简介
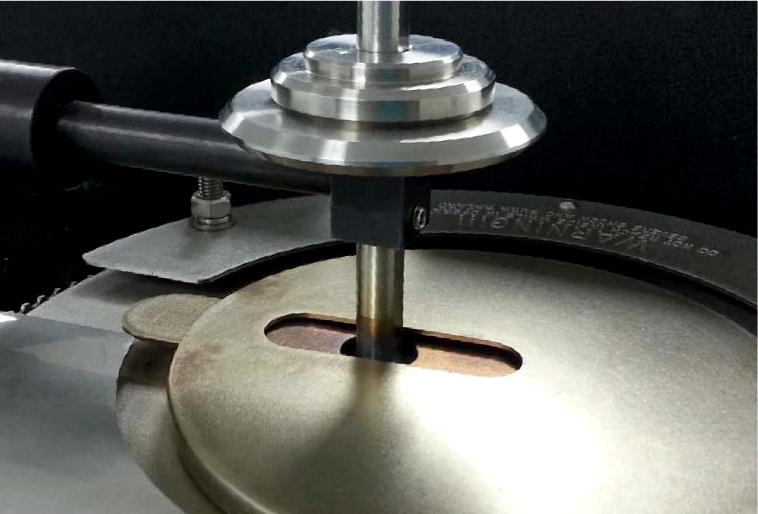
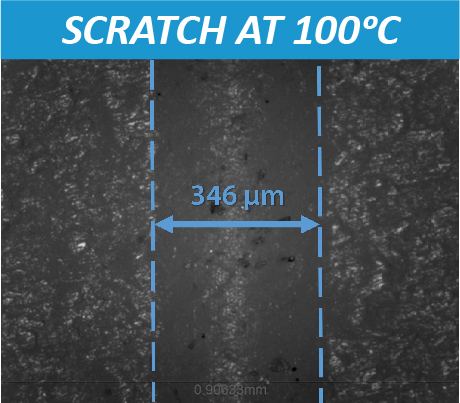
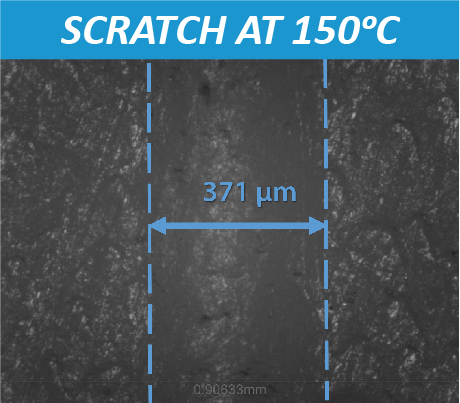
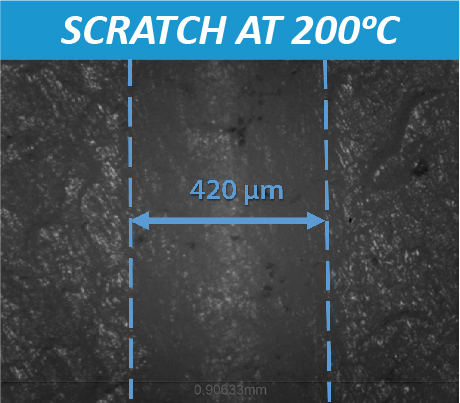
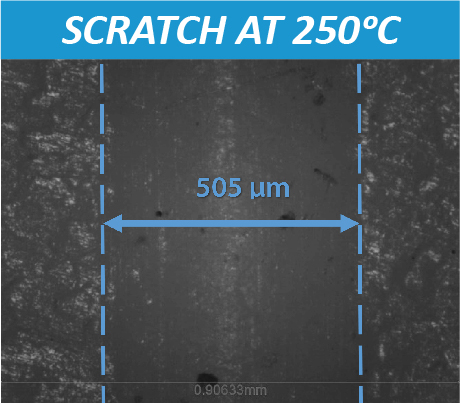
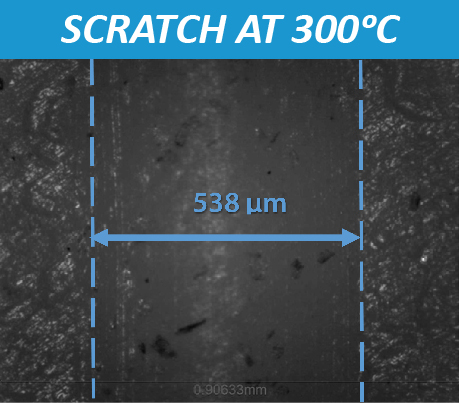
硬度衡量的是材料对永久或塑性变形的抵抗力。划痕硬度测试最初是由德国矿物学家弗里德里希-莫尔斯在1820年开发的,它确定了材料对尖锐物体的摩擦造成的划痕和磨损的硬度。