
Seramikler: Tane Tespiti için Nanoindentasyon Hızlı Haritalama

GİRİŞ
Nanoindentasyon malzemelerin mekanik davranışlarını küçük ölçeklerde ölçmek için yaygın olarak uygulanan bir teknik haline gelmiştir.i ii. Bir nanoindentasyon ölçümünden elde edilen yüksek çözünürlüklü yük-yer değiştirme eğrileri, sertlik, Young modülü, sürünme, kırılma tokluğu ve diğerleri dahil olmak üzere çeşitli fiziko-mekanik özellikler sağlayabilir.
Hızlı Haritalama Girintisinin Önemi
Nanoindentasyon tekniğinin daha da yaygınlaştırılması için önemli bir darboğaz zaman tüketimidir. Geleneksel nanoindentasyon prosedürüyle mekanik özellik haritalaması kolayca saatler sürebilir ve bu da tekniğin yarı iletken, havacılık, MEMS, seramik karolar gibi tüketici ürünleri ve diğerleri gibi seri üretim endüstrilerinde uygulanmasını engeller.
Hızlı haritalamanın seramik karo imalat endüstrisinde önemli olduğu kanıtlanabilir; Hardness ve Young'ın tek bir seramik karo üzerindeki modül haritalamaları, yüzeyin ne kadar homojen olduğunu gösteren bir veri dağılımı sunabilir. Bu haritada bir karo üzerindeki daha yumuşak bölgeler ana hatlarıyla çizilebilir ve birinin evinde her gün meydana gelen fiziksel etkilerden dolayı arızalanmaya daha yatkın yerler gösterilebilir. Karşılaştırmalı çalışmalar için farklı tipte karolar üzerinde, kalite kontrol süreçlerinde ise karo tutarlılığını ölçmek için benzer karolardan oluşan bir parti üzerinde haritalamalar yapılabilir. Hızlı haritalama yöntemiyle ölçüm kurulumlarının kombinasyonu kapsamlı, aynı zamanda doğru ve verimli olabilir.
ÖLÇÜM HEDEFI
Bu çalışmada, Nanovea Mekanik Test CihazıFastMap modunda, bir zemin karosunun mekanik özelliklerini yüksek hızlarda haritalamak için kullanılır. Nanovea Mekanik Test Cihazının yüksek hassasiyet ve tekrarlanabilirlikle iki hızlı nanoindentasyon eşlemesi gerçekleştirme kapasitesini sergiliyoruz.
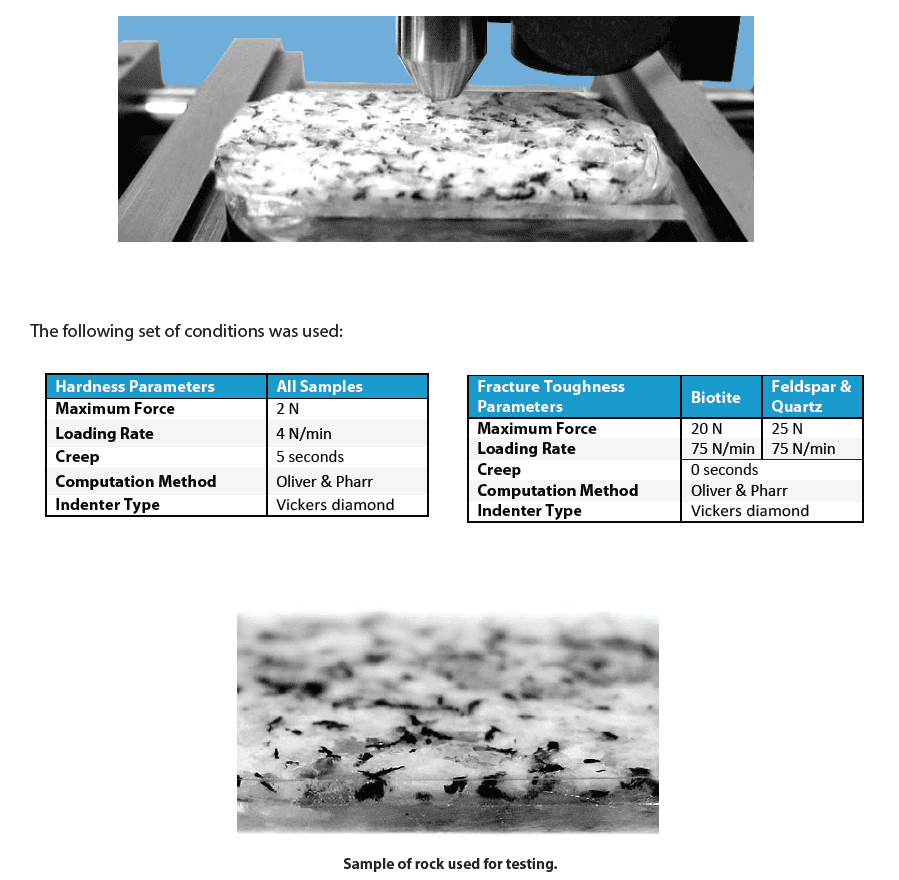
Test Koşulları
Nanovea Mekanik Test Cihazı, bir Berkovich girintisi kullanılarak bir yer karosu üzerinde FastMap Modu ile bir dizi nano girinti gerçekleştirmek için kullanıldı. Oluşturulan iki girinti matrisi için test parametreleri aşağıda özetlenmiştir.

Tablo 1: Test parametre özeti.
SONUÇLAR & TARTIŞMA
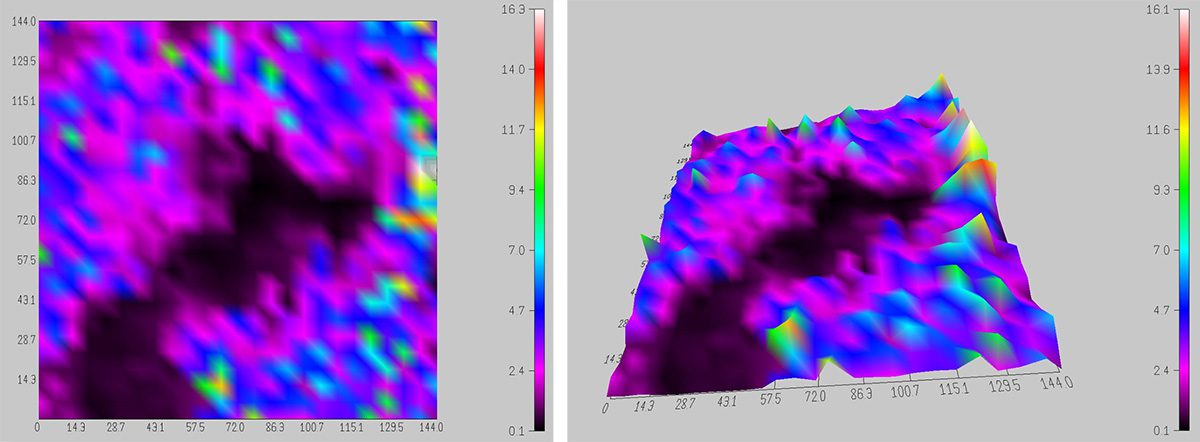
Şekil 1: 625 girintili sertlik eşlemesinin 2B ve 3B görünümü.
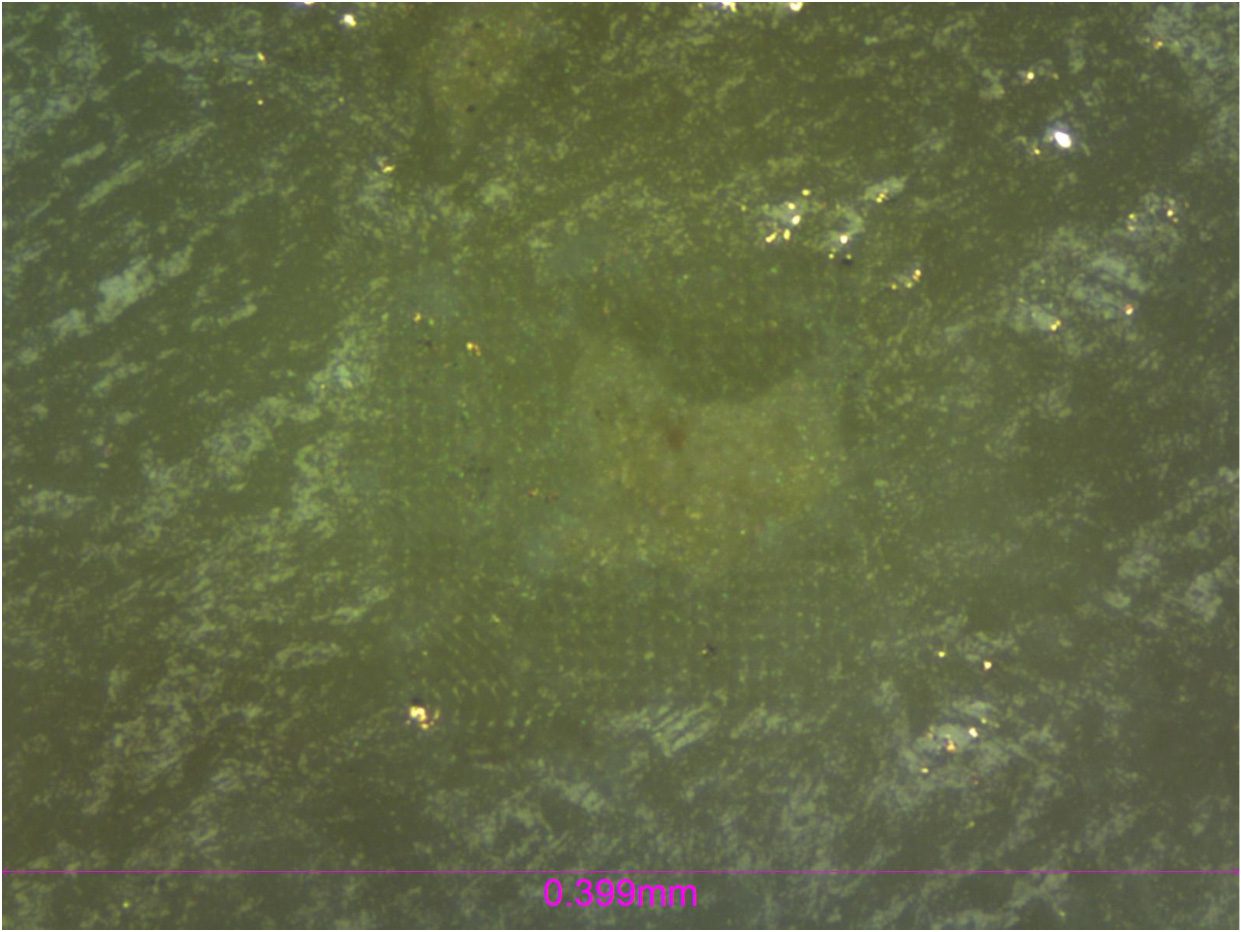
Şekil 2: Taneyi gösteren 625 girintili matrisin mikrografı.
0,20 mm'lik bir yüzeyde 625 girintili bir matris gerçekleştirildi2 büyük görünür taneciklerin bulunduğu alan. Bu tanecik (Şekil 2), karonun genel yüzeyinden daha düşük bir ortalama sertliğe sahipti. Nanovea Mekanik Yazılımı, kullanıcının Şekil 1'de gösterilen sertlik dağılım haritasını 2D ve 3D modunda görmesine olanak tanır. Yazılım, numune tablasının yüksek hassasiyetli konum kontrolünü kullanarak, kullanıcıların bu gibi alanları derinlemesine hedeflemesine olanak tanır. mekanik özelliklerin haritalanması.
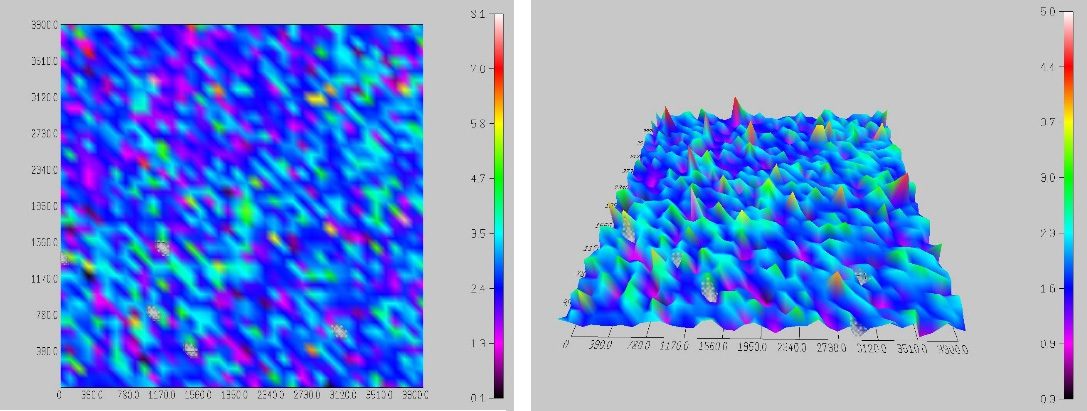
Şekil 3: 1600 girintili sertlik eşlemesinin 2B ve 3B görünümü.

Şekil 4: 1600 girintili matrisin mikrografı.
Yüzeyin homojenliğini ölçmek için aynı karo üzerinde 1600 girintili bir matris de oluşturuldu. Burada kullanıcı yine 3D veya 2D modunda sertlik dağılımını (Şekil 3) ve girintili yüzeyin mikroskop görüntüsünü görme olanağına sahiptir. Sunulan sertlik dağılımına dayanarak, yüksek ve düşük sertlik veri noktalarının eşit şekilde dağılmasından dolayı malzemenin gözenekli olduğu sonucuna varılabilir.
Geleneksel nanoindentasyon prosedürleriyle karşılaştırıldığında, bu çalışmadaki FastMap modu önemli ölçüde daha az zaman alıcı ve daha uygun maliyetlidir. Sertlik ve Young Modülü de dahil olmak üzere mekanik özelliklerin hızlı niceliksel haritalanmasına olanak tanır ve seri üretimde çeşitli malzemelerin kalite kontrolü için kritik olan tane tespiti ve malzeme tutarlılığı için bir çözüm sunar.

SONUÇ
Bu çalışmada, Nanovea Mekanik Test Cihazının FastMap modunu kullanarak hızlı ve hassas nanoindentasyon haritalaması yapma kapasitesini sergiledik. Seramik karo üzerindeki mekanik özellik haritaları, yüzey tanelerini tespit etmek ve bir yüzeyin homojenliğini yüksek hızda ölçmek için kademelerin konum kontrolünü (0,2 µm doğrulukla) ve kuvvet modülü hassasiyetini kullanır.
Bu çalışmada kullanılan test parametreleri matrisin boyutuna ve numune malzemesine göre belirlenmiştir. Toplam girinti döngüsü süresini girinti başına 3 saniyeye (veya her 10 girinti için 30 saniyeye) optimize etmek için çeşitli test parametreleri seçilebilir.
Nanovea Mekanik Test Cihazının Nano ve Mikro modüllerinin tümü ISO ve ASTM uyumlu girinti, çizilme ve aşınma test cihazı modlarını içerir ve tek bir sistemde mevcut en geniş ve en kullanıcı dostu test aralığını sağlar. Nanovea'nın eşsiz ürün yelpazesi, ince veya kalın, yumuşak veya sert kaplamaların, filmlerin ve alt katmanların sertlik, Young Modülü, kırılma tokluğu, yapışma, aşınma direnci ve diğerleri dahil olmak üzere tüm mekanik özelliklerini belirlemek için ideal bir çözümdür.
Ayrıca, pürüzlülük gibi diğer yüzey ölçümlerine ek olarak girinti, çizik ve aşınma izinin yüksek çözünürlüklü 3D görüntülenmesi için isteğe bağlı 3D temassız profil oluşturucu ve AFM Modülü mevcuttur.
Yazar: Duanjie Li, Doktora Pierre Leroux ve Jocelyn Esparza tarafından revize edilmiştir

