月別アーカイブ11月 2013
今月テストした素材の例を紹介します。

メカニカル
- 微細部品のナノインデンテーショ ンマッピング
- セラミックス試料のナノインデンテーション破壊
- コーティングされたガラスのナノスクラッチ
- ナノスクラッチ インプラントコーティングの不具合
- 陽極酸化皮膜のマクロインデンテーション
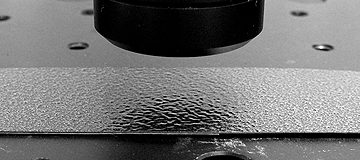
- アクリルウレタンコーティングのマイクロスクラッチ
- 岩石試料のマクロスクラッチ

3D非接触プロフィロメトリ。
- マイクロ流路の粗さ
- 曲面プラスチックの粗さ
- マイクロエンボスの質感
- 粉体塗装の仕上がり
- マイクロフィーチャーのコプラナリティ
- マイクロパーツの寸法

トライボロジー
- エンジン部品のリニア摩耗試験
- セラミックサンプルの回転摩耗試験

テーバー磨耗試験の改善に関する共同研究
従来、工業用塗料の耐摩耗性評価には、ASTM D4060規格に準拠したテーバー磨耗試験が行われてきました。しかし、ASTM D4060規格にあるように、"材料によっては、試験中にホイールの研磨特性が変化するため、テーバー研磨機を用いた摩耗試験にはばらつきが生じる場合がある。"とされています。その結果、試験結果の再現性が悪くなり、異なる試験所から報告された値を比較することが困難になる場合があります。また、テーバー摩耗試験では、耐摩耗性は規定の摩耗回数における重量減少として算出されます。しかし、例えばアクリルウレタン系の床用塗料は、推奨乾燥膜厚が37.5~50μmです。テーバーアブレーザーによる積極的な摩耗処理は、アクリルウレタン塗料を素早く摩耗させ、基材に質量損失を生じさせるため、塗料の重量損失の計算に大きな誤差を生じさせます。また、磨耗試験中に塗膜に研磨粒子が埋め込まれることも、誤差の一因となります。したがって、再現性のある摩耗評価を行うためには、十分に制御された定量的で信頼性の高い測定が重要である。 トライボメータ.
詳しくは、この月のアプリノートをご覧ください。 工業用コーティングの傷と摩耗の評価