1.莫氏标度是一个比较指数,而不是一个线性标度,因此,ASTM标准G171-03所述,开发了一个更准确和定性的划痕硬度测量方法。2.它测量金刚石测针产生的划痕的平均宽度并计算出划痕硬度数(HSP)。
高温下测量划痕硬度的重要性
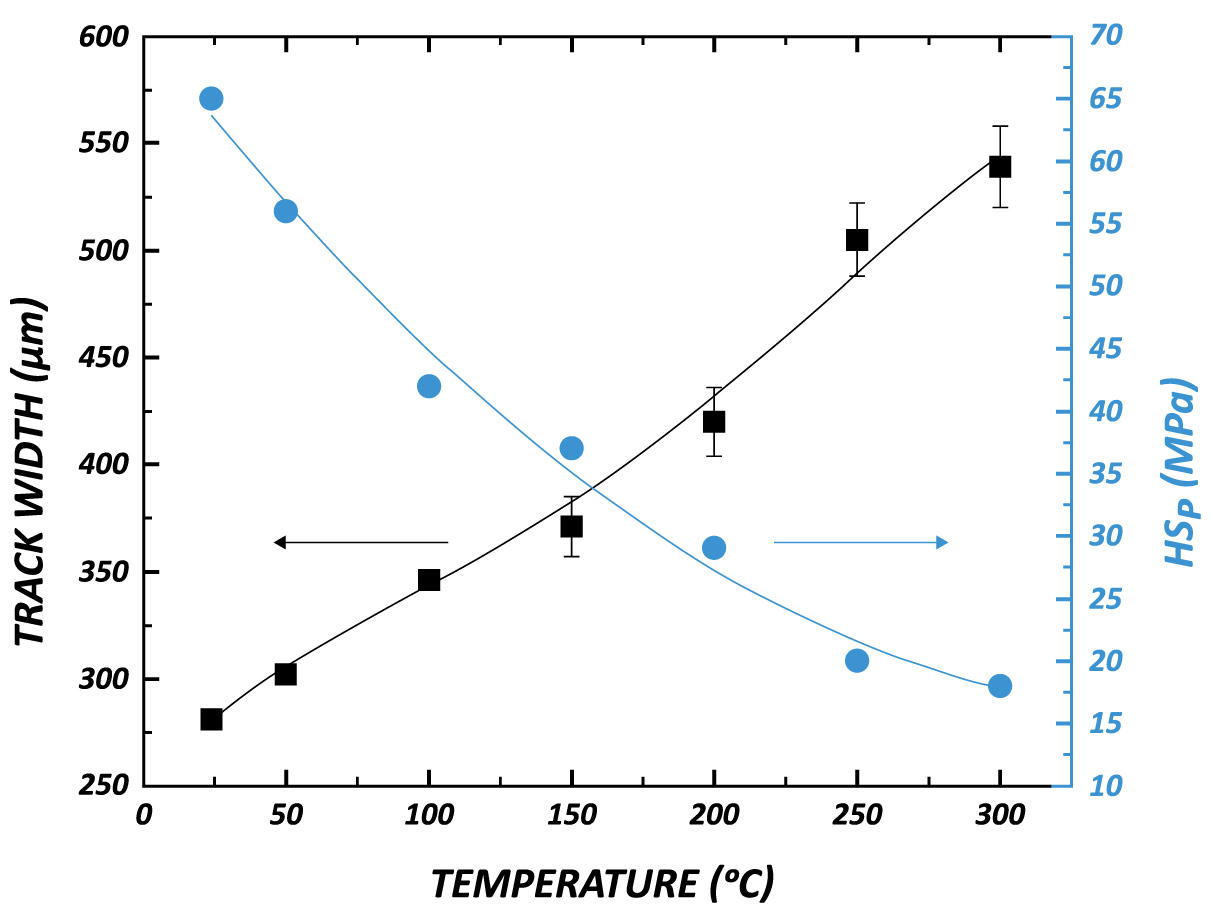
材料是根据服务要求来选择的。对于涉及重大温度变化和热梯度的应用,测试材料在高温下的机械性能以充分了解其机械极限是至关重要的。材料,特别是聚合物,通常在高温下会软化。很多机械故障是由蠕变变形和热疲劳引起的,只有在高温下才会发生。因此,需要一种可靠的技术来测量高温下的硬度,以确保为高温应用正确选择材料。