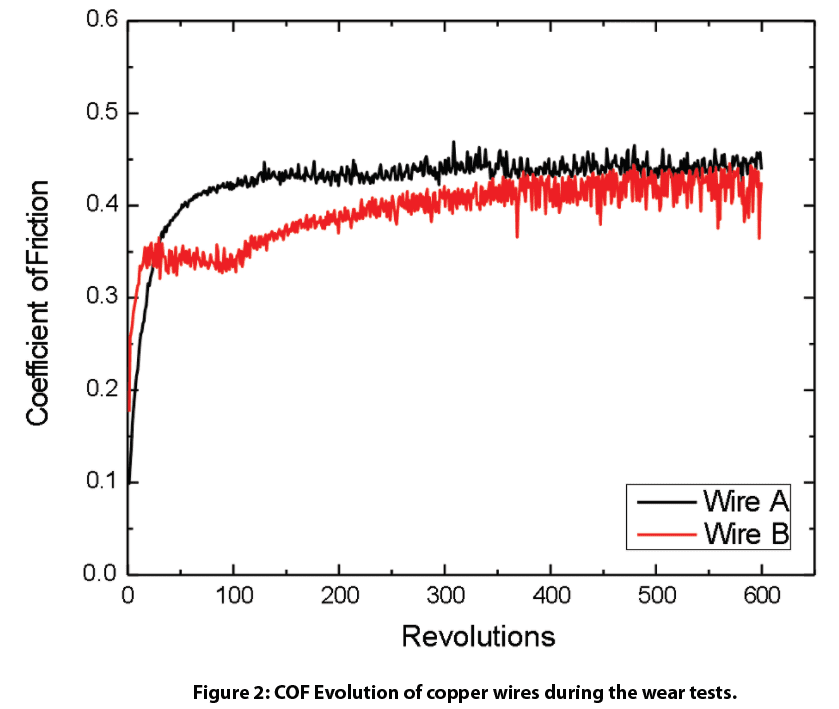
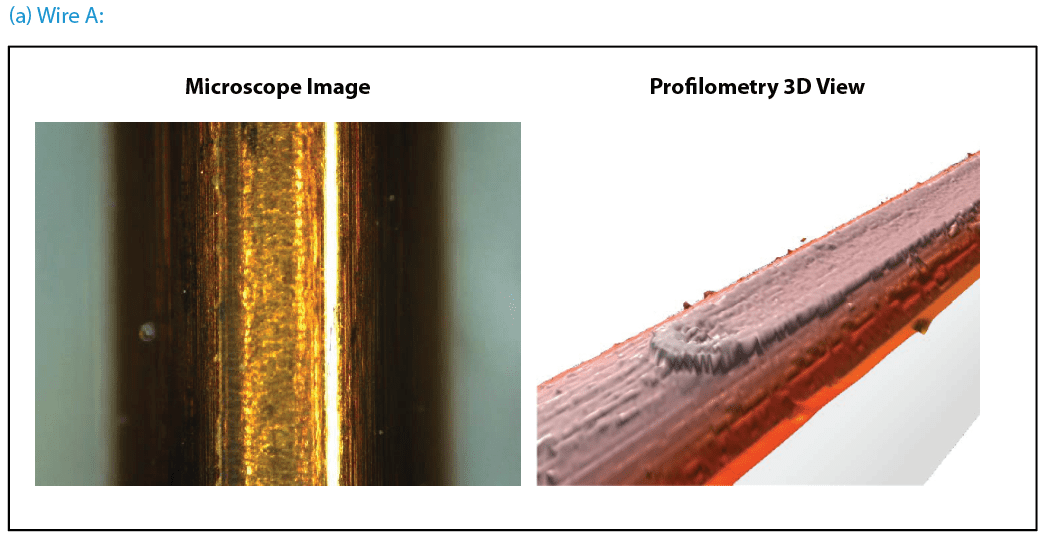
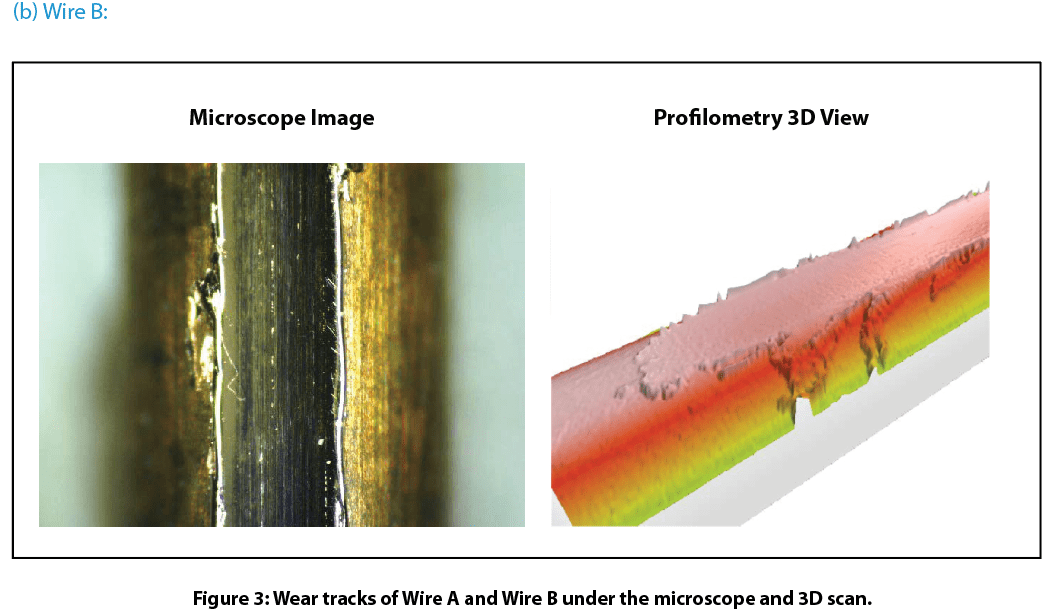
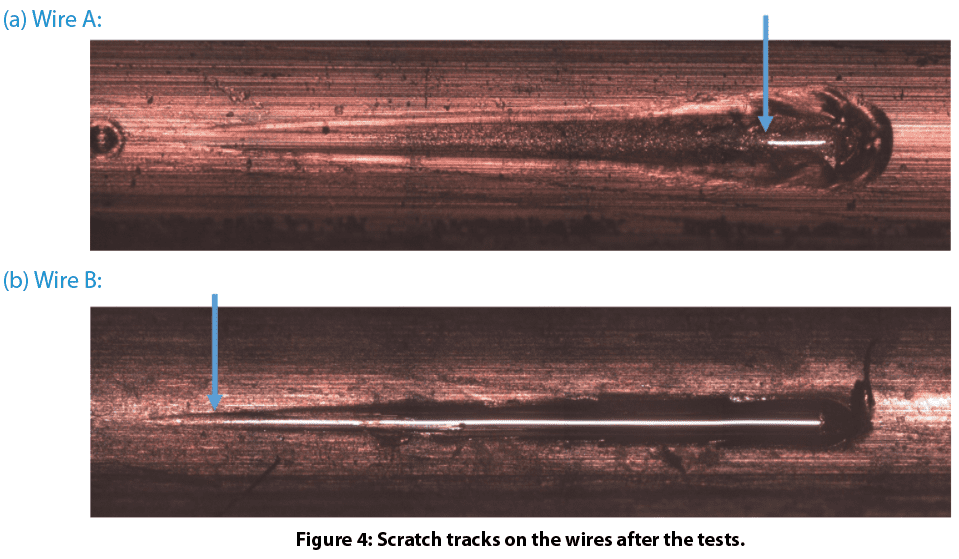
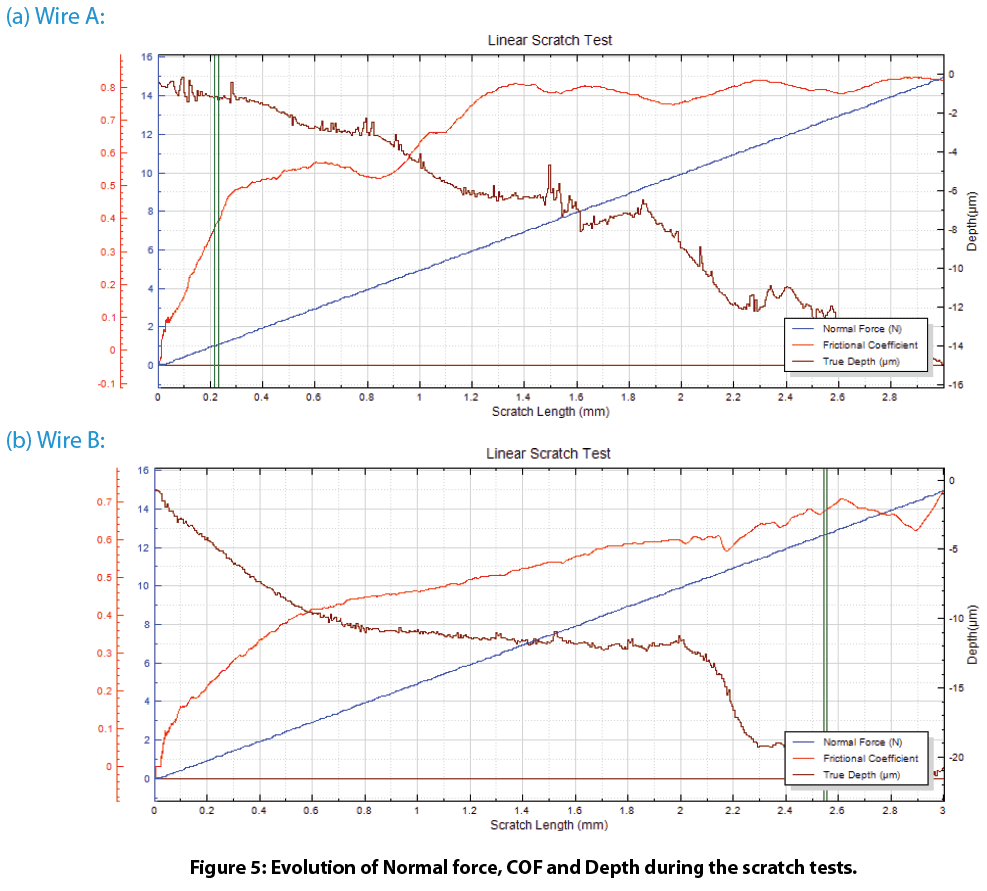
表面処理銅線の耐摩耗性とスクラッチ性の評価
スクラッチテストによる塗膜故障の把握
はじめに
材料の表面処理は、装飾的な外観から、摩耗、腐食、その他の攻撃から基材を保護することまで、さまざまな機能的用途において重要な役割を担っています。コーティングの品質と寿命を決定する重要な要素は、その凝集力と接着力である。
ここをクリックしてお読みください
メカニカルテスターPB1000による類似サンプルのマルチスクラッチ自動化
はじめに :
