GİRİŞ
Sürtünme kaybı, bir dizel motor için yakıttaki toplam enerjinin yaklaşık 10%'sini oluşturur[1]. Sürtünme kaybının 40-55%'si güç silindiri sisteminden kaynaklanmaktadır. Sürtünmeden kaynaklanan enerji kaybı, güç silindiri sisteminde meydana gelen tribolojik etkileşimlerin daha iyi anlaşılmasıyla azaltılabilir.
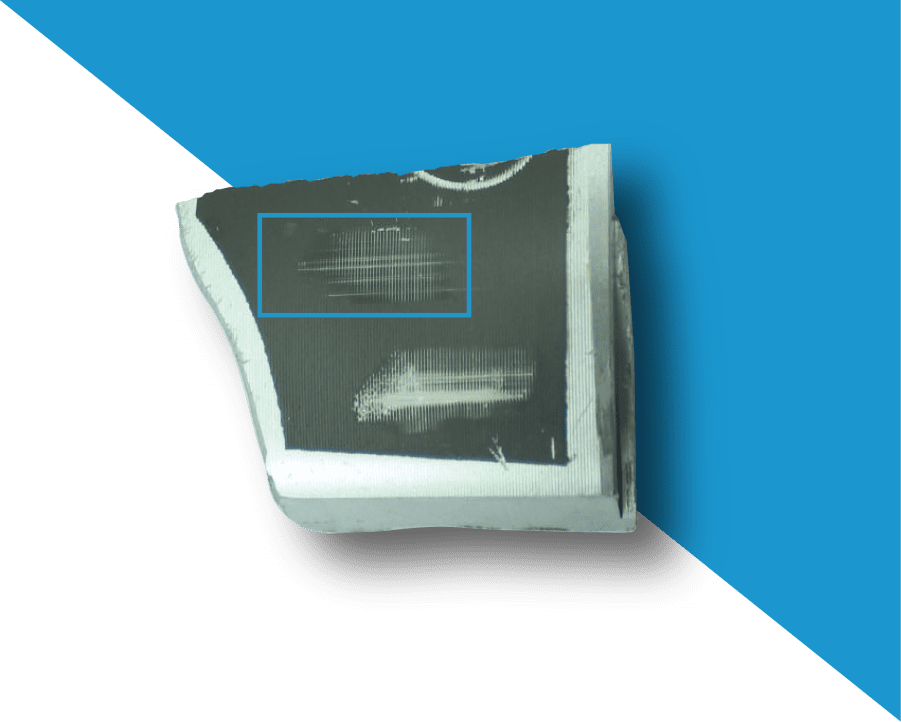
Güç silindiri sistemindeki sürtünme kaybının önemli bir kısmı piston eteği ile silindir gömleği arasındaki temastan kaynaklanır. Piston eteği, yağlayıcı ve silindir arayüzleri arasındaki etkileşim, gerçek hayattaki bir motorda kuvvet, sıcaklık ve hızdaki sürekli değişiklikler nedeniyle oldukça karmaşıktır. Her bir faktörü optimize etmek, optimum motor performansı elde etmenin anahtarıdır. Bu çalışma, piston eteği-yağlayıcı-silindir gömleği (P-L-C) arayüzlerinde sürtünme kuvvetlerine ve aşınmaya neden olan mekanizmaların çoğaltılmasına odaklanacaktır.
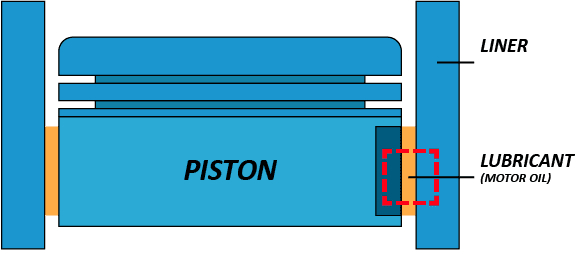
Güç silindirleri sisteminin şeması ve piston eteği-yağlayıcı-silindir gömleği arayüzleri.
[1] Bai, Dongfang. İçten yanmalı motorlarda piston eteği yağlamasının modellenmesi. Doktora tezi. MIT, 2012