Microindendation ile Madencilik Prosedürlerini İyileştirin
MİKROINDENTASYON ARAŞTIRMASI VE KALİTE KONTROLÜ
Kaya mekaniği, kaya kütlelerinin mekanik davranışlarının incelenmesidir ve madencilik, sondaj, rezervuar üretimi ve inşaat sektörlerinde uygulanmaktadır. Mekanik özelliklerin hassas ölçümü ile gelişmiş enstrümantasyon, bu endüstrilerde parça ve prosedür iyileştirmesine olanak tanır. Başarılı kalite kontrol prosedürleri, kaya mekaniğinin mikro ölçekte anlaşılmasıyla sağlanır.
Mikroindentasyon kaya mekaniği ile ilgili çalışmalar için kullanılan çok önemli bir araçtır. Bu teknikler, kaya kütlesi özelliklerinin daha iyi anlaşılmasını sağlayarak kazı tekniklerini geliştirir. Mikroindentasyon, madencilik prosedürlerini iyileştiren matkap başlıklarını geliştirmek için kullanılır. Mikroindentasyon, minerallerden tebeşir ve toz oluşumunu incelemek için kullanılmıştır. Mikroindentasyon çalışmaları sertlik, Young modülü, sünme, gerilme-gerinim, kırılma tokluğu ve sıkıştırmayı tek bir aletle içerebilir.
ÖLÇÜM HEDEFI
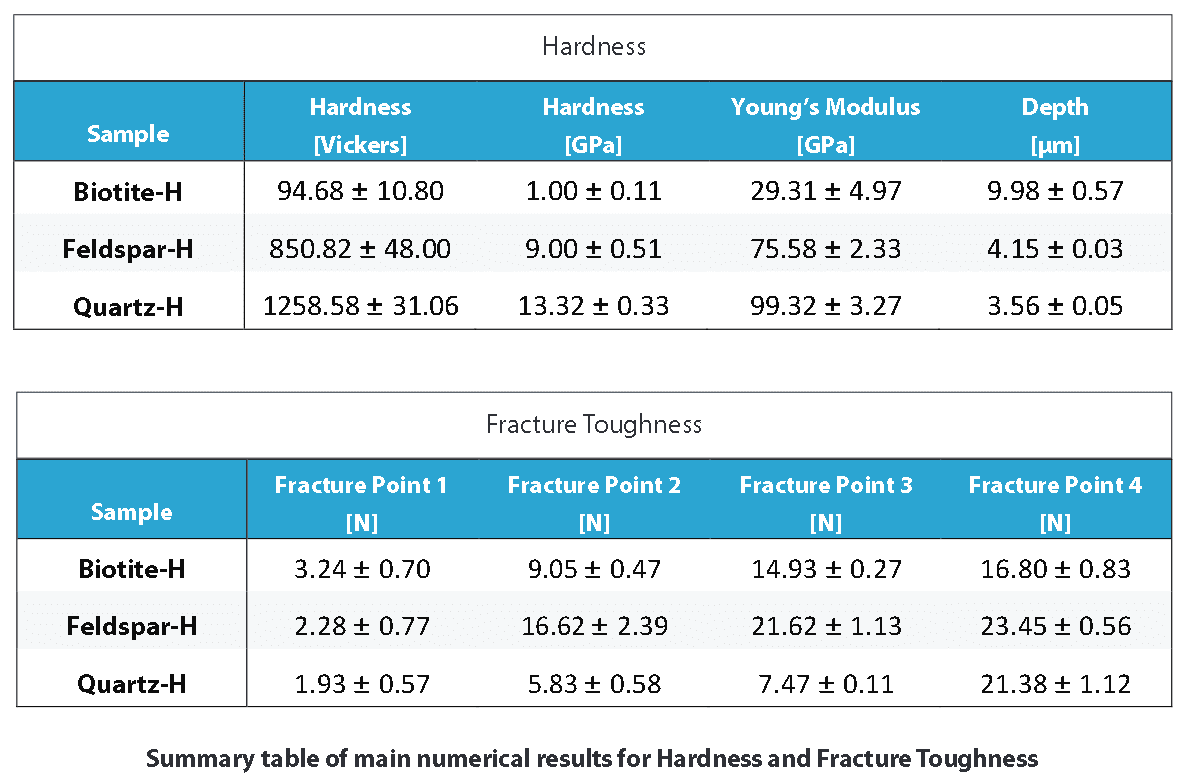
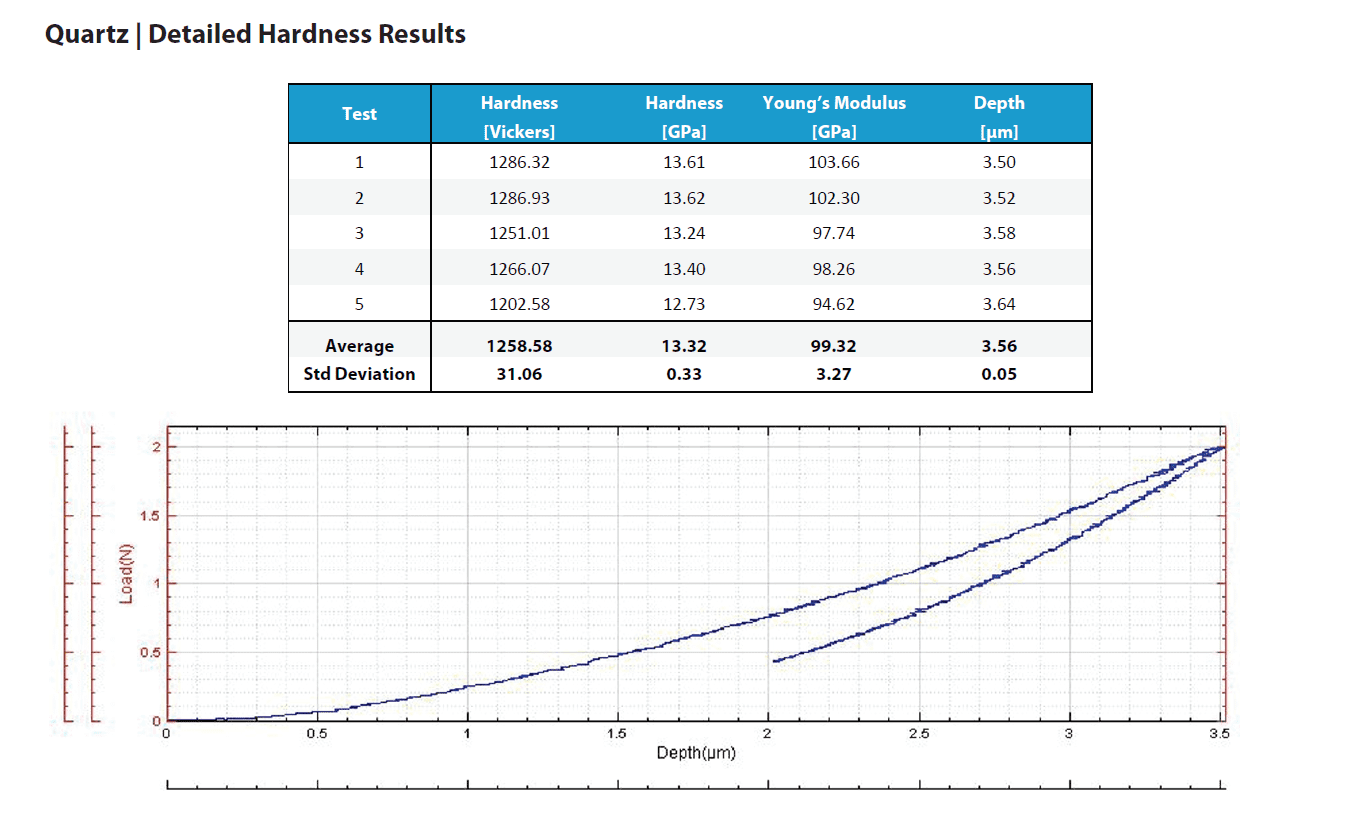
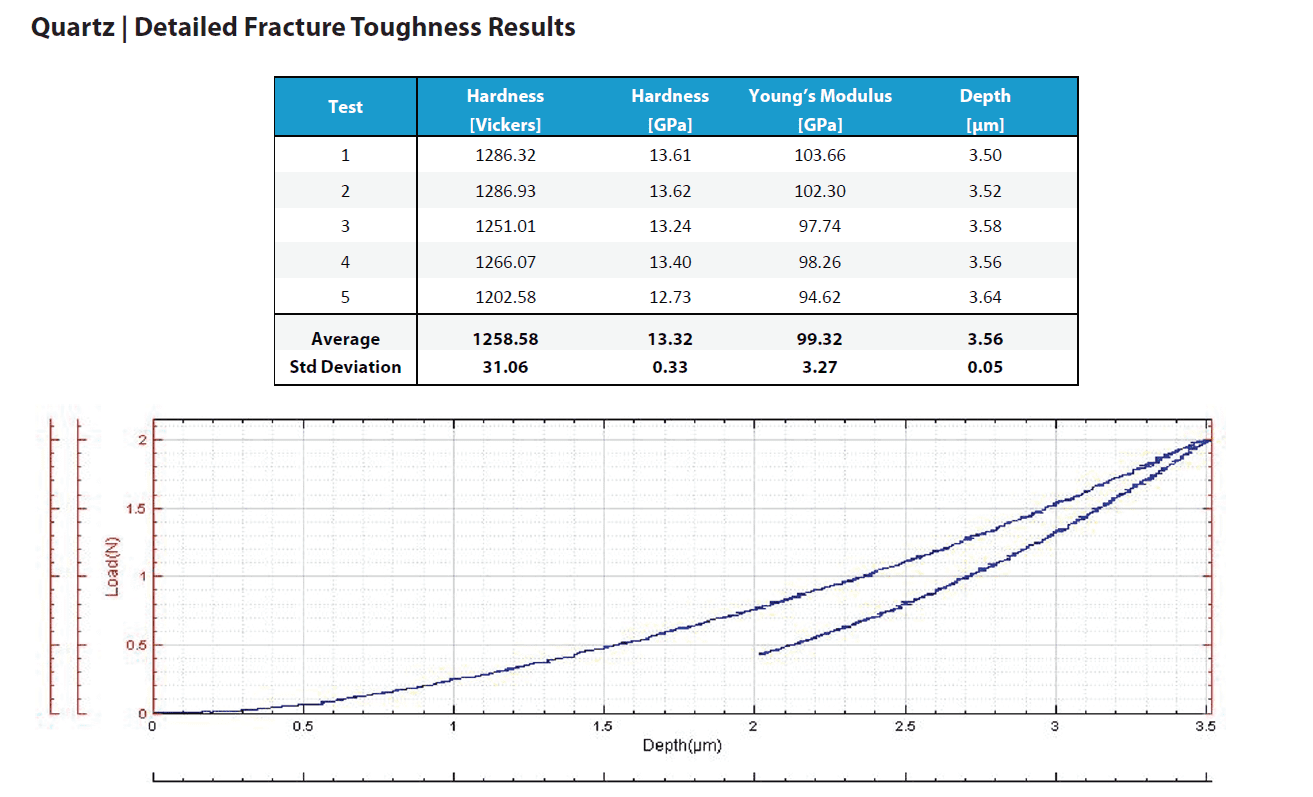
Bu uygulamada Nanovea mekanik test cihazı bir mineral kaya örneğinin Vickers sertliğini (Hv), Young modülünü ve kırılma dayanıklılığını ölçer. Kaya, standart granit kompozitini oluşturan biyotit, feldspat ve kuvarstan oluşur. Her biri ayrı ayrı test edilir.
SONUÇLAR VE TARTIŞMA
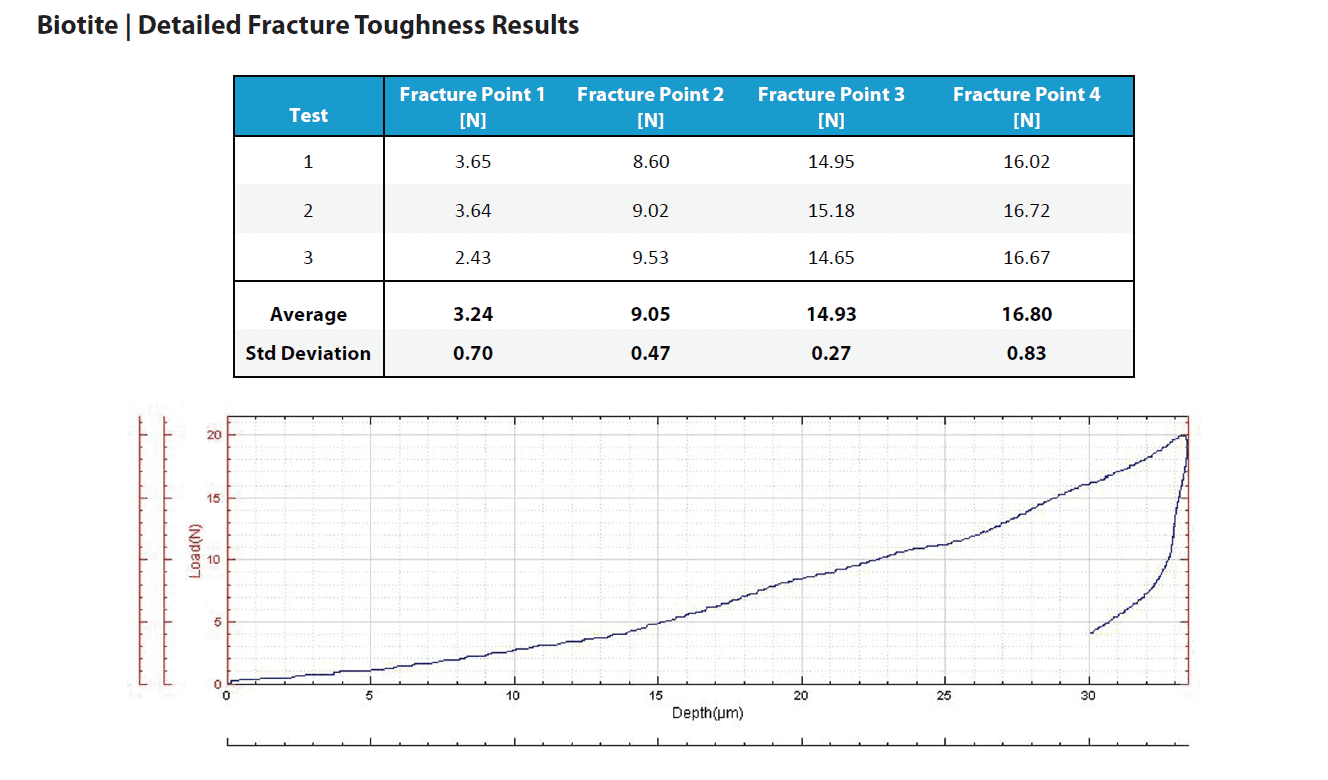
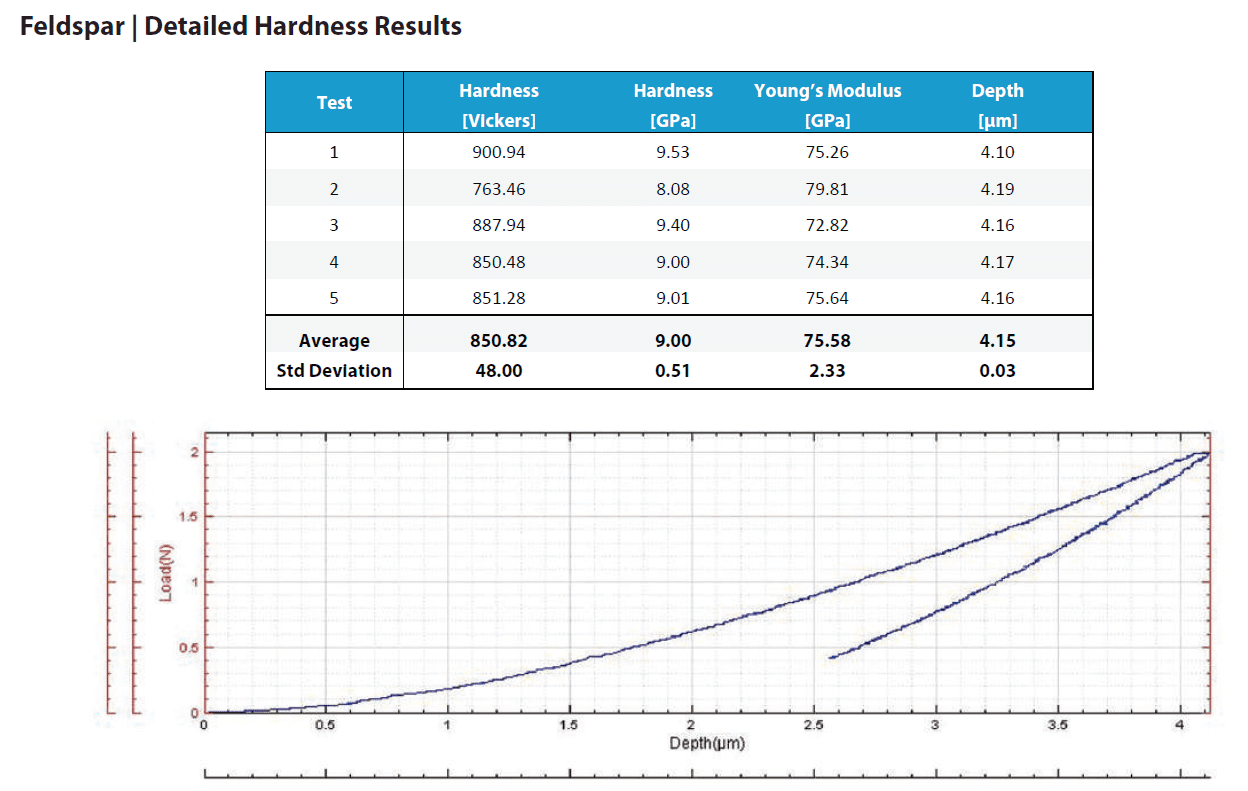
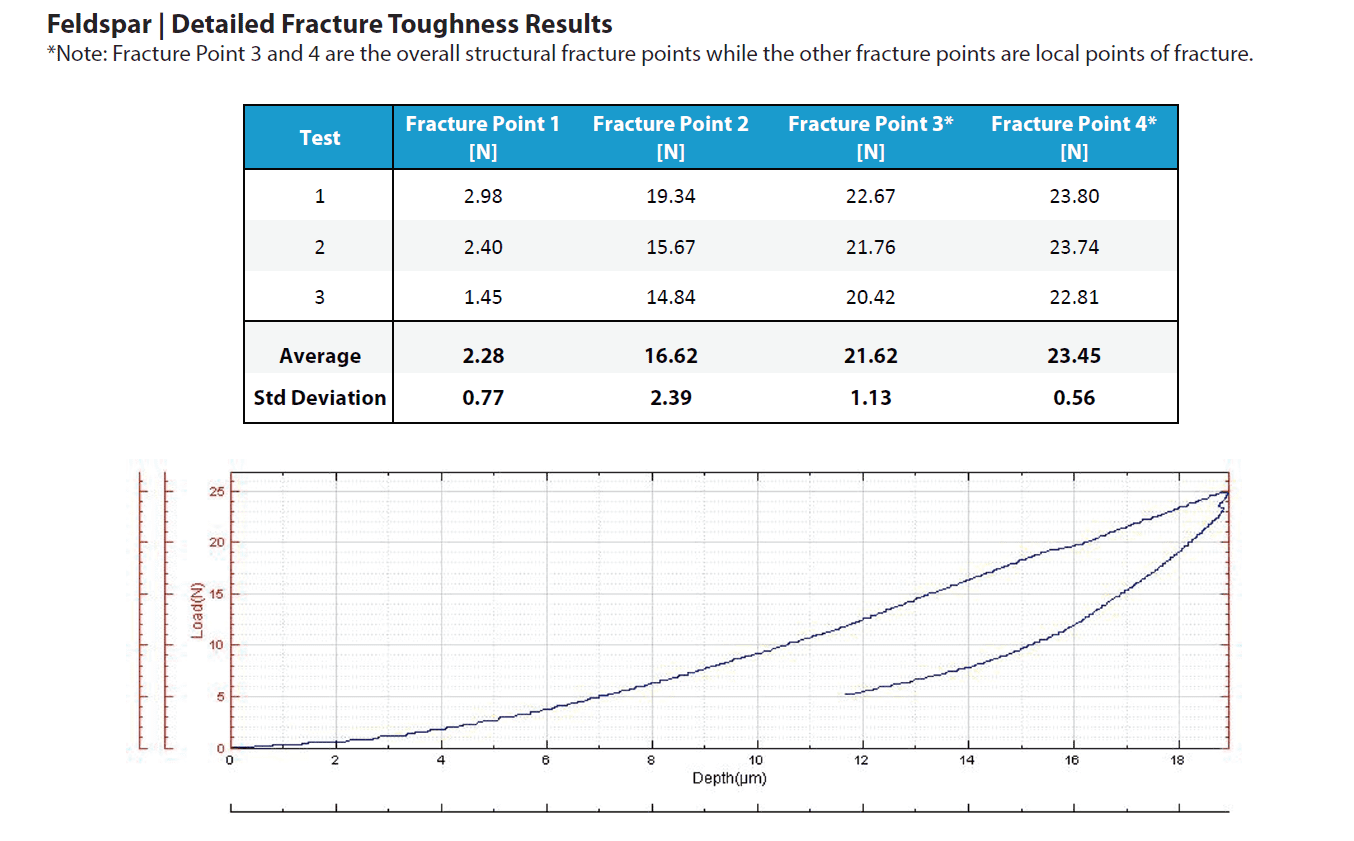
Bu bölüm, farklı numuneler için ana sayısal sonuçları karşılaştıran bir özet tablo ve ardından gerçekleştirilen her bir girintiyi içeren ve mevcut olduğunda girintinin mikrografları ile birlikte tam sonuç listelerini içermektedir. Bu tam sonuçlar, Sertlik ve Young modülünün ölçülen değerlerini, ortalamaları ve standart sapmalarıyla birlikte penetrasyon derinliği (Δd) olarak sunmaktadır. Yüzey pürüzlülüğünün girinti ile aynı boyut aralığında olması durumunda sonuçlarda büyük farklılıklar oluşabileceği göz önünde bulundurulmalıdır.
Sertlik ve Kırılma Tokluğu için ana sayısal sonuçların özet tablosu

SONUÇ

Nanovea mekanik test cihazı, mineral kayanın sert yüzeyinde tekrarlanabilirlik ve hassas indentasyon sonuçları göstermektedir. Graniti oluşturan her bir malzemenin sertliği ve Young modülü doğrudan derinliğe karşı yük eğrilerinden ölçülmüştür. Pürüzlü yüzey, mikro çatlamaya neden olabilecek daha yüksek yüklerde test anlamına geliyordu. Mikro çatlama, ölçümlerde görülen bazı varyasyonları açıklayabilir. Pürüzlü numune yüzeyi nedeniyle çatlaklar standart mikroskopi gözlemi ile algılanamamıştır. Bu nedenle, çatlak uzunluğu ölçümleri gerektiren geleneksel kırılma tokluğu sayılarını hesaplamak mümkün değildir. Bunun yerine, sistemi yükler artarken derinliğe karşı yük eğrilerindeki dislokasyonlar yoluyla çatlakların başlamasını tespit etmek için kullandık.
Kırılma eşiği yükleri, arızaların meydana geldiği yüklerde rapor edilmiştir. Sadece çatlak uzunluğunu ölçen geleneksel kırılma tokluğu testlerinin aksine, eşik kırılmanın başladığı bir yük elde edilir. Ayrıca, kontrollü ve yakından izlenen ortam, sertlik ölçümünün çeşitli numuneleri karşılaştırmak için nicel bir değer olarak kullanılmasına olanak tanır.

Hat İçi Pürüzlülük Denetimi
Yüzey kusurları malzeme işleme ve ürün imalatından kaynaklanır. Hat içi yüzey kalite kontrolü, son ürünlerin en sıkı kalite kontrolünü sağlar. Nanovea 3D Temassız Profilometreler Bir numunenin pürüzlülüğünü temassız olarak belirlemek için benzersiz bir yeteneğe sahip kromatik eş odaklı teknolojiyi kullanır. Ürünün farklı alanlarının pürüzlülüğünü ve dokusunu aynı anda izlemek için birden fazla profil oluşturucu sensör kurulabilir. Analiz yazılımı tarafından gerçek zamanlı olarak hesaplanan pürüzlülük eşiği, hızlı ve güvenilir bir başarılı/başarısız aracı olarak hizmet eder.
ÖLÇÜM HEDEFI
Bu çalışmada, akrilik ve zımpara kağıdı numunelerinin yüzey pürüzlülüğünü incelemek için bir nokta sensörü ile donatılmış Nanovea pürüzlülük inceleme konveyör sistemi kullanılmıştır. Nanovea temassız profilometrenin bir üretim hattında gerçek zamanlı olarak hızlı ve güvenilir hat içi pürüzlülük denetimi sağlama kapasitesini sergiliyoruz.

SONUÇLAR VE TARTIŞMA
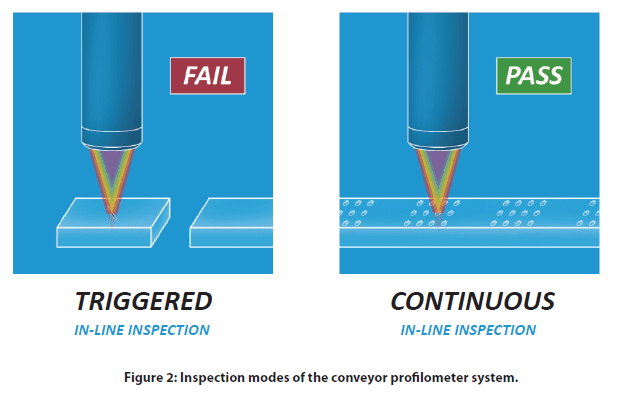
Konveyör profilometre sistemi Tetikleme Modu ve Sürekli Mod olmak üzere iki modda çalışabilir. Şekil 2'de gösterildiği gibi, numunelerin yüzey pürüzlülüğü Tetikleme Modu altında optik profilleyici başlıklarının altından geçerken ölçülür. Buna karşılık, Sürekli Mod, metal levha ve kumaş gibi sürekli numune üzerindeki yüzey pürüzlülüğünün kesintisiz olarak ölçülmesini sağlar. Farklı numune alanlarının pürüzlülüğünü izlemek ve kaydetmek için birden fazla optik profilleyici sensörü takılabilir.
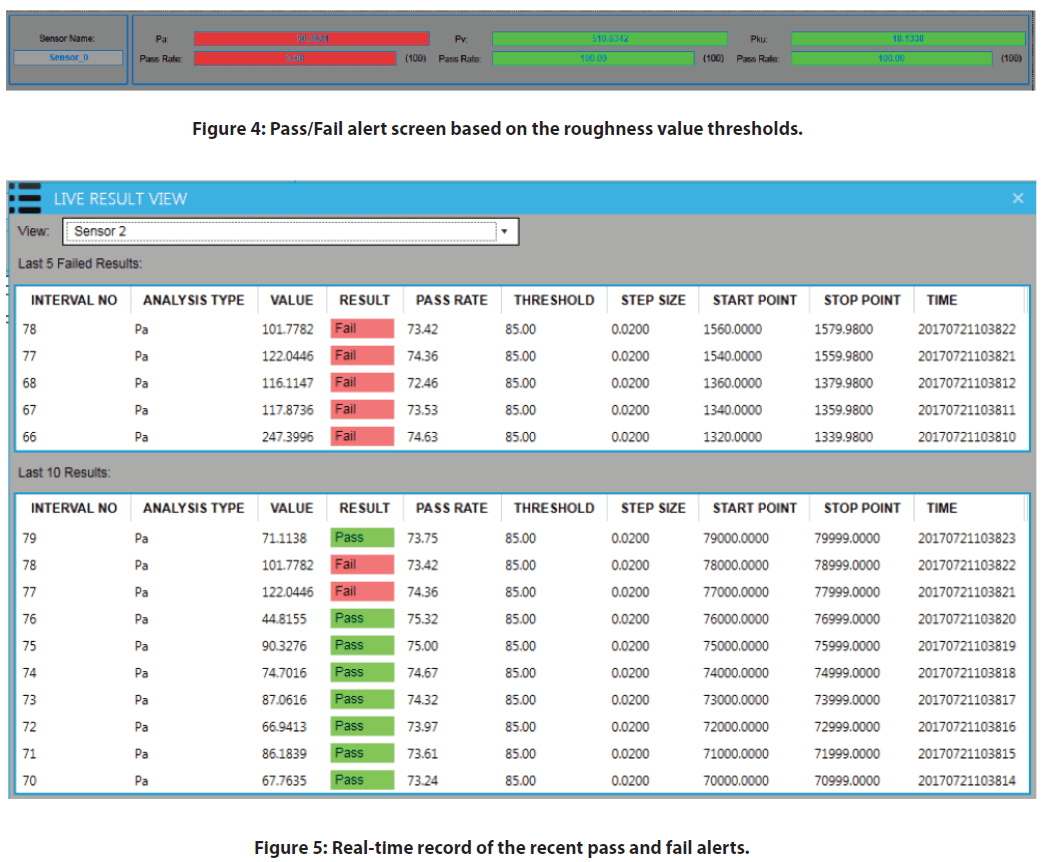
Gerçek zamanlı pürüzlülük denetimi ölçümü sırasında, Şekil 4 ve Şekil 5'te gösterildiği gibi yazılım pencerelerinde başarılı ve başarısız uyarıları görüntülenir. Pürüzlülük değeri verilen eşikler dahilinde olduğunda, ölçülen pürüzlülük yeşil renkte vurgulanır. Bununla birlikte, ölçülen yüzey pürüzlülüğü ayarlanan eşik değerlerinin aralığının dışında olduğunda vurgu kırmızıya döner. Bu, kullanıcıya bir ürünün yüzey kalitesinin belirlenmesi için bir araç sağlar.
Aşağıdaki bölümlerde, Denetim sisteminin Tetikleme ve Sürekli Modlarını göstermek için Akrilik ve Zımpara Kağıdı gibi iki tür numune kullanılmaktadır.


Tetikleme Modu: Akrilik Numunenin yüzey incelemesi
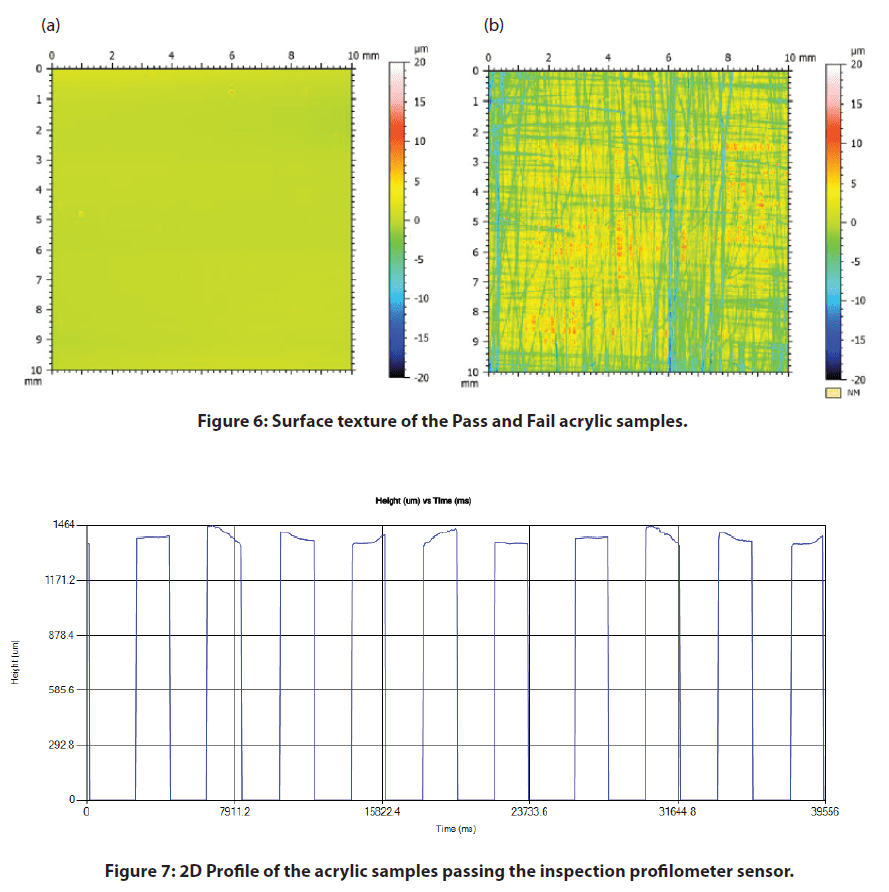
Bir dizi Akrilik numune taşıyıcı bant üzerinde hizalanır ve Şekil 1'de gösterildiği gibi optik profilleyici kafasının altında hareket eder. Şekil 6'daki yanlış renk görünümü yüzey yüksekliğinin değişimini göstermektedir. Ayna benzeri bitmiş Akrilik numunelerin bazıları, Şekil 6b'de gösterildiği gibi pürüzlü bir yüzey dokusu oluşturmak için zımparalanmıştır.
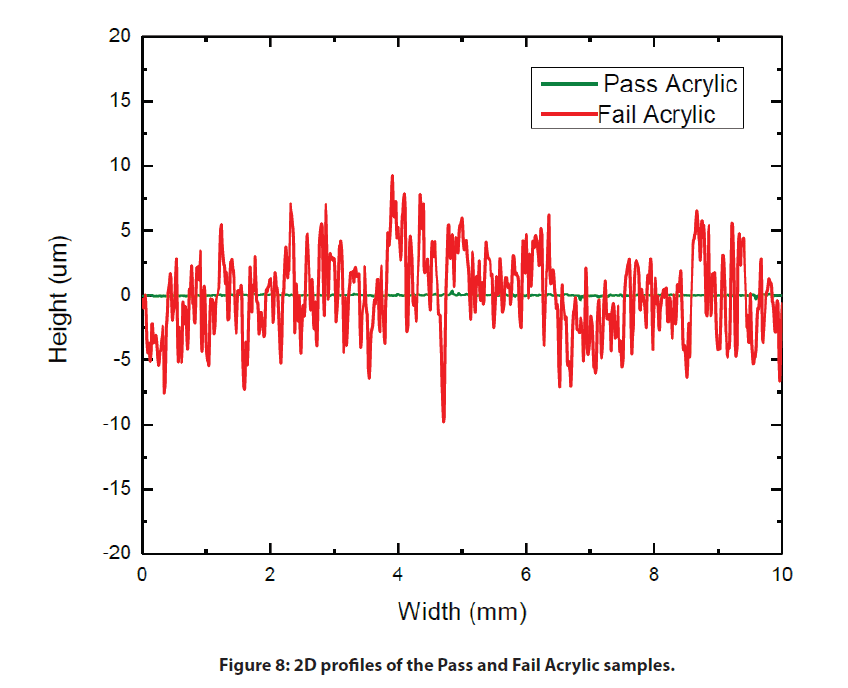
Akrilik numuneler optik profilleyici başlığı altında sabit bir hızda hareket ederken, yüzey profili Şekil 7 ve Şekil 8'de gösterildiği gibi ölçülür. Ölçülen profilin pürüzlülük değeri aynı anda hesaplanır ve eşik değerlerle karşılaştırılır. Pürüzlülük değeri ayarlanan eşik değerin üzerinde olduğunda kırmızı arıza uyarısı başlatılır ve kullanıcıların üretim hattındaki kusurlu ürünü hemen tespit etmesine ve bulmasına olanak tanır.
Sürekli Mod: Zımpara kağıdı numunesinin Yüzey Kontrolü
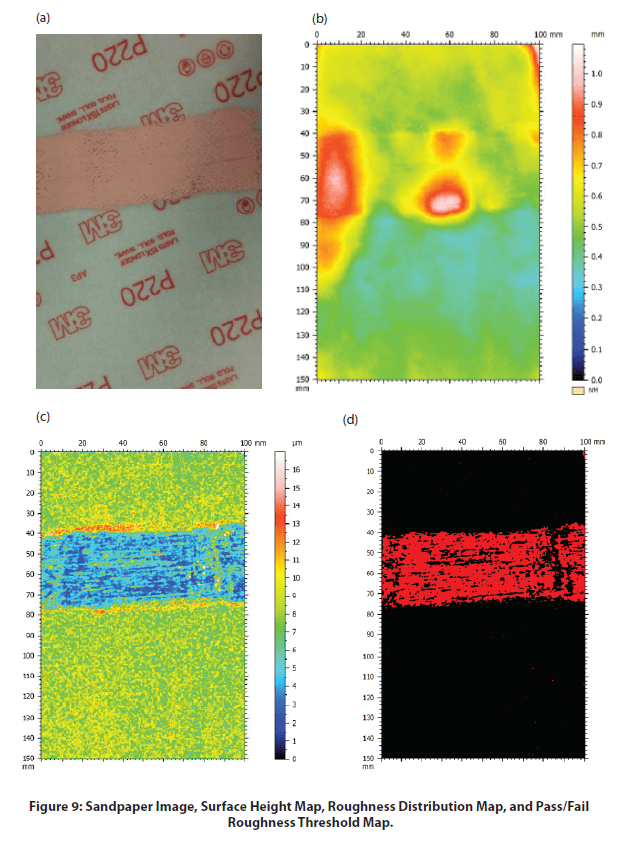
Şekil 9'da gösterildiği gibi zımpara kağıdı numunesi yüzeyinin Yüzey Yükseklik Haritası, Pürüzlülük Dağılım Haritası ve Geçti / Kaldı Pürüzlülük Eşik Haritası. Zımpara kağıdı numunesi, yüzey yüksekliği haritasında gösterildiği gibi kullanılan kısımda birkaç yüksek tepeye sahiptir. Şekil 9C'nin paletindeki farklı renkler yerel yüzeyin pürüzlülük değerini temsil etmektedir. Pürüzlülük Haritası, zımpara kağıdı örneğinin sağlam alanında homojen bir pürüzlülük sergilerken, kullanılan alan koyu mavi renkle vurgulanarak bu bölgedeki pürüzlülük değerinin azaldığını gösterir. Şekil 9D'de gösterildiği gibi bu tür bölgelerin yerini belirlemek için bir Geçti/Kaldı pürüzlülük eşiği ayarlanabilir.
Zımpara kağıdı sürekli olarak in-line profilleyici sensörünün altından geçerken, gerçek zamanlı yerel pürüzlülük değeri hesaplanır ve Şekil 10'da gösterildiği gibi kaydedilir. Başarılı/başarısız uyarıları, ayarlanan pürüzlülük eşik değerlerine göre yazılım ekranında görüntülenir ve kalite kontrol için hızlı ve güvenilir bir araç olarak hizmet eder. Üretim hattındaki ürün yüzey kalitesi, kusurlu alanları zamanında keşfetmek için yerinde denetlenir.

SONUÇ
Bu uygulamada, optik temassız profilleyici sensör ile donatılmış Nanovea Konveyör Profilometresinin etkili ve verimli bir şekilde güvenilir bir hat içi kalite kontrol aracı olarak çalıştığını gösterdik.
Denetim sistemi, ürünlerin yüzey kalitesini yerinde izlemek için üretim hattına kurulabilir. Pürüzlülük eşiği, ürünlerin yüzey kalitesini belirlemek için güvenilir bir kriter olarak çalışır ve kullanıcıların kusurlu ürünleri zamanında fark etmelerini sağlar. Tetikleme Modu ve Sürekli Mod olmak üzere iki denetim modu, farklı ürün türleri üzerindeki denetim gereksinimlerini karşılamak için sağlanmıştır.
Burada gösterilen veriler, analiz yazılımında bulunan hesaplamaların yalnızca bir kısmını temsil etmektedir. Nanovea Profilometreler, Yarı İletken, Mikroelektronik, Solar, Fiber, Optik, Otomotiv, Havacılık ve Uzay, Metalurji, İşleme, Kaplama, İlaç, Biyomedikal, Çevre ve diğer birçok alanda neredeyse her yüzeyi ölçer.

Halka Üzerinde Blok Aşınma Testi
HALKA ÜZERİNDE BLOK AŞINMASI DEĞERLENDİRMESİNİN ÖNEMİ
Kayma aşınması, iki malzemenin yük altında temas alanında birbirlerine karşı kayması sonucu oluşan aşamalı malzeme kaybıdır. Otomotiv, havacılık, petrol ve gaz ve diğerleri de dahil olmak üzere makine ve motorların çalıştığı çok çeşitli endüstrilerde kaçınılmaz olarak meydana gelir. Bu tür bir kayma hareketi yüzeyde ciddi mekanik aşınmaya ve malzeme transferine neden olur, bu da üretim verimliliğinin, makine performansının düşmesine ve hatta makinenin hasar görmesine yol açabilir.
Kayma aşınması genellikle temas yüzeyinde meydana gelen yapışma aşınması, iki cisim aşınması, üç cisim aşınması ve yorulma aşınması gibi karmaşık aşınma mekanizmalarını içerir. Malzemelerin aşınma davranışı normal yükleme, hız, korozyon ve yağlama gibi çalışma ortamından önemli ölçüde etkilenir. Çok yönlü tribometre Farklı gerçekçi çalışma koşullarını simüle edebilen aşınma değerlendirmesi için ideal olacaktır.
Halka Üzerinde Blok (ASTM G77) testi, malzemelerin farklı simüle edilmiş koşullardaki kayma aşınma davranışlarını değerlendiren, belirli tribolojik uygulamalar için malzeme çiftlerinin güvenilir şekilde derecelendirilmesine olanak tanıyan, yaygın olarak kullanılan bir tekniktir.
Halka Üzerinde Blok (ASTM G77) testi, malzemelerin farklı simüle edilmiş koşullardaki kayma aşınma davranışlarını değerlendiren, belirli tribolojik uygulamalar için malzeme çiftlerinin güvenilir şekilde derecelendirilmesine olanak tanıyan, yaygın olarak kullanılan bir tekniktir.
ÖLÇÜM HEDEFI
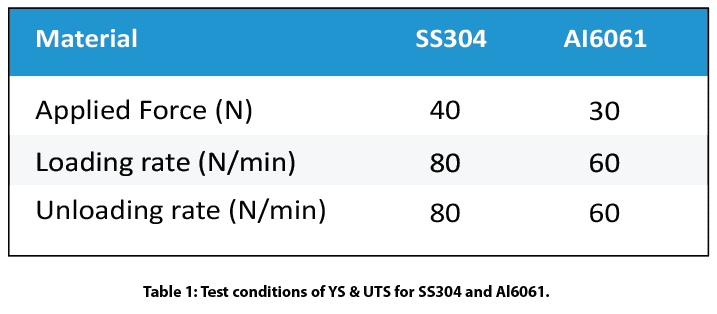
Bu uygulamada, Nanovea Mekanik Test Cihazı paslanmaz çelik SS304 ve alüminyum Al6061 metal alaşım numunelerinin YS ve UTS değerlerini ölçmektedir. Numuneler, Nanovea'nın indentasyon yöntemlerinin güvenilirliğini gösteren yaygın olarak bilinen YS ve UTS değerleri için seçilmiştir.
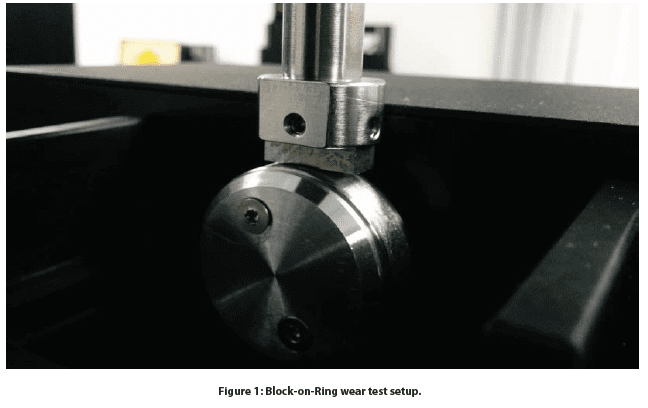
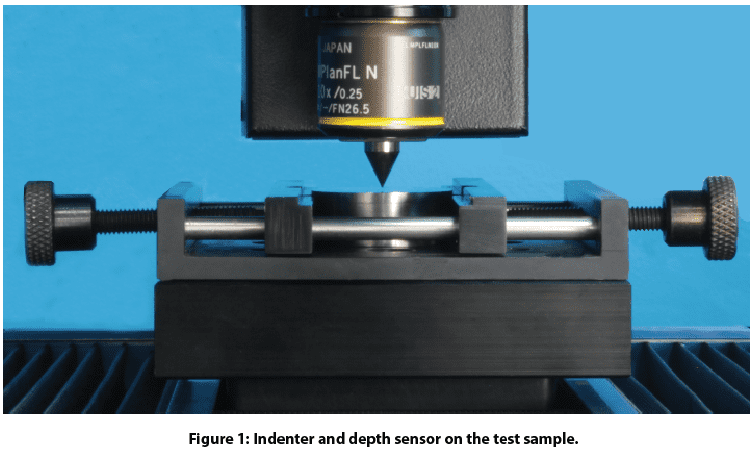
Bir H-30 bloğunun bir S-10 halkası üzerindeki kayma aşınma davranışı, Block-on-Ring modülü kullanılarak Nanovea'nın tribometresi tarafından değerlendirildi. H-30 bloğu 30HRC sertlikte 01 takım çeliğinden yapılırken, S-10 halkası 58 ila 63 HRC yüzey sertliğinde ve ~34,98 mm halka çapında 4620 tipi çelikten yapılmıştır. Aşınma davranışı üzerindeki etkiyi araştırmak için kuru ve yağlanmış ortamlarda Block-on-Ring testleri yapıldı. USP ağır mineral yağında yağlama testleri yapıldı. Aşınma izi Nanovea kullanılarak incelendi 3D temassız profilometre. Test parametreleri Tablo 1'de özetlenmiştir. Aşınma oranı (K), K=V/(Fxs) formülü kullanılarak değerlendirilmiştir; burada V aşınmış hacim, F normal yük, s ise kayma mesafesidir.
SONUÇLAR VE TARTIŞMA
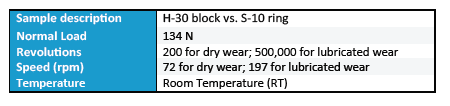
Şekil 2 kuru ve yağlanmış ortamlarda Halka Üzerinde Blok testlerinin sürtünme katsayısını (COF) karşılaştırmaktadır. Blok, kuru bir ortamda, yağlanmış bir ortama göre önemli ölçüde daha fazla sürtünmeye sahiptir. COF
ilk 50 devirdeki alıştırma periyodu sırasında dalgalanır ve 200 devir aşınma testinin geri kalanı için ~0,8'lik sabit bir COF'ye ulaşır. Karşılaştırıldığında, USP ağır mineral yağlamada gerçekleştirilen Block-on-Ring testi, 500.000 devir aşınma testi boyunca 0,09'luk sabit düşük COF sergiliyor. Yağlayıcı, yüzeyler arasındaki COF'yi ~90 kat kadar önemli ölçüde azaltır.
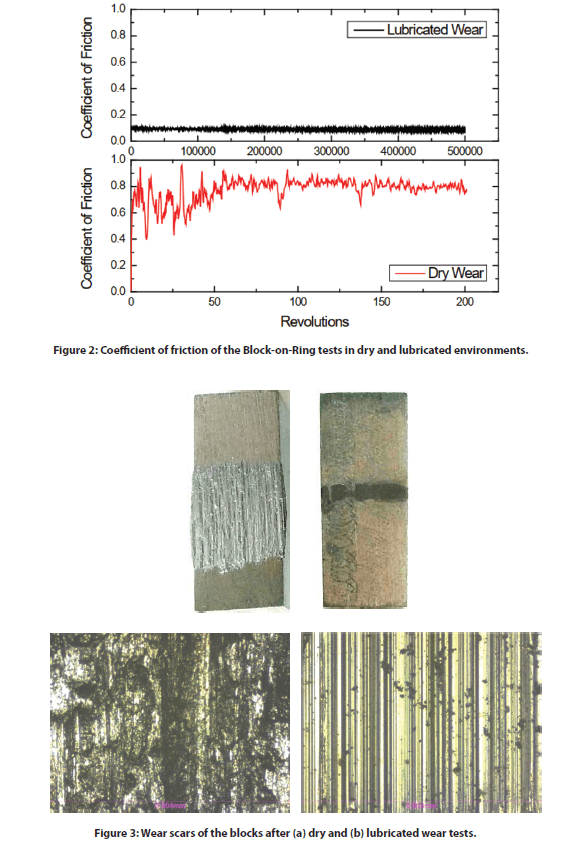
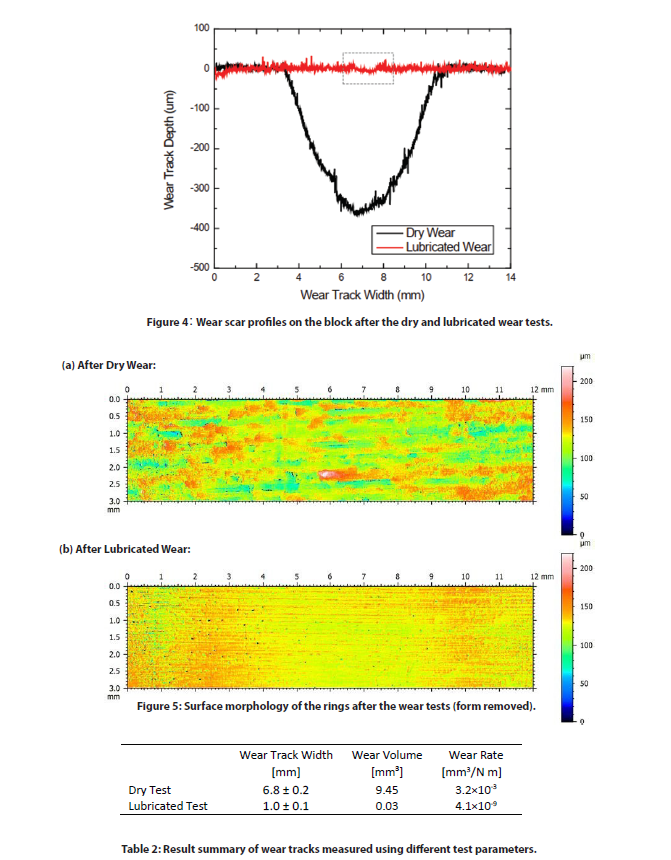
Şekil 3 ve 4, kuru ve yağlanmış aşınma testlerinden sonra bloklardaki aşınma izlerinin optik görüntülerini ve kesit 2D profillerini göstermektedir. Aşınma izi hacimleri ve aşınma oranları Tablo 2'de listelenmiştir. Kuru aşınma testinden sonra 200 devir için 72 rpm'lik daha düşük bir dönme hızında çelik blok 9,45 mm˙'lik büyük bir aşınma izi hacmi sergilemektedir. Buna karşılık, mineral yağlayıcıda 500.000 devir için 197 rpm'lik daha yüksek bir hızda gerçekleştirilen aşınma testi, 0,03 mm˙'lik önemli ölçüde daha küçük bir aşınma izi hacmi oluşturur.
Şekil 3'teki görüntüler, yağlanmış aşınma testindeki hafif aşınmaya kıyasla kuru koşullardaki testler sırasında ciddi aşınma meydana geldiğini göstermektedir. Kuru aşınma testi sırasında oluşan yüksek ısı ve yoğun titreşimler metalik döküntülerin oksitlenmesini teşvik ederek ciddi üç cisim aşınmasına neden olur. Yağlı testte mineral yağ sürtünmeyi azaltır ve temas yüzeyini soğutur, ayrıca aşınma sırasında oluşan aşındırıcı kalıntıları uzaklaştırır. Bu da aşınma oranının ~8×10ˆ kat azalmasına yol açar. Farklı ortamlarda aşınma direncindeki bu önemli farklılık, gerçekçi hizmet koşullarında uygun kayma aşınması simülasyonunun önemini göstermektedir.
Test koşullarında küçük değişiklikler yapıldığında aşınma davranışı büyük ölçüde değişebilir. Nanovea'nın tribometresinin çok yönlülüğü, yüksek sıcaklık, yağlama ve tribokorozyon koşullarında aşınma ölçümüne olanak sağlar. Gelişmiş motorun hassas hız ve konum kontrolü, aşınma testlerinin 0,001 ila 5000 rpm arasında değişen hızlarda gerçekleştirilmesini sağlayarak, farklı tribolojik koşullarda aşınmayı araştırmak için araştırma/test laboratuvarları için ideal bir araç haline getirir.
Numunelerin yüzey durumu Nanovea'nın temassız optik proÿlometresi ile incelenmiştir. Şekil 5, aşınma testlerinden sonra halkaların yüzey morfolojisini göstermektedir. Kayma aşınma sürecinin yarattığı yüzey morfolojisini ve pürüzlülüğü daha iyi göstermek için silindir formu çıkarılmıştır. Üç gövdeli aşınma süreci nedeniyle 200 devirlik kuru aşınma testi sırasında önemli yüzey pürüzlenmesi meydana gelmiştir. Kuru aşınma testinden sonra blok ve bilezik sırasıyla 14,1 ve 18,1 µm pürüzlülük Ra sergilerken, daha yüksek hızda uzun süreli 500.000 devir yağlanmış aşınma testi için bu değerler 5,7 ve 9,1 µm'dir. Bu test, piston segmanı-silindir temasının uygun şekilde yağlanmasının önemini göstermektedir. Şiddetli aşınma, yağlama olmadan temas yüzeyine hızla zarar verir ve servis kalitesinin geri döndürülemez şekilde bozulmasına ve hatta motorun kırılmasına neden olur.
SONUÇ
Bu çalışmada, Nanovea'nın Tribometresinin, ASTM G77 Standardını takip eden Block-on-Ring modülünü kullanarak bir çelik metal çiftinin kayma aşınma davranışını değerlendirmek için nasıl kullanıldığını gösteriyoruz. Yağlayıcı, malzeme çiftinin aşınma özelliklerinde kritik bir rol oynar. Mineral yağ, H-30 bloğunun aşınma oranını ~8×10ˆ kat ve COF'yi ~90 kat azaltır. Nanovea'nın Tribometresinin çok yönlülüğü, onu çeşitli yağlama, yüksek sıcaklık ve tribokorozyon koşulları altında aşınma davranışını ölçmek için ideal bir araç haline getirir.
Nanovea'nın Tribometresi, önceden entegre edilmiş tek bir sistemde isteğe bağlı yüksek sıcaklıkta aşınma, yağlama ve tribo-korozyon modülleri ile ISO ve ASTM uyumlu döner ve doğrusal modları kullanarak hassas ve tekrarlanabilir aşınma ve sürtünme testleri sunar. Nanovea'nın eşsiz ürün yelpazesi, ince veya kalın, yumuşak veya sert kaplamaların, filmlerin ve alt katmanların tüm tribolojik özelliklerinin belirlenmesi için ideal bir çözümdür.

3D Profilometri ile Kompozit Malzeme Analizi
Kompozit Malzemeler İçin Temassız Profilometrinin Önemi
Kompozit malzemelerin takviye uygulamalarında mümkün olduğunca güçlü olması için kusurların en aza indirilmesi çok önemlidir. Anizotropik bir malzeme olarak, yüksek performans öngörülebilirliğini korumak için örgü yönünün tutarlı olması kritik önem taşır. Kompozit malzemeler en yüksek mukavemet/ağırlık oranlarından birine sahiptir ve bazı durumlarda çelikten daha güçlüdür. Kimyasal kırılganlığı ve termal genleşme etkilerini en aza indirmek için kompozitlerde açıkta kalan yüzey alanını sınırlamak önemlidir. Profilometri yüzey denetimi, uzun bir hizmet süresi boyunca güçlü performans sağlamak için kompozitlerin kalite kontrol üretimi için kritik öneme sahiptir.
Nanovea'nın 3D Temassız Profilometre dokunmatik problar veya interferometri gibi diğer yüzey ölçüm tekniklerinden farklıdır. Profilometrelerimiz neredeyse her yüzeyi ölçmek için eksenel kromatizmi kullanır ve açık evreleme, herhangi bir hazırlık gerektirmeden her boyuttaki numunelerin alınmasına olanak tanır. Nano aracılığıyla makro ölçümler, yüzey profili ölçümü sırasında numune yansıması veya emiliminden sıfır etkiyle elde edilir. Profilometrelerimiz herhangi bir malzemeyi kolayca ölçer: şeffaf, opak, aynasal, dağınık, cilalı ve pürüzlü, yazılım manipülasyonu olmadan yüksek yüzey açılarını ölçmeye yönelik gelişmiş yetenek ile. Temassız Profilometre tekniği, kompozit malzeme yüzey çalışmalarını en üst düzeye çıkarmak için ideal ve kullanıcı dostu bir yetenek sağlar; kombine 2D ve 3D yeteneğinin avantajlarıyla birlikte.
Ölçüm Hedefi
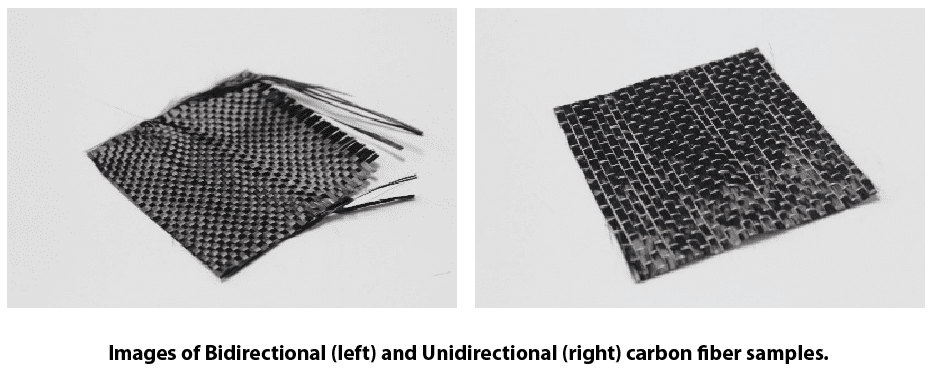
Bu uygulamada kullanılan Nanovea HS2000L Profilometre, karbon fiber kompozitlerin iki örgüsünün yüzeyini ölçmüştür. Kompozitleri karakterize etmek için yüzey pürüzlülüğü, örgü uzunluğu, izotropi, fraktal analiz ve diğer yüzey parametreleri kullanılmıştır. Ölçülen alan rastgele seçilmiş ve Nanovea'nın güçlü yüzey analiz yazılımı kullanılarak özellik değerlerinin karşılaştırılabileceği kadar büyük olduğu varsayılmıştır.
Sonuçlar ve Tartışma
Yüzey Analizi
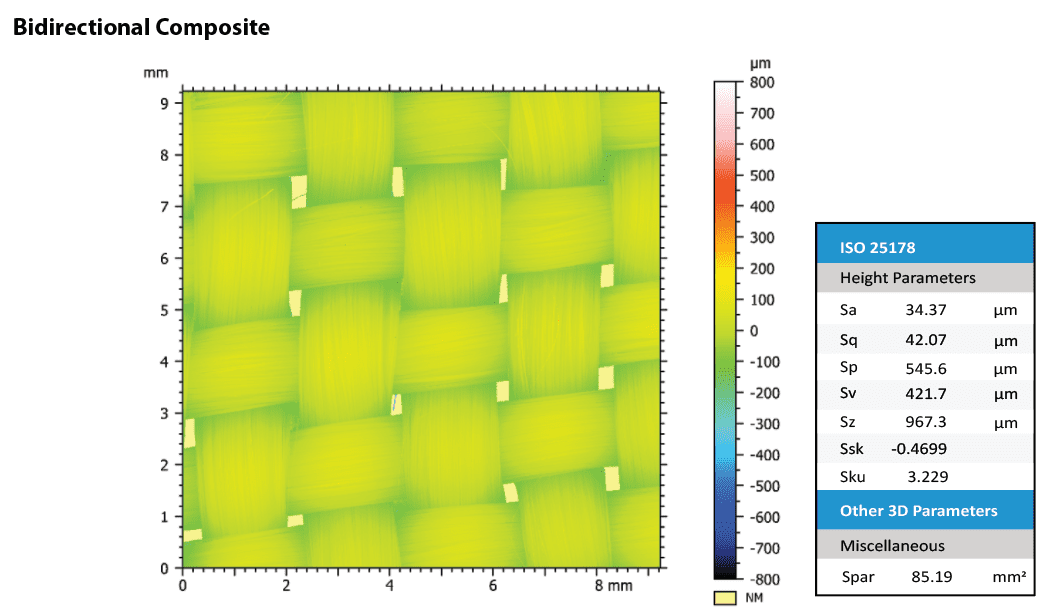
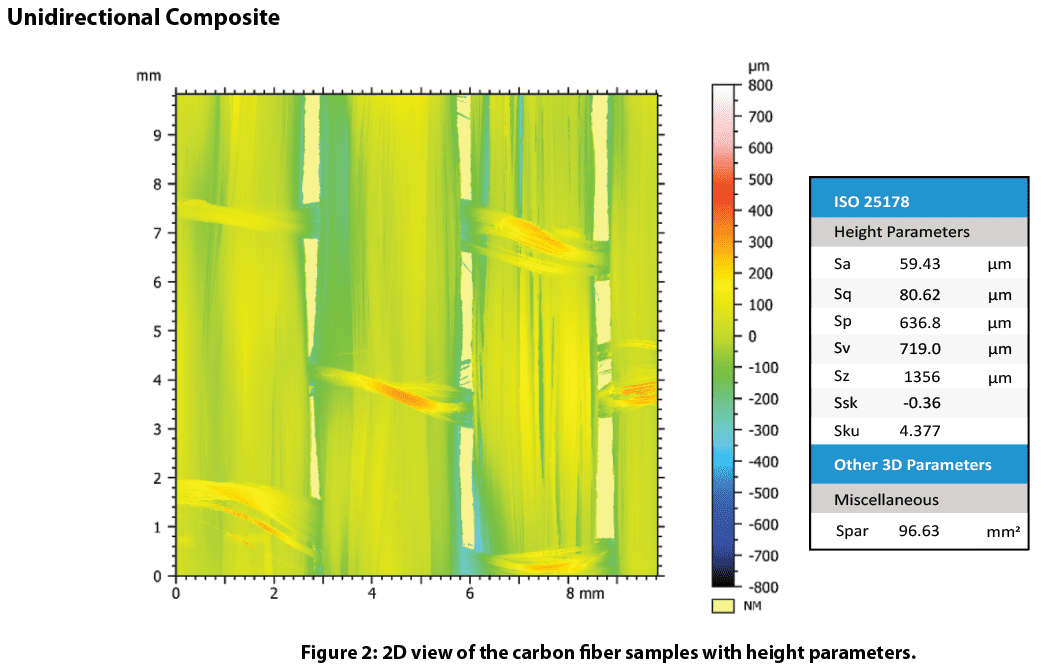
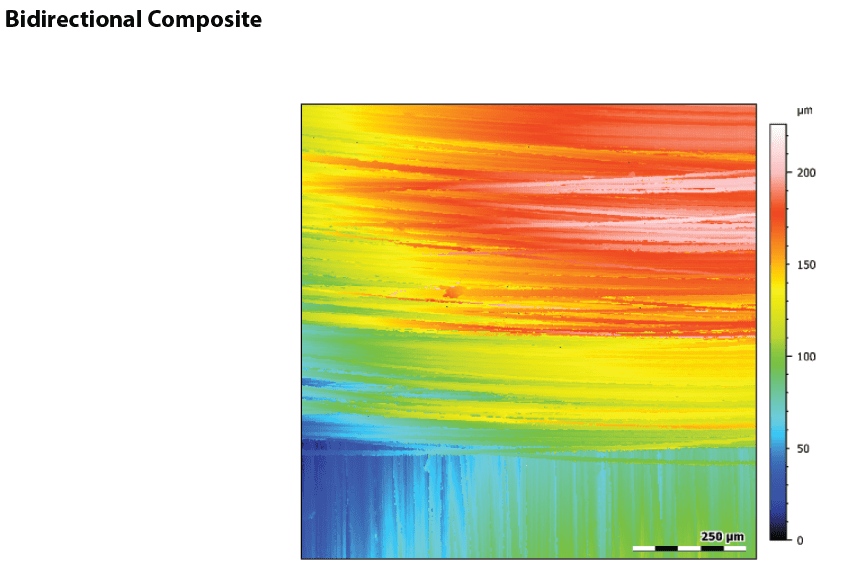
Yükseklik parametreleri, kompozit parçaların düşük elyaf / matris oranı ile ne kadar pürüzlü olacağını belirler. Sonuçlarımız, işlem sonrası yüzey kalitesini belirlemek için farklı örgü türlerini ve kumaşı karşılaştırmaktadır. Aerodinamiğin söz konusu olabileceği uygulamalarda yüzey kalitesi kritik hale gelmektedir.
İzotropi
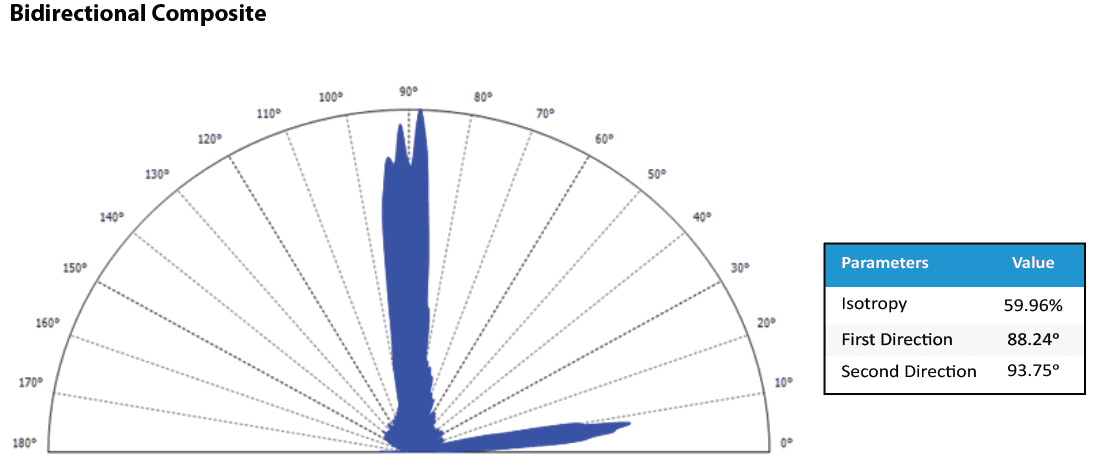
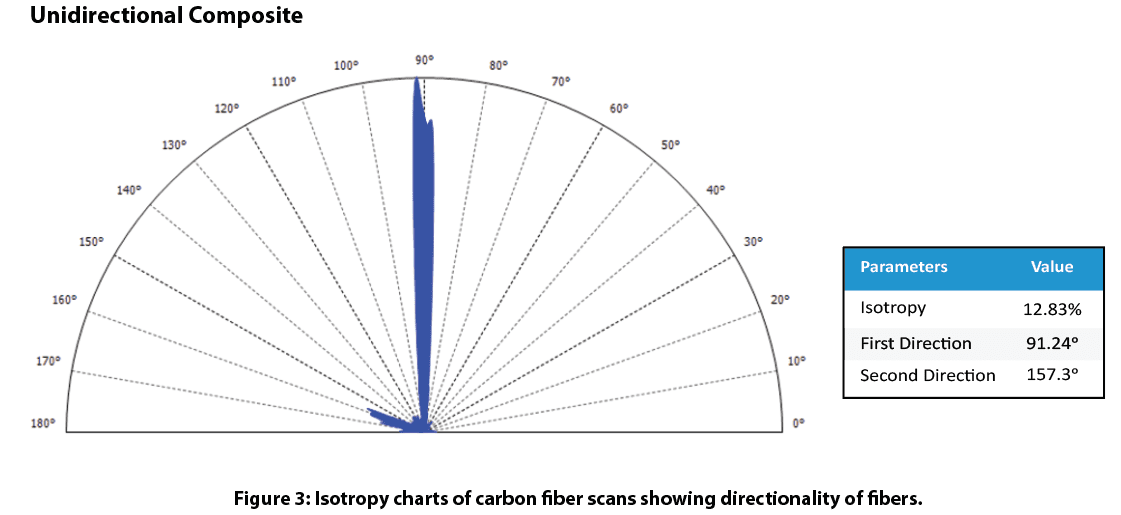
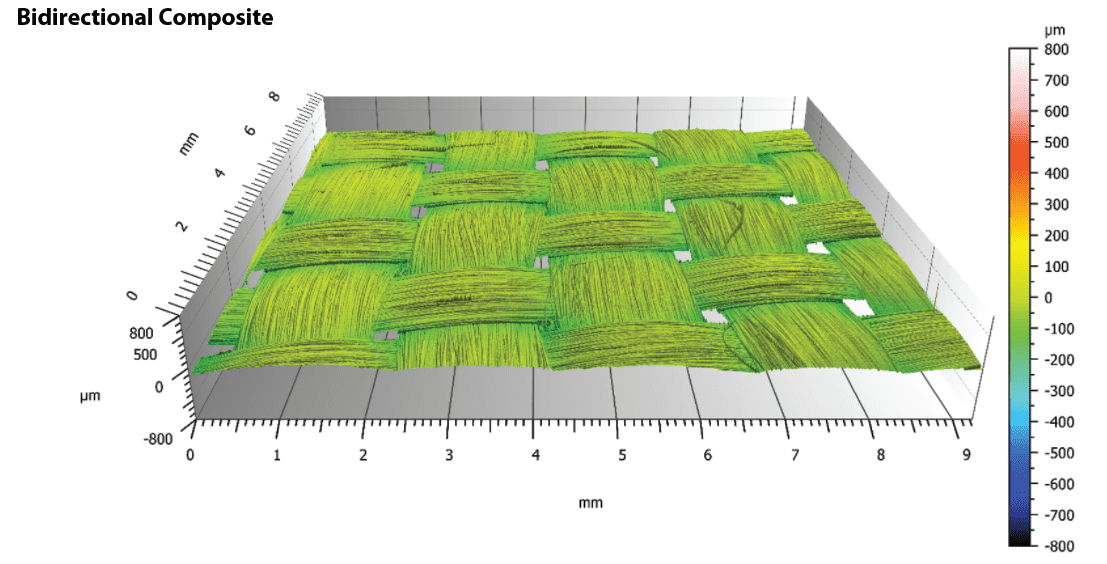
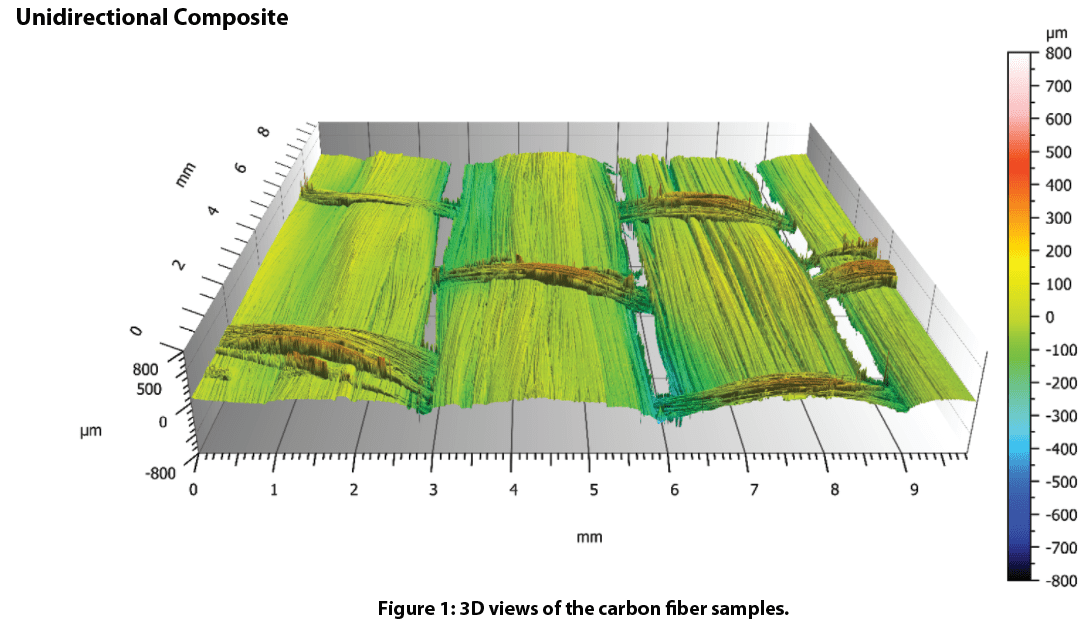
İzotropi, beklenen özellik değerlerini belirlemek için örgünün yönlülüğünü gösterir. Çalışmamız, çift yönlü kompozitin beklendiği gibi ~60% izotropik olduğunu göstermektedir. Bu arada, tek yönlü kompozit, güçlü tek elyaf yolu yönü elyafı nedeniyle ~13% izotropiktir.
Örgü Analizi
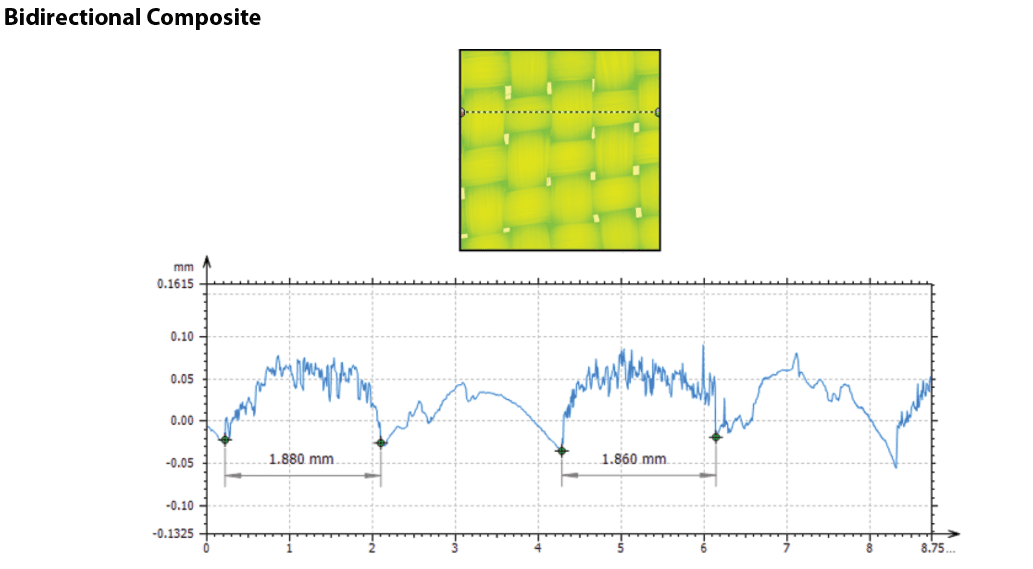
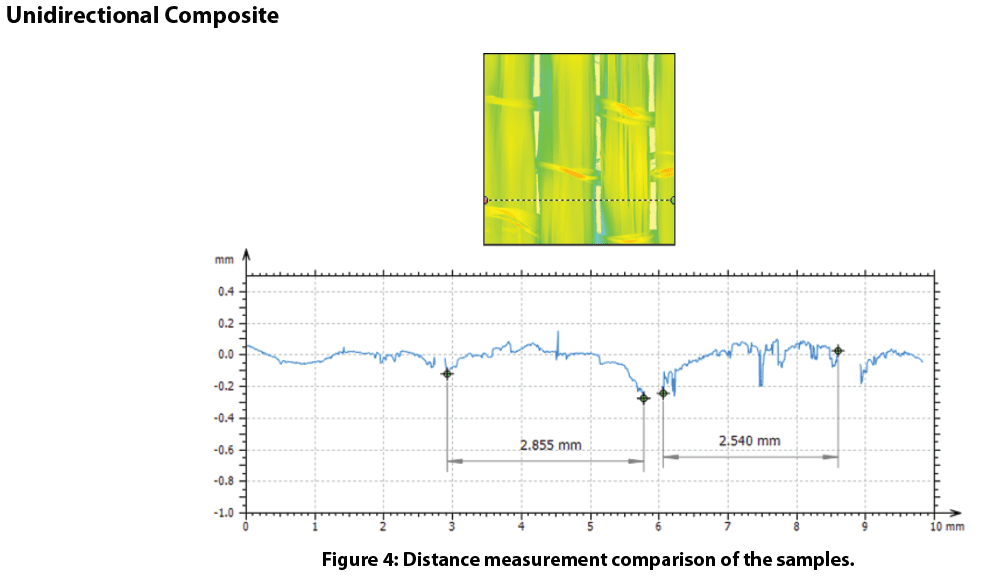
Örgü boyutu, kompozitte kullanılan elyafların paketlenme tutarlılığını ve genişliğini belirler. Çalışmamız, kaliteli parçalar sağlamak için örgü boyutunu mikron hassasiyetinde ne kadar kolay ölçebileceğimizi göstermektedir.
Doku Analizi
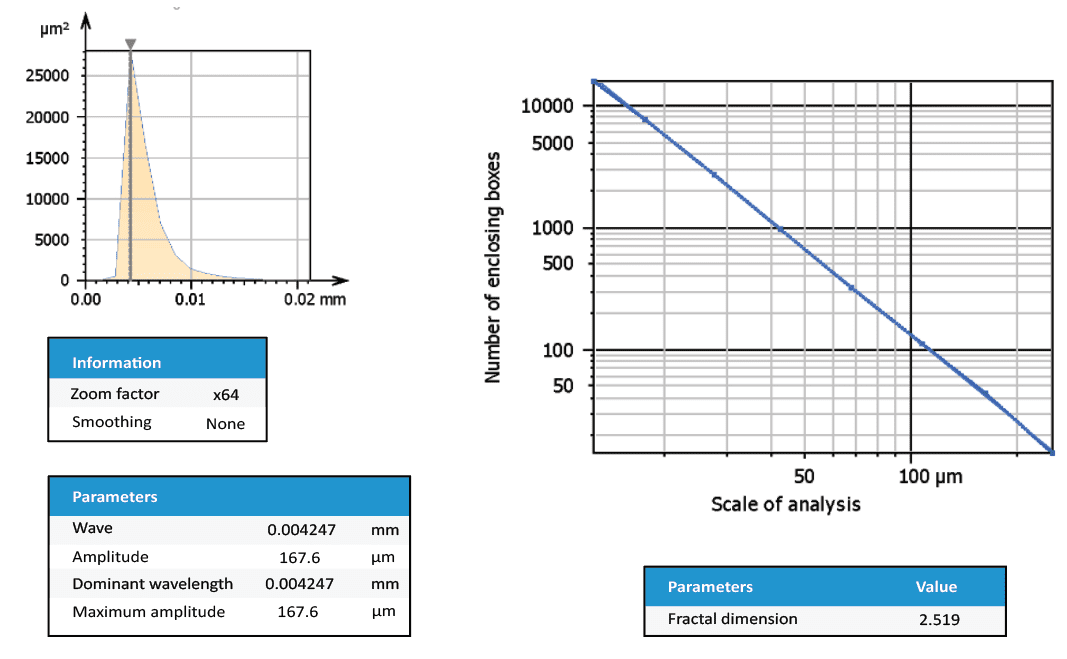
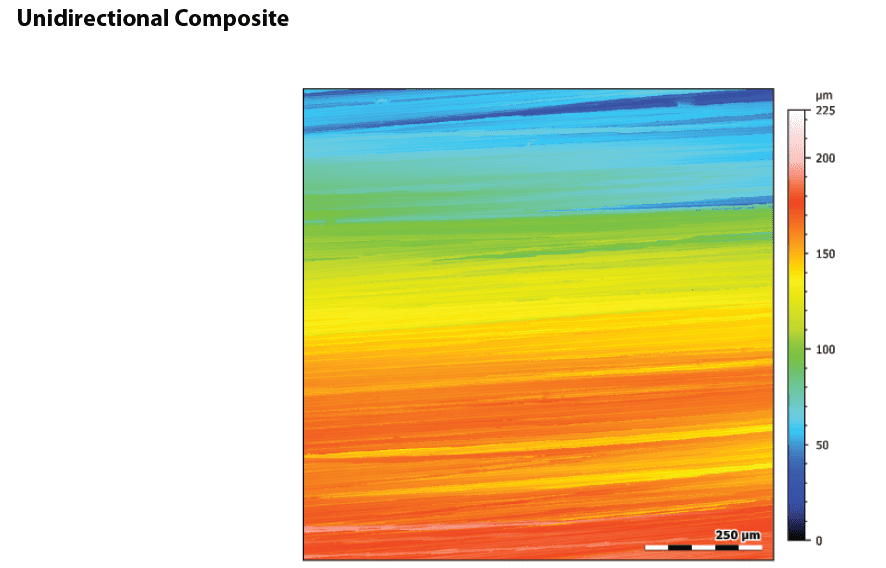

Baskın dalga boyunun doku analizi, her iki kompozit için lif boyutunun 4,27 mikron kalınlığında olduğunu göstermektedir. Elyaf yüzeyinin fraktal boyut analizi, elyafların bir matris içinde ne kadar kolay yerleşeceğini bulmak için pürüzsüzlüğü belirler. Tek yönlü elyafın fraktal boyutu çift yönlü elyaftan daha yüksektir ve bu da kompozitlerin işlenmesini etkileyebilir.
Sonuç

Bu uygulamada, Nanovea HS2000L Temassız Profilometre'nin kompozit malzemelerin lifli yüzeyini hassas bir şekilde karakterize ettiğini gösterdik. Yükseklik parametreleri, izotropi, doku analizi ve mesafe ölçümlerinin yanı sıra çok daha fazlası ile karbon fiber örgü tipleri arasındaki farkları ayırt ettik.
Profilometre yüzey ölçümlerimiz kompozit hasarı hassas ve hızlı bir şekilde azaltarak parçalardaki kusurları azaltır ve kompozit malzeme kapasitesini en üst düzeye çıkarır. Nanovea'nın 3D profilometre hızı, araştırma uygulamalarında yüksek hızlı denetim ihtiyaçlarına uygunluk için <1mm / s ila 500mm / s arasında değişmektedir. Nanovea profilometre çözümdür
her türlü kompozit ölçüm ihtiyacına cevap verir.

Nanoindentasyon ile Biyolojik Doku Sertlik Değerlendirmesi
Geleneksel mekanik testler (sertlik, yapışma, sıkıştırma, delinme, akma dayanımı vb.), dokulardan kırılgan malzemelere kadar çok çeşitli gelişmiş malzemelerin bulunduğu günümüzün kalite kontrol ortamlarında daha fazla hassasiyet ve güvenilirlik gerektirir. Geleneksel mekanik enstrümantasyon, gelişmiş malzemeler için gereken hassas yük kontrolünü ve çözünürlüğü sağlayamamaktadır. Biyomalzemelerle ilgili zorluklar, son derece yumuşak malzemeler üzerinde doğru yük kontrolü yapabilen mekanik testlerin geliştirilmesini gerektirmektedir. Bu malzemeler, uygun özellik ölçümünü sağlamak için geniş derinlik aralığına sahip çok düşük mN altı test yükleri gerektirir. Buna ek olarak, birçok farklı mekanik test türü tek bir sistem üzerinde gerçekleştirilebilir ve bu da daha fazla işlevsellik sağlar. Bu, biyomalzemeler üzerinde çizilme direnci ve akma dayanımı hata noktalarına ek olarak sertlik, elastik modül, kayıp ve depolama modülü ve sürünme dahil olmak üzere bir dizi önemli ölçüm sağlar.
Ölçüm Hedefi
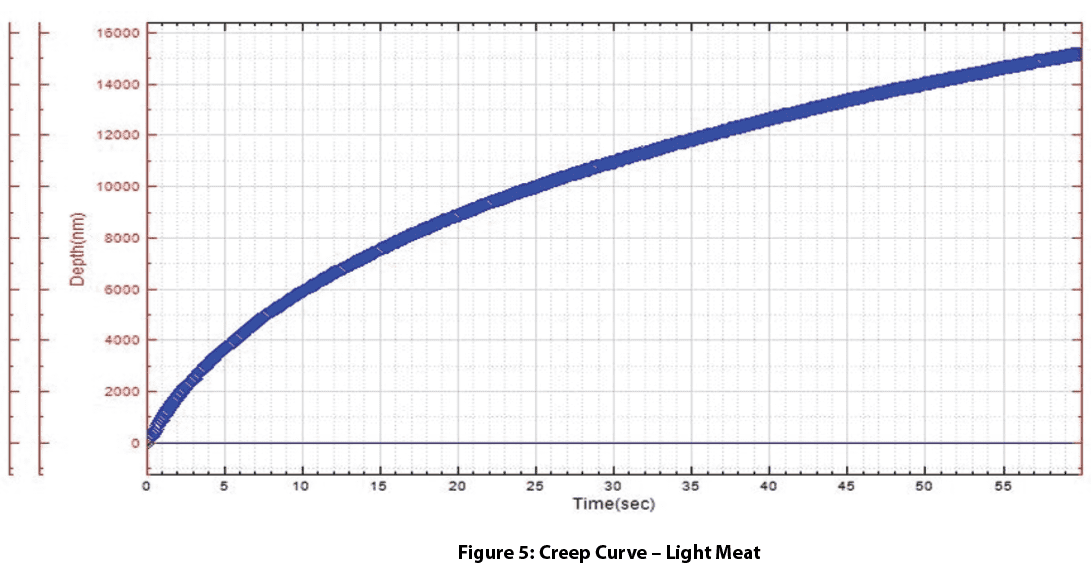
Bu uygulamada Nanovea'nın nanoindentasyon modundaki mekanik test cihazı, prosciutto'nun yağ, açık et ve koyu et bölgelerinde bir biyomalzeme ikamesinin 3 ayrı alanının sertliğini ve elastik modülünü incelemek için kullanılmıştır.
Nano indentasyon, ASTM E2546 ve ISO 14577 enstrümanlı indentasyon standartlarına dayanmaktadır. Bilinen geometriye sahip bir girinti ucunun, kontrollü artan normal yük ile test malzemesinin belirli bir bölgesine sürüldüğü yerleşik yöntemleri kullanır. Önceden ayarlanmış bir maksimum derinliğe ulaşıldığında, tamamen gevşeme gerçekleşene kadar normal yük azaltılır. Yük, bir piezo aktüatör tarafından uygulanır ve yüksek hassasiyetli bir yük hücresi ile kontrollü bir döngüde ölçülür. Deneyler sırasında numune yüzeyine göre indenter pozisyonu yüksek hassasiyetli kapasitif sensör ile izlenir. Elde edilen yük ve yer değiştirme eğrileri, test edilen malzemenin mekanik yapısına özgü veriler sağlar. Oluşturulan modeller, ölçülen verilerle kantitatif sertlik ve modül değerlerini hesaplar. Nanoindentasyon, nanometre ölçeklerinde düşük yük ve penetrasyon derinliği ölçümleri için uygundur.
Sonuçlar ve Tartışma
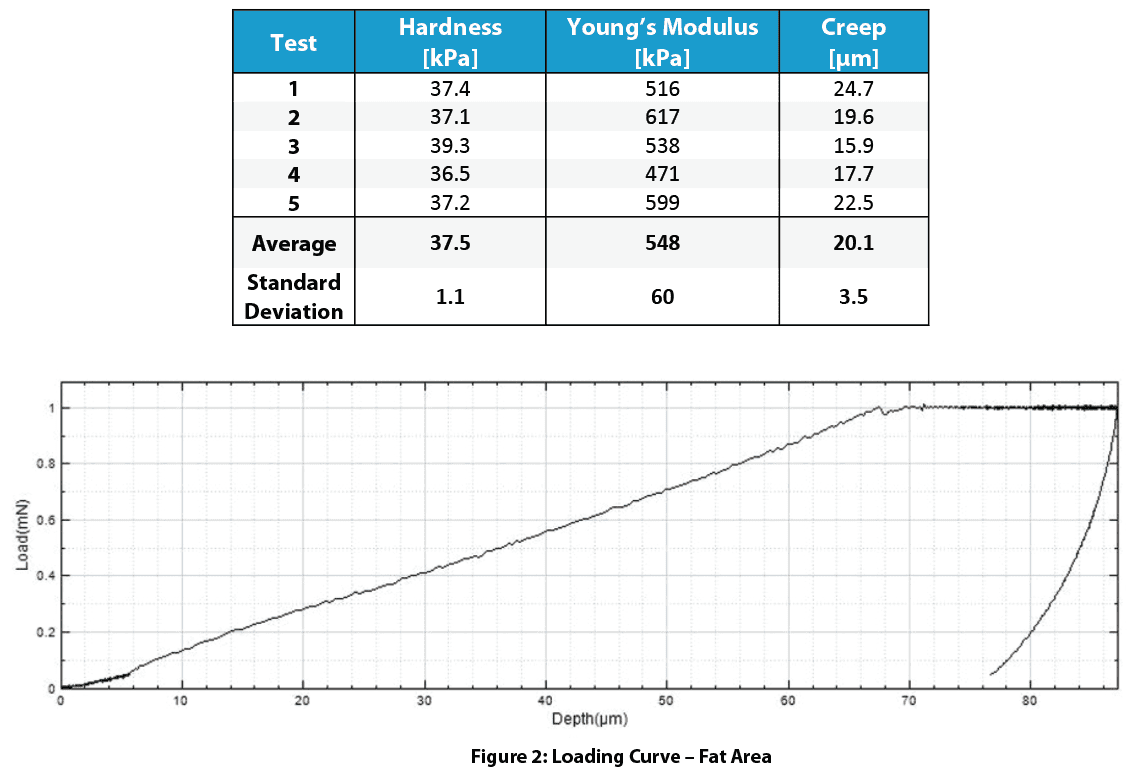
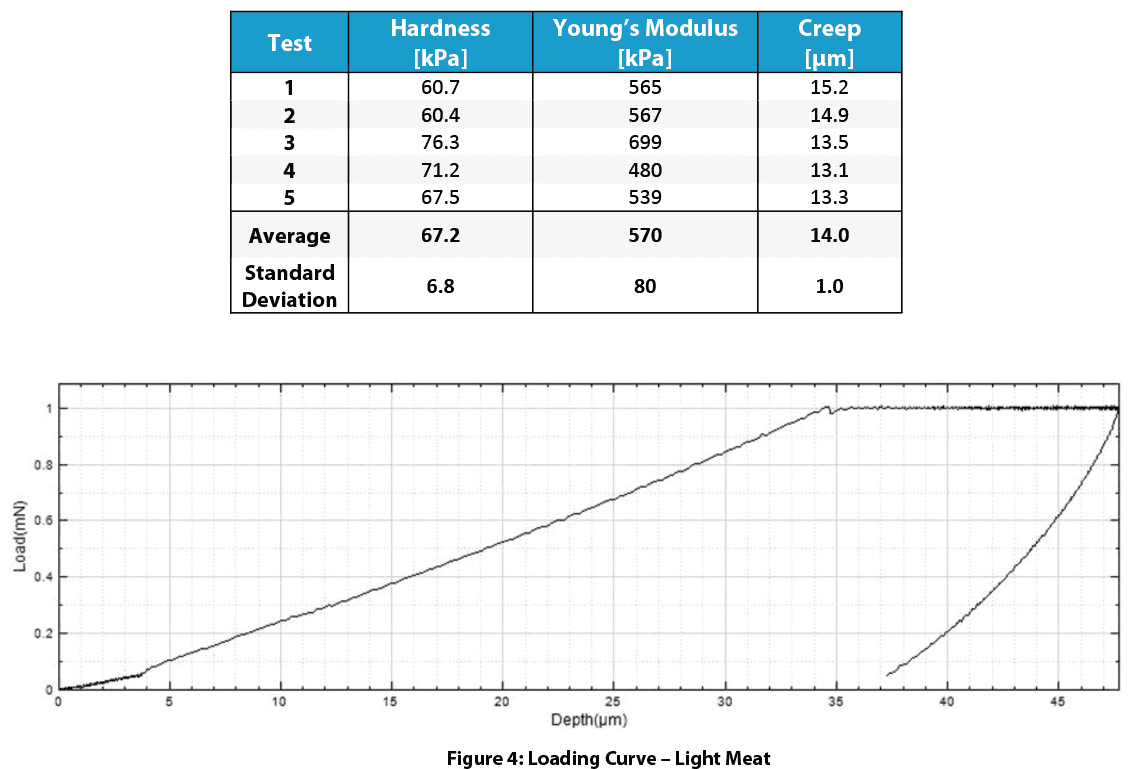
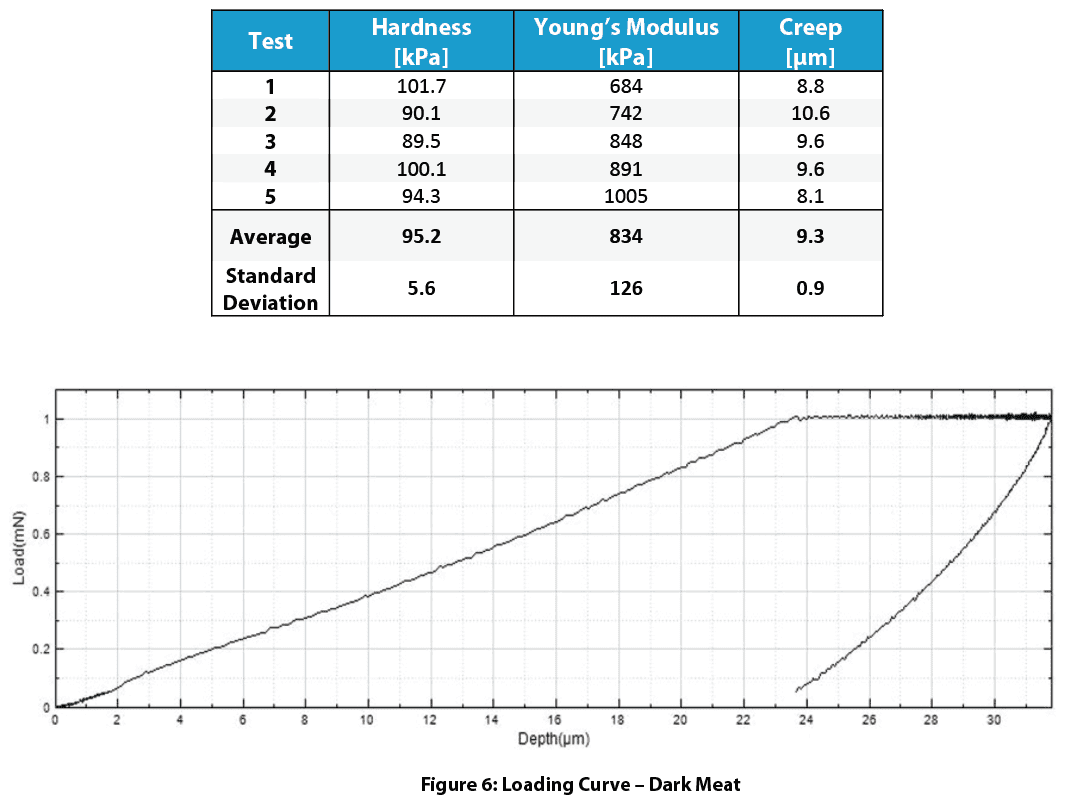
Aşağıdaki tablolar sertlik ve Young modülünün ölçülen değerlerini ortalamalar ve standart sapmalarla birlikte sunmaktadır. Yüksek yüzey pürüzlülüğü, küçük girinti boyutu nedeniyle sonuçlarda büyük değişikliklere neden olabilir.
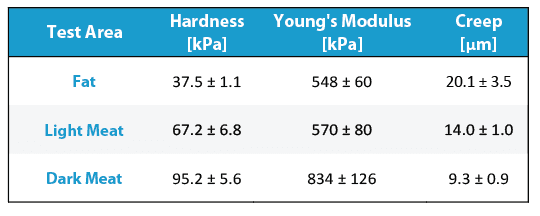
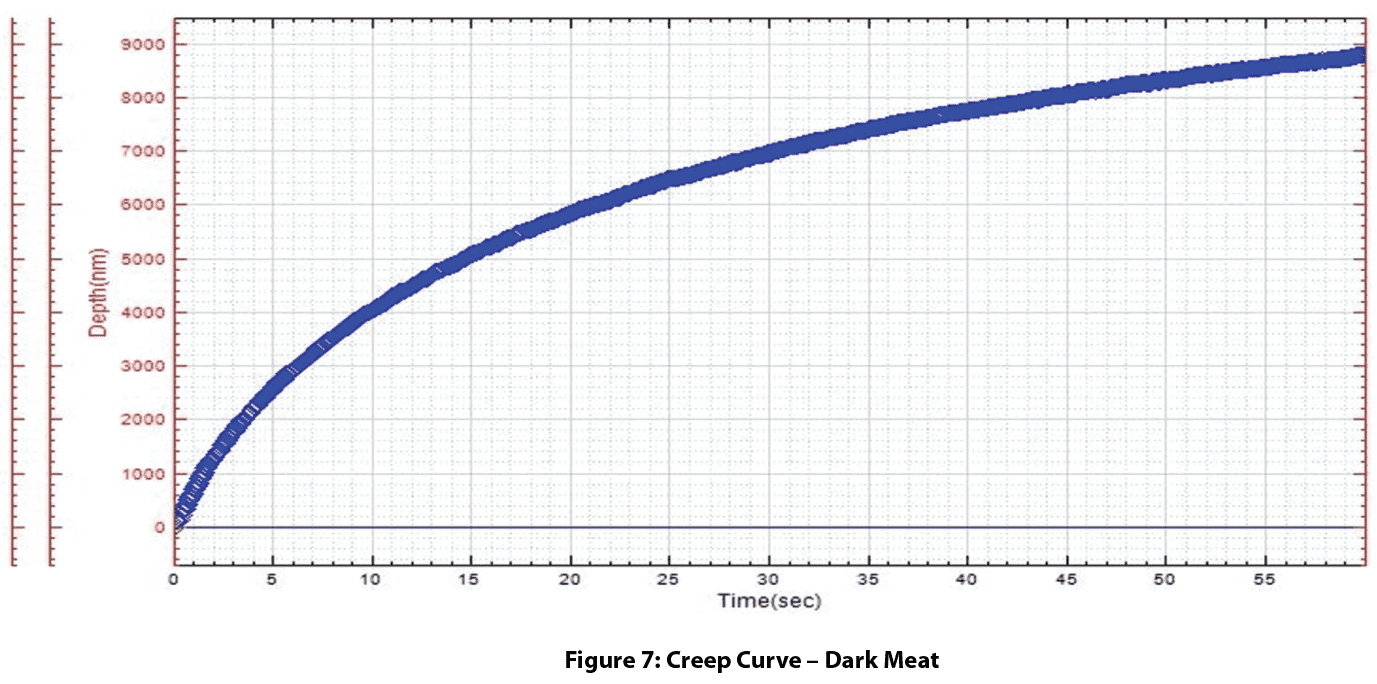
Yağ bölgesi et bölgelerinin yaklaşık yarısı kadar sertliğe sahipti. Et muamelesi koyu renkli et alanının açık renkli et alanından daha sert olmasına neden olmuştur. Elastik modül ve sertlik, yağ ve et bölgelerinin ağızda hissedilen çiğnenebilirliği ile doğrudan ilişkilidir. Yağlı ve açık renkli et bölgeleri 60 saniye sonra koyu renkli ete göre daha yüksek oranda sünmeye devam etmiştir.
Detaylı Sonuçlar - Yağ

Detaylı Sonuçlar - Hafif Et
Detaylı Sonuçlar - Koyu Et
Sonuç

Bu uygulamada Nanovea'nın mekanik test cihazı nanoindentasyon modunda, yüksek numune yüzey pürüzlülüğünün üstesinden gelirken yağ ve et alanlarının mekanik özelliklerini güvenilir bir şekilde belirledi. Bu, Nanovea'nın mekanik test cihazının geniş ve eşsiz kapasitesini ortaya koydu. Sistem aynı anda son derece sert malzemeler ve yumuşak biyolojik dokular üzerinde hassas mekanik özellik ölçümleri sağlar.
Piezo tabla ile kapalı döngü kontrolündeki yük hücresi, sert veya yumuşak jel malzemelerin 1 ila 5kPa arasında hassas ölçümünü sağlar. Aynı sistemi kullanarak, biyomalzemeleri 400N'ye kadar daha yüksek yüklerde test etmek mümkündür. Yorulma testi için çok döngülü yükleme kullanılabilir ve düz silindirik bir elmas uç kullanılarak her bölgedeki akma dayanımı bilgileri elde edilebilir. Ayrıca, Dinamik Mekanik Analiz (DMA) ile viskoelastik özellikler kayıp ve depolama modülleri, kapalı döngü yük kontrolü kullanılarak yüksek doğrulukla değerlendirilebilir. Aynı sistem üzerinde çeşitli sıcaklıklarda ve sıvılar altında testler de yapılabilmektedir.
Nanovea'nın mekanik test cihazı biyolojik ve yumuşak polimer/jel uygulamaları için üstün bir araç olmaya devam ediyor.

Yüzey İşlemli Bakır Telin Aşınma ve Çizilme Değerlendirmesi
Bakır Tellerde Aşınma ve Çizilme Değerlendirmesinin Önemi
Bakır, elektromıknatıs ve telgrafın icadından bu yana elektrik kablolarında uzun bir kullanım geçmişine sahiptir. Bakır teller, korozyon direnci, lehimlenebilirliği ve 150°C'ye kadar yüksek sıcaklıklardaki performansı sayesinde paneller, sayaçlar, bilgisayarlar, iş makineleri ve cihazlar gibi çok çeşitli elektronik ekipmanlarda kullanılmaktadır. Çıkarılan tüm bakırın yaklaşık yarısı elektrik teli ve kablo iletkenlerinin üretiminde kullanılmaktadır.
Bakır tel yüzey kalitesi, uygulama hizmet performansı ve kullanım ömrü açısından kritik öneme sahiptir. Tellerdeki mikro kusurlar aşırı aşınmaya, çatlak oluşumuna ve yayılmasına, iletkenliğin azalmasına ve yetersiz lehimlenebilirliğe yol açabilir. Bakır tellerin uygun yüzey işlemi, tel çekme sırasında oluşan yüzey kusurlarını gidererek korozyon, çizilme ve aşınma direncini artırır. Bakır tellerin kullanıldığı birçok havacılık ve uzay uygulaması, beklenmedik ekipman arızalarını önlemek için kontrollü davranış gerektirir. Bakır tel yüzeyinin aşınma ve çizilme direncini doğru bir şekilde değerlendirmek için ölçülebilir ve güvenilir ölçümlere ihtiyaç vardır.
Ölçüm Hedefi
Bu uygulamada, farklı bakır tel yüzey işlemlerinin kontrollü bir aşınma sürecini simüle ediyoruz. Çizik testi işlenmiş yüzey katmanında arızaya neden olmak için gereken yükü ölçer. Bu çalışma Nanovea'yı tanıtıyor Tribometre ve Mekanik Test Cihazı elektrik kablolarının değerlendirilmesi ve kalite kontrolü için ideal araçlardır.
Test Prosedürü ve Prosedürler
Bakır teller üzerindeki iki farklı yüzey işleminin (Tel A ve Tel B) sürtünme katsayısı (COF) ve aşınma direnci, doğrusal ileri geri hareket eden bir aşınma modülü kullanılarak Nanovea tribometre ile değerlendirildi. Bir Al₂O₃ topu (6 mm çapında) bu uygulamada kullanılan karşı malzemedir. Aşınma izi Nanovea kullanılarak incelendi 3D temassız profilometre. Test parametreleri Tablo 1'de özetlenmiştir.
Bu çalışmada örnek olarak karşı malzeme olarak pürüzsüz bir Al₂O₃ bilyesi kullanılmıştır. Farklı şekil ve yüzey kalitesine sahip herhangi bir katı malzeme, gerçek uygulama durumunu simüle etmek için özel bir fikstür kullanılarak uygulanabilir.

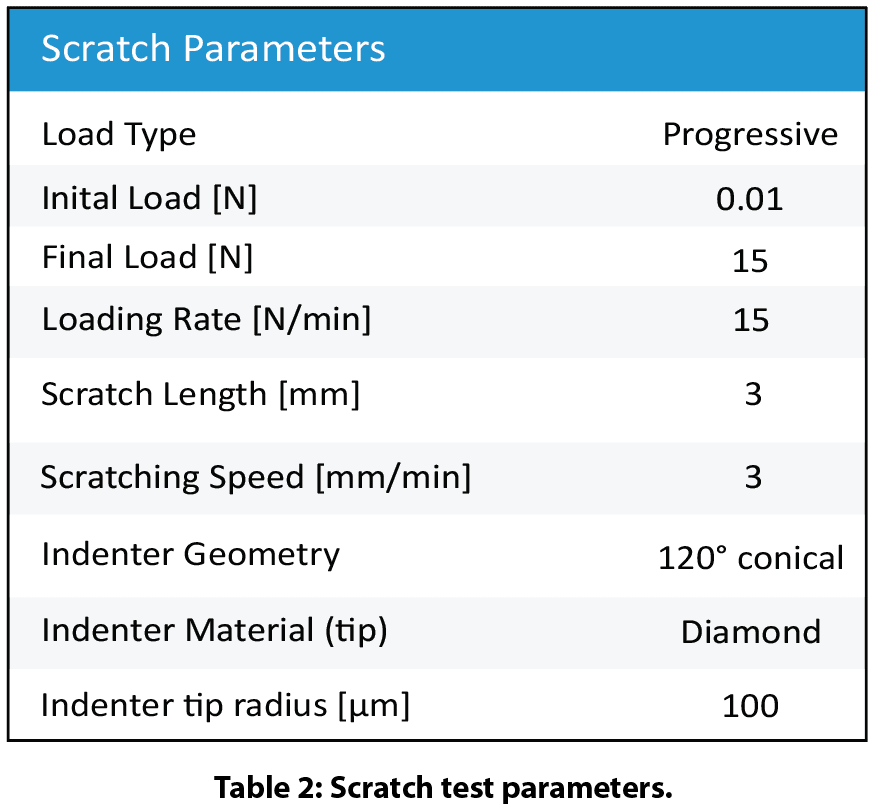
Nanovea'nın Rockwell C elmas uç (100 μm yarıçap) ile donatılmış mekanik test cihazı, mikro çizik modunu kullanarak kaplanmış teller üzerinde aşamalı yük çizik testleri gerçekleştirdi. Çizik testi parametreleri ve uç geometrisi Tablo 2'de gösterilmiştir.
Sonuçlar ve Tartışma
Bakır telin aşınması:
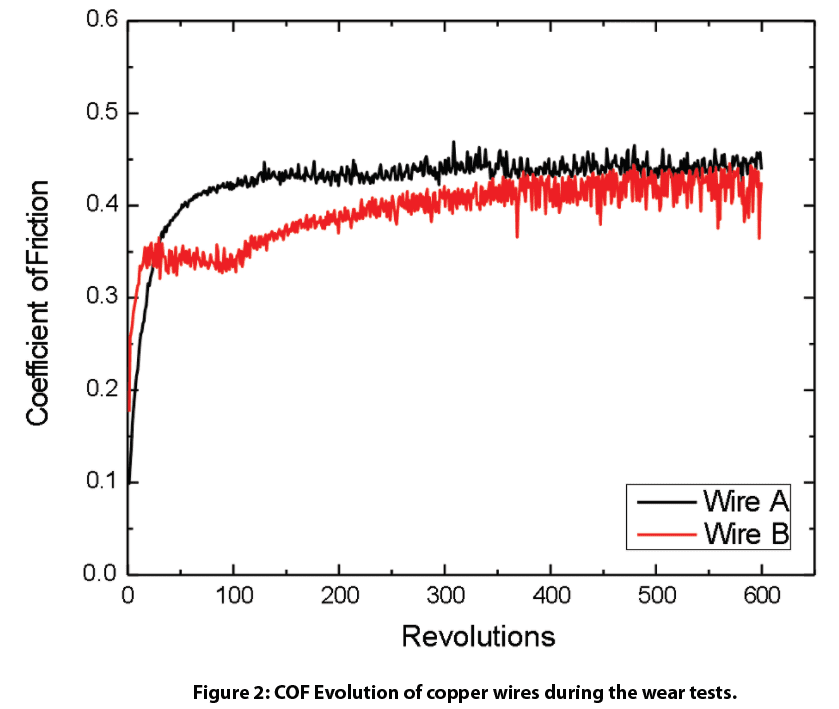
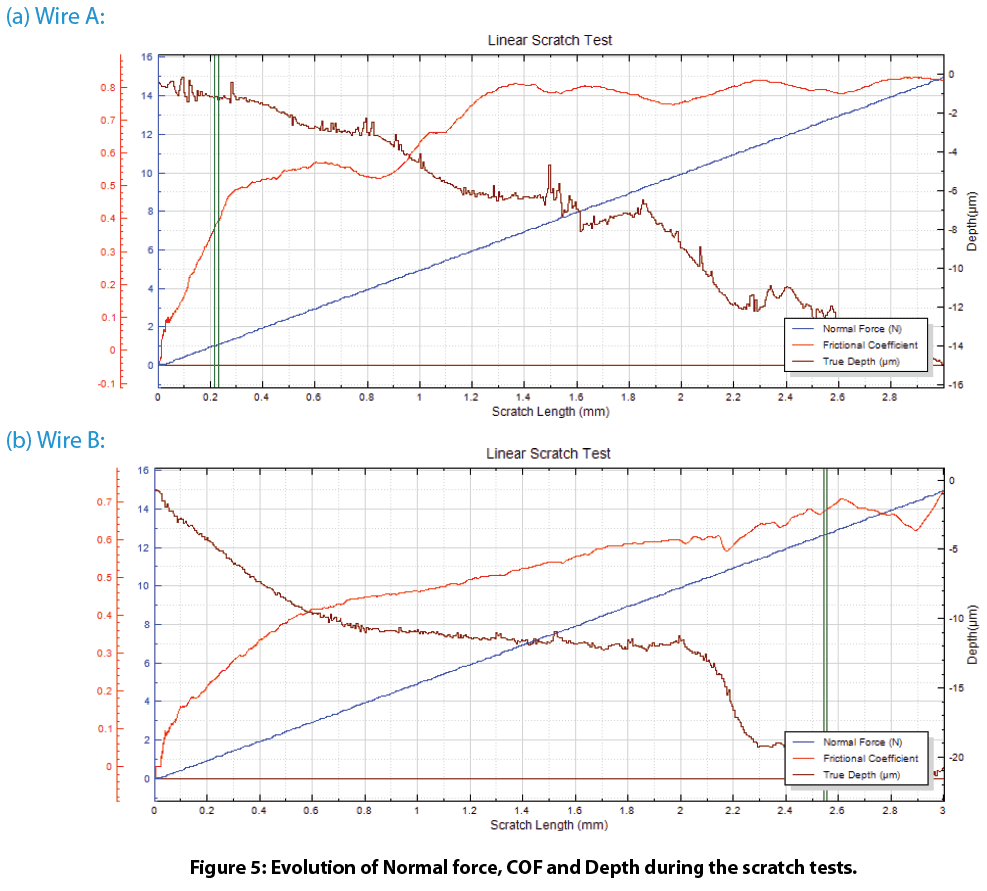
Şekil 2, aşınma testleri sırasında bakır tellerin COF gelişimini göstermektedir. A teli aşınma testi boyunca ~0,4'lük sabit bir COF gösterirken, B teli ilk 100 devirde ~0,35'lik bir COF sergilemekte ve kademeli olarak ~0,4'e yükselmektedir.
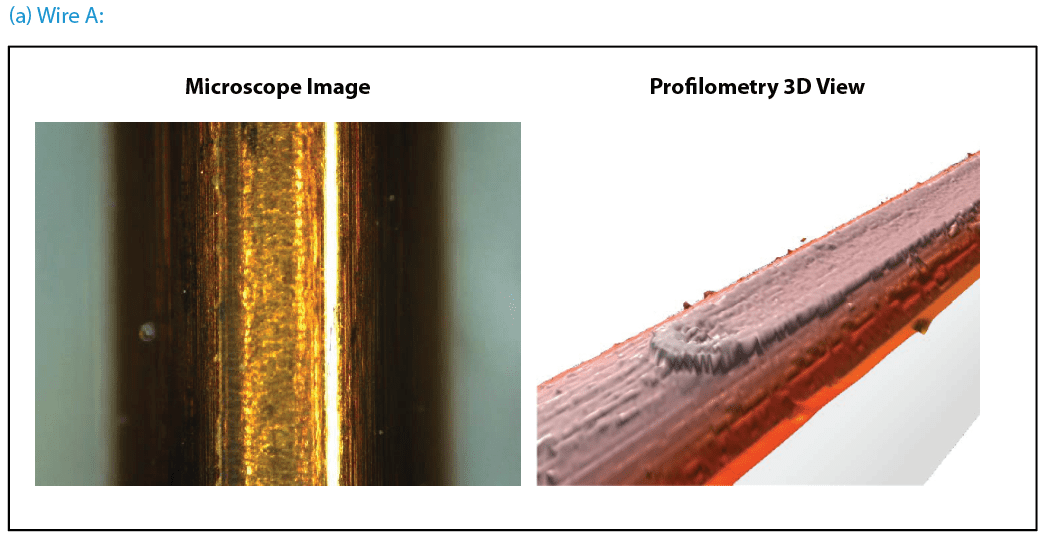
Şekil 3, testlerden sonra bakır tellerin aşınma izlerini karşılaştırmaktadır. Nanovea'nın 3D temassız profilometresi, aşınma izlerinin ayrıntılı morfolojisinin üstün analizini sundu. Aşınma mekanizmasının temelden anlaşılmasını sağlayarak aşınma izi hacminin doğrudan ve doğru bir şekilde belirlenmesine olanak tanır. Tel B'nin yüzeyinde 600 devirlik bir aşınma testinden sonra belirgin aşınma izi hasarı var. Profilometrenin 3D görüntüsü, aşınma sürecini önemli ölçüde hızlandıran Tel B'nin yüzey işlemli katmanının tamamen çıkarıldığını göstermektedir. Bu, bakır alt tabakanın açıkta kaldığı Tel B üzerinde düzleştirilmiş bir aşınma izi bırakmıştır. Bu durum, Tel B'nin kullanıldığı elektrikli ekipmanların ömrünün önemli ölçüde kısalmasına neden olabilir. Buna karşılık, Tel A yüzeyde sığ bir aşınma izi ile gösterilen nispeten hafif bir aşınma sergilemektedir. A Teli üzerindeki yüzey işlemli katman, aynı koşullar altında B Teli üzerindeki katman gibi kalkmamıştır.
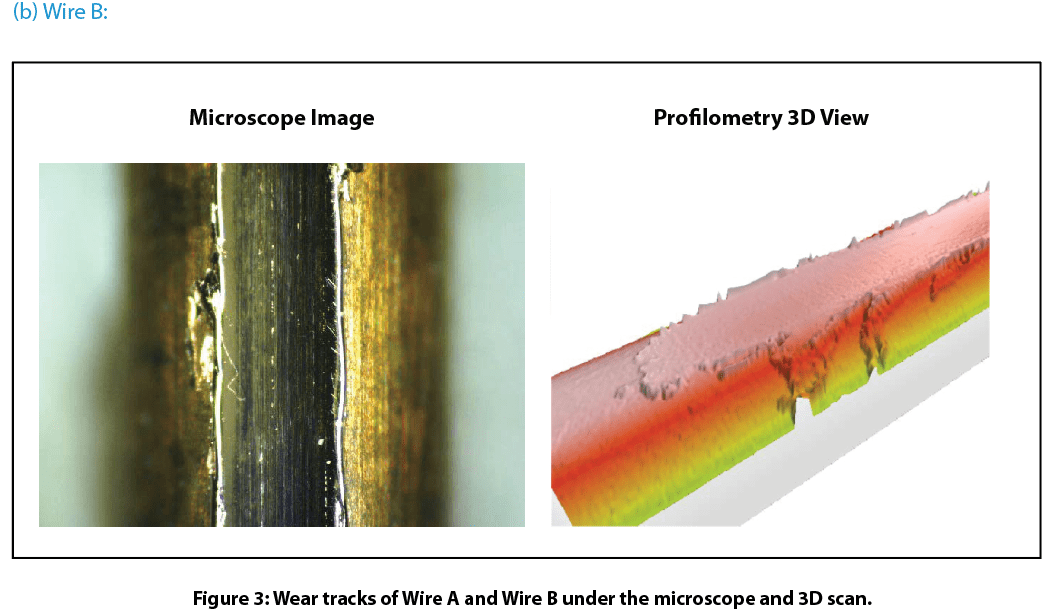
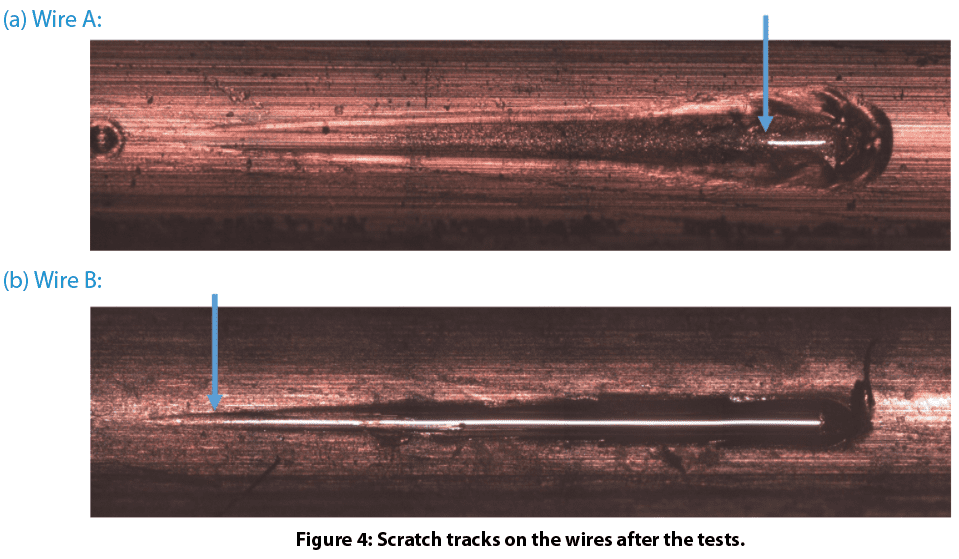
Bakır tel yüzeyinin çizilme direnci:
Şekil 4, test sonrasında teller üzerindeki çizik izlerini göstermektedir. Tel A'nın koruyucu tabakası çok iyi çizilme direnci sergilemektedir. Buna karşılık, Tel B'nin koruyucu tabakası ~1,0 N yükte başarısız olmuştur. Bu teller için çizilme direncindeki böylesine önemli bir fark, Tel A'nın önemli ölçüde gelişmiş aşınma direncine sahip olduğu aşınma performanslarına katkıda bulunur. Şekil 5'te gösterilen çizik testleri sırasında normal kuvvet, COF ve derinliğin gelişimi, testler sırasında kaplama arızası hakkında daha fazla bilgi sağlar.
Sonuç

Bu kontrollü çalışmada, yüzey işlemi görmüş bakır teller için aşınma direncinin nicel değerlendirmesini yapan Nanovea'nın tribometresini ve bakır tel çizilme direncinin güvenilir değerlendirmesini sağlayan Nanovea'nın mekanik test cihazını sergiledik. Tel yüzey işlemi, tellerin kullanım ömrü boyunca tribo-mekanik özelliklerinde kritik bir rol oynamaktadır. Tel A üzerindeki uygun yüzey işlemi, zorlu ortamlardaki elektrik tellerinin performansı ve ömrü açısından kritik öneme sahip olan aşınma ve çizilme direncini önemli ölçüde artırmıştır.
Nanovea'nın tribometresi, ISO ve ASTM uyumlu rotatif ve lineer modları kullanarak hassas ve tekrarlanabilir aşınma ve sürtünme testleri sunar ve isteğe bağlı yüksek sıcaklıkta aşınma, yağlama ve tribo-korozyon modülleri önceden entegre edilmiş tek bir sistemde mevcuttur. Nanovea'nın eşsiz ürün yelpazesi, ince veya kalın, yumuşak veya sert kaplamaların, filmlerin ve alt tabakaların tüm tribolojik özelliklerini belirlemek için ideal bir çözümdür.

Çelik ve Alüminyumun Akma ve Çekme Dayanımı
Geleneksel olarak Akma Dayanımı ve Nihai Çekme Dayanımı, test numunelerini ayırmak için muazzam bir güç gerektiren büyük bir çekme test makinesi kullanılarak test edilmiştir. Her numunenin yalnızca bir kez test edilebildiği bir malzeme için çok sayıda test kuponunu uygun şekilde işlemek maliyetli ve zaman alıcıdır. Numunedeki küçük kusurlar test sonuçlarında gözle görülür bir farklılık yaratır. Piyasadaki çekme test cihazlarının farklı konfigürasyonları ve hizalamaları, genellikle test mekaniği ve sonuçlarında önemli farklılıklara neden olur.
Nanovea'nın yenilikçi indentasyon yöntemi, geleneksel çekme testleriyle ölçülen değerlerle karşılaştırılabilir Akma Dayanımı ve Nihai Çekme Dayanımı değerlerini doğrudan sağlar. Bu ölçüm, tüm endüstriler için yeni bir test olanakları alanı açmaktadır. Basit deneysel kurulum, çekme testleri için gereken karmaşık kupon şekline kıyasla numune hazırlama süresini ve maliyetini önemli ölçüde azaltır. Küçük bir girinti boyutu ile tek bir numune üzerinde çoklu ölçümler mümkündür. Numune işleme sırasında oluşturulan çekme testi kuponlarında görülen kusurların etkisini önler. Lokalize alanda küçük numuneler üzerinde YS ve UTS ölçümleri, boru hatlarında veya oto yapılarında haritalama ve lokal kusur tespitine olanak sağlar.
Ölçüm Hedefi
Bu uygulamada, Nanovea Mekanik Test Cihazı paslanmaz çelik SS304 ve alüminyum Al6061 metal alaşım numunelerinin Akma Dayanımı ve Nihai Çekme Dayanımı'nı ölçer. Numuneler, Nanovea'nın girintileme yöntemlerinin güvenilirliğini gösteren, yaygın olarak tanınan Akma Dayanımı ve Nihai Gerilme Dayanımı değerlerine göre seçilmiştir.
Test Prosedürü ve Prosedürler
Akma Dayanımı ve Nihai Çekme Dayanımı testleri Nanovea Mekanik Test Cihazında Mikroindentasyon modu kullanılmıştır. Bu uygulama için 200 μm çapında silindirik düz bir elmas uç kullanılmıştır. SS304 ve Al6061 alaşımları, indentasyon yönteminin büyük potansiyelini ve güvenilirliğini göstermek amacıyla, geniş endüstriyel uygulamaları ve yaygın olarak bilinen Akma Dayanımı ve Nihai Çekme Dayanımı değerleri nedeniyle seçilmiştir. Yüzey pürüzlülüğü veya kusurların test sonuçlarını etkilemesini önlemek için numuneler testten önce mekanik olarak ayna gibi parlatılmıştır. Test koşulları Tablo 1'de listelenmiştir. Test değerlerinin tekrarlanabilirliğini sağlamak için her numune üzerinde ondan fazla test gerçekleştirilmiştir.
Sonuçlar ve Tartışma
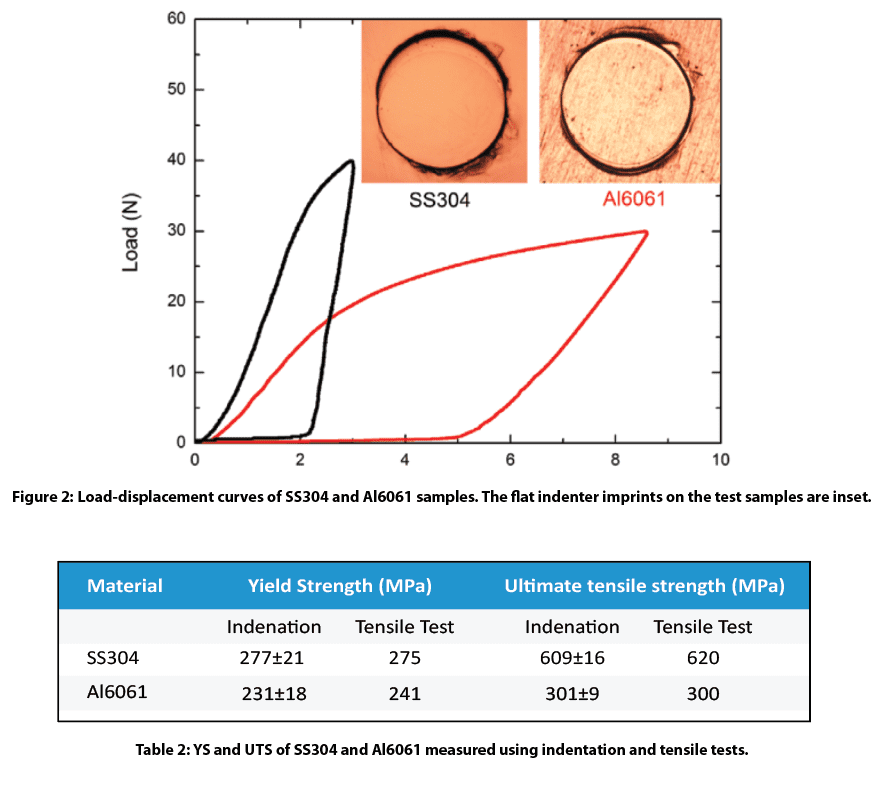
SS304 ve Al6061 alaşım numunelerinin yük-deplasman eğrileri, test numuneleri üzerindeki düz indenter izleriyle birlikte Şekil 3'te gösterilmiştir. Nanovea tarafından geliştirilen özel algoritmalar kullanılarak "S" şeklindeki yükleme eğrisinin analizi Akma Dayanımı ve Nihai Çekme Dayanımını hesaplar. Değerler, Tablo 1'de özetlendiği gibi yazılım tarafından otomatik olarak hesaplanır. Geleneksel çekme testleri ile elde edilen Akma Dayanımı ve Nihai Çekme Dayanımı değerleri karşılaştırma için listelenmiştir.
Sonuç
Bu çalışmada, Nanovea Mekanik Test Cihazının paslanmaz çelik ve alüminyum alaşımlı levha numunelerinin Akma Dayanımı ve Nihai Çekme Dayanımının değerlendirilmesindeki kapasitesini sergiledik. Basit deney kurulumu, çekme testleri için gereken numune hazırlama süresini ve maliyetini önemli ölçüde azaltır. Küçük girinti boyutu, tek bir numune üzerinde birden fazla ölçüm yapılmasını mümkün kılar. Bu yöntem, küçük numuneler ve yerelleştirilmiş alanlar üzerinde YS/UTS ölçümlerine izin vererek, YS/UTS haritalaması ve boru hatları veya oto yapıdaki yerel kusur tespiti için bir çözüm sağlar.
Nanovea Mekanik Test Cihazının Nano, Mikro veya Makro modüllerinin tümü ISO ve ASTM uyumlu girinti, çizilme ve aşınma test cihazı modlarını içerir ve tek bir sistemde mevcut en geniş ve en kullanıcı dostu test aralığını sağlar. Nanovea'nın eşsiz ürün yelpazesi, ince veya kalın, yumuşak veya sert kaplamaların, filmlerin ve alt katmanların sertlik, Young modülü, kırılma tokluğu, yapışma, aşınma direnci ve diğerleri dahil olmak üzere tüm mekanik özelliklerini belirlemek için ideal bir çözümdür. Ayrıca, pürüzlülük gibi diğer yüzey ölçümlerine ek olarak girinti, çizik ve aşınma izinin yüksek çözünürlüklü 3D görüntülenmesi için isteğe bağlı 3D temassız profil oluşturucu ve AFM Modülü mevcuttur.
Dinamik Yük Tribolojisi
Giriş
Aşınma hemen hemen her endüstriyel sektörde meydana gelmekte ve GSYİH'nın ~0,75%'si kadar bir maliyete neden olmaktadır1. Triboloji araştırmaları, üretim verimliliğini ve uygulama performansını artırmanın yanı sıra malzeme, enerji ve çevrenin korunmasında hayati önem taşımaktadır. Titreşim ve salınım, çok çeşitli tribolojik uygulamalarda kaçınılmaz olarak ortaya çıkar. Aşırı dış titreşim aşınma sürecini hızlandırır ve mekanik parçalarda yıkıcı arızalara yol açan hizmet performansını azaltır.
Geleneksel ölü yük tribometreleri normal yükleri kütle ağırlıkları ile uygular. Böyle bir yükleme tekniği sadece yükleme seçeneklerini sabit bir yük ile sınırlamakla kalmaz, aynı zamanda yüksek yüklerde ve hızlarda yoğun kontrolsüz titreşimler yaratarak sınırlı ve tutarsız aşınma davranışı değerlendirmelerine yol açar. Kontrollü salınımın malzemelerin aşınma davranışı üzerindeki etkisinin güvenilir bir şekilde değerlendirilmesi, farklı endüstriyel uygulamalarda Ar-Ge ve Kalite Kontrol için arzu edilir.
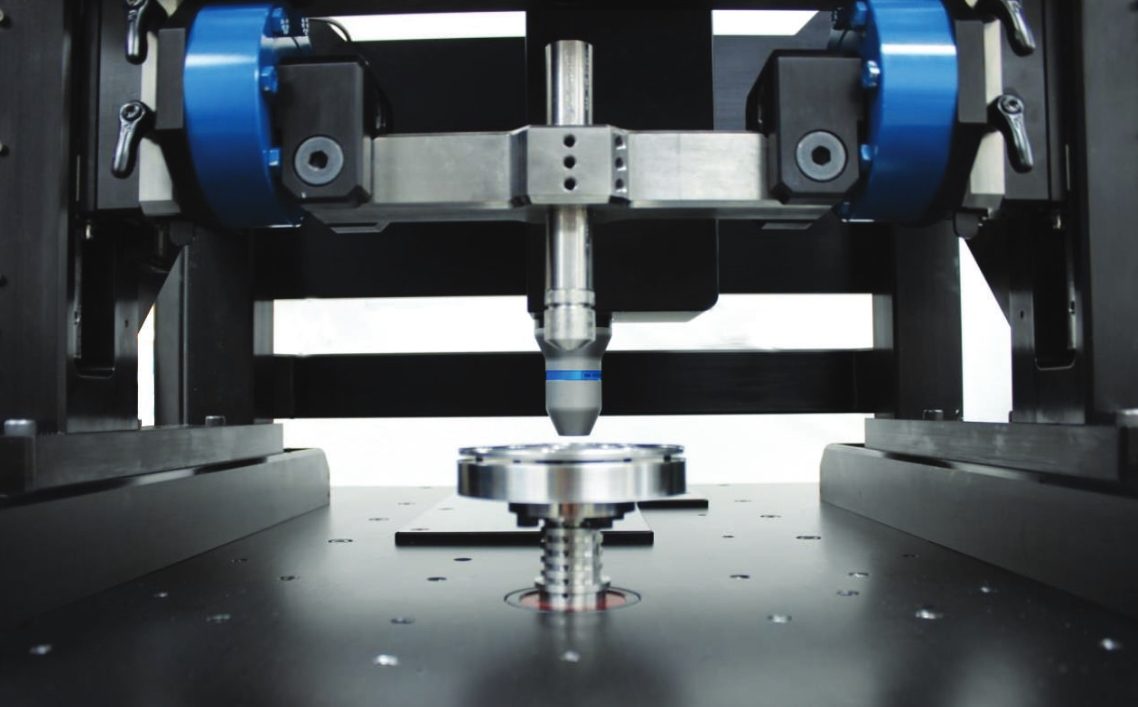
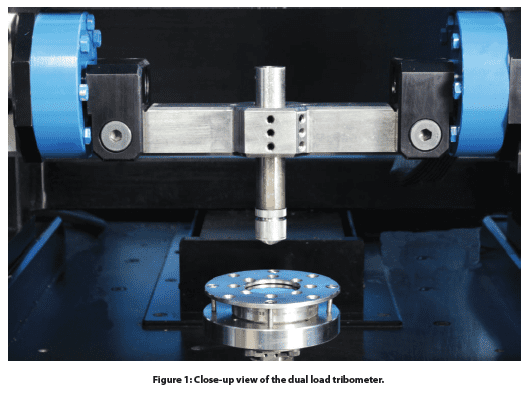
Nanovea'nın çığır açan yüksek yükü tribometre Dinamik yük kontrol sistemi ile maksimum 2000 N yük kapasitesine sahiptir. Gelişmiş pnömatik basınçlı hava yükleme sistemi, aşınma süreci sırasında oluşan istenmeyen titreşimi sönümleme avantajıyla kullanıcıların yüksek normal yükler altında bir malzemenin tribolojik davranışını değerlendirmesine olanak tanır. Bu nedenle eski tasarımlarda kullanılan tampon yaylara gerek kalmadan yük doğrudan ölçülür. Paralel bir elektromıknatıs salınımlı yükleme modülü, 20 N'ye kadar istenen genlikte ve 150 Hz'ye kadar frekansta iyi kontrollü salınım uygular.
Sürtünme, doğrudan üst tutucuya uygulanan yan kuvvetten yüksek doğrulukla ölçülür. Yer değiştirme yerinde izlenerek test numunelerinin aşınma davranışının gelişimi hakkında bilgi sağlanır. Kontrollü salınım yüklemesi altında aşınma testi, tribolojik uygulamalar için gerçek çalışma koşullarını simüle etmek amacıyla korozyon, yüksek sıcaklık, nem ve yağlama ortamlarında da yapılabilir. Entegre yüksek hızlı temassız profilometre Aşınma izi morfolojisini ve aşınma hacmini birkaç saniye içinde otomatik olarak ölçer.
Ölçüm Hedefi
Bu çalışmada, Nanovea T2000 Dinamik Yük Tribometresinin kontrollü salınım yükleme koşulları altında farklı kaplama ve metal numunelerinin tribolojik davranışını inceleme kapasitesini sergiliyoruz.
Test Prosedürü
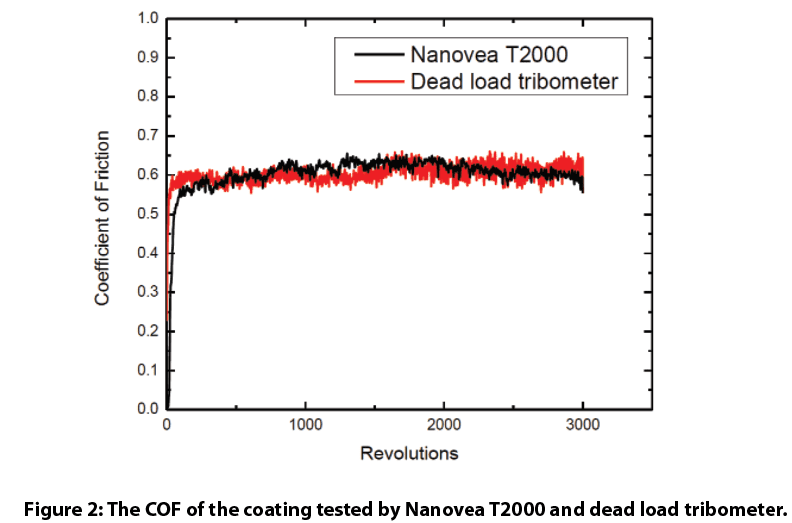
Tribolojik davranış, örneğin sürtünme katsayısı, COF ve 300 µm kalınlığında aşınmaya dayanıklı bir kaplamanın aşınma direnci, Nanovea T2000 Tribometre tarafından değerlendirilmiş ve ASTM G992'ye uygun olarak disk üzerinde bir pim kullanılarak geleneksel bir ölü yük tribometresi ile karşılaştırılmıştır.
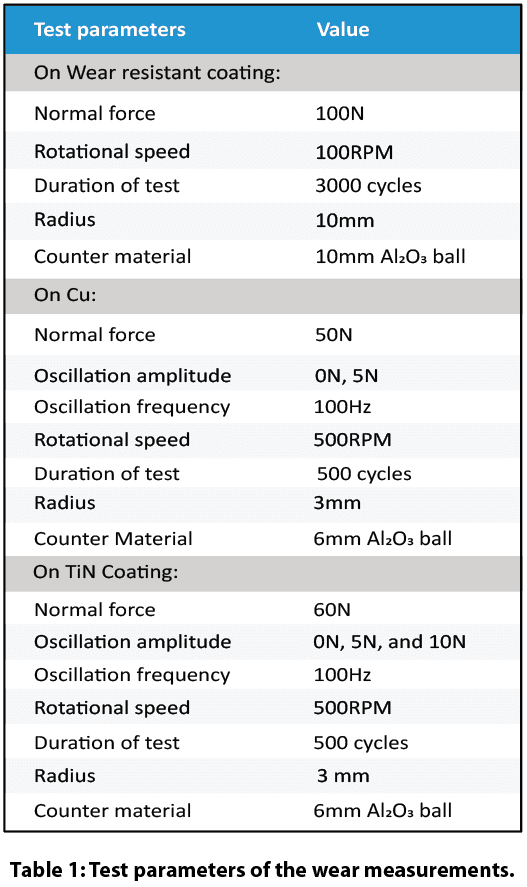
Kontrollü salınım altında 6 mm Al₂0₃ bilyaya karşı ayrı Cu ve TiN kaplı numuneler, Nanovea T2000 Tribometrenin Dinamik Yük Triboloji Modu ile değerlendirildi.
Test parametreleri Tablo 1'de özetlenmiştir.
Çizgi sensörü ile donatılmış entegre 3D profilometre, testlerden sonra aşınma izini otomatik olarak tarayarak saniyeler içinde en doğru aşınma hacmi ölçümünü sağlar.
Sonuçlar ve Tartışma
Pnömatik yükleme sistemi vs Ölü yük sistemi
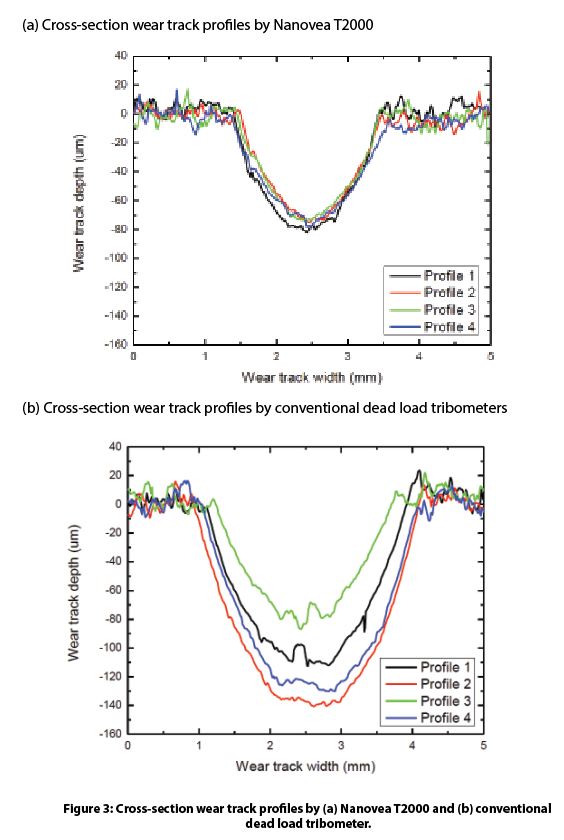
Nanovea T2000 Tribometre kullanılarak aşınmaya dirençli bir kaplamanın tribolojik davranışı, geleneksel bir ölü yük (DL) tribometresi ile karşılaştırılmıştır. Kaplamanın COF değerinin gelişimi Şekil 2'de gösterilmektedir. Kaplamanın aşınma testi sırasında ~0,6'lık karşılaştırılabilir bir COF değeri sergilediğini gözlemliyoruz. Bununla birlikte, Şekil 3'teki aşınma izinin farklı konumlarındaki 20 kesit profili, kaplamanın ölü yük sistemi altında çok daha şiddetli aşınma yaşadığını göstermektedir.
Yüksek yük ve hızda ölü yük sisteminin aşınma süreci nedeniyle yoğun titreşimler oluşmuştur. Temas yüzeyindeki büyük konsantre basınç, yüksek kayma hızı ile birleştiğinde, hızlandırılmış aşınmaya yol açan önemli ağırlık ve yapı titreşimi yaratır. Geleneksel ölü yük tribometresi, kütle ağırlıkları kullanarak yük uygular. Bu yöntem, hafif aşınma koşulları altında düşük temas yüklerinde güvenilirdir; ancak, yüksek yük ve hızlardaki agresif aşınma koşullarında, önemli titreşim ağırlıkların tekrar tekrar sıçramasına neden olarak düzensiz bir aşınma izine yol açar ve güvenilir olmayan tribolojik değerlendirmeye neden olur. Hesaplanan aşınma oranı 8,0±2,4 x 10-4 mm3/N m olup yüksek bir aşınma oranı ve büyük bir standart sapma göstermektedir.
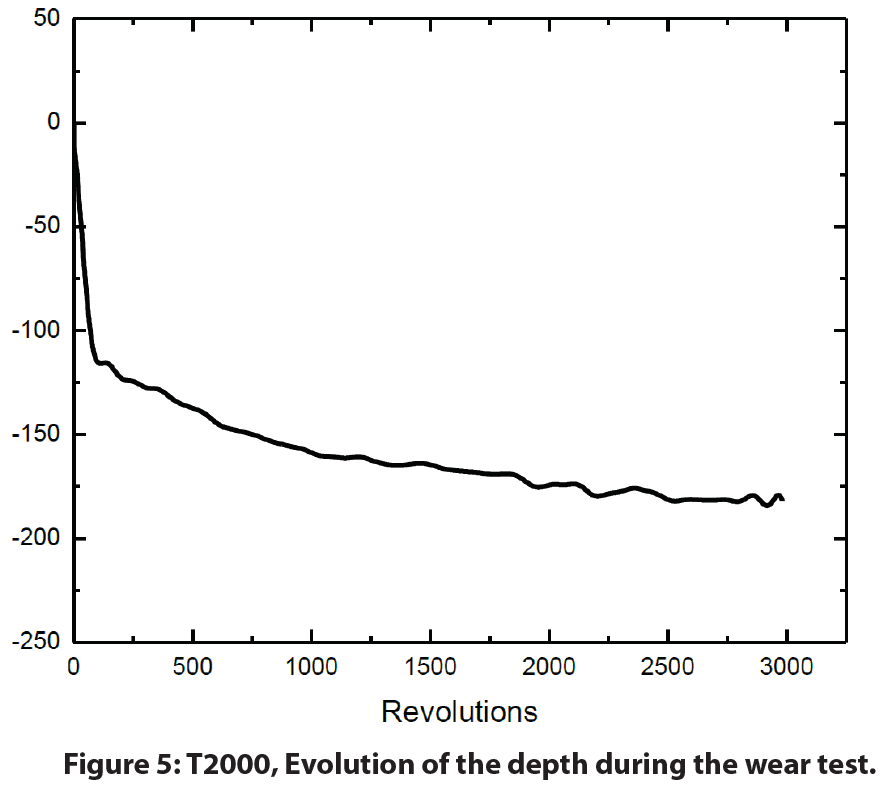
Nanovea T2000 tribometre, salınımları sönümlemek için dinamik bir kontrol yükleme sistemi ile tasarlanmıştır. Normal yükü, aşınma işlemi sırasında oluşan istenmeyen titreşimi en aza indiren basınçlı hava ile uygular. Buna ek olarak, aktif kapalı döngü yükleme kontrolü, aşınma testi boyunca sabit bir yük uygulanmasını sağlar ve uç, aşınma izinin derinlik değişimini takip eder. Şekil 3a'da gösterildiği gibi önemli ölçüde daha tutarlı bir aşınma izi profili ölçülür ve bu da 3,4±0,5 x 10-4 mm3/N m'lik düşük bir aşınma oranıyla sonuçlanır.
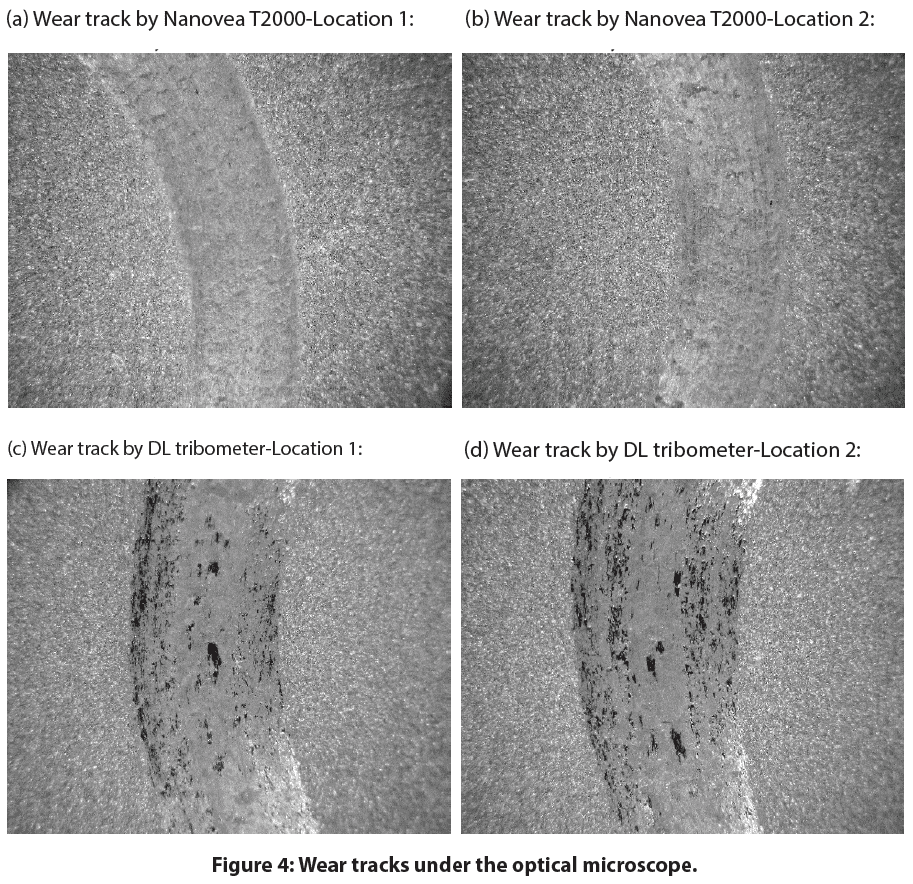
Şekil 4'te gösterilen aşınma izi analizi, Nanovea T2000 Tribometrenin pnömatik basınçlı hava yükleme sistemi tarafından gerçekleştirilen aşınma testinin, geleneksel ölü yük tribometresine kıyasla daha düzgün ve daha tutarlı bir aşınma izi oluşturduğunu doğrulamaktadır. Buna ek olarak, Nanovea T2000 tribometre aşınma süreci sırasında uç yer değiştirmesini ölçerek aşınma davranışının yerinde ilerleyişi hakkında daha fazla bilgi sağlar.
Cu Numunesinin Aşınması Üzerine Kontrollü Salınım
Nanovea T2000 Tribometrenin paralel salınımlı yükleme elektromıknatıs modülü, kullanıcıların kontrollü genlik ve frekans salınımlarının malzemelerin aşınma davranışı üzerindeki etkisini araştırmasını sağlar. Cu numunelerinin COF'si Şekil 6'da gösterildiği gibi in situ olarak kaydedilmiştir. Cu numunesi, ilk 330 devirlik ölçüm sırasında ~0,3'lük sabit bir COF sergileyerek arayüzde kararlı bir temas ve nispeten düzgün bir aşınma izi oluştuğuna işaret etmektedir. Aşınma testi devam ettikçe, COF'nin değişimi aşınma mekanizmasında bir değişiklik olduğunu gösterir. Karşılaştırıldığında, 50 N'de 5 N genlik kontrollü salınım altında yapılan aşınma testleri farklı bir aşınma davranışı sergilemektedir: COF aşınma sürecinin başlangıcında hızlı bir şekilde artmakta ve aşınma testi boyunca önemli bir değişkenlik göstermektedir. COF'nin bu davranışı, normal yükte uygulanan salınımın temastaki kararsız kayma durumunda rol oynadığını göstermektedir.
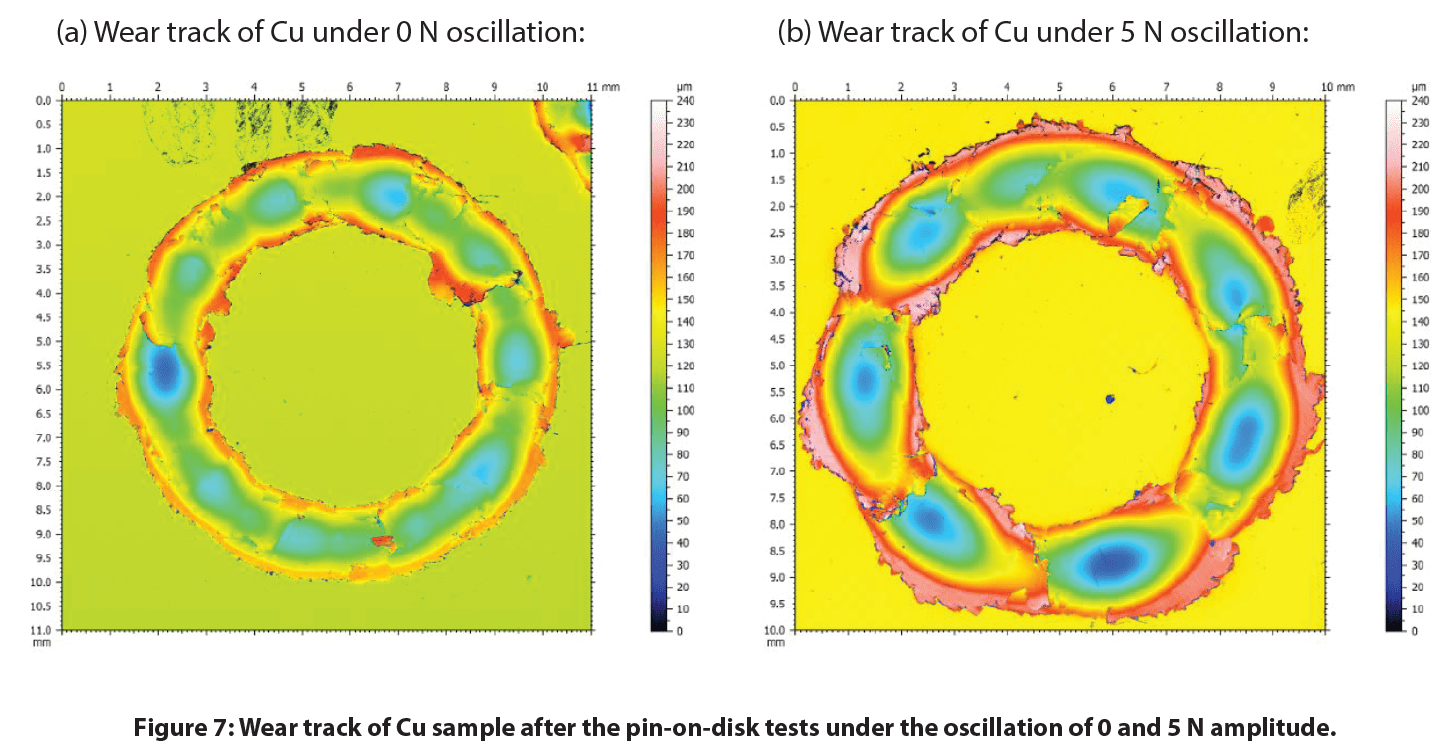
Şekil 7, entegre temassız optik profilometre tarafından ölçülen aşınma izi morfolojisini karşılaştırmaktadır. Kontrollü 5 N salınım genliği altındaki Cu numunesinin, salınım uygulanmayan 5,03 x 108 µm3 ile karşılaştırıldığında 1,35 x 109 µm3 hacminde çok daha büyük bir aşınma izi sergilediği gözlemlenebilir. Kontrollü salınım, aşınma hızını ~2,7 kat artırarak salınımın aşınma davranışı üzerindeki kritik etkisini göstermektedir.

TiN Kaplamanın Aşınması Üzerine Kontrollü Salınım
TiN kaplama numunesinin COF ve aşınma izleri Şekil 8'de gösterilmektedir. TiN kaplama, testler sırasında COF'nin gelişimiyle gösterildiği gibi salınım altında önemli ölçüde farklı aşınma davranışları sergilemektedir. TiN kaplama, TiN kaplama ile Al₂O₃ bilye arasındaki arayüzde sabit kayma teması nedeniyle aşınma testinin başlangıcındaki alıştırma döneminin ardından ~0,3'lük sabit bir COF gösterir. Bununla birlikte, TiN kaplama bozulmaya başladığında, Al₂O₃ bilye kaplamaya nüfuz eder ve altındaki taze çelik alt tabakaya karşı kayar. Aynı zamanda aşınma yolunda önemli miktarda sert TiN kaplama döküntüsü oluşur ve stabil iki gövdeli kayma aşınmasını üç gövdeli aşınma aşınmasına dönüştürür. Malzeme çift özelliklerinin bu şekilde değişmesi, COF evriminde artan varyasyonlara yol açar. Uygulanan 5 N ve 10 N salınım, TiN kaplama arızasını ~400 devirden 100 devrin altına kadar hızlandırır. Kontrollü salınım altındaki aşınma testlerinden sonra TiN kaplama numunelerindeki daha büyük aşınma izleri, COF'deki böyle bir değişiklikle uyumludur.

Sonuç
Nanovea T2000 Tribometrenin gelişmiş pnömatik yükleme sistemi, geleneksel ölü yük sistemlerine kıyasla doğal olarak hızlı bir titreşim sönümleyici olarak kendine özgü bir avantaja sahiptir. Pnömatik sistemlerin bu teknolojik avantajı, yükü uygulamak için servo motorlar ve yayların bir kombinasyonunu kullanan yük kontrollü sistemlerle karşılaştırıldığında doğrudur. Bu teknoloji, bu çalışmada gösterildiği gibi yüksek yüklerde güvenilir ve daha iyi kontrollü aşınma değerlendirmesi sağlar. Buna ek olarak, aktif kapalı döngü yükleme sistemi, fren sistemlerinde görülen gerçek hayat uygulamalarını simüle etmek için aşınma testleri sırasında normal yükü istenen bir değere değiştirebilir.
Testler sırasında kontrolsüz titreşim koşullarından etkilenmek yerine, Nanovea T2000 Dinamik-Yük Tribometresinin kullanıcıların farklı kontrollü salınım koşulları altında malzemelerin tribolojik davranışlarını nicel olarak değerlendirmelerini sağladığını gösterdik. Titreşimler, metal ve seramik kaplama numunelerinin aşınma davranışında önemli bir rol oynamaktadır.
Paralel elektromıknatıslı salınımlı yükleme modülü, ayarlanan genlik ve frekanslarda hassas bir şekilde kontrol edilen salınımlar sağlayarak, kullanıcıların çevresel titreşimlerin genellikle önemli bir faktör olduğu gerçek yaşam koşullarında aşınma sürecini simüle etmelerine olanak tanır. Aşınma sırasında uygulanan salınımların varlığında, hem Cu hem de TiN kaplama numuneleri önemli ölçüde artan aşınma oranı sergilemektedir. Yerinde ölçülen sürtünme katsayısı ve uç yer değiştirmesinin gelişimi, tribolojik uygulamalar sırasında malzemenin performansı için önemli göstergelerdir. Entegre 3D temassız profilometre, aşınma hacmini hassas bir şekilde ölçmek ve aşınma izlerinin ayrıntılı morfolojisini saniyeler içinde analiz etmek için bir araç sunarak aşınma mekanizmasının temel anlayışına daha fazla bilgi sağlar.
T2000, 20 bit dahili hız ve 16 bit harici konum kodlayıcıya sahip kendinden ayarlı, yüksek kaliteli ve yüksek torklu bir motorla donatılmıştır. Bu, tribometrenin 0,01 ila 5000 rpm arasında kademeli sıçramalarla veya sürekli oranlarda değişebilen benzersiz bir dönme hızı aralığı sağlamasına olanak tanır. Altta bulunan bir tork sensörü kullanan sistemlerin aksine, Nanovea Tribometre sürtünme kuvvetlerini doğru ve ayrı olarak ölçmek için üstte bulunan yüksek hassasiyetli bir yük hücresi kullanır.
Nanovea Tribometers, ISO ve ASTM uyumlu rotatif ve lineer modları (4 bilyeli, baskı pulu ve halka üzerinde blok testleri dahil) kullanarak hassas ve tekrarlanabilir aşınma ve sürtünme testleri sunar ve isteğe bağlı yüksek sıcaklık aşınma, yağlama ve tribo-korozyon modülleri önceden entegre edilmiş tek bir sistemde mevcuttur. Nanovea T2000'in eşsiz ürün yelpazesi, ince veya kalın, yumuşak veya sert kaplamaların, filmlerin ve alt tabakaların tüm tribolojik özelliklerini belirlemek için ideal bir çözümdür.

3D Profilometri ile Boya Portakal Kabuğu Doku Analizi
Giriş
Alt tabakalardaki yüzey yapılarının boyutu ve sıklığı parlak kaplamaların kalitesini etkiler. Adını görünümünden alan portakal kabuğu dokusu, alt tabaka etkisinden ve boya uygulama tekniğinden gelişebilir. Doku problemleri genellikle dalgalılık, dalga boyu ve parlak kaplamalar üzerindeki görsel etkileri ile ölçülür. En küçük dokular parlaklığın azalmasına neden olurken, daha büyük dokular kaplanmış yüzeyde görünür dalgalanmalara neden olur. Bu dokuların gelişimini ve bunun alt katmanlar ve tekniklerle ilişkisini anlamak kalite kontrolü için kritik öneme sahiptir.
Tekstür Ölçümü için Profilometrinin Önemi
Parlaklık dokusunu ölçmek için kullanılan geleneksel 2D cihazların aksine, 3D temassız ölçüm, yüzey özelliklerini anlamak için kullanılan 3D görüntüyü hızlı bir şekilde sağlar ve ilgilenilen alanları hızlı bir şekilde inceleme olanağı sunar. Hız ve 3D inceleme olmadan, bir kalite kontrol ortamı yalnızca tüm yüzey için çok az öngörülebilirlik sağlayan 2D bilgilere dayanacaktır. Dokuların 3D olarak anlaşılması, işleme ve kontrol önlemlerinin en iyi şekilde seçilmesini sağlar. Bu tür parametrelerin kalite kontrolünün sağlanması büyük ölçüde ölçülebilir, tekrarlanabilir ve güvenilir incelemeye dayanır. Nanovea 3D Temassız Profilometreler hızlı ölçüm sırasında bulunan dik açıları ölçmek için benzersiz bir yeteneğe sahip olmak için kromatik konfokal teknolojisini kullanır. Nanovea Profilometreler, diğer tekniklerin prob teması, yüzey varyasyonu, açı veya yansıtma nedeniyle güvenilir veri sağlayamadığı durumlarda başarılı olur.
Ölçüm Hedefi
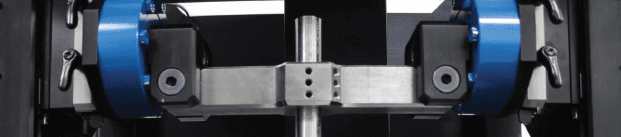
Bu uygulamada, Nanovea HS2000L parlak bir boyanın portakal kabuğu dokusunu ölçmektedir. 3D yüzey taramasından otomatik olarak hesaplanan sonsuz yüzey parametresi vardır. Burada, taranmış bir 3D yüzeyi, boya portakal kabuğu dokusunun özelliklerini ölçerek analiz ediyoruz.
Sonuçlar ve Tartışma

Nanovea HS2000L portakal kabuğu boyasının izotropi ve yükseklik parametrelerini ölçmüştür. Portakal kabuğu dokusu rastgele desen yönünü 94,4% izotropi ile ölçmüştür. Yükseklik parametreleri dokuyu 24,84µm yükseklik farkı ile ölçmüştür.

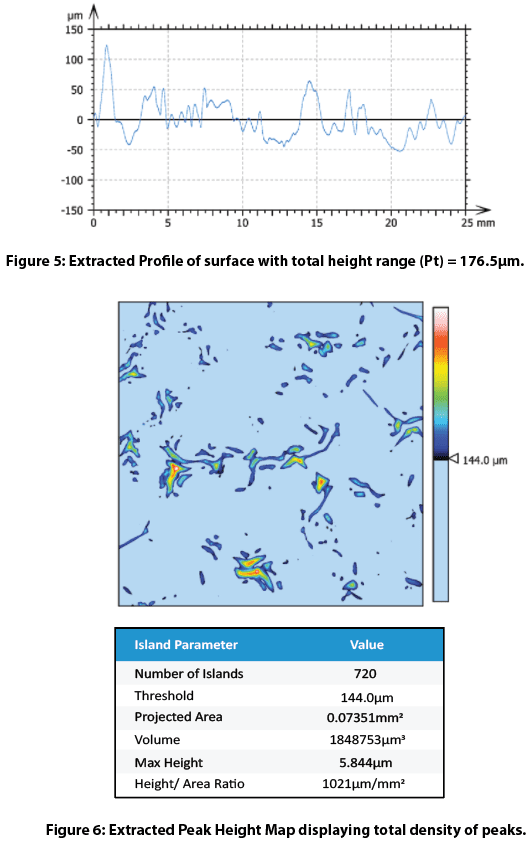
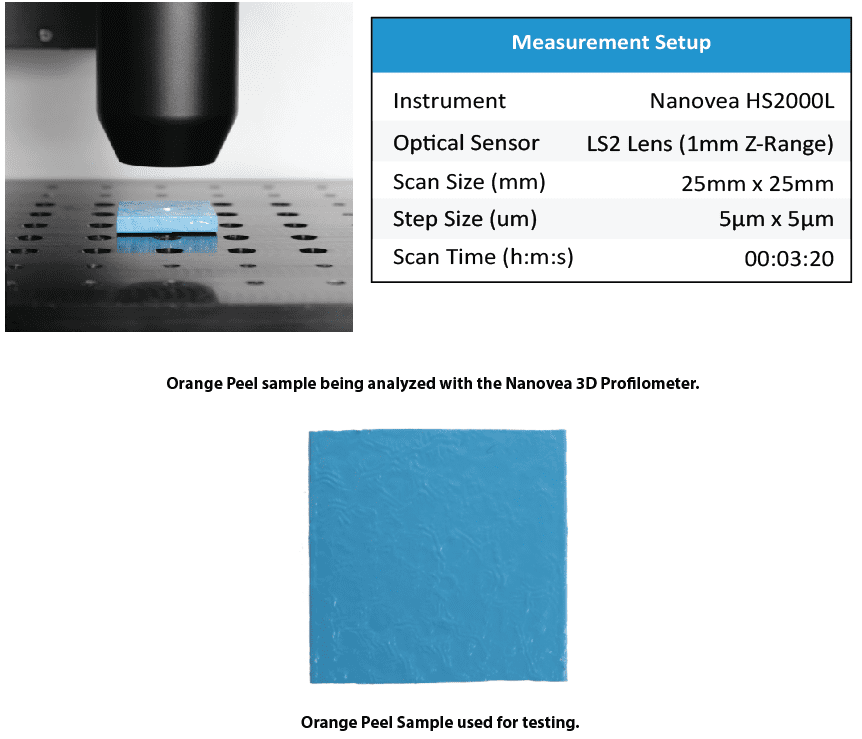
Şekil 4'teki taşıma oranı eğrisi derinlik dağılımının grafiksel bir gösterimidir. Bu, kullanıcının farklı derinliklerdeki dağılımları ve yüzdeleri görüntülemesine olanak tanıyan yazılımdaki etkileşimli bir özelliktir. Şekil 5'teki çıkarılan bir profil portakal kabuğu dokusu için faydalı pürüzlülük değerleri vermektedir. Portakal kabuğu dokusu, 144 mikron eşik değerinin üzerindeki tepe ekstraksiyonu göstermektedir. Bu parametreler ilgilenilen diğer alanlara veya parametrelere göre kolayca ayarlanabilir.
Sonuç
Bu uygulamada Nanovea HS2000L 3D Temassız Profilometre, parlak bir kaplama üzerindeki portakal kabuğu dokusunun hem topografyasını hem de nanometre detaylarını hassas bir şekilde karakterize etmektedir. 3D yüzey ölçümlerinden elde edilen ilgi alanları hızlı bir şekilde tanımlanır ve birçok faydalı ölçümle analiz edilir (Boyut, Pürüzlülük Son Doku, Şekil Formu Topografisi, Düzlük Çarpıklık Düzlemsellik, Hacim Alanı, Adım Yüksekliği, vb.) Hızla seçilen 2D kesitler, parlaklık dokusu üzerinde eksiksiz bir yüzey ölçüm kaynakları seti sağlar. Özel ilgi alanları, entegre bir AFM modülü ile daha fazla analiz edilebilir. Nanovea 3D Profilometre'nin hızı, araştırma uygulamalarında yüksek hızlı denetim ihtiyaçlarına uygunluk için <1 mm/s ile 500 mm/s arasında değişir. Nanovea 3D Profilometreler, uygulamanıza uyacak geniş bir konfigürasyon yelpazesine sahiptir.