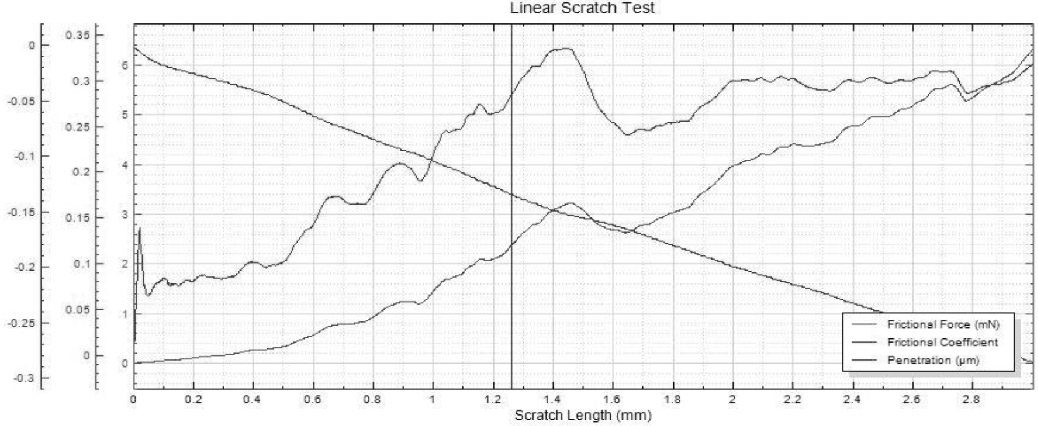
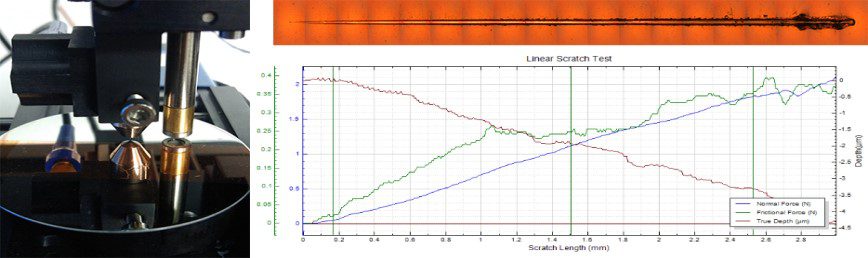
コーティングは、その機能的な特性から、さまざまな産業で広く使用されています。硬度、耐侵食性、低摩擦性、高耐摩耗性など、コーティングが重要視される特性は数多くあります。これらの特性を数値化する方法として一般的に用いられているのがスクラッチ試験で、これによりコーティングの粘着性や凝集性を繰り返し測定することができます。破壊が起こる臨界荷重を比較することで、コーティングの本質的な特性を評価することができます。
クリックすると詳細をご覧いただけます。

多層薄膜のスクラッチテスト
コーティングは、下地層の保護、電子デバイスの作成、材料の表面特性の改善など、さまざまな産業で幅広く使用されています。コーティングはその多くの用途のために広く研究されているが、その機械的特性を理解することは困難である。コーティングの故障は、表面と大気の相互作用、凝集破壊、基板と界面の接着不良などから、マイクロ/ナノメートル領域で発生する可能性があります。コーティングの不具合を調べる一貫した方法として、スクラッチテストがあります。荷重を徐々に増加させることで、塗膜の凝集破壊(クラックなど)と接着破壊(剥離など)を定量的に比較することができる。
多層薄膜のスクラッチテスト

炭化ケイ素ウェハーコーティングの機械的特性
炭化ケイ素ウェハーコーティングの機械的特性を理解することは、非常に重要です。マイクロエレクトロニクスデバイスの製造工程は、300 以上の異なる処理工程があり、6 週間から 8 週間かかることもあります。この工程では、どの工程で失敗しても時間と費用の損失につながるため、ウェハー基板は製造の極限状態に耐えられる必要があります。のテストは 硬度また、ウェーハの接着性、耐スクラッチ性、COF/磨耗率は、製造工程や塗布工程で課せられる条件に耐え、故障が発生しないように一定の条件を満たす必要があります。
炭化ケイ素ウェハーコーティングの機械的特性