소개
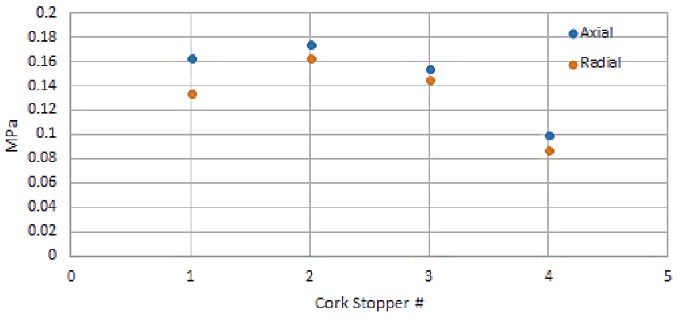
동적 기계 분석(DMA)은 재료의 기계적 특성을 조사하는 데 사용되는 강력한 기술입니다. 이 애플리케이션에서는 와인 밀봉 및 숙성 공정에 널리 사용되는 재료인 코르크의 분석에 중점을 둡니다. 떡갈나무의 껍질에서 얻은 코르크는 합성 폴리머와 유사한 기계적 특성을 제공하는 독특한 세포 구조를 나타냅니다. 한 축에서 코르크는 벌집 구조를 가지고 있습니다. 다른 두 축은 직사각형과 같은 여러 개의 프리즘 구조로 되어 있습니다. 따라서 코르크는 테스트하는 방향에 따라 서로 다른 기계적 특성을 제공합니다.
코르크 기계적 물성 평가에서 동적 기계 분석(DMA) 테스트의 중요성
코르크의 품질은 코르크의 기계적 및 물리적 특성에 따라 크게 달라지며, 이는 와인 마개의 효율성에 결정적인 영향을 미칩니다. 코르크 품질을 결정하는 주요 요인으로는 유연성, 단열성, 복원력, 기체 및 액체 불투과성 등이 있습니다. 동적 기계 분석(DMA) 테스트를 활용하면 코르크의 유연성 및 복원력을 정량적으로 평가할 수 있어 신뢰할 수 있는 평가 방법을 제공합니다.
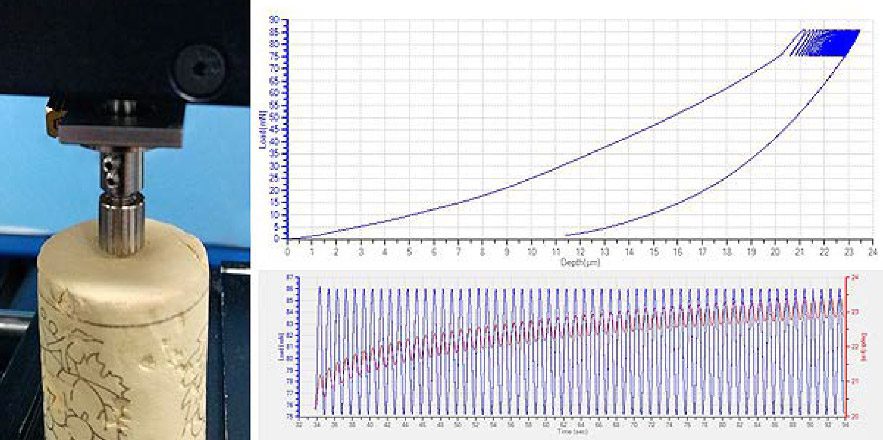
나노베아 PB1000 기계식 테스터는 나노 인덴테이션 모드를 사용하면 이러한 특성, 특히 영탄성률, 저장탄성률, 손실탄성률 및 탄델타(탄(δ))를 분석할 수 있습니다. 또한 DMA 테스트를 통해 코르크 소재의 상변이, 경도, 응력 및 변형률에 대한 귀중한 데이터를 수집할 수 있습니다. 이러한 종합적인 분석을 통해 코르크의 기계적 거동과 와인 마개 용도에 대한 적합성에 대한 심층적인 통찰력을 얻을 수 있습니